Svařování topných trubek je hlavní metodou pro montáž domácích a průmyslových komunikací. Spoje tohoto typu nevyžadují žádnou údržbu, jako jsou lepené nebo závitové spoje, ale podléhají stálému tepelnému a mechanickému namáhání. Na základě toho musíte pečlivě vybírat nástroje, materiály a pečlivě sledovat technologii svařování. Porušení pravidel pro spojování kovů vede ke vzniku trhlin a vzniku koroze. Pokud plánujete provést tento postup sami, měli byste zjistit, jaké metody se používají pro svařování topení, stejně jako profesionální techniky k dosažení vysoce kvalitního a trvanlivého výsledku.
Sada nástrojů a vybavení

Připravte nástroje a ochranný oděv pro svařování
Svařování topných trubek elektrickým svařováním začíná přípravnou fází:
- Příprava pána. Je nutné řádně vybavit pracoviště, zajistit dodržování bezpečnostních opatření, v případě potřeby znovu přečíst pokyny pro manipulaci s vybavením a materiály. Pro svařování trubek elektrickým svařováním jsou nutná ochranná zařízení. Patří mezi ně speciální ohnivzdorný oblek (kalhoty, bunda, čepice s livreji), maska, boty a legíny. Musíte se postarat o dobré větrání.
- Příprava nástrojů a materiálů. Je třeba věnovat pozornost každému malému detailu, protože na něm závisí pohodlí práce a kvalita konečného výsledku.
Ke svařování topení potřebujete následující nástroje a zařízení:
- svářečka s náhradním držákem;
- bruska s řezacími a brusnými kotouči;
- kovový kartáč;
- smirkový papír různých velikostí zrna;
- kladivo;
- zásoba elektrod;
- svěrák;
- svorky;
- ocelové nebo azbestocementové desky na ochranu stěn před kovovými kapkami a sazemi;
- plachta k pokrytí podlahy.
Před svařováním trubek elektrickým svařováním je nutné zkontrolovat shodu kabelů, zásuvek a strojů ve štítu s indikátory připraveného přístroje. Musí být dostatečně silné, aby vydržely těžké břemeno, které ukládá i vybavení domácnosti.



Algoritmus pro plynové svařování
Plynové svařovací práce se provádějí podle následujícího algoritmu:
- nejprve jsou ocelové díly připraveny na svařování řezáním švu;
- poté provádějí svářečské práce a vyberou nejvhodnější typ svaru ze tří stávajících - stropní, vodorovný nebo svislý;
- poté pečlivě prozkoumejte překrytý a ochlazený šev, abyste identifikovali slabá místa, která je třeba znovu vařit, aby se zabránilo vzniku mikrotrhlin;
- povrch svaru je vyčištěn.
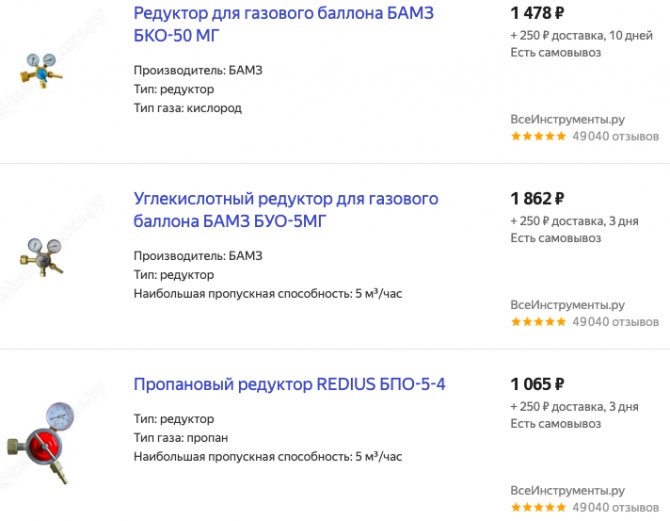
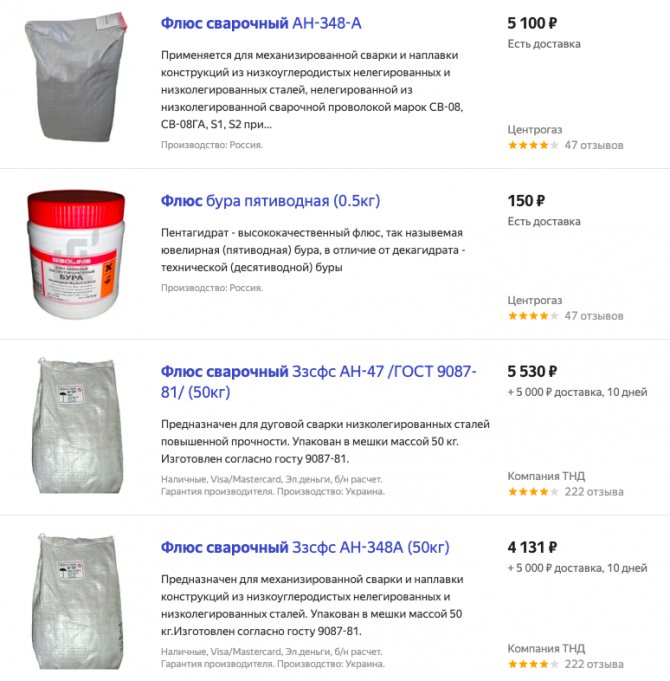
Pro připojení kovových dílů lze použít plynové svařování bez ohledu na jejich velikost a tvar. V procesu svařování plynem se okraje spojovaných dílů roztaví, na které se nanese speciální plnicí drát. Výkonu je dosaženo použitím acetylenu a kyslíku a osvědčené pájky.
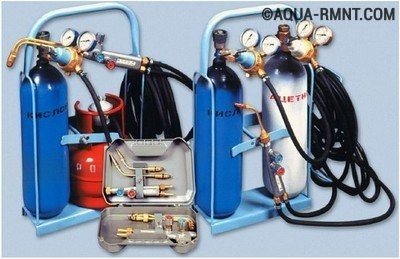
Sada zařízení a spotřebního materiálu pro svařování plynem. Acetylenové a kyslíkové lahve jsou dostatečné pro instalaci čtyř topných baterií
Roztavený kov ochlazením vytváří silné a velmi spolehlivé spojení navzájem svařovaných dílů. Nejčastěji se pomocí plynového svařování upevňují ocelové trubky, jejichž průměr nepřesahuje 100 mm.Kompetentně provedená výměna topných baterií svařováním plynem snižuje na nulu pravděpodobnost průniku topného systému ve svařovaných oblastech, protože šev v důsledku fúze pájky je mnohem silnější než materiál hlavních trubek.
Technologie svařování plastových trubek

Ke svařování polypropylenových trubek se používá speciální zařízení
Polypropylen postupně nahrazuje ocel, protože má řadu pozitivních vlastností při relativně nízkých nákladech. Plastové potrubí je určeno pro vysoký tlak, nízkou hmotnost, hladké vnitřní stěny a vynikající vzhled. Potrubí však bude účinně vykonávat své funkce, pokud jsou všechny spoje pevné a pevné. Je třeba mít na paměti, že když prochází horká voda s teplotou nad 110 stupňů, polymer změkne a začne se zvětšovat. Proto se pro instalaci topení používají pouze výrobky vyztužené skleněnými vlákny nebo hliníkovou fólií.
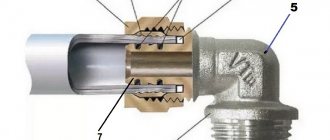
Ke spojování článků se používá speciální páječka. Zařízení je oboustranné, na jedné hraně jsou trysky pro vnější a na druhé - pro vnitřní ohřev spojených částí.
K jejich připojení se používají následující tvarovky:
- spojky;
- adaptéry;
- rohy;
- odpaliště;
- kříže;
- závitové příruby pro připojení k topné baterii.
Při pájení polypropylenové komunikace se používá princip difúze pod vlivem tepla. Okraje sousedních článků se roztaví, látka se mísí a vytvoří monolitickou sloučeninu.

Během procesu svařování se spoj změní na monolitický spoj
Proces svařování polymerních dílů se provádí následujícím způsobem:
- Vypracování schématu zapojení topného systému.
- Řezání obrobků určité délky. Je provedena korekce množství ponoření trubek do otvorů armatur a rozměry samotných armatur.
- Zahřejte páječku, dokud se nerozsvítí zelená kontrolka. To je důkaz, že montáž může začít.
- Připevnění dílů k zařízení na odbočných trubkách odpovídajícího průměru. Musí být ohřívány v souladu s údaji u stolu, kterým je zařízení dokončeno.
- Spojení potrubí a armatury. To se provádí přísně v jednom směru, dokud se vnitřní část nedotýká zajišťovacího jazýčku v kování. Produkty nelze otáčet, pohybovat jimi tam a zpět. Oprava úhlu spoje je povolena.
- Chlazení. Je nutné udržovat spoj ve statické poloze tak dlouho, jak je předepsáno v pokynech k zařízení. Teprve potom může montáž pokračovat.
Na rozdíl od kovových trubek vyžadují polymerní trubky podporu pro vertikální a horizontální vaznice. Každých 100–150 cm jsou připevněny ke stěnám pomocí plastových distančních svorek. Po sestavení nepotřebují polypropylenové spoje další povrchovou úpravu a následnou údržbu.



Postup práce při výměně radiátorů
Instalace topných baterií pomocí plynového svařování musí být provedena kvalifikovaným svářečem s odpovídajícím vzděláním a zkušenostmi z mnohaleté práce. Nezbytným předpokladem je také použití vysoce kvalitního vybavení, které umožňuje vytvořit svařovaný šev s požadovanou spolehlivostí a pevností a splňující bezpečnostní požadavky.
Poznámka! Pokud se předpokládá použití plynového svařování k výměně baterií v bytě, je nutné před zahájením prací získat potřebná povolení. Vzhledem k současnému zákazu svařování v bytových domech, bez příslušných souhlasů, můžete místo tepla a pohodlí získat působivé pokuty za nové radiátory.
Vše, co potřebujete k práci
- Vypouštění chladicí kapaliny ze systému.Pokud to není provedeno předepsaným způsobem, dojde k odtoku během demontáže starého radiátoru přímo v místnosti, kde se pracuje. V soukromém domě je zpravidla docela snadné odstranit vodu z topného systému pomocí speciálního kohoutku.
- Demontáž starých baterií. Akce jsou poměrně jednoduché - trubky jsou řezány běžnou bruskou. To by mělo být provedeno co nejopatrněji, aby instalace nových topných zařízení nezpůsobovala potíže a proběhla rychle.
- Balení nové baterie. Můžete to udělat sami. Je zapotřebí pouze několik materiálů - investiční pasta, nastavitelný klíč, len, sada trubkových matic v systému. Matice, utěsněné lnem a potažené pastou, jsou našroubovány na trubky, které vyčnívají z chladiče. Poté je ze strany spojení s trubkami systému nainstalován americký (kulový ventil se stírací lištou) a Mayevského jeřáb.
- Instalace nové baterie. Je zpravidla nainstalován místo starého. Připojení se provádí zašroubováním ventilu do potrubí, následným spojením s americkým a namontováním trubky topného systému, která má být přivařena ke stoupačce. Poté následuje samotný proces svařování a na něj je nainstalován propojka a jeřáb. Překlad vytvoří další cirkulaci vody a lze na něj podle potřeby namontovat kohoutek.
- nejvyšší možný přenos tepla;
- odolnost proti poklesům tlaku;
- působivý pracovní život;
- technologické přizpůsobení provozním podmínkám;
- bezpečnost proti úrazu, kterou zajišťují vyhlazené rohy masky chladiče a optimální teplotní bariéra;
- půvabný vzhled.
Používáme ohýbačku trubek
Kvalifikovaní odborníci
Kvalitní spotřební materiál
Výměna topného tělesa z 5000r.
Výměna 5 nebo více saké - 5000 ₽ / ks *
Výměna 4 radiátorů - 5500 ₽ / kus * Výměna 3 radiátorů - 5800 ₽ / kus * Výměna 2 radiátorů - 6000 ₽ / kus *
Výměna 1. radiátoru - 6300 ₽ / ks *
* Kompletní konstrukce;
- Práce (demontáž - instalace)
- Spotřební materiál (potrubí, pasta Unipak a hygienické prádlo)
* Záruka proti úniku - 5 let
* Pevná cena (po skončení práce se nemění)
* Náklady na práci vypočítáme za 10 minut pomocí fotografie
Levné neznamená vysokou kvalitu - tisk!
Konečné náklady na instalaci se počítají individuálně, podle fotografie nebo po odchodu kapitána k objektu, a také závisí na složitosti provedené práce!
Svařování vedení pro chladič s instalací jeřábů od 4000r.
K demontáži starých topných zařízení je nutné vypustit chladicí kapalinu z topného systému. Nejjednodušší způsob, jak provést tento postup, je v soukromém domě pomocí jeřábu, jehož přítomnost je zajištěna i ve fázi návrhu autonomního topného systému. V bytovém domě budete muset zavolat zástupce servisní organizace nebo správcovské společnosti.
Demontáž starého topného zařízení pomocí brusky, kterou má k dispozici každý milovník opravárenských prací vlastními silami. V tomto případě pracuje master bez ochranných prostředků - to nelze provést
Po vypuštění chladicí kapaliny začnou demontovat baterie, které sloužily jejich životu. K řezání trubek se používá běžná bruska. Řez musí být čistý a přímý, aby instalace nových topných zařízení mohla probíhat bez zbytečných obtíží.
Pak je nová baterie zabalena a tento postup může provést sám vlastník bytu. V tomto případě je nutné se zásobit některými materiály: investiční pastou, lenem, sadou matic na trubky, nastavitelným klíčem. Matice jsou utěsněny lnem, potaženy pastou a poté přišroubovány k trubkám vyčnívajícím z chladiče. Poté je ze strany upevnění pomocí trubek topného systému nainstalován kulový ventil se stěrkou, nazývaný Američan, a Mayevský jeřáb.
Sestavení nového bimetalového topného tělesa ze samostatných sekcí pomocí vsuvek s těsněním
Dále začnou instalovat novou baterii a instalují ji na místo starého radiátoru. Začnou svařit stěrku našroubovanou do baterie k topnému systému.Pro lepší cirkulaci chladicí kapaliny mezi trubkami (přicházejícími z akumulátoru a od akumulátoru) je spojovací trubka svařena.
Skutečný mistr svého řemesla opatrně nainstaluje novou baterii, jako je tato. Majitelé musí vymalovat pouze vyměněné úseky potrubí, po kterých už nikdo o instalačních pracích ani nehádá
Jak vidíte, proces výměny topných zařízení je vážná a velmi odpovědná záležitost. Při provádění práce proto stojí za to písemně se obrátit na bytový úřad. Vlastník bytu píše prohlášení o požadavku, ve kterém popisuje problém a potřebu odstavit topný systém v bytovém domě.
Zaměstnanci bytového úřadu žádost posoudí, udělí souhlas a dohodnou se s žadatelem na termínu instalačních prací. Dále musíte počkat na instalatéra, kterého pošle bytový úřad na adresu uvedenou v žádosti. Instalatér vypne topný systém a provede veškeré potřebné práce. Po dokončení postupu výměny radiátoru odborník nutně otestuje systém ve zkušebním režimu, aby zajistil kvalitu služby poskytované žadateli.
V některých bytových kancelářích mohou vyžadovat dokumenty, ze kterých zjistíte technické vlastnosti instalovaných topných prvků. Tyto dokumenty mohou zahrnovat technický pas a popis potrubí a baterií.
Dnes naše společnost pracuje s bimetalovými radiátory představenými nejúspěšnějšími inovacemi na trhu s topnými zařízeními. Právě tyto produkty jsou právem považovány za vůdce moderních topných systémů, schopných poskytovat optimální mikroklima s vysokou účinností po mnoho let. Hlavní priority bimetalových radiátorů:
Přečtěte si další: Výběr a principy hybridního solárního střídače
Všechny radiátory tohoto typu jsou vyráběny za podmínek automatizované kontroly kvality, takže uživatel má k dispozici spolehlivé, otestované topné moduly.
Pokusme se přijít na to, jak se od sebe liší, jaké jsou jejich klady a zápory. Díky těmto informacím si budete moci vybrat radiátor, který vyhovuje vašim potřebám a je vhodný pro použití za konkrétních podmínek.
Technologie svařování kovových trubek

U měděných trubek se používá technologie plynového svařování
Aby bylo spojení pevné a pevné, je nutné před instalací připravit části systému. Je nutné zkontrolovat rovnoměrnost hran, zkosit a vybrousit kov ve vzdálenosti 10 mm od řezu. Poté musíte ošetřená místa ošetřit rozpouštědlem, abyste je odmaštěli.
Ke svařování trubek pro různé účely se používají elektrody s následujícím povlakovým složením:
- kyselina rutilová (RA) - pro instalaci zásobování studenou a teplou vodou ve veřejném sektoru;
- rutil (RR) - pro montáž topných systémů pracujících pod vysokým tlakem;
- rutil-celulóza (RC) - používá se ve strukturách vyžadujících vysokou spolehlivost spojů;
- univerzální (B) - pro montáž všech typů potrubí v obytném sektoru a ve výrobě.

K dočasnému spojení trubek lze použít svařování za studena
Kovové trubky můžete vařit pomocí následujících technologií:
- Elektrické svařování. Provádí se ručně nebo pomocí stroje. Princip činnosti je založen na vytvoření elektronického oblouku, ke kterému dochází při zkratu. Tento proces je doprovázen uvolňováním velkého množství tepla, které způsobuje roztavení kovu. K vytvoření švu se používají spotřební nebo nespotřebovatelné elektrody.
- Plynové svařování.Spoje potrubí se taví pod vlivem hořícího plynu a současně se na něj nanáší kov, který působí jako spojka. Vytvoří se monolitický spoj, který má homogenní strukturu se sousedními částmi.
- Svařování za studena. Tato metoda se používá při instalaci nízkotlakých potrubí nebo při jejich opravách na těžko přístupných místech. Podstata metody spočívá v ovinutí obvazu impregnovaného rychle tuhnoucím lepidlem kolem klepání.
Volba možnosti je správná, pokud odpovídá charakteristikám systému a charakteristikám chladicí kapaliny.
Naléhavé instalatérské služby
Specializací naší společnosti je poskytování vysoce kvalitních instalatérských služeb s vynikajícím servisem a povinnou zárukou za provedenou práci. Po mnoho let provádíme instalatérské práce jakékoli složitosti jak v bytech, tak v soukromém sektoru. Máme tým vysoce kvalifikovaných instalatérů s rozsáhlými zkušenostmi v oboru. Pracovali jsme deset let a naučili jsme se hledat správné řešení i v těch nejnáročnějších situacích.
Pro naše klienty poskytujeme následující instalatérské služby:
- Montáž a demontáž vodoinstalačních systémů
- Instalace veškerého vodovodní instalace (instalace umyvadla, instalace baterie v koupelně, instalace baterie v kuchyni, instalace záchodové mísy, instalace koupelen, instalace sprchové kabiny atd.)
- Instalace a připojení domácích spotřebičů (pračka, myčka, kotel atd.).
- Opravy vodovodní techniky.
- Výměna vodovodního potrubí v bytě.
- Volání instalatér po celý den Moskva a region.
Základní principy práce instalatéra naší organizace
Hlavní princip naší práce Je individuální přístup ke každému, protože si vážíme našich klientů. Specialisté naší společnosti pracují pouze s nejnovějším vybavením a používají vysoce kvalitní materiály. Jsme přesvědčeni, že pouze zkušený, neustále se zlepšující mistr je schopen plně nést odpovědnost za provedenou práci a zaručit vysokou kvalitu.
Pracujeme s klienty přímo a proto máme pro obě strany nejvýhodnější podmínky. U sanitárních prací platí flexibilní systém slev. Pro každého potenciálního klienta poskytujeme bezplatnou konzultaci ohledně výběru materiálů a informujeme o dalších zajímavých záležitostech.
Dáme každému klientovi záruku ... Díky tomu si můžete být jisti, že náš tým specialistů provádí instalatérské práce na vysoké úrovni a v krátkém časovém období.
Výpočet nákladů na vytápění
Náklady na opravu topného systému
Náklady na instalaci vody
Inženýrské systémy: zásobování topnou vodou:
- Svařování trubek Úspěch tak složitého spojení do značné míry závisí na správné volbě metody svařování trubek, která je zvolena pro konkrétní typ kovu. Obecně je elektrické obloukové svařování považováno za nejlepší volbu pro připojení potrubí. To však může udělat pouze svářeč, který má alespoň minimální ...
- Svařování tvarových trubek Hlavním způsobem svařování tvarových trubek je obvyklý tupý spoj. Provádí se metodou oblouku nebo plynu, ale díky své jednoduchosti a vysoce kvalitnímu švu je první z nich běžnější. Elektrické svařování tvarované trubky však vyžaduje alespoň malou zkušenost svářeče. Hodně záleží ...
- Svařování pozinkovaných trubek Speciální technologie svařování pozinkovaných trubek umožňuje jejich spojování bez poškození zinkového povlaku. Na spojovací místo se nanáší tavidlo, které poskytuje ochranu proti vyhoření povlaku. Pod vrstvou toku se zinek nejprve vlivem tepla stává viskózní kapalinou, poté se roztaví, ale nehoří a ...
- Svařování ocelových trubek Svařování ocelových trubek zůstává nejoblíbenější - jak ve výrobě, tak v každodenním životě. Zde hraje zásadní roli kvalifikace svářeče. Pokud jde o svářecí zařízení, používá se elektrické svařování, svařování plynem a poloautomatická zařízení. Před zahájením svařování se provede předběžné důkladné očištění hran od znečištění ...
- Svařování svislých trubek V některých případech může být svařování velmi obtížné. Například je obtížné vařit trubky ve svislé poloze. Takové svařování lze přirovnat k svařování vodorovných trubek, ale musíte neustále měnit úhel sklonu elektrody vzhledem k trubce a otáčet ji po obvodu ...
- Svařování kovových topných trubek Při instalaci topných trubek je často nutné je spojovat svařováním. Samozřejmě v některých případech může být vhodné i závitové připojení, ale procento této metody je mnohem menší. Svařování kovových topných trubek Tato metoda má pro svařování ocelových trubek několik ...
- Svařování trubek ručním obloukovým svařováním Odborníci doporučují, aby při svařování trubek ručním obloukovým svařováním byl vytvořen trojitý šev - bude to spolehlivější než jediný. Pro svářeče je nejvhodnější pracovat s otočnou trubkou. Svařování takzvaných rotačních spojů se provádí následovně: nejprve je připojena čtvrtina průměru trubky, poté je trubka otočena ...
- Automatické svařování trubek a příprava na svařování Moderní technologie svařování učinily velké pokroky. Jedním ze směrů je automatické svařování trubek. Pomocí automatického svařování bylo možné eliminovat značné množství nevýhod, které ruční obloukové svařování umožňuje (heterogenita švu, nízká spolehlivost prováděné práce). Vysoce kvalitní ruční obloukové svařování je možné pouze ...
- Svařování svislých trubek Druhý a třetí šev se provádí pomalými pohyby. Začátek a konec švu je posunut o 3 centimetry. Poslední šev je rovný a na konci jde k samotné trubce - k čistému kovu. Pokud jsou svislé trubky svařeny v několika vrstvách, je nutné ...
- Svařování sestav a dílů Po této fázi, po zajištění správného vyrovnání spojů, je svar svařen. Před prvním průchodem použijte elektrody s menším průměrem, například 3 mm. V tomto případě je zkosení vyplněno svařovacím materiálem do hloubky 2/3 výšky zkosení. Po dokončení procesu je nutné svařovaný povrch očistit ...
- Svařování potrubí Metoda elektrického obloukového svařování potrubí se často používá při instalaci nebo výrobě technologických linek. Jsou vyráběny stejnosměrným nebo střídavým proudem. Ekonomické, a tedy výnosnější, je svařování střídavým proudem, protože se spotřebovává méně energie. A vybavení je vyžadováno více ...
- Při svařování pevné trubky Při svařování pevně pevné trubky se používá jiná technika: první šev je veden zespodu až do poloviny průměru trubky a poté klesá dolů, zpět na začátek, aplikace druhé šev také začíná zdola, ale vede z druhé strany a v opačném směru. Ostatní ...
- Svařování vodovodních potrubí a tvarovek Obsah: [skrýt] Svařování potrubí: klasifikace Proces tupého svařování trubek Svařování trubek: příprava hran Předehřev při svařování trubek Svařování trubek: ruční oblouk Svařování instalatérských výrobků Svařování je nejoblíbenější metodou instalace potrubní armatury, což je pochopitelné. Toto je nejspolehlivější montáž, ...
- Proces svařování Topné trubky by měly být svařeny příchytkami. Jedná se o technologii tupého spoje. Jsou součástí švu. Pro jejich implementaci se používají elektrody stejného typu, které budou použity pro hlavní svařování. Pokud je průměr výrobků do 30 cm, můžete udělat čtyři ...
- Svařování orbitálních trubek a součásti systému Obsah: [skrýt] Součásti systému orbitálního svařování Orbitální svařovací hlava Uzavřená svařovací hlava Otevřená svařovací hlava Vlastnosti procesu Materiál: Příprava pro orbitální svařování Orbitální svařování trubek se používá ke svařování pevných spojů potrubí. Samotný proces spočívá ve svařování elektrickým obloukem, ...
- Vlastnosti ručního obloukového svařování Provádí se v několika průchodech, po každém je nutné strusku odstranit. Každý následující šev se překrývá s předchozím. Tato metoda umožňuje dosáhnout maximální těsnosti a snižuje pravděpodobnost píštělí. Pracujeme nepřetržitě DESIGN PRESTIGE LLC +7 495 ...
- Svařování trubek pod úhlem: laserové připojení Obsah: [skrýt] Výška klínku a délka švu při svařování v různých úhlech Možnosti vytváření švů v různých polohách Hlavní typy svařování Nejlepší je rozdělit laserové svařování na 2 typy: bodové a švové Pro laserové svařování se používají dva typy laserů: polovodičové ...
- Svařování pájených měděných trubek Od té doby zůstala pájená měď v Rusku. V Moskvě se ne každá organizace zabývá výrobou instalatérských trubek pomocí pájení mědí, jedná se o velmi odpovědný proces a vyžaduje kvalifikovanou pracovní sílu. Pro profesionála nebude pájení měděné trubky příliš velké úsilí, ...
- Vlastnosti a typy svařování ocelových trubek Jedním z nejžádanějších typů prací na trhu je svařování ocelových trubek. Tuto práci lze provádět nejen ve velkém průmyslovém měřítku, například při stavbě ropovodů a plynovodů, ale také v každodenním životě. Ocelové trubky lze svařovat jako zařízení pro ...
- Opravy plynových kotlů Komplex prací Opravy plynových topných kotlů zajišťují tyto typy prací: kontrola činnosti zapalovače, jeho čištění nebo případně jeho výměna; testování a přizpůsobení automatizace; oprava elektrických dílů (ovládací panel, dmychadlo); čištění spalovací komory; údržba ohřívačů vody a zásobníků pro ...
Předchozí příspěvek Svařování tvarovaných trubek
Následující příspěvek Svařování potrubí
Klasifikace svarů

U nekvalitního svařování se v průběhu času objevují vady švu
Spoj lze svařovat různými způsoby na základě konstrukčních prvků a tloušťky zpracovávaného kovu.
Existuje taková klasifikace svarů:
- Vzhledově jsou ploché (normální), oslabené (konkávní) a vyztužené (konvexní).
- Podle délky - plné (spojité, uzavřené), nespojité (tečky, segmenty). Pokud jde o délku, švy se dělí na krátké (do 25 cm), střední (26-100 cm) a dlouhé (více než 101 cm).
- Při provádění - vodorovně (na svislých částech), svisle (na vodorovných nosnících), strop (když je spoj vytvořen zespodu), dole (elektroda na horní straně švu).
- Podle efektivní síly - bok (podél osy), čelní (přes osu), šikmý (napříč), kombinovaný (kombinace typů).
- Podle počtu vrstev a průchodů - jednovrstvá (jeden průchod) a vícevrstvá (několik průchodů).
Při správné instalaci topného systému lze provést všechny uvedené švy. V případě potřeby se svařování provádí také na vnitřní straně trubek.
Hlavní typy svařovaných spojů
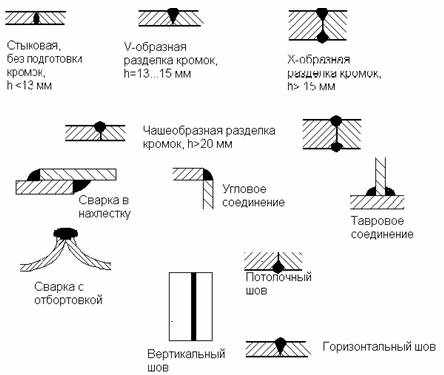
Druhy svarových spojů
Podle jejich umístění v prostoru jsou švy rozděleny do následujících typů:
- úhlové - části jsou pod úhlem;
- Ve tvaru T - spojení konce a strany prvků;
- tupé trubky jsou spojeny v jedné rovině;
- překrývající se - části jsou na sebe položeny;
- konec - sousedící s bočními povrchy fragmentů.
V průběhu práce si mistr zvolí nejvhodnější a nejvhodnější metodu svařování dílů pro sebe.