Popis výměníku tepla s plovoucí hlavou "TP"
Výměník tepla s plovoucí hlavou je jedním z požadovaných typů plášťových a trubkových výměníků tepla a je široce používán v rafinériích a dalších různých průmyslových podnicích.
Hlavním rysem tohoto zařízení je přítomnost teplotního kompenzátoru ve formě tzv "Plovoucí hlava".
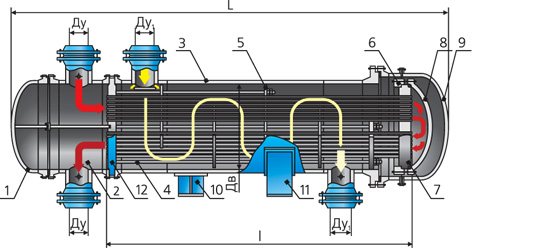
Níže jsou 2 možnosti "Plovoucí hlava":
- Horní obrázek je design s možností vyjmutí svazku trubek bez demontáže samotné hlavy, vyznačující se sníženou tepelnou účinností v důsledku přítomnosti obtokových toků (označení TEMA).
- Spodní obrázek je design, který vyžaduje demontáž hlavy k extrakci svazku trubek (označení TEMA S). Nejběžnější v tuzemských rafinériích.
V obou případech přítomnost plovoucí hlavy umožňuje použít tepelný výměník s velkým teplotním rozdílem mezi procesním médiem v trubkové a plášťové dutině zařízení.
Tento typ zařízení je tedy univerzálnější ve srovnání s tepelnými výměníky s tuhou trubkovou strukturou a lze jej použít v široké škále kombinací různých médií s velkým teplotním rozdílem. Avšak kvůli dostupnosti fúze. náklady na výměník tepla hlavy se také zvyšují. Proto musí být použití tohoto zařízení technicky zdůvodněno. Při zadání kódu zařízení se použije zkratka „TP”- výměníky tepla s plovoucí hlavou podle TU 3612-023-00220302-01 VNIINeftemasha.
Mimochodem, přečtěte si také tento článek: Vibrace výměníků tepla
Pájení výměníku tepla plynového kotle
Veškerá voda, vzduch a pevné látky jsou odstraněny z výměníku. Strojem profoukněte hadici a zbytky vyfoukněte ústy.
Pro pájení se používají čtyři komponenty:
- pájecí nástroj (plynový hořák, hořák nebo páječka);
- pájka;
- tavidlo;
- před a po odizolování nástrojů.
- PMTs-36 - od 825 ° C;
- PMTs-42 - od 833 ° C;
- PMTs-54 - od 860 ° C.
- abrazivní;
- pájecí pasta;
- kyselina pro cínování.
Pájka je materiál pro spojování obrobků s nižší teplotou tání než zpracovávaný základ. Pájky jsou obvykle vyrobeny z kovů. Vyrábí se ve formě drátu, zapuštěných dílů, past, fólií, prášků, tyčinek a granulí. Pro pájení výměníku tepla jsou nejvhodnější dráty. Vezměte si tohle.
Chcete-li opravit výměník tepla, vyberte vysokoteplotní pájku s nižší teplotou tání, ale ne nižší než 700 ° C, ze stejného materiálu a s podobnými fyzikálními a mechanickými vlastnostmi. Rovněž jsou brány v úvahu antikorozní vlastnosti a měrná vodivost drátu.
Měď, nerezová ocel a litina jsou běžnou surovinou pro výměníky a do základny se často přidává zinek. Pro pájení měděných tepelných výměníků se často používají pájky měď-zinek s inkluzemi, které neutralizují nebezpečný účinek par.

Pájka v tyčích není tak pohodlná jako drátová pájka, ale lze ji také ohýbat ručně, i když má velký průměr, a výsledná pájka bude docela tuhá
Pevné vysokoteplotní pájky jsou označeny PSr, PMT, PMT atd.
Měď-zinek označuje PMC a jsou číslovány na základě teploty tání:
Každý může pájet standardní výměník tepla plynového kotle, ale to, zda to lze provést, závisí na materiálech součásti.
Dobré pájky dávají pevné švy.Složky těchto slitin pronikají difuzně do pájeného povrchu a báze se v malém množství rozpouští v pomocném materiálu. Po ztuhnutí se objeví homogenní vrstva.
Tavidlo je látka pro odstraňování oxidů z pájené základny, zvyšování tekutosti pájky, snižování povrchového napětí a lepší smáčení obrobku. Výměníky tepla jsou kombinovány s univerzálními a speciálními výrobky. Pájecí pasty obvykle obsahují měď, což je dobré pro výměník tepla. Směsi se stříbrem jsou také v pořádku.
Příprava materiálů před pájením
Hrot páječky je pocínovaný. Přístroj se zahřívá, dokud špička mírně nezčervená a není pokryta tenkou vrstvou pájky, zatímco je odstraněn oxidační film. Špička a drát jsou ponořeny do tavidla. Ve fázi pocínování lze k tomu použít kalafunu nebo pryskyřici.
Čtení nyní
Mince a epoxidová podlaha: kompilace fotografií
Nejoblíbenější návrhy domů o rozměrech 7 x 9 ms podkrovím
Po uvolnění kouře se bodnutí přidržuje ještě několik sekund. Poté se páječka s pájkou ponoří do tavidla třikrát až čtyřikrát.
Zařízení se po zakoupení pocínují a pak čas od času - s častým používáním. Hrot jiné páječky se někdy používá jako základ pro cínování.

Na fotografii je cínování - potom už neuškodí přitlačit žihadlo na dřevěnou desku pryskyřicí, která také vyrovná vrstvu pájky
Pokud stav pájky není nejlepší, měl by být očištěn od nečistot a oxidů. Konec pájecího drátu předehřejte na provozní teplotu a ponořte jej do tavidla, pevně přitlačte na tvrdý povrch, na kterém je umístěn.
Pokud není k dispozici nový vodič, lze starý vodič ošetřit čističem základny, například:
Před pájením je z povrchu výměníku odstraněn prach, aby se během provozu neobjevily jiskry. Místo s píštělí je ošetřeno čisticí houbičkou nebo jemnozrnným brusným papírem, otřeným rozpouštědlem, aby se odstranily všechny chemické sloučeniny.
Poté se problémová oblast zahřívá fénem pro lepší výkon a pro odpaření zbytkové vlhkosti. Jinak během provozu náhle vyjde a vytlačí pájku. Po zahřátí je oblast znovu vyčištěna.
Jak pájet výměník tepla kotle?
Malá píštělka na tepelném výměníku je nalezena zelenými skvrnami, ale pokud je takový odstín přítomný na většině zařízení, pak se bere v úvahu stav povlaku, rovnoměrnost barvy.
Pájecí prostředek je vybrán podle situace. Pro jemné práce je vhodná páječka. Velký jazyk plamene z plynového hořáku dobře zahřeje problémovou oblast, ale výkon zařízení nemusí být v rozporu s očekáváním dostatečný. Páječku je také třeba zvolit výkonnou.

Vyberte si správnou trysku pro hořák - plamen by měl být asi 2 cm široký a měl by se pro větší pohodlí otáčet a při práci jej udržujte tak, aby byl oheň rovnoměrně rozložen po povrchu
Většina práce vypadá jednoduše. Tavidlo je umístěno na vyhřívané místo, po kterém začnou pájet. Pájka se špičkou umístí na výměník tepla, páječka se k ní přichytí a postupně zahřívá. Drát začne interagovat s tokem a základnou. Zbývající nerovnoměrná hmota po pájení je rozložena.
V případě plynového hořáku použijte běžný samostatný nebo něco efektivnějšího. Například poháněn velkým balónem. Nikdy nezapínejte maximální plamen. Pájku nanášejte poté, co se barva tavidla zesvětlí, například místo šedé místo stříbrná.
Hořák udržujte v dostatečné vzdálenosti, aby se drát tavil spíše z ohřátého výměníku tepla než z ohně. Pro malou píštěl může stačit půlminutové pájení. Podrobné pokyny pro pájení naleznete v tomto materiálu.
Během pájení nepřehřívejte základnu a pájku - ty budou špatně zafixovány.Ujistěte se, že výsledná struktura není uvolněná a barva není matná. Pájení v ideálním případě obnoví celou problémovou oblast, a pokud tomu tak není, bude zapotřebí jiný přístup.
Teplota páječky se zvýší na 20 stupňů nad bodem tání pájky. K vyčištění hotového spoje použijte opletení a odpružení - nástroje také odstraní zbývající tok. Otřete výměník vlhkým hadříkem a odstraňte všechny mikročástice.

Pro normální provoz spalovací komory kotle je nutné očistit pájecí místo a na některých tvarových poruchách primárních výměníků tepla nezáleží
Voda nebude moci procházet opraveným výměníkem tepla po dobu dalších 5-10 minut. V každém případě nechejte součást zcela vychladnout. První den po renovaci nechejte běžet pouze čistou vodu. Ujistěte se, že není rez.
Znovu odvzdušněte systém a proveďte zkušební provoz kotle. Zkontrolujte provoz při plném zatížení. Nechejte studenou a horkou vodu protékat výměníkem. Po několika teplotních cyklech se může zdát, že výměník opět uniká.
Opravená část musí být schopna odolat teplotním deformacím. Jako bezpečnostní síť potřete spoj na výměníku žáruvzdornou barvou, abyste zvýšili životnost. Následující dny tepelný výměník znovu otestujte.
Doporučujeme také přečíst si o dalších poruchách výměníků tepla plynových kotlů. Další podrobnosti - následujte odkaz.
Design
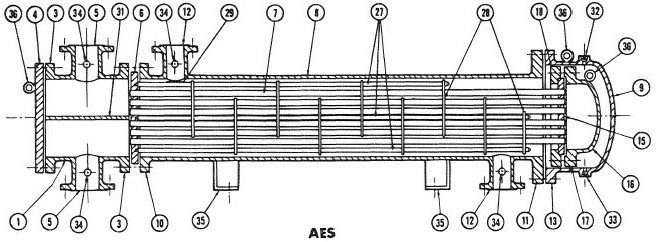
1 - přední komora; 2 - zadní kamera; 3 - vnější příruba hlavy; 4 - kryt hlavy; 5 - vstupní / výstupní odbočná trubka hlavy; 6 - stacionární trubkový list; 7 - trubky; 8 - pouzdro; 9 - kryt skříně; 10 - příruba skříně ze strany stacionární hlavy; 11 - příruba skříně ze skládací strany - buď plovoucí hlava nebo trubková deska; 12 - vstupní / výstupní potrubí pláště; 13 - příruba krytu pláště; 14 - kompenzátor napětí; 15 - plovoucí trubkový list; 16 - plovoucí kryt hlavy; 17 - příruba krytu plovoucí hlavy; 18 - samostatná prstencová příruba zadní plovoucí hlavy; 19 - samostatná prstencová příruba zadní hlavy; 20 - vodicí podpěrná příruba; 21 - zadní kryt hlavy; 22 - trubková zadní hlava (směšovací komora); 23 - olejové těsnění; 24 - pečeť; 25 - příruba zadního krytu; 26 - šrouby; 27 - ojnice a vzpěry; 28 - podpůrné oddíly; 29 - rozmetací desky; 30 - podélná přepážka; 31 - přepážka nebo dělicí deska v hlavě; 32 - kontrolní armatura; 33 - odtoková armatura; 34 - armatura pro měřicí přístroje; 35 - montážní sloupky; 36 - šroub s okem pro instalační práce;
Princip činnosti
Princip činnosti tepelného výměníku s plovoucí hlavou - horká a studená kapalina vstupuje do příslušných dutin zařízení. Horká kapalina se zpravidla přivádí do mezikruží a studená do potrubí, ale mohou existovat opačné případy, v závislosti na řadě faktorů: provozní tlak, znečištění média a potřeba čištění, třída nebezpečnosti toků některé další.
Mimochodem, přečtěte si také tento článek: Typy a účely vařičů různých provedení
Při zahřívání stěn potrubí dochází k lineární expanzi a trubkový svazek se prodlužuje. Zařízení s plovoucí hlavou umožňuje kompenzovat toto prodloužení v důsledku volného pohybu hlavy v zadní komoře výměníku tepla, když jsou trubky prodlouženy nebo zkráceny, když jsou ohřívány nebo ochlazovány. Tato konstrukce plovoucí hlavy je široce používána v rafinériích kvůli své spolehlivosti a prostatě.
Zpravidla se v továrnách tato zařízení stejné velikosti často skládají do skupin, které tvoří horizontálně umístěné páry - dvojité tepelné výměníky. Toto uspořádání umožňuje snížit potřebné:
- Místo potřebné pro instalaci;
- Požadované množství páskování;
- Vylepšuje přístup ke službám.

Svařování za studena jako možnost opravy
Takzvané svařování za studena se vyrábí na bázi lepidel. Populární surovinou pro tento účel je epoxidová pryskyřice. Nezaměňujte svařování materiálu a za studena při porozumění technologickému procesu s plastickou deformací kovů bez zahřívání.
Vyberte nejvzdornější surovinu dostupnou na trhu. Na začátku noste rukavice a změkněte svar prsty. Dělejte to, dokud se hmota nestane plastickou. Umístěte materiál na píštěl a rozložte jej na co největší plochu. Udělejte vrstvu tlustou, ale ne nutně objemnější, tím lépe. Naneste dřevěnou tyčinkou.

Svařování za studena se používá na měď, mosaz, bronz, litinu, železo, slitiny a také na keramiku, dřevo, kámen, ale konečná kvalita spoje do značné míry závisí na samotné práci
Počkejte, až hotová vrstva ztuhne, a plochu přebruste jemnozrnným brusným papírem a vlhkým hadříkem.
Nejprve počkejte půl hodiny na lepší vytvrzení. Doporučené 3–5 minut někdy nestačí. Zkontrolujte kvalitu spoje teplotním kontrastem a tlakem vody.
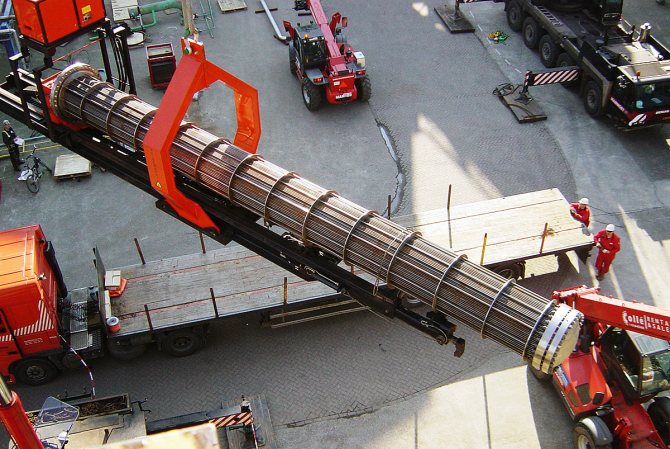
Oprava výměníku tepla s plovoucí hlavou
Výměník tepla s plovoucí hlavou má schopnost odstranit trubkový svazek z těla. K tomu je nutné uvolnit tlak a odpojit zařízení od potrubí zasunutím vstupního a výstupního potrubí procesního média.
Oprava výměníku tepla s plovoucí hlavou sestává z následujících kroků:
- Čištění povrchu trubek od vnějšího a vnitřního znečištění a koroze;
- Kontrola neporušenosti trubek, rozšíření, případně výměna nebo ucpání trubek;
- Kontrola těsnosti přírubových spojů a výměna těsnění;
- Hydraulické zkoušky zařízení;
- Kontrola závitových připojení.
Extrakce svazku trubek je jednou z nejobtížnějších operací a vyžaduje těžké zvedací zařízení, obvykle naviják v kombinaci s jeřábem.
Mimochodem, přečtěte si také tento článek: Důvody selhání
Běžná tabulka rozdělení
Nejběžnější poruchy plynového kotle jsou popsány v tabulce.
| problém | možné důvody | co dělat |
| malý plamen hořáku | vzduch vstupující do plynového potrubí nebo ucpané trysky | zavolej pána |
| hořák rychle zhasne | porucha ionizační elektrody | |
| plamen zhasne, tryska vydá neobvyklý zvuk | příliš silný tah (kouřovod je vysoký) nebo není nastaven tlak v systému | snížit chuť |
| kotel se nezapne | odlišný | můžete otočit zástrčku, změnit kontakty a znovu ji zapnout |
| porucha automatizace a elektronických zařízení | jiný: je těžké sami vyloučit | zavolej pána |
| nesprávná funkce, pokles napětí | poklesy výkonu | dejte stabilizátor |
| zanášení vodního kamene | tvrdá voda | vyčistěte a nasaďte filtr |
| přehřát | ucpání výměníku tepla sazemi | vyčistěte mechanismus ručně |
Video přehled možných problémů spalování a jejich příčin lze vidět zde.