Výhody a nevýhody svařování
Tato metoda vytváří silné, nepropustné spojení. Mezi jeho výhody patří také:
- systém nemá váhu s dalšími součástmi;
- automatizace procesu;
- pro svařování není nutné speciálně vyrovnávat řeznou hranu;
- vhodné pro systémy nestandardních profilů: čtvercové. obdélníkový, oválný. Připojení nekruhových ocelových trubek na závit není možné.
Svařovací práce jsou obvykle prováděny odborníkem a vyžadují speciální vybavení. Zbytková napětí vznikající ve spojích mohou vést k odtlakování švů mechanickým namáháním a vibracemi. Svařence lze odříznout, pouze pokud je nutná oprava Je technologicky obtížné svařovat různé kovy (ocel / litina) a není možné svařovat různé materiály (ocel / PVC). Je nemožné svařovat ocelové trubky mědí, hliníkem.

Práce se svařovacím strojem



Připojení se závitovým potrubím
Přípravné práce: plynový ventil je uzavřen, potrubí je vyfukováno. Dále pokračujeme v tomto pořadí.
- Přebytečná část plynovodu je odříznuta bruskou (pilkou na kov).
- Konec trubky je svařen. Pokud je nutné připojit k plynové hadici, odstřihne se závit (pomocí matrice nebo elektrické matrice).
- Kabel navlhčený tukem je navinut na nit. Poté je hadice připojena.
- Při instalaci nové sekce budete potřebovat spojovací trubku se závity na koncích (s maticí, která je zkroucena na dvou trubkách).
Závit trubky je nastaven podle vnitřního průměru trubky, jedná se o jmenovitý otvor. V tomto případě je velikost vnějšího průměru větší než vnitřní o dvě tloušťky jeho stěny. Výpočet spojů se provádí podle jmenovitých průchodů tvarovek a tvarovek podle GOST 355-52.
Pojem „stírací lišta chladiče“ znamená demontovatelné závitové spojení mezi ohřívačem a trubkou. Pokud se během provozu předpokládá demontáž, bude stěrka ideálním řešením.
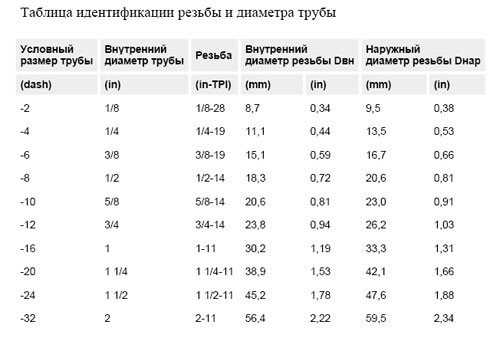
Tabulka velikostí závitů v závislosti na vnějším průměru trubky
Různá těsnění (plátěné vleky, páska FUM, tangitová vlákna) zabraňují úniku. Existují také speciální maziva, která vyplňují mikrotrhliny.
Velmi důležité je vyrovnání závitu s trubkou a jeho kvalita řezání (závit vytvořený pomocí matrice nemá požadovanou přesnost, mnohem lepší kvalita je řezána na stroji).
Typy nití
- Válcový palcový závit je upevnění a utěsnění. Používají se při spojování spojek s válcovými závity a trubek se zúženými závity. Označení G11⁄2-B znamená G - válcový, 11⁄2 - průchod v palcích, B - třída přesnosti.
- Zúžený závit se používá tam, kde je vyžadována speciální těsnost - u spojů potrubí (v potrubích s vysokým tlakem plynu nebo kapaliny). Má 55 ° profil. R - označení pro vnější závit, Rc - pro vnitřní závit.
Pokud znáte velikost v palcích, z tabulky pro kuželové trubkové závity můžete zjistit základní parametry: stoupání, délka závitu, vnější průměr, průměr, vnitřní. Rozměry závitových trubkových připojení jsou standardní.
Obousměrná vlákna mají jak levou, tak pravou nit. Příkladem je připojení sekcí litinového radiátoru. Při utahování spojky jsou dvě části současně přitahovány k sobě. Taková připojení jsou pohodlná, protože umožňují instalaci bez svařování.

Chcete-li sestavit závitové připojení, potřebujete lněnou nebo FUM pásku
AIDS
Montáž trubkových závitových spojů lze provést různými způsoby. Len se nejčastěji používá jako pomocný prostředek; používá se také páska FUM a anaerobní tmel.
- Prádlo
Nejprve oddělte malé množství lnu. Není důležité, kolik je navinuto na spoji, ale kolik spadne na nit. Navíjení ve směru hodinových ručiček a konec na základně vlákna. Prádlo je dobrý tmel, ale velmi brzy se opotřebovává, protože hnije při dlouhodobém vystavení horké vodě. Speciální pasta, jako je Unipak, chrání len. Můžete také použít červené olovo nebo sanitární silikon. Po navinutí lnu utáhněte spojení švédským klíčem a nastavitelným klíčem. Neutahujte silou. Navinutý len musí zcela zapadnout do nitě. Pokud přijmete příliš mnoho lnu, vyjde to a vyčnívá v troskách, když jej otočíte, což nebude dělat spojení odolnější.

Anaerobní tmel působí na základě polymerační reakce.
- Anaerobní tmel
Pasta, pomocí které jsou závity hydraulických nebo pneumatických systémů mazány a rovnoměrně rozloženy. V prodeji najdete produkt s různým stupněm fixace: nízkou, střední a vysokou. V druhém případě je demontáž nemožná.
Jak používat: našroubujte připojení a nechte 40 minut působit. Taková pasta slouží jako páska nebo koudel FUM, pevně fixuje spoj a chrání jej před chemickými činidly.
- Kouřová páska
Aplikuje se na nit ve směru hodinových ručiček. Utáhněte spojení pomocí kláves.
Výhody a nevýhody vhodného připojení
Spojení armatury poskytuje řadu výhod beze změny požadavků na těsnost spojů:
- všechny dokovací body jsou snadno a rychle vyměnitelné;
- změny v systému můžete provést sami změnou typu kování;
- pokud se potrubí pokazí, lze armatury znovu použít;
- není nutné žádné drahé speciální vybavení;
- lze připojit trubky z různých materiálů.
Nevýhodou je nemožnost spojení řezů s úhlovou částí, váha systému s dalšími prvky. Takové připojení bude po dlouhou dobu sloužit s přísným dodržováním instalační technologie.
Je-li vyžadováno podobné připojení
Spojení plastových a kovových trubek je vyžadováno poměrně často.

Všechny důvody můžete shrnout do 3 podmíněných bodů:
- Plánovaná a urgentní výměna interní komunikace
Ve 20. století byly všechny domy vybaveny hlavně litinovým potrubím. Postupně selhává litina a jsou vyměňovány plasty a kovoplasty. Polymerní výrobky jsou mnohem levnější, praktičtější a snadněji se instalují. Je nemožné vyměnit všechny komunikační linky v domě a v každém bytě najednou. Proto jsou při opravách staré litinové trubky spojeny s novými plastovými.
- Budova
Při stavbě jakýchkoli průmyslových a občanských budov, konstrukcí a pokládání potrubních vedení je jedno místo často instalováno jedním dodavatelem a další druhým. A jejich práce není vždy koordinovaná a použité materiály jsou stejné. Proto je střídání kovových a plastových komunikací v domácí výstavbě běžnou situací.
- Speciální případy
Někdy nastanou situace, kdy je technologicky nutné použít různé materiály. Například část potrubí je vystavena vysokému mechanickému namáhání a část potrubí korozi nebo vysokým teplotám. V této situaci jsou v problémových oblastech instalovány silnější ocelové prvky a všechny ostatní jsou namontovány z plastu.
Technologie svařování
Svařovací práce se provádějí pomocí svářecích strojů. Při elektrickém svařování se navíc používají transformátory (usměrňovače) a sada elektrod.Práce je bezpodmínečně nutné provádět pouze v ochranných prostředcích.
Při všech druzích svařování jsou části potrubí předem připraveny na svařované švy: vyčistěte, odřízněte přírubu, odmaštěte, odstraňte rez, barvu.
Proces dále závisí na metodě svařování:
- Metoda s plynem zahrnuje použití svařovacího drátu, kterým je šev naplněn jedním průchodem. Chcete-li okamžitě získat vysoce kvalitní výsledek, musíte mít speciální školení. Pokud z technologických důvodů vnější šev neposkytuje potřebnou těsnost, provede se před ním vnitřní. Optimální pro trubky s tloušťkou stěny do 4 mm;
- Metoda elektrického oblouku vyžaduje vyrovnání, instalaci do příchytů potrubních prvků. Je to proto, že práce se provádí po částech. Šev je tvořen vrstvou po vrstvě. Pro každý stupeň je použita elektroda s větším průměrem. Tato metoda se používá pro silnostěnné trubky;
- Nejúčinnějším způsobem je svařování v ochranném prostředí. Jako ochrana působí směs plynů: argon, kyslík, oxid uhličitý. Šev je čistý a odolný.
Po jakémkoli svařování se šev očistí od usazenin strusky, zkontroluje se jeho těsnost. Svařované spoje jsou odolné a esteticky příjemné.

Svar
Popis videa
Toto video ukazuje, jak se namontovat pomocí armatury Gebo
Svařování trubek
Svařování se používá výhradně pro bezzávitové spojení kovových trubek. U plastů a kovů se o této metodě uvažuje pouze tehdy, pokud byla na konec plastové trubky dříve umístěna kovová zástrčka nebo adaptér, který je dostatečně dlouhý, aby zabránil nadměrnému zahřátí plastu. Kromě toho se nedoporučuje používat plynové svařování, protože kov ještě více zahřívá.
Standardní postup svařování je následující:
- Na zamýšleném místě švu jsou provedeny zkosení;
- Spáry se očistí brusným papírem (začněte hrubým a dokončete jemným).
- Svařování se provádí svislým švem. V tomto případě je nutné sledovat oblouk a nepřítomnost „šmouh“ z elektrody.
- Když šev ztvrdne, zkontrolujte jeho pevnost (např. Klepáním kladivem).
- Dále je šev vyhlazen brusným papírem - nejprve hrubým a poté jemně zrnitým.
Výhody svařování spočívají v jednoduchosti samotného procesu, těsnosti spojení a možnosti použít jej pro jakýkoli průměr potrubí, aniž by se obávalo, že spojka bude malá.
Na poznámku! Svar se může zhroutit v důsledku silného zatížení nebo vibrací, protože v něm zůstává zbytkové napětí. Klasické svařování také nelze použít k propojení železa s mědí a hliníkem.

Svařovací šev na kovových trubkách Zdroj svarkaprosto.ru
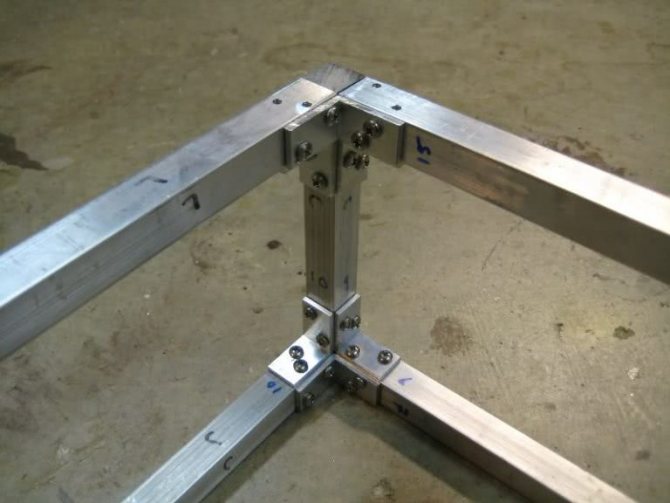
Pomocí přírub
Příruby umožňují vysoce kvalitní připojení profilové trubky bez svařování a závitování, což určuje jejich vysokou popularitu. Kromě toho jsou všechny příruby vyráběny v souladu s GOST, což znamená, že je docela snadné najít požadovanou součást.
Příruby jsou utahovací desky, které jsou přivařeny nebo přišroubovány k závitu, který byl dříve vyříznut na trubkách. S přírubami jsou také šrouby a matice vhodného průměru, které se používají k utažení desek. Posledním prvkem celé sady je O-kroužek, který opakuje tvar přírub a je při instalaci umístěn mezi ně.
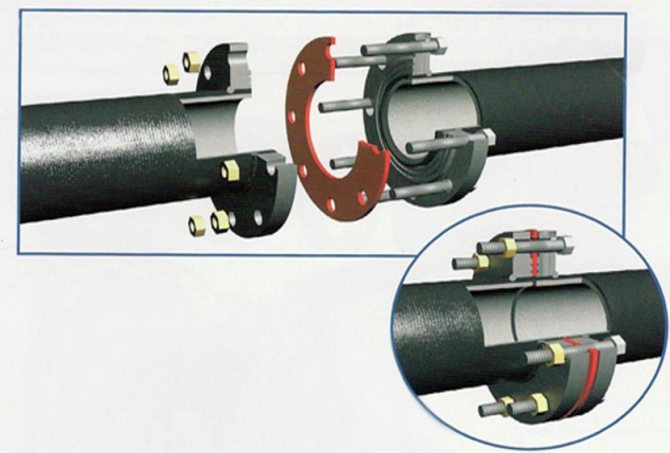
Příklad přírubového připojení Zdroj trubanet.ru
Spojky a jejich instalace
U bezzávitové metody se používají lisované železné, kovoplastové, ocelové spojky, lisovací spojky Gebo.
Kompresní spojky mají O-kroužek, převlečnou matici. Nezajišťují úplnou spolehlivost upevnění: pomocí mechanické síly lze trubku vytáhnout ze spojky. Jsou instalovány buď jako dočasná možnost během fáze opravy, nebo tam, kde se neočekává žádný vnější dopad.
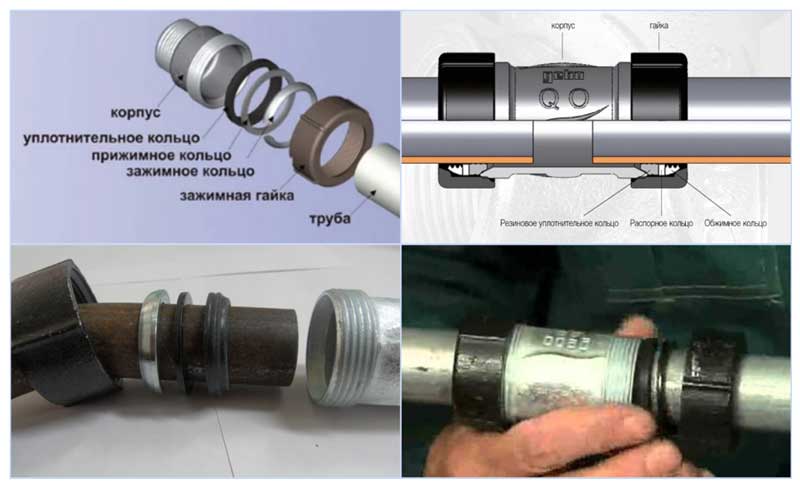
Krimpovací spojky Gebo mají tři kroužky:
- upínání;
- těsnění;
- upínání.
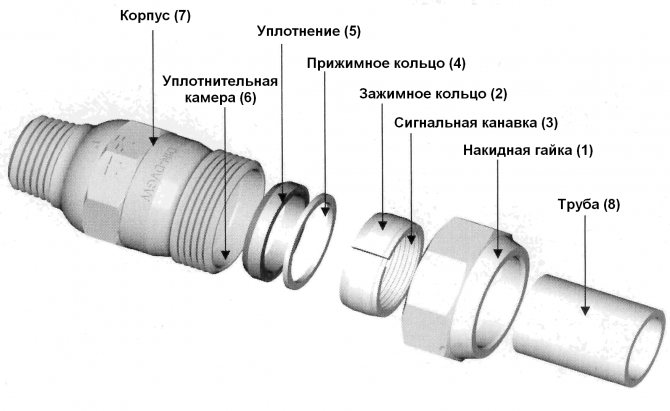
Všechny prvky jsou uloženy v kovovém pouzdře a spolu s upínací maticí tvoří obecné zařízení. Taková spojka je účinná při spojování ocelových konstrukcí s plastovými, PVC potrubími. Rozsah použití: vodovody, kanalizace a plynové systémy, kde tlak nepřesahuje 0,4 MPa. Mezi pozitivní aspekty používání spojky Gebo patří:
- univerzálnost použití;
- nepodléhá elastické deformaci;
- deklarovaná záruční doba používání je více než 10 let;
- odchylka 30 nemá vliv na kvalitu připojení;
- neexistuje vnitřní stres;
- nedochází k únavě kovů.
Originální spojky Gebo se prodávají nutně s pasem.

Spojovací připojení


Trochu o trubkách
Před připojením trubek z kovu a plastu byste je měli zvážit samostatně.
Nejčastěji se pro vytápění a kanalizaci v prostorách používají trubky z litiny, oceli, mědi a plastu. Měděné jsou při zpracování „měkčí“, ale jejich cena je také vyšší, takže se jim nedostalo široké distribuce.
Kovové jsou rozděleny do následujících poddruhů:
- Ocel... Často jsou náchylné ke korozi a vnitřní průměr se zmenšuje pouze s růstem rzi nebo plaku, což vede k potřebě časté výměny nebo čištění systému.
- Pozinkovaný... Jedná se o velmi obtížný materiál pro montáž nebo instalaci potrubí, ale jeho hlavním rysem je, že „pozinkované“ trubky jsou méně náchylné ke korozi a hromadění.
- Nerezová ocel... Není snadné to zvládnout a tržní hodnota je nejvyšší ze všech.

Spojovací spojení z kovu a plastu Zdroj san-kras.ru
Plastové trubky jsou vyrobeny z následujících materiálů:
- Polyethylen... Je velmi měkký a plastický, ale nevhodný pro vysokoteplotní vodu - při + 80 ° C začíná deformace materiálu a objevují se netěsnosti.
- Polypropylen... Volně odolává teplotám vody až do +90 ° C, což umožňuje použití těchto trubek i pro topné systémy. Polypropylen je lehký, což usnadňuje instalaci.
- Polyvinyl chlorid... Používá se k výrobě kanalizačního potrubí, protože tento materiál není vhodný pro vytápění a zásobování vodou.
Na poznámku! Teplota chladicí kapaliny v topných systémech nepřesahuje 85 ° C, a pokud není silný mráz, pak stačí asi 60 ° C a pro teplou podlahu a 25-35 ° C.

Plastové trubky s adaptéry Zdroj stroikairemont.com