Svařováním za studena se rozumí ty způsoby spojování dílů, které nepotřebují ohřívat. Je třeba si uvědomit, že tento typ připojení se používá pouze v případech, kdy nelze použít klasické svařování. Důvody zahrnují příliš velké rozměry spojovaných dílů nebo přítomnost vnitřních napětí. Často se ke spojování kovových předmětů používá svařování za studena, stejně jako klasické svařování. V obou případech je nutné použít speciální vybavení. Při svařování za studena dochází ke vzájemné deformaci povrchů, které je nutné před spojením očistit.
Je třeba poznamenat, že při svařování za studena se vytváří vysoce pevný spoj, který není horší kvalitou než mnoho jiných metod spojování dílů. Odborníci aktivně používají svařování za studena ke spojení kadmia, zinku, stříbra, železa, hliníku, mědi, olova a niklu. Důležitou výhodou svařování za studena je spojování různých kovů.
Překrývající se díly jsou tímto způsobem svařeny. V tomto okamžiku jsou do kovu lisovány razníky z různých stran. Zóny připojení mohou být nejen ve formě švů, ale také ve formě bodů. Krimpovací zóny pomáhají snižovat vibrace svařovaných dílů. Tuto metodu svařování lze také použít ke spojování nízkoplastových materiálů.
Svařování za studena má také nevýhody. Při spojování dílů se často vytvářejí další tlaky, které se vyskytují na malých plochách.
Svařování válcováním je jednou z nejoblíbenějších metod spojování za studena. Používá se v různých průmyslových odvětvích, ale nejdůležitější věcí, kterou je třeba o této metodě svařování vědět, je její spolehlivost. Jedná se o skutečně univerzální studený svar, který vytváří jednodílný spoj.
Princip jeho činnosti spočívá v tom, že dvě části jsou umístěny pod válečkem a opatrně přitlačeny k povrchu. Dále začíná otáčení válečků, což přispívá k řezání pracovních výčnělků dílů. Existuje tedy pomalý pohyb svařovaných předmětů. Nakonec můžete pozorovat monolitický šev, který je mnohem silnější než klasický svarový šev.
Je zřejmé, že tato metoda svařování má negativní aspekty. Nejprve je to volný tok kovu po celé linii švu. V každém případě si můžete vybrat masivnější video, které tento problém vyřeší. Tento typ svařování se často používá přímo na kovoobráběcích strojích, což je velmi výhodné.
Otázka racionality svařování válečkem je velmi akutní. Někteří odborníci doporučují nepoužívat jej v jednorázové výrobě. Existuje však zjevná výhoda použití válečkového spojení dílů pro hromadnou výrobu.
Metoda svařování za studena, která spočívá v použití lepicí pasty, je obzvláště populární, mnoho lidí o ní ví a je aktivně používáno. Každý rok rozmanitost sortimentu těchto produktů roste a cena klesá, což je dobrá zpráva. Zároveň byste měli podrobně znát technologii používání lepicí pasty, jinak existuje možnost narazit na potíže.
Použijte lepicí pastu v případech, kdy je agresivní prostředí, které může poškodit standardní svařovací spoj. Tímto způsobem se často opravují palivové nádrže, baterie, tlumiče výfuku a další části vozidel.Lepicí pasta je často vhodná pro opravy akvárií, nábytku a vodovodních potrubí. Ve všech těchto případech je tedy prakticky nemožné použít klasické svařování a bylo by to zcela neúčinné.
Je také důležité si uvědomit, že tento typ svařování pomůže spojit malé části dohromady, které jsou pro klasickou metodu zcela nevhodné. Lepicí pasta navíc pomůže vytvořit minimální šev, který může být téměř neviditelný. Svařování za studena Mastix je obzvláště populární mezi existujícími způsoby spojování dílů. Tento typ lepicí pasty je schopen obnovit veškeré fragmenty kovových výrobků, které pracují při teplotách od -60 ° C do +150 ° C. Možnosti jsou působivé, ale existují i nevýhody. Nejprve je třeba poznamenat, že lepicí pasta není určena ke spojování masivních předmětů. Jak již bylo zmíněno, je vhodné použít tento typ svařování za studena k obnovení malých fragmentů dílů. V ostatních případech může být účinné pouze klasické svařování.
- Před zahájením procesu svařování za studena musíme povrch součásti důkladně očistit od rzi. K tomu se doporučuje použít brusný papír. Pokud je to možné, můžete povrch dílů ošetřit acetonem (k odmaštění) a poté vysušit.
- Vezmeme požadované množství lepicí pasty a promícháme prsty, dokud nebude hladké.
- Nyní musíme aplikovat směs na část, kterou potřebujeme opravit. Aby se pasta „chytila“, musíte 40 minut stisknout a opravit obnovenou oblast součásti. Někdy se doporučuje nanášet směs na povrch vratným pohybem, což pomůže zajistit vynikající přilnavost kompozice. Pokud je povrch součásti mastný, pak se pevnost spoje výrazně sníží. K tvarování a vyhlazení povrchu je nejlepší plochý předmět. Často se tyto druhy nástrojů dodávají s lepicí pastou.
- Směs může být vytvořena do 20 minut. Po dalších 20 minutách se kompozice „chytne“. Již po 1,5–2 hodinách lze opravený díl použít v práci, aniž by jej omezoval v zatížení.
Je důležité si uvědomit, že složky lepicí pasty mají negativní vliv na lidské zdraví. Pokud se směs dostane na kůži nebo do očí, je nutné naléhavě konzultovat s lékařem, který přijme veškerá nezbytná opatření, aby zabránil negativním procesům. Aby se předešlo všem potížím, doporučuje se používat gumové rukavice a brýle. Svařování za studena je třeba brát obzvláště vážně v blízkosti míst, kde se nacházejí potraviny. Je proto vhodné provádět jakékoli akce lepicí pastou na speciálních pracovištích.
Slyšeli jste o takové metodě svařování materiálů jako „svařování za studena“?
Pak bude pro vás zajímavé přečíst si informace o této technice a zjistit, jak efektivní je tato technika.
Díky historickým vykopávkám vyšlo najevo, že podobná technologie byla za starých časů používána k vytváření uměleckých děl ze starověkého období.
Co to je
Irské národní muzeum vystavuje zlaté boxy ze starší doby bronzové.
Řemeslníci při své práci používali techniku svařování za studena.
V polovině čtyřicátých let minulého století se metoda začala používat v zemích s rozvinutým průmyslem.
V Sovětském svazu se svařování za studena začalo používat v 50. letech 20. století.
V současné době tato technika našla široké uplatnění při svařování těchto kovů:
- měď,
- cín,
- Vést,
- hliník (),
- nikl a další (podívejte se na video o svařování nerezové oceli střídačem).
Jak může být svařování studené
? Je proces možný bez topení, speciálních řešení nebo elektrického proudu?
Ukázalo se, že může. A v tom není žádná magie. Metoda je založena na plastické deformaci, která ničí křehký oxidový film, který je hlavní překážkou konjugace kovů.
Všichni jsme alespoň jednou v životě museli projít problémem spojeným s opravou potrubí topného systému, expanzní nádrže a dalších součástí dálnice.
Před deseti až patnácti lety byl jakýkoli topný okruh s hliníkovou expanzní nádobou () a radiátory opraven pouze svařováním za tepla.
Moderní trh dnes nabízí téměř okamžitý a zároveň velmi efektivní způsob, jak eliminovat netěsnosti ve všech zařízeních topného systému.
V takovém případě není nutné používat svařování při vysokých teplotách. Známá technika nahradila zcela novou technologii.
Nyní vařte:
- litina (),
- bimetalická (přibližná cena topných těles Rifar je uvedena v článku),
- plast (píše se o soupravě pro svařování polypropylenových trubek),
- ocelové () a hliníkové baterie
— možné svařováním za studena
... Tímto způsobem jsou spojeny nejen kovové, ale i polymerní výrobky.
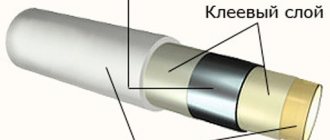
Ve srozumitelnějším jazyce je svařování za studena v podstatě epoxidové lepidlo podobné složení jako tmel.
Výrobci velmi často do své struktury zahrnují vytvrzovací přísadu ve formě ocelového prášku.
Látka má dobrou odolnost
agresivní vliv vnějšího prostředí a plně si zachovává všechny své vlastnosti při teplotách do +260 stupňů.
Odrůdy lepidel
Mnoho obyčejných lidí pochybuje o účinnosti této metody opravy topných radiátorů.
Ale jak vidíte z praxe, není to pravda.
Trvanlivost výsledného švu nebo spoje závisí na tom, jak správně je zvolen spojovací prvek.
Systematizace podle fyzického obsahu:
- tekuté směsi
- plastová hmota.
Pokud se rozhodnete koupit tekutý výrobek, dávejte pozor na obal, měl by obsahovat 2 tuby. Jeden s elastickým činidlem, druhý s tužidlem.
Jsou smíchány těsně předtím.
Mějte na paměti! Směs musí být spotřebována do 20 minut, jinak zhustne a stane se nepoužitelnou.
Plastové svařování pro topný systém se vyrábí ve formě dvouvrstvé tyče, uvnitř které je plastová látka, a tvrdidlo je na povrchu tyče.
Před použitím je třeba plastelínu dobře hnětet. Pokud nepotřebujete veškerý materiál, můžete ho řezat, ale pouze napříč.
Odborníci důrazně doporučují
svařováním za studena opravujte pouze materiály, pro které je určen.
Na obalu složení výrobce vždy uvádí teplotu, kterou směs vydrží (ve většině případů je to 260 stupňů Celsia).
S výhradou těchto parametrů zůstane šev po dlouhou dobu silný.
Na trhu je k dispozici svařování za studena, které vydrží mnohem vyšší teploty (až 1300 stupňů Celsia).
Toto lepidlo se používá na povrchy vystavené velmi silnému teplu.
Pozitivní aspekty používání.
- Snadnost použití
... Kompozici může použít osoba, která dříve neměla žádné zkušenosti s instalatérstvím; - Kvalita získaného švu nezávisí na rychlosti vašich akcí.
- Není třeba používat speciální nástroje a vybavení (přečtěte si o spojkách pro připojení HDPE trubek).
- Náklady na energii jsou minimalizovány.
- Materiál má protipožární vlastnosti.
- Schopnost opravovat nádrže obsahující výbušniny.
- V oblasti svaru není žádné materiálové napětí.
- Nízké náklady na materiál.
Negativní stránky.
Pravidla pro výběr lepidla pro topné trubky
Pokud je nutné opravit topné potrubí (a v této oblasti se pro tento proces používá speciálně svařování za studena), je třeba věnovat pozornost pečlivému výběru lepidla, protože to vám umožní dosáhnout maximálního výsledku kvality provedené opravy. Mezi tato pravidla patří:
- výběr složení lepidla podle materiálu, ze kterého byly vyrobeny trubky, které mají být opraveny (v závislosti na kovu, který byl použit k výrobě trubek, je vybráno plnivo adhezivního složení, protože pro každý typ kovu by mělo být vybráno jeho vlastní plnivo);
- výběr adhezivní kompozice v závislosti na době jejího vytvrzení pomocí úplné polymerace kompozice po aplikaci na opravené místo... Čím kratší je čas úplné polymerace, tím dříve bude možné použít topnou trubku nebo radiátor pro zamýšlený účel. Doporučení pro různé typy svařování za studena však obsahují indikaci, že potrubí nebo radiátory je možné používat až po uplynutí alespoň jednoho dne od data těchto oprav;
- adhezivní vlastnosti spojené s důkladností předběžné přípravy opravené oblasti... Faktem je, že je často nemožné připravit topnou trubku nebo radiátor takovým způsobem, že se směs nanáší pouze na čistý kov. V tomto ohledu je při výběru svařování za studena nutné vyjasnit informace o tom, jak pečlivě musí být samotná trubka připravena odizolováním povlaku na kov, nebo je možné to provést jednoduchým odmaštěním;
- dalším faktorem je objem lepidla, který ovlivňuje schopnost provádět více oprav (je-li to nutné) nebo použijte obal směsi jednou.
Přibližné náklady na svařování za studena pro baterie a potrubí na Yandex.market
Oprava litinového radiátoru
V tomto případě je nejprve nutné připravit povrch výrobku - musí být čistý, suchý a bez tuku.
Postup lze provést vatovým tamponem namočeným v alkoholu. Poté vezmeme malý kousek kompozice ve formě plastelíny a hněteme ji prsty.
Měli byste mít kouli o velikosti 20-25 mm.
Na poškozené místo
stlačíme hrášek a stlačíme jej pomocí šroubováku nebo silného hadru.
V této poloze musí být míč držen po dobu 3-5 minut.
Směs díky polymeračnímu procesu po 35 - 40 minutách zcela vytvrdne.
Baterie bude připravena k použití až po 24 hodinách.
Při teplotách pod +5 stupňů se nedoporučuje používat svařování za studena. Se směsí je nutné manipulovat pomocí rukavic a brýlí.
Pokud je váš dům vybaven jednotrubkovým topným systémem, musíte před zahájením opravy poškozené oblasti vypnout přívod vody
Při odstraňování píštěle
na dutý předmět je nejlepší použít tekutou směs, která namočí kousky látky a obalí poškozené oblasti.
Pomocí této metody můžete spolehlivě utěsnit únik a počkat až do konce topné sezóny.
Výměna topných baterií pro svařování
Svařovací litinové baterie
velmi usnadněno po příchodu svařovacího zařízení s invertorovým obvodem. Taková zařízení jsou malá, napájená ze sítě 220 V a lze je zakoupit za 7-10 tisíc rublů. ve specializovaném obchodě. Nenechte se však zmást myšlenkou, že pokud jste si koupili takové zařízení, můžete baterie vyměnit při svařování vlastními rukama. Proveďte svařovaný šev tak, aby při tlaku chladicí kapaliny 10 atm neunikal.a teplotě 100 ° C, může být pouze zkušeným odborníkem s minimálně 3 roky praxe.
Svařovací stroj s invertorovým obvodem
Podvodníci by do tohoto podnikání neměli být povoleni: i při normálním tlaku v komunikaci se otevření i kapilární velikosti může za den proměnit v píštělku, skrz kterou bude bičovat voda.
Samotný proces výměny baterií nevyžaduje vždy svařování. Napájení baterií je často vybaveno odnímatelnými přípojkami se závitem, které lze jednoduše otočit, poté vyjměte baterii z držáků a zavěste novou. Hlavní věcí v tomto případě není zapomenout na uzavření vody a správné navinutí lněného těsnění na závitové připojení: pravou nití - ve směru hodinových ručiček, levou nití - proti směru hodinových ručiček.
Zpracování litinové baterie
V případě, že na potrubí nejsou žádné odnímatelné spoje, pak se takové trubky jednoduše odříznou bruskou nebo pilkou na kov, ale poté, po výměně baterií, musí být nový radiátor připojen ke komunikaci svařováním. V tomto případě musíte vařit trubku z nízkouhlíkové oceli: průměrný specialista se s tímto úkolem také vyrovná.
Co by však měl dělat domácí, když během topné sezóny vytékaly spáry mezi částmi litinového radiátoru, v pouzdru na baterie se objevila píštěl nebo hluboký třísek? Zavolat svářeči se svým vybavením, na dlouhou dobu vypnout topení?
V takovém případě přijde hospodář na pomoc svařování za studena pro baterie
.
Výstup
Pouze s pomocí specializovaného produktu s vlastnostmi, které umožňují směsi pracovat pod vlivem vysokoteplotní kapaliny, získáte vysoce kvalitní spojení.
Pomocí takových kompozic je možné uzavřít píštěl ve stoupačce horkou vodou.
Pamatovat si!
Svařování za studena je dočasným řešením úniku chladiče.
Tímto způsobem je eliminováno malé poškození.
Únik by měl být co nejdříve utěsněn poloautomatickým svařováním nebo invertorem.
Při práci s lepidly by měly být na prvním místě otázky osobní bezpečnosti.
Stojí za to vědět!
Je nemožné znovu oživit složité uzlové spoje studeným svařováním.
Je nutné zajistit volný přístup k místu opravy.
Nezapomeňte, že tato kompozice může být použita pouze jako lepidlo. Nevydrží ani ten nejmenší dopad „na rozchod“.
Proto může být tato technika použita výhradně k zamýšlenému účelu a zároveň je nutné správně vypočítat podmínky pro použití směsi.
Svařování za studena pro topná tělesa musí být vysoce kvalitní. V opačném případě šev nemusí vydržet a náklady na opravy budou příliš vysoké.
Jak se „svařování za studena“ používá u trubek o velkém průměru, podívejte se na video.
Mnozí pravděpodobně slyšeli o metodě svařování materiálů zvané „studené svařování“. Co je to za metodu a jak efektivní je? Podle historických informací se používaly již ve starověku a vyráběly se šperky z drahých kovů. Později, na počátku 19. století, se objevily účinné metody ohřevu (plamen acetylen-kyslík a elektrický oblouk), objevily se nové metody svařování kovů tavením, pájením a kontaktním elektrickým svařováním.
Díky novým metodám bylo „plastické“ svařování zapomenuto. Po intenzivním rozvoji metalurgie neželezných kovů, hromadné výrobě neželezných kovů, hliníku a jeho různých slitin však vyvstaly značné potíže se spojením jednotlivých částí výrobků. V důsledku toho byly vyvinuty alternativní metody svařování.
Ukázalo se, že velmi často je možné provádět svařování i při pokojové teplotě bez použití silného tepla.
Tento způsob spojování kovových a nekovových výrobků se nazývá svařování za studena.Svařování za studena je v podstatě epoxidové lepidlo ve formě tmelu, často obsahující ocelový prášek se speciálním vytvrzovacím aditivem. Tuto metodu lze použít k lepení kovů, dřeva, plastů, keramiky a dokonce i skla.
Svařování za studena, odolné vůči agresivním vlivům, si při teplotách do 260 ° C plně zachovává všechny své vlastnosti.
Svařování za studena pro topné trubky: univerzální lék na řešení menších problémů
Svařování topných trubek za studena je moderní a efektivní způsob připojení železných vedení (nejen) bez použití střídače a jiného zařízení pracujícího podle typu teplotního jevu. Spojení nastává v důsledku deformace svařovací hmoty a jejího pevného uchycení k pracovní ploše.
Svařování za studena.
Metoda široce používaná v automatickém zámečnictví a osvojená instalatérskými týmy.
Charakteristika a uspořádání svařování za studena
Jednoduše řečeno, jedná se o lepidlo na kovové výrobky. Vyrábí se v jedno- nebo dvousložkovém složení. Ve výrobě převládají následující sloučeniny:
- báze - epoxidové pryskyřice odpovědné za homogenitu a plasticitu hmoty;
- jako plniva se používají kovové složky a síra.
Svou konzistencí jde o polymerní kompozici s lepidlem, která je deformovaná a mírně zahřátá. Pevnost spojení závisí na správném použití a také na kvalitě směsi a přípravě povrchu, který se má svařovat, respektive vedení v samostatném vytápění domu.
Pokud k provedení přistoupíte správně, pak bude za ideálních podmínek svařované místo silnější než převážná část kovu. Ale se všemi vlastnostmi je šev nižší spolehlivost než výkon obloukového svařování. Ve skutečnosti tedy lze studeným svařováním opravit pouze malá poškození nebo netěsnosti v potrubí.
Ukazatele teploty směsi
Složení, na jehož základě je materiál vyroben, přímo ovlivňuje, jakou teplotu šev vydrží. Parametry jsou obvykle uvedeny na obalu a je třeba je dodržet, aby bylo zajištěno těsné spojení.
Maximální ukazatele levných sloučenin, při kterých je možné svařovat netěsnost v potrubí, jsou 260 stupňů Celsia. Síla však opět závisí na správnosti odvedené práce. Proto se při rozhodování o koupi levného složení pamatujte, že mohou „vařit“ pouze ty části, které budou použity za normálních podmínek.
Na trhu existují směsi, které vydrží vyšší teploty až 1316 stupňů Celsia. Složení obsahuje komponenty, které mohou pracovat s konstantním ohřevem individuální topné trubky doma, nejen. Oprava spojení potrubí a hadic svařováním za studena.
Na poznámku. K vaření topných trubek stačí koupit levné nízkoteplotní směsi. Pokud připravíte místo správně, pak maximální indikátory, které jsou uvedeny na jejich obalech, budou dost na to, aby „znovu oživily“ netěsnou trubku.
Typy a výrobci
V tomto ohledu jako vždy existuje zdravá konkurence, která spotřebiteli umožňuje vybrat si, co mu vyhovuje. A stejně jako jinde, i tuzemští a zahraniční výrobci soutěží o pozornost. Zboží z Ruska je samozřejmě levnější, ale podle „ujištění většiny“ je kvalita spojení mnohem nižší.
Proto je lepší kupovat směsi zahraničních výrobců. Cena vlaků ve skutečnosti není příliš vysoká a rozdíl 50–70 rublů nic nevyřeší. Pokud potřebujete „uvařit“ šmouhy na potrubí, měli byste věnovat pozornost návrhům společností ABRO nebo Hi-Gear. A pokud poznáte jen vše, co je tuzemské, podívejte se blíže na značky Almaz a Polymet.
Typy svařování za studena podle typu použití.
Podle konzistence a složení, na jehož základě je směs vyrobena, je svařování za studena rozděleno do následujících typů:
- Kapalný. Jedná se o dvousložkovou směs, ke kalení se používají speciální přísady.
- Plastický. Varianta tohoto typu má konzistenci plastelíny. Kompozice může být homogenní nebo sestávat ze dvou složek.
Které svařování je nejlepší a které je lepší použít k utěsnění netěsnosti v topném potrubí, závisí na komponentech použitých při výrobě:
- Univerzální. S takovými kompozicemi lze „vařit“ téměř jakýkoli materiál, ale spoje jsou méně silné.
- Pro kovovýrobu. Složení obsahuje plnivo, které vám umožní spolehlivě kombinovat žehličku.
- Automobilový průmysl. Jako součást takového produktu jsou vybrány komponenty, které pracují v obtížných podmínkách.
Na poznámku. K dispozici je také svařování za studena pro práci pod vodou a v jiných obtížných podmínkách. Když plánujete něco „uvařit“, kupte materiál pro zamýšlený účel, jinak bude síla spojení nulová.
Jak správně použít materiál k utěsnění netěsnosti v potrubí?
Než začnete „vařit“ problémovou oblast, musíte poskytnout volný přístup do poškozené oblasti. Místo opravy musí být čisté a zbavené mastnoty. Před nanesením kompozice je nutné odstranit celou vrstvu barvy, která se nahromadila na povrchu během mnoha let provozu. Někdy je to problematické a v takových případech používají řemeslníci brusku se speciálními nástavci.
Je žádoucí, aby povrch nebyl mastný a suchý. Musíte však uznat, že pokud je únik během provozu, tj. Během topné sezóny, uzavřen, nelze to provést. Ale v tomto případě nebude možné řádně utěsnit šev, protože kapalina nedovolí směsi fixovat se na povrchu. Pokud má dům systém s jedním potrubím, můžete lokálně uzavřít přívod a opravit poškozené místo.
Opravy kovových spojů trubek svařováním za studena.
Rada. Při odstraňování píštěle na topné trubce je lepší použít kapalné sloučeniny, namočit s nimi látku a zabalit poškozené oblasti. Tento typ aplikace vám umožní spolehlivěji uzavřít únik a počkat na topnou sezónu.
Nejsprávnějším východiskem v takové situaci je nákup specializovaného produktu. Složení musí mít vlastnosti, které mu umožňují pracovat za vysokých teplot a vystavení kapalinám. Mají složky, které zastavují působení vody. S tímto složením můžete dokonce vařit fistulu ze zdroje horké vody ve stoupačce.
Svařování za studena je dobrým dočasným prostředkem. Může „vařit“ malá poškozená místa, ale je to jen dočasné opatření. Pokud je to možné, netěsnost okamžitě utěsněte invertorem nebo poloautomatickým svařováním.
Při práci s takovými směsmi je nutné dát na první místo otázky bezpečnosti. Odborníci proto nedoporučují použití studeného svařování k oživení složitých uzlových spojů. Pouze povrchní opravy za předpokladu, že je na místo otevřený přístup.
Pamatujte, že kompozice funguje pouze jako adhezivní prvek. A nevydrží žádný dopad „na odloučení“. Proto správně spočítejte podmínky použití a používejte svařování pouze k zamýšlenému účelu.
Zdroj: https://heatheat.ru/santehnika/svarochnye-raboty/holodnaya-svarka-trub-otopleniya
Aplikace svařování za studena
Kompozitní svařování se používá v případech, kdy to není ekonomicky proveditelné nebo obtížné provést předehřívací svařování. K tomu dochází u velkých rozměrů výrobku, s nebezpečím deformace nebo s výskytem značných vnitřních napětí. Na trhu existuje mnoho druhů kompozitních studených svarů. Výzvou pro výrobce je zajistit jejich použitelnost při opravách kutilských výrobků v různých podmínkách. Dnes je kompozitní svařování reprezentováno několika hlavními typy:
- Univerzální: určen k lepení kovových, plastových, dřevěných a mramorových výrobků. Kromě toho jej lze použít na keramiku, žulu a beton. Poskytuje vynikající stabilitu na mokrém povrchu, což pomáhá eliminovat úniky baterie
- Pro dřevo: Tento typ svařování se používá ke spojování dřevěných povrchů, včetně překližky. Obvykle se používá k opravě nábytku.
- Automobilový průmysl: Tento typ svařování je určen ke svařování různých materiálů (plasty, sklo a kov). Může eliminovat jakýkoli únik z plynové nádrže, chladiče a také opravit části těla.
- Se zahrnutím ocelového plniva: slouží ke spolehlivému spojení všech druhů materiálů: neželezné kovy, výrobky z litiny, sklo, keramika, žuly a další materiály
- Pro instalatéry: dokonale obnovuje prasklé výlevky, porcelánové a kameninové výrobky, slouží k opravě prasklých baterií a těl faucetů, které mají čipy
- U plastů: používá se k obnovení ztracených nebo odštěpených fragmentů plastových výrobků pracujících při teplotách od -600 do +1500 stupňů.
- U betonu: svařování za studena tohoto typu slouží k utěsnění trhlin a úplnému utěsnění všech spár v betonu, různých kamenných a cihlových konstrukcích
- Pro kovy: zajišťuje spolehlivé spojení kovových částí (včetně baterií) pracujících při teplotách od -60 do +1500 stupňů.
Svou konzistencí kompozitní svařování připomíná plastelínu, takže je snadné jej připravit a použít. Chcete-li to provést, musíte odříznout malý kousek a hnětit ho rukama, dokud se nestane homogenní a nezíská jednotnou barvu. V tomto případě dochází k exotermické chemické reakci po dobu 2–3 minut, v důsledku čehož směs začne fungovat.
Polymerace a vytvrzování začíná za 5 minut, proto by měla být směs aplikována ihned po přípravě, zejména při opravách litinových výrobků. Příprava povrchů pro svařování podle pokynů výrobce musí být samozřejmě provedena předem. Směs úplně vytvrdne 30 minut po její přípravě, zatímco svařování za studena trvá maximální pevnost po 12-24 hodinách, poté je opravený díl připraven k práci.
Výhody svařování za studena
Je velmi cenné, že například proces opravy kompozitních baterií nevyžaduje použití samostatných napájecích zdrojů. Takové opravy lze úspěšně provést v nejnepříznivějších podmínkách, což výrazně zkracuje dobu opravy a zbavuje vás nutnosti přepravovat předmět do opravny. Veškeré svařování a další polymerace navíc probíhá za normálních teplot místnosti.
Mezi nespornými výhodami lepicích technologií vynikají:
- Levnost materiálu
- Nízká spotřeba energie
- Snadnost použití
Moderní svařování za studena dokonale vyplňuje všechny trhliny a dutiny v detailech, zatímco nerovné hrany těchto defektů pouze zvyšují pevnost vytvářeného místa. S určitou dovedností můžete dokonce vyčnívat vyčnívající části detailu do tvaru, který potřebujete. Samozřejmě, při použití konvenčního svařování nebo konvenčních elektrod) jsou vady nejspolehlivěji odstraněny.
Konvenční svařování má však také určitá omezení. Vyžaduje to zapojení speciálně vyškoleného personálu, protože nekvalitní svařované švy mohou způsobit vznik vad ještě větší velikosti. Kromě toho mohou při konvenčním svařování v konstrukcích vznikat trhliny a značná napětí. Z tohoto důvodu nás život nutí hledat nová řešení pro obnovu poškozených dílů. Právě proto byla vyvinuta technologie svařování za studena založená na použití lepicích materiálů.
V dnešní době se díky úspěchům chemického průmyslu mnohem snadněji opravuje potrubí.
Aby pomohli domácímu řemeslníkovi, vyvinuli vědci speciální lepidlo, které se díky své vysoké pevnosti a přilnavosti začalo nazývat „svařování za studena“.
Nový vývoj se stal velmi populárním a rychle si získal popularitu.
Jak může být svařování za studena užitečné pro topné trubky, potrubí a jiné poškozené výrobky?
Svařování za studena je založeno na epoxidové pryskyřici. K dispozici jsou také aminové pryskyřice, síra, oxid železitý a řada dalších minerálních přísad.
Které - každý výrobce udržuje tajemství: koneckonců, vlastnosti lepidla závisí na nich.
Vysoká pevnost je pouze jednou z výhod svařování za studena. Adhezivní vlastnosti jsou docela pozoruhodné: materiál se může fixovat na vlhkém povrchu a dokonce i znečištěný olejem. Je pravda, že v tomto případě bude pevnost spoje pouze 75% - 80% maxima možné.
Lepidlo tuhne během 15 - 60 minut. Doba úplného vytvrzení závisí na značce: některé typy svařování za studena vyžadují 24 hodin, jiné mohou být vystaveny zatížení po hodině a půl.
Tuto kompozici lze použít jak k lepení různých předmětů, tak jako tmel na praskliny nebo díry. V druhém případě lze lepidlo po úplném vytvrzení obrousit, opatřit základním nátěrem a natřít. Místo opravy tak může být zcela neviditelné, což je důležité pro dekorativní struktury nebo jiné, které se nacházejí na nápadném místě. Příkladem může být benzínová nádrž motocyklu.
Důležitou výhodou studeného svařovacího lepidla je schopnost účinně utěsňovat trhliny a otvory ve stěnách nádob, a to i při nízkém tlaku uvnitř.
To umožňuje opravit například chladič automobilu nebo potrubí autonomního systému vytápění / dodávky vody bez vyprázdnění.
nevýhody
- slouží pouze k drobným opravám poškození potrubí v místech bez zatížení;
- vyžaduje pečlivé dodržování aplikační technologie, jinak nebude fungovat;
- během procesu svařování je nutné dodržovat nastavenou teplotu;
- na rozdíl od invertorového svařování není šev odolný, je to jen dočasné opatření.
Ukazatele teploty směsi

Hodnota teplotního rozsahu, při kterém je povolen provoz opravovaného výrobku, závisí na složení svařování za studena.
U některých značek, například lepidla Mastix, je spodní prahová hodnota -60 stupňů a horní hodnota je +150 stupňů. Dražší typy lepidla vydrží až +260 stupňů.
A existují speciální značky pro vysoké teploty: výrobek opravený s jejich pomocí lze zahřát na teplotu 1300 stupňů.
Minimální teplota, při které je povolena oprava, je -10 stupňů, ale směs musí být připravena v teplé místnosti.
Výhody mastixu
- Mastix za studena svařovací lepidlo je všestranný nástroj, který pomáhá lepit téměř jakýkoli povrch mnohem lépe než jiné typy lepidel;
- Vyrábí se několik odrůd, které mají vylepšené vlastnosti, například plast, hliník, i když existují univerzální značky;
- Směs se snadno používá a snadno se připravuje, takže k jejímu použití nepotřebujete mnoho zkušeností ani speciální znalosti;
- Výrobky jsou relativně levné a dostupné v mnoha maloobchodních prodejnách;
- Pohodlná možnost dodání ve formě dvousložkové tyče;
- Široký rozsah provozních teplot.
Typy a výrobci svařování za studena
Lepidla pro svařování za studena jsou k dispozici ve dvou verzích:
- Jednosložkový:
takovou směs není třeba připravovat - lze ji okamžitě použít k opravám. Nelze jej však dlouhodobě skladovat, ale musíte jej použít v plném rozsahu - zbytek se jednoduše zhorší. - Dvousložkový:
v obalu je hlavní materiál - epoxidová pryskyřice s kovovými prášky a dalšími přísadami - a tužidlo umístěny samostatně. Před použitím musí být tyto složky smíchány, poté se lepidlo samovolně zahřeje na teplotu 40-50 stupňů. Dvousložkové typy svařování za studena mají delší trvanlivost než jednosložkové a lze je částečně použít. Obvykle jsou ve formě tyče, jejíž vnitřní část je základní materiál, a skořepina je tvrdidlo.
Většina komerčně dostupných formulací má podobnou konzistenci jako plastelíny, ale můžete také najít kapalné svařování za studena, pomocí kterého snadno opravíte těžko dostupná poškození.
Svařování za studena může být navíc univerzální nebo zaměřené na lepení konkrétního materiálu. Specializované typy lepidel ve vztahu k materiálu, pro který jsou určeny, vykazují vyšší přilnavost než univerzální. Pokus o opravu pomocí svařování za studena, například u kovu, může keramický výrobek skončit selháním - lepidlo bude slabé.
Hi-Gear lepidlo
Proto je v opravné sadě dostupné na farmě „pro případ požáru“ lepší mít univerzální lepidlo.
Majitelé vozidel často používají „kovové“ svařování za studena. S jeho pomocí je možné na nějakou dobu (dokud se neobjeví možnost velkých oprav) opravit prvky, které nejsou vystaveny významnému zatížení. Kromě zde zmíněné palivové nádrže a chladiče to může být propíchnutý tlumič výfuku a olejová vana motoru. Tento typ lepidla se také stal dobrým pomocníkem pro instalatéry: lze jej použít k dočasnému odstranění netěsností ve vodovodních potrubích a topných systémech.
Svařování plastů je velmi žádané, protože tento materiál se dnes používá všude. S jeho pomocí můžete opravit prasklé pouzdro domácího spotřebiče i různé plastové nádoby, například pouzdro na autobaterii.
Titanové svařování za studena
K dispozici jsou kompozice na opravu skleněného zboží (akvária, zrcadla), keramiky a dřeva. Ve stavebnictví se široce používají speciální lepidla, například pro spojování linolea mezi konci.
Svařování za studena se provádí jak v Rusku, tak v zahraničí. Mezi domácími značkami je největší poptávka po lepidlech „Polymet“, „Titan“ a „Almaz“. Ze zahraničních jsou nejznámější svary za studena „Hi-Gear“, „Abro“, „PermatexCold Weld“, „Wurth Liquid“.
Kde se použije
Svařování za studena Mastix lze použít doma i v profesionální práci. Vše závisí na typu materiálu a podmínkách prostředí. Jeho hlavní aplikací je použití svařování za studena ve formě konvenčního lepidla. Musí kombinovat ty materiály, které nelze lepit běžným lepidlem.
Velmi často se používá k opravám potrubí ve vodovodních potrubích, otvory v nádobách jsou jím utěsněny, opravují se části strojů a mnoho dalšího. Plastická hmota, kterou je tato směs, dokonale váže praskliny (může dokonce proniknout do objektu). Pokud se předmět nepoužívá při teplotách nad 150 stupňů, pak svařování za studena může účinně opravit všechny třísky v něm, s jeho pomocí můžete dokončit potřebné nebo chybějící součásti nebo opravit zařízení jiným způsobem. Je velmi důležité část nepoužívat, dokud lepidlo nevyschne.
Materiál, který se získá po sušení za studena, není dostatečně pevný, aby odolal namáhání silnými nárazy. Ale snadno vydrží zatížení, které vibrace způsobují, proto se velmi efektivně používá k opravě pohyblivých mechanismů. Jako součást svařování za studena Mastix lze nalézt následující komponenty:
- Plniva minerálního původu;
- Kovové výplně;
- Epoxidová pryskyřice;
- Aminová pryskyřice.
Postup odstraňování úniků
Technologie opravy trubek a dalších výrobků pomocí svařování za studena zahrnuje několik fází:
Příprava povrchu
Místa, s nimiž lepidlo přijde do styku, je třeba očistit od nečistot, rzi a barev. Za tímto účelem je materiál ošetřen hrubým brusným papírem. S brusivem je nutné pracovat dostatečně důkladně, aby na povrchu zůstaly jasně viditelné škrábance. Pouze pokud jsou přítomny, bude adheze lepidla k materiálu maximální.
Pájení trubek za studena
Po broušení je třeba kontaktní plochu pokud možno ošetřit trochou rozpouštědla a vysušit. Jako rozpouštědlo můžete použít aceton nebo něco z čisticích prostředků.
Pro urychlení procesu můžete ošetřenou oblast vysušit běžným vysoušečem vlasů. Mimochodem, pokud se opravovaný materiál ukáže jako mírně zahřátý, bude lepicí spojení spolehlivější.
Příprava lepidla

Tento odstavec pokynů se vztahuje na dvousložkové formulace. Z tyče musí být odříznut kus dostatečného objemu.
Řez přímo napříč, jinak bude poměr základního materiálu k tužidlu nesprávný.
Odříznutý fragment musí být důkladně hněten prsty a musí být použity ochranné rukavice (mohou být předem navlhčeny vodou), aby struktura a barva směsi byly jednotné. V tomto případě bude, jak již bylo uvedeno, generováno teplo.
Životnost hotového lepidla je omezena na doslova několik minut (uvedeno na obalu) - poté začíná polymerace. Lze jej mírně prodloužit zajištěním intenzivního odvádění vzniklého tepla. Chcete-li to provést, můžete směs vymačkat, abyste získali tenkovrstvý prvek (zvětší se povrchová plocha), nebo ji můžete odnést do chladnější místnosti.
Propylenové trubky se stále více používají v topných systémech. se provádí třemi způsoby, které jsou podrobně popsány v článku.
Jsou uvedeny technické vlastnosti polypropylenových trubek pro vytápění.
V topných systémech se používají ocelové, měděné a plastové trubky. Ale který z nich je lepší? V tomto tématu se budeme zabývat výhodami a nevýhodami různých typů trubek.
Oprava
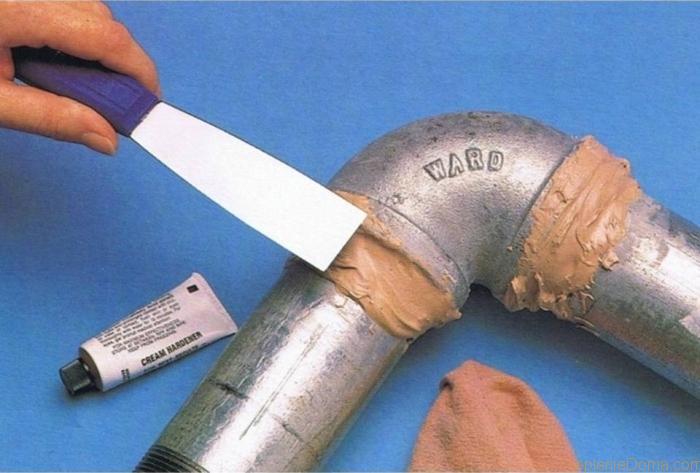
Lepidlo se nanáší na lepené povrchy nebo do otvoru, pokud se používá jako tmel. V druhém případě je žádoucí zajistit, aby směs pronikla hluboko do otvoru. Venku by měla být hmota lepidla vyhlazena špachtlí nebo jiným plochým nástrojem namočeným ve vodě, přebytek odstraněn vlhkým hadříkem.
Pokud je děrovaný otvor příliš velký, měl by se nad ním studeně přivařit kovový plátek.
V případě použití studeného svařování k lepení dvou dílů je nutné je po dobu tuhnutí zafixovat. U různých značek se pohybuje od 15 do 60 minut.
Lepicí spoj však bude možné namáhat až po úplném vytvrzení, které může trvat 1 až 24 hodin.
Pokud uživatel nebyl schopen zaschnout a odmašťovat ošetřovaný povrch, mělo by se lepidlo po aplikaci vyhladit tam a zpět, dokud nepřilne k produktu.
Pokud musí být oprava provedena při nízké teplotě, je nutné nově připravené lepidlo srolovat do kuličky a nechat ho samovolně zahřát na teplotu 40-50 stupňů. V tomto případě by samozřejmě neměla doba výdrže překročit dobu zpracovatelnosti směsi. Pokud je tedy životnost hotového lepidla uvedená v pokynech 5 - 7 minut, nemělo by se zahřívat déle než 4 minuty. Poté lze hmotu lepidla použít pro zamýšlený účel.
Aby se kompozice dobře zahřála, musí mít dostatečný objem. Proto se při opravách v mrazivých podmínkách doporučuje vyvalit kouli alespoň z jedné třetiny standardního obalu (obvykle má váha asi 55 g).
Pájení plastových trubek nevyžaduje vysokou kvalifikaci a je docela možné se naučit, jak je pájet sami. - přečtěte si popis technologie.
Jsou popsány vlastnosti plastových ventilačních trubek.
Opravy polymerních trubek

U polymerních trubek jsou zapotřebí speciální směsi.
Bez ohledu na chemické složení zpracovávaného materiálu a povahu použitého svařování je bezpodmínečně nutné dodržovat podmínky a doporučení předepsaná v pokynech.
Svařování za studena pro plastové topné trubky probíhá podle následujícího schématu:
- povinným krokem je příprava povrchu materiálu, který má být opraven. Za tímto účelem je povrch konců trubky zpracován brusným papírem a poté odmaštěn. Drsnost na trubce zvýší přilnavost k lepidlu. Mastné nečistoty mohou chemicky reagovat se součástmi studeného svaru a snížit jejich výkon;
- určit správnou toleranci kolmosti konců. V případě trubek o průměru 20 ... 40 mm by to nemělo být větší než 2 mm;
- změřte na koncích trubek polovinu délky spojky, abyste určili plochu ošetřeného povrchu;
- značky jsou cyklovány, to znamená, že z trubek je odstraněna tenká vrstva materiálu (0,1 ... 0,2 mm), jsou také odstraněny otřepy;
- přímá příprava lepidla spočívá ve smíchání složek, dokud nevznikne homogenní hmota. V případě svařování plastelínou jsou ruce před smícháním navlhčeny vodou. Pasta se nelepí na pokožku. Doba použitelnosti kapalných formulací netrvá déle než 3 minuty, takže musíte jednat rychle;
- připravená směs se nanáší na povrch opraveného nebo lepeného materiálu. Dali všechno pod tisk. Jaká síla by měla působit na šev, je uvedena v pokynech pro svařování za studena.
Opravené potrubí nebo topný okruh lze používat 8 hodin po svařování.
Video k tématu
Popis
Lepidlo je určeno pro rychlé a spolehlivé lepení, opravy a těsnění topných těles, potrubí pro zásobování teplou a studenou vodou, odpadní vody z domácností a průmyslových budov a konstrukcí z plastů, železných a neželezných kovů. Provozní teplota opravovaných výrobků je od -60 ° C do +150 ° C. Poskytuje spolehlivou opravu na mokrých a mastných površích při nízkých (až do -10 ° C) teplotách (za míchání směsi v teplé místnosti).
Technické informace
aplikace
Plochy, které mají být spojeny, nebo místo opravy musí být očištěny od nečistot a rzi. Nezapomeňte je očistit hrubým brusným papírem (na kovy), pokud možno odmastit (acetonem atd.) A vyschnout. Odřízněte požadovanou část tyče a obě komponenty důkladně promíchejte prsty (možná mokrými), dokud nezískáte rovnoměrnou barvu hmoty. Při použití na mokré nebo mastné povrchy musí být směs vyhlazena tam a zpět, dokud se nelepí na povrch (zatímco pevnost spoje klesá u olejových povrchů o 20 - 25%). Dbejte na to, aby se komponenty tyče nedostaly do kontaktu s očima a pokožkou. Noste ochranné rukavice, abyste zabránili kontaktu s pokožkou. V případě zasažení očí vypláchněte vodou a vyhledejte lékařskou pomoc. Nepoužívejte na povrchy přicházející do styku s potravinami.
Nevýhody přípravku Mastix
- Doba sušení je zde o něco delší než u jiných značek, proto při práci při různých teplotách mohou nastat určité problémy;
- Během přípravy se mohou vytvářet shluky, což snižuje kvalitu spoje a může vést k nutnosti přepracování.
Oblast použití
Mastix na kov za studena se používá doma i v různých opravárenských postupech profesionálů, v závislosti na druhu materiálu.V zásadě se používá jako běžné lepidlo, které by mělo spojovat kov, dřevo, plast, kámen a další věci, které se obtížně lepí. Neméně důležitou funkcí je oprava potrubí, různých kontejnerů, automobilových dílů a dalších věcí. Trhliny lze opravit nanesením plastické hmoty a penetrací do vnitřních částí.
Pokud výrobek není provozován při teplotách nad 150 stupňů Celsia, lze čipy opravit, obnovit součásti a provést další opravy. Hlavní věcí je vydržet ten čas, po kterém můžete část uvést do provozu. Vlastnosti pevnosti zde nejsou dostatečně silné, aby vydržely silné otřesy, ale vibrační zatížení, které se často vyskytuje v pohyblivých mechanismech, je tolerováno zcela normálně.
- Minerální plniva;
- Kovová plniva;
- Aminová pryskyřice;
- Epoxidová pryskyřice.
Pohledy
Pro kov - má ve svém složení kovové plnivo, které zlepšuje kvalitu spojení s kovovými povrchy. Dobře snáší kontakt s vlhkostí, takže jej lze použít při instalatérských opravách. Není vysoce citlivý na čistotu povrchu, takže jej lze použít u mokrých a mastných částí.
Universal - směs se používá pro rychlou opravu jakýchkoli povrchů. Má široký rozsah provozních teplot. Toto je nejoblíbenější a nejčastěji používaná možnost, která může být potřebná v každé domácnosti.
Tepelně odolný - Tento studený svar má nejvyšší teplotu prasknutí, která je 250 stupňů Celsia. Používá se ke spojování kovů, jak železných, tak neželezných, používaných v tepelně aktivních sférách.
Pro instalatérské práce - lepidlo se používá pro práci ve vlhkých podmínkách. Nejčastěji se jedná o opravu potrubí, kde je nutná vysoká odolnost proti vlhkosti a schopnost odolat práci pod tlakem. Spojuje kov, porcelán, lze jej použít k restaurování řezbářských prací atd.
Rychlořezná ocel Mastix za studena - obsahuje ocelové plnivo ve složení, které zlepšuje kvalitu spojení a obnovení ztracených prvků pomocí oceli.
Mastix pro svařování za studena pro hliník - Obsahuje hliníkové plnivo, které zvyšuje pevnost vazby na tento kov.
Vlastnosti a vlastnosti Mastixu
Než začnete užívat přípravek Mastix, měli byste si prostudovat jeho vlastnosti:
Vlastnosti použití
Pokyny k použití svařování za studena Mastix předpokládá přeexponování všech pravidel. V počáteční fázi musíte vyčistit povrch, ze kterého bude práce provedena.
I když obal naznačuje, že tento krok lze opomenout a lepidlo lze použít na mastné povrchy, pro lepší spojení by mělo být vše stále vyčištěno. “
Poté musíte z celkové hmotnosti odříznout část, kterou budete používat. Zde je třeba vzít v úvahu, že obě složky jsou stejně. Poté následuje hnětení a aplikace na povrch. Dále musíte počkat od 20 minut do hodiny, než se vše bezpečně uchopí.