Jsou brány v úvahu všechny fáze technologie výroby pěnového plastu. Seznam zařízení potřebných k výrobě tohoto materiálu. Jsou uvedena doporučení, s nimiž se musíte určitě seznámit před nákupem.
Mnoho z nás se s polystyrenovou pěnou setkalo vícekrát, vyzkoušeli to na dotek, něco z ní vyrobili, použili ve stavbě, pro domácí kutily. Ne každý však ví, jaká je technologie výroby pěnového plastu, jaké jsou jeho vlastnosti.
Kupodivu, ale při výrobě tohoto materiálu není nic super komplikovaného. A je pozoruhodné, že se nyní na trhu objevila spousta nekvalitního expandovaného polystyrenu, který se vyrábí bez zohlednění příslušných pravidel a předpisů.
Někteří řemeslníci dokáží vytvořit malou výrobní linku i v běžné garáži. Ano, nedivte se.
A to je třeba vzít v úvahu při nákupu - ne všechny Vasya Pupkins přísně dodržují předepsané technologické standardy. A jaké standardy mohou být v garáži?
Jak se vyrábí polystyren
Dříve jsme mluvili o tom, co to je expandovaný polystyren. Pamatujte, že tento materiál se skládá z mnoha buněk naplněných vzduchem. To znamená, že výrobní proces musí zahrnovat pěnění materiálu.
A je zde: proces pěnění je jedním z nejdůležitějších při výrobě expandovaného polystyrenu.
To však není vše.
Fáze technologie výroby pěny
Proces obvykle zahrnuje:
1. Pěnící. V průběhu tohoto procesu se surovina umístí do speciální nádoby (pěnící činidlo), kde se pod tlakem (používá se parní generátor) granule zvětší přibližně 20–50krát. Operace je provedena do 5 minut. Když pelety dosáhnou požadované velikosti, obsluha vypne parní generátor a vyloží pěnu z nádoby.
2. Sušení získaných granulí. V této fázi je hlavním cílem odstranit přebytečnou vlhkost zbývající na granulích. To se provádí pomocí horkého vzduchu - směruje se zdola nahoru. Zároveň se pro lepší sušení granule protřepávají. Tento proces také netrvá dlouho - asi 5 minut.
3. Stabilizace (sledování). Granule jsou umístěny do sil, kde probíhá proces stárnutí. Doba trvání procesu - 4,12 hodin (v závislosti na teplotě okolí, velikosti granulí).
Důležitá poznámka: technologie výroby expandovaného polystyrenu může vyloučit 2. stupeň (sušení). V tomto případě bude stabilizace (podestýlka) trvat déle - až 24 hodin.
4. Pečení. Tento krok při výrobě pěny se často nazývá formování. Závěrem je připojení dříve získaných granulí. Za tímto účelem se umístí do speciální formy, načež se granule slinují pod tlakem a za působení vysoké teploty vodní páry. Trvá přibližně 10 minut.
5. Zrání (stárnutí). Cílem je zbavit získané desky z expandovaného polystyrenu od přebytečné vlhkosti i od zbývajících vnitřních napětí. K tomu jsou listy na několik dní umístěny na prázdné místo ve výrobní dílně. V některých případech může zrání trvat až 30 dní.
6. Řezání. Vyrobené bloky polystyrenu jsou umístěny na speciálním stroji, na kterém jsou bloky rozřezány na listy příslušné tloušťky, délky a šířky.Tento výrobní proces se provádí pomocí nichromových strun zahřátých na určitou teplotu. V souladu s tím se provádí horizontální i vertikální řezání bloků.
Takto se vyrábí polystyren.
Po uvedených 6 fázích samozřejmě 7. etapa - zpracování zbývajících zbytků... Výsledkem je, že jsou smíchány s jinými granulemi, které poté podstoupí stejné procesy - slinování, stárnutí.
Zařízení používané při výrobě expandovaného polystyrenu je uvedeno ve formě tabulky:
Způsob suchého napěnění polystyrenu
Cílem vynálezu je zvýšit produktivitu procesu a rychlost pěnění polystyrenu PSV. Technického výsledku je dosaženo tím, že metoda suchého napěnění polystyrenu zahrnuje krátkodobé zahřívání PSV granulí na vzduchu, následné krátkodobé vystavení vakuu na zahřátých granulích, následné ochlazení granulí ve vakuu pod teploty viskózní -proudový stav polystyrenu a po ochlazení vakuové odstranění. Suché zahřívání granulí PSV se provádí v uzavřené nádobě naplněné horkým vzduchem. V tomto případě je vakuum vytvořeno odčerpáním vzduchu z uzavřené nádoby. Chlazení granulí se provádí hlavně zářením tepelné energie granulí. 2 c.p. f-ly, 3 dwg
Způsob suchého napěnění polystyrenu PSV se týká technologie získávání granulované polystyrenové pěny pro stavbu.
Expandovaný polystyrenový granulát se získává ze surového polystyrenového granulátu PSV (pěnový suspenzní polystyren) vyráběného chemickým průmyslem. Surové granule jsou nasyceny molekulami nízkovroucího produktu isopentanu s teplotou varu 28 ° C. Když se granule zahřívají, polystyrén granulí postupně přechází do viskózního stavu a isopentan se vaří a roztahuje granulovaný materiál tlakem svých par; dochází k pěnění (bobtnání) polystyrenu. Tato technologie používá teplotu asi 100 ° C; je to přirozený vztah k bodu varu vody a teplotě vodní páry za normálního atmosférického tlaku. Surové granule mají malou velikost: hlavně od 0,5 do 2,0 mm a po napěnění se množí v objemu. Tvarované tepelně izolační výrobky ve formě desek a segmentů jsou vyrobeny z pěnových granulí a granule se přidávají do betonu jako lehký agregát, aby se získal polystyrenový beton - nízko tepelně vodivý, lehký a dostatečně odolný materiál pro stavbu domů.
Známá metoda pěnění polystyrenu horkou vodou [A.S. 1578020 A1, tř. В29С 67/22, vyd. 07,15,90]. Tato metoda poskytuje dobrý výsledek, pokud jde o rychlost pěnění granulí. Metoda je jednoduchá, nekomplikovaná a technologická zařízení. Výhodou metody je možnost získání nízké rychlosti pěnivosti polystyrenu při teplotě vody pod 100 ° C s řízenou produkcí hustoty produktu v rozmezí od 200 do 20 kg / m3. Nevýhodou této metody jsou takzvané „mokré procesy“ (použití vody, odpařování vody, nutnost sušení granulí). Kromě toho musí být granule získané touto metodou nejen sušeny, ale také uchovávány po sušení po dobu až 24 hodin ve vzdušném prostředí s normální teplotou a vlhkostí, aby se v nich odstranilo vakuum, jinak se snadno zplošťují pod mechanickým namáháním. Doposud nebylo možné vytvořit vysoce výkonné technologické zařízení, které tuto metodu implementuje, proto se tato metoda v současné době ve výrobě nepoužívá.
Známá metoda pěnění polystyrenu PSV v prostředí horké vodní páry [A.S. 1458244 A1, tř. В29С 67/20, publ. 15/15/89]; tato metoda je široce používána ve stavebnictví.Tímto způsobem se získají pěnové granule z pěnového polystyrenu s objemovou hustotou 8 kg / m3 a vyšší. Průmysl vyrábí pěnivé látky malé i velké produktivity. Nevýhodou této metody jsou takzvané „mokré procesy“ (použití vody, tvorba páry z ní, potřeba sušení výsledného materiálu). Kromě toho musí být granule získané touto metodou nejen sušeny, ale také uchovávány po sušení po dobu až 24 hodin na vzduchu při normální teplotě a vlhkosti, aby se v nich odstranilo vakuum, jinak se snadno zplošťují pod mechanickým namáháním. Tento proces vyžaduje produkci významného množství horké páry, která spotřebovává velké množství tepelné energie.
Skutečnou nevýhodou způsobu je velmi rychlé pěnění v zóně hustoty produktu od 200 do 20 kg / m3, což ztěžuje získání produktu s danou hustotou v tomto rozmezí. K tomu se přidává neschopnost rychle určit hustotu výsledného produktu během tohoto procesu rychlé pěny, počítáno v sekundách, protože stanovení hustoty vlhkého produktu vyžaduje nejprve několik hodin sušení jeho vzorku.
Vzhledem k tomu, že se jako lehký betonový agregát používá značné množství granulovaného expandovaného polystyrenu, je v technologii polystyrenového betonu důležité zjednodušit a snížit náklady na technologii, snížit spotřebu energie a snížit objemovou hmotnost granulátu polystyrénová pěna ke snížení nákladů na polystyrenové betonové výrobky.
Známá metoda, považovaná za prototyp vynálezu, A.S. 680628, MKI3 B29D 27/00, vyd. 25. 8. 1979 a zařízení pro suché napěnění polystyrenu horkým vzduchem. V tomto případě není nutná ani horká voda, ani horká vodní pára, není nutné sušení napěněných granulí a dlouhá expozice, protože vakuum v nich je odstraněno během procesu pěnění. Proto je zapotřebí méně zpracovatelského zařízení, snižují se náklady na energii, šetří se výrobní prostor atd. Pěnící je hladší než pěnění párou, což je výhodné při získávání produktu se zvýšenou hustotou. Je snadné snížit rychlost pěnění snížením teploty vzduchu. Suché pěnění vám umožňuje rychle kontrolovat aktuální hustotu produktu během procesu a včas jej upravit. Suché napěnění však trvá 3-4krát déle než mokré napěnění a zvýšení teploty vzduchu vede k roztavení granulí. Rovněž není možné vyrábět granulovanou polystyrenovou pěnu s hustotou pod 16 kg / m3.
Autor předkládaného vynálezu dlouhodobě studuje způsob bobtnání polystyrenu za sucha, vývoj a výroba činidel expandujících suchým vzduchem, vědecké a technické zprávy mají státní registraci, byly získány patenty pro činidla expandující suchým vzduchem . Expandující látky vyráběné autorským podnikem jsou pokročilejší, minimální hustota expandovaného produktu získaného pomocí těchto expandujících látek v procesu jediné kontinuální expanze dosahuje 10 kg / m3. Termíny pěnění a otoky jsou v současné době podle nejnovějších publikací považovány za jednoznačné. Termín pěnění je běžnější, proto se používá dále. Během procesu výzkumu byly studovány procesy pěnění polystyrenu horkou vodou a horkou párou. Bylo zjištěno, že pěnění horkou vodou a horkou vodní párou poskytuje produkt s minimální hustotou 15 kg / m3. A pouze sekundární napěnění již napěněného produktu po jeho vysušení a každodenním stárnutí umožňuje dosáhnout hustoty 8 kg / m3.
To je vysvětleno následovně. Tlak par isopentanu při 20 ° C (293 K) je 79 kPa, což je méně než tlak okolního vzduchu (technická atmosféra 98 kPa, fyzická atmosféra 101 kPa).Zahřátím na 100 ° C se tlak par mírně zvýší. Bohužel neexistují žádné údaje o tlaku par isopentanu při teplotě asi 100 ° C. Pokud by byl isopentan při této teplotě plyn, pak by se jeho tlak zvýšil při zahřátí z 20 ° C (293 K) na 100 ° C (373 ° C) 373/293 = 1,27krát a dosáhl 79 1,27 = 100, 33 kPa. To se blíží atmosférickému tlaku, tj. prasknutí přetlaku by nepřekonalo odpor polymeru. Pravděpodobně je tlak par isopentanu stále o něco vyšší než atmosférický tlak, proto ve skutečnosti granule stále pění, i když na konci procesu nejsou příliš aktivní - v oblasti s nízkou hustotou produktu.
Účelem vynálezu je vytvořit technologii výroby granulované polystyrenové pěny suchým napěněním, aby se získal produkt s minimální hustotou s minimální dobou trvání procesu, což odpovídá maximální produktivitě technologie.
Tohoto cíle je dosaženo skutečností, že při způsobu suchého pěnění se polystyren PSV krátkodobě zahřívá a poté krátce vystaví vakuu, načež se ochladí bez odstranění vakua a po ochlazení granulí pod teploty viskózním stavu polystyrenu, vakuum se odstraní.
Suchý ohřev granulí se provádí v uzavřené nádobě naplněné horkým vzduchem a vakuum se vytváří odčerpáváním vzduchu z nádoby.
Chlazení granulí se provádí hlavně zářením tepelné energie granulí.
V důsledku eliminace vnějšího atmosférického protitlaku je tlak par isopentanu realizován v maximální možné míře - v maximální multiplicitě a maximální rychlosti zpěnění granulí. Zvýšení (napěnění) granulí pokračuje, dokud není tlak par isopentanu, který klesá v důsledku jeho expanze a částečné difúze z granulí, vyvážen protilehlými elastickými napětími materiálu granulí. V tomto případě minimální doba procesu pěnění pomáhá snížit ztrátu isopentanu, respektive maximální rychlost expanze. Kromě toho je zachování maximálního možného množství isopentanu zásadní pro technologii formování produktů z expandovaného polystyrenu, kde se formování produktů provádí sekundárním napěněním granulí z expandovaného polystyrenu kvůli zbytkovému isopentanu a vzduchu, který do granulí pronikl .
Chlazení granulí fixuje strukturu granulovaného materiálu a účinek vakua během ochlazování granulí jim nedovoluje zmenšovat se, díky tomu se zachová zvětšená velikost granulí i po odstranění vakua.
Snížení hustoty produktu a zvýšení produktivity procesu povede ke snížení nákladů na granulovanou polystyrenovou pěnu a k plné realizaci všech uvedených výhod procesu PSV za sucha.
Obrázek 1 ukazuje fotografii granulí získaných různými způsoby:
- horní řada granulí se získává tradiční metodou napěnění surových polystyrenových granulí v prostředí horké vodní páry (nad zrcadlem vroucí vody);
- střední řada granulí se získá napěněním surových polystyrenových granulí ve vroucí vodě;
- spodní řada granulí se získává navrhovanou metodou suchého napěnění surových polystyrenových granulí (suchý ohřev v horkém vzduchu s následnou evakuací).
Obrázek 2 ukazuje fotografii laboratorního zařízení pro implementaci navrhovaného způsobu na jedinou granuli, která je označena polohou 1, v poloze, kdy je granule v ohřívací zóně.
Obrázek 3 ukazuje fotografii laboratorního zařízení pro implementaci navrhovaného způsobu na jedinou granuli, která je označena polohou 1, když je granule vyjmuta z ohřívací zóny pro chlazení.
Zařízení umožňuje ohřívat samostatnou peletu PSV umístěnou na výsuvné vaničce v horkém suchém vzduchu. Ohřívač je vyroben ve formě držáku pokrývajícího prostor kolem 50 cm3 kolem zásobníku na pelety.
Ohřívač pelet je umístěn v odnímatelném skleněném krytu, jak je vidět na fotografiích, zařízení je utěsněno připojením k vakuové pumpě. Ohřívač je automaticky řízen elektronickým zařízením, které vám umožňuje nastavit a udržovat přednastavenou teplotu ohřívače v určitých mezích.
Zkušební experimenty v teplotním rozsahu 100 ... 125 ° C nastavují optimální teplotu pro experiment hlavního ohřívače 115 ° C, což odpovídá teplotě vzduchu v oblasti umístění granulí asi 105 ° C (měřeno jiné zařízení). Po zahřátí zařízení byla na prodlouženou misku umístěna PSV granule o průměru 1,6 mm a byla instalována skleněná čepička. Miska s peletami byla do ohřívače tlačena po určitou dobu, počítáno na celé minuty. Po předem stanovené době, například jedné minutě, bylo vakuové čerpadlo zapnuto na 20 sekund, poté byla miska s granulí vytažena z ohřívače na chlazení na 10 sekund bez odstranění vakua, poté byla vakuová pumpa zapnuta vypnuto. Po 20 sekundách se vakuum spontánně snížilo, skleněná čepička byla odstraněna, granule byla odstraněna z misky a její průměr byl měřen optickým mikroskopem s dvacetinásobným zvětšením a měřící stupnicí.
Chlazení granule ve vakuu nastává v důsledku záření tepelné energie, protože není tam žádná chladicí kapalina. K chlazení tedy dochází také rychle, bez tepelně izolačního účinku vzduchu. Dříve bylo zjištěno dalšími experimenty, že struktura polystyrenových granulí se stává poměrně tuhou již při 80 ° C.
Další PSV granule se stejným průměrem prošla stejným cyklem s dobou ohřevu o jednu minutu delší, se stejnými parametry procesu. Všechna data a experimentální výsledky byly zaznamenány.
Pro srovnání, ve stejném procesu, s jednotlivými granulemi stejné velikosti, ze stejného vzorku PSV, bylo provedeno napěnění v horkém suchém vzduchu bez použití vakua na stejném laboratorním zařízení a napěnění granulí na síťové misce nad zrcadlem vroucí vody ve víku zakrytém nádobou (což odpovídá tradičnímu bobtnání párou).
Původní a rozšířené kuličky byly rozloženy do řad a vyfotografovány společně s pravítkem v milimetrovém měřítku, obrázek 1, které umožňuje vizuální posouzení výsledků a rovnoměrné měření průměrů kuliček. Ale i bez měření je výsledný pozitivní efekt jasně viditelný.
V horní řadě jsou parou napěněné granule; je jasné, jak rychle PSV granule napěnily v první minutě. Pak se jejich velikost pomalu zvyšuje a maximum dosahuje ve 4. minutě. Dále dochází ke zmenšení průměru granulí - destrukce. To je způsobeno ztrátou expandujícího činidla, isopentanu, granulemi v důsledku difúze.
Ve střední řadě jsou granule napěněné na horkém suchém vzduchu bez vakua. Je vidět, že granule pění pomaleji než v parním prostředí, v 5. minutě dosáhnou své maximální velikosti, ale menší, než je maximální velikost granulí v případě napěnění párou, pak se velikost granulí snižuje v důsledku ztráta isopentanu. Je relevantní říci, že snížení rychlosti napěnění granulí je snadno a v širokém rozmezí dosaženo snížením teploty ohřívače.
Spodní řada obsahuje granule po napěnění pomocí stejného zařízení v horkovzdušném prostředí při stejné požadované teplotě pomocí vakua. Je vidět, že v tomto případě dochází k pěnění rychleji a ve větší míře.Rychlost a rychlost pěnění jsou v tomto případě přirozeně snadno a v širokých mezích regulovány teplotou ohřevu a stupněm evakuace.
Uvedené informace dokazují proveditelnost metody a možnost dosažení stanoveného cíle.
1. Způsob suchého napěnění suspendovaných pěnových polystyrenových granulí, zahrnující držení granulí v horkém vzduchu, vyznačující se tím, že po krátkém zahřátí granulí jsou podrobeny krátkému vakuu, poté jsou ochlazeny bez odstranění vakua a po ochlazení granulí pod teplotu viskózního stavu polystyrenu se vakuum odstraní ...
2. Způsob podle nároku 1, vyznačující se tím, že se suchý ohřev granulí provádí v uzavřené nádobě naplněné horkým vzduchem a vakuum se vytváří čerpáním vzduchu z nádoby.
3. Způsob podle nároku 1, vyznačující se tím, že ochlazování granulí se provádí hlavně zářením tepelné energie granulí.
Technologie výroby pěny přímo ovlivňuje kvalitu
Jak jsme řekli výše, trh je nyní naplněn značným množstvím nekvalitního materiálu. Může být vyroben v garážích, nějakých skladech.
Hlavním problémem však není to, kde je materiál vyroben (i když na kvalitu má vliv také životní prostředí), hlavním problémem není dodržování všech pravidel pro výrobu pěny.
Jaké mohou být odchylky od správné výroby polystyrénové pěny?
Nejrůznější - od nekvalitní granulace po špatné a nepřesné řezání pěnových bloků na listy.
Někteří chytří lidé neprovádějí stabilizaci, stárnutí. Pro ně je důležitá pouze rychlost výroby expandovaného polystyrenu.
„Čím více - tím lépe - vyděláme více peněz!“
Z tohoto důvodu se vlastnosti pěny značně zhoršily:
- může to být křehké, křehké,
- granule mohou být navzájem špatně spojeny,
- hustota může být nerovnoměrná.
Může to být také způsobeno nekvalitním, vadným vybavením, které bylo použito ve výrobě - pěny, sušičky, kompresory, parní generátory atd.
A dál důležitý okamžik: při špatných výrobních postupech může mít pěna štiplavý nepříjemný zápach. Takový obrázek je možný: přinesli si zbrusu nové listy z expandovaného polystyrenu domů, položili je do garáže nebo jiné místnosti atd. brzy uslyšeli, že místnost byla plná jakési štiplavého nepříjemného zápachu.
Recyklace je nejlepší způsob, jak se zbavit polystyrénového odpadu
Existuje alternativa k ukládání rozbitého a opotřebovaného zboží na skládku? Rozhodně. To je recyklace. Během zpracování a dalšího použití polymerní materiály neztrácejí své kvality, což nám umožňuje vyrábět z nich produkty se stejnou úrovní kvality. Náklady na tyto recyklovatelné materiály jsou však výrazně sníženy.
Recyklace plastů umožňuje nejen snížit riziko znečištění životního prostředí škodlivými toxickými výpary, ale také zlepšit vaši finanční situaci, protože za dodané polymery dostanete slušnou platbu. Naše organizace se již řadu let zabývá sběrem plastového odpadu a jeho dalším zpracováním.
Samotný proces recyklace se skládá ze tří hlavních fází:
- aglomerace;
- granulace;
- tvorba produktů.
Naše společnost má všechny potřebné licence a povolení pro sběr a zpracování recyklovatelných materiálů. Přijímáme všechny druhy polystyrénového odpadu, s výjimkou kontaminovaných kovovými vměstky a patřících do 1. třídy nebezpečnosti.
Závěry o výrobě pěny
- Tato technologie je poměrně jednoduchá, vyžaduje však povinné dodržování všech předepsaných pravidel a předpisů.
- Materiál (který bude navenek podobný kvalitě) lze získat i se značnými odchylkami od pravidel výroby. A toto používají „řemeslné“ firmy (špatní lidé).
Proto: nakupujte pouze výrobky od spolehlivých a důvěryhodných výrobců (kteří sledují kvalitu)... Zkontrolujte u dodavatelů příslušné certifikáty kvality.
Nyní víte, jak se vyrábí pěna, znáte hlavní rysy výrobní technologie a kterému materiálu musíte dát přednost. Hodně štěstí!
Pěnový plast se používá velmi často - je nepostradatelný jako tepelně izolační, dokončovací a obalový materiál. Jaký je? Jak probíhá výroba pěny, jaké suroviny a zařízení se používají? Pojďme na to!
Technologie výroby
V samotné myšlence, že podlaha v garáži vypadá jako mramor, je jeden důležitý technologický okamžik:
- Mramorový vzor se objevuje jako výsledek lomu světla v průsvitné podlahové krytině. Je jasné, že na podlaze není a nemůže být ani jeden gram mramoru v tenké vrstvě. Barva a struktura se vybírají pomocí tonerů;
- Základem podlahy je modifikovaný polystyren. Film z umělého mramoru se ukázal být tenký a velmi odolný, takže se nemusíte bát prasklin v důsledku padajícího nástroje nebo stop po špičaté gumě automobilu.
Technologie výroby zahrnuje uspořádání mramorové podlahy v garáži z pěny. Jakýkoli odpad z obalů, zbytky izolace z polystyrenové pěny, bez ohledu na značku a hustotu, to vše lze použít k vytvoření ochranného a zároveň dekorativního filmu s imitací mramorové struktury. Materiál se nanáší na beton běžným štětcem, schne dostatečně rychle. Renovace mramoru je dostatečně jednoduchá, stačí udělat novou maltu a štětcem ji nanést na podlahu garáže.

Snadnější a rychlejší výroba mramoru na podlaze v garáži v jedné vrstvě laku
Důležité! Mramorová podlaha bude muset být obnovována poměrně často, protože expandovaný polystyren se všemi svými výhodami má vyšší koeficient tepelné roztažnosti a velmi malou tažnost.
To znamená, že se silnými změnami teploty vzduchu a betonu se fólie z umělého mramoru postupně odlupuje, takže musíte mít malou zásobu materiálu, abyste mohli pravidelně obnovovat dekorativní podlahu v garáži.
Co je polystyren?
Pěny zahrnují všechny typy plastů plněných plynem.
Výrazné vlastnosti materiálu:
- porézní struktura, která se skládá z uzavřených buněk;
- nízká úroveň hustoty;
- vysoké zvukové a tepelné izolační vlastnosti.
Skupina pěnových plastů zahrnuje:
- polyvinylchloridový materiál;
- analog polyuretanu;
- močovino-formaldehydová pěna;
- fenolformaldehydový materiál;
- analog polystyrenu.
Nejběžnějším materiálem je expandovaný polystyren. Popíšu jeho výrobu. Expandovaný polystyren vytvořil v roce 1951 německá společnost BASF. Poté dostal značku „polystyren“.
Pěnový plast je pro svůj hlavní účel tepelně izolační materiál. Je to 98% vzduchu. Plyn je obsažen v mnoha malých tenkostěnných buňkách z polystyrenové pěny.
Jaké suroviny se používají?
Expandovatelný polystyren se používá jako surovina pro polystyren:
- Získává se pomocí polymerace styrenu suspenzního typu.
- Proces probíhá přidáním látky tvořící póry, což je směs isopentanu a pentanu. Objem směsi v materiálu je 5-6%.
- Pokud je pěna určena pro stavbu, přidá se do suroviny 1% zpomalovače hoření. Obvykle se jedná o sloučeniny bromu.
Polystyren se vyrábí ve formě granulí. Tyto sférické částice jsou ošetřeny antistatickými látkami. Zabraňují hromadění elektrických nábojů materiálem během jeho přepravy.Zpracování také zlepšuje vyrobitelnost surovin. Polystyrenové granule v ruštině označují PSV (expandovatelný polystyren).
Výrobci se liší značkami, typy pěny a surovinami. Před zakoupením materiálu si proto přečtěte jeho symbol v technické dokumentaci.
- EPS (expandovatelný polystyren), expandovatelný polystyren. Toto je mezinárodní označení pro granule. FS (samozhášivý polystyren) Je další možné značení.
- PSB (suspendovaná netlačená polystyrenová pěna) Je ruské označení pro polystyren.
PSB-S (suspendovaný samozhášivý pěnový polystyren) - další verze ruského značení.
Po tomto označení existuje digitální indikace stupně materiálu, pokud jde o hustotu.
Kde se polystyren používá?
Použití pěny bylo určeno jejími technickými vlastnostmi. Používají se oba tvarované výrobky z expandovaného polystyrenu a jeho drcený odpad.
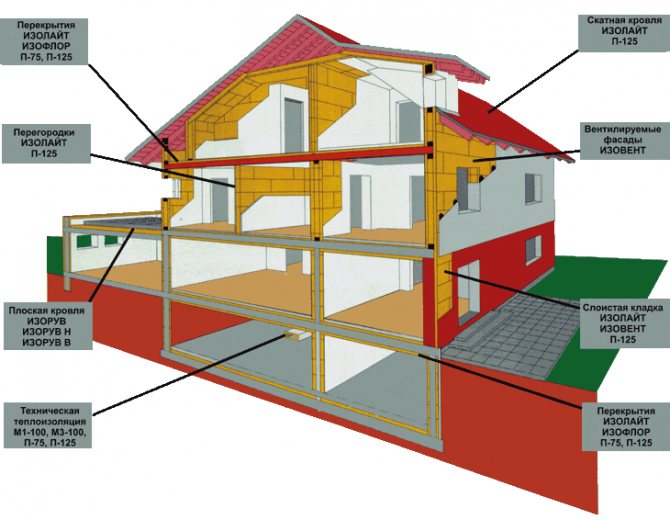
Pěnové desky se používají ve stavebnictví:
- Pro vlastní izolaci fasád a interiérů budov.
- K výrobě neodnímatelného bednění.
- V sendvičových panelech.
- Jako izolační vrstva uvnitř nosných konstrukcí (třívrstvé železobetonové panely nebo bloky, vrstvené zdivo).
- Jako izolační základna pod potěr pro tmelové nebo válcované střechy.
- Pro tepelnou izolaci podlah a sklepů.
- Jako ochrana proti zamrznutí základny vozovky.
Používá se také pěna:
- při stavbě lodí;
- v chladicích zařízeních;
- při uspořádání pontonů a plovoucích mola;
- jako obaly na potraviny a domácí spotřebiče.
Vzhledem k nízké ceně a snadnému zpracování se nyní široce používají dekorativní pěnové tvarované výrobky:
- soklové lišty;
- stropní dlaždice;
- lišty atd.
Složení polystyrenového betonu.
Polystyrenový beton patří ke kompozitním materiálům a skládá se z:
- Portlandský cement (pojivo),
- pěnový polystyren (plnivo),
- voda,
- přísada pohlcující vzduch (mikropěnící prostředek).
Jako mikropěnící činidlo se obvykle používá zmýdelněná dřevěná pryskyřice, jejíž malé množství vytváří vzduchové mikrobubliny v míchané cementové pastě a tím zvyšuje objem směsi na 10%. Kromě toho má SDO vlastnosti povrchově aktivní látky (povrchově aktivní látky), zlepšuje smáčení polystyrenových granulí vodou a zvyšuje homogenitu a plasticitu betonové směsi.
Levný a veselý - betonový dům ze dřeva. - zde jsou další užitečné informace.
Některé formulace používají přísadu dehtu ke zvýšení hydrofobních vlastností materiálu a polystyrenové betony s vyšší hustotou používají jako minerální plnivo křemenný písek. Pro přípravu všech kompozic se používá cement třídy M400 a vyšší a expandovaný polystyren v granulích o průměru 2,5-10 mm. Jako ekonomika je povoleno používat recyklovaný drcený polystyren.
Polystyrenový beton doma, video:
Výroba pěnových desek
Technologie výroby pěny zahrnuje následující fáze:
- Počáteční pěnění surovin;
- Stárnutí granulí;
- Jejich konečné pěnění;
- Slinování expandovaného polystyrenu do desek.
Nasycená pára se používá jako nosič tepla při výrobě pěny.
Předpěnění granulí
Předpěnění surovin — toto je nejdůležitější fáze výroby expandovaného polystyrenu. Ovlivňuje kvalitu konečného produktu:
- Plnění granulí do předpěňovače... Před tím se stanoví jejich požadovaný objem.
- Přívod páry... Dodává se při tlaku 4–6 bar.
- Pěnivé granule... Zároveň mnohonásobně zvyšují objem.
- Zastavení páry... To se stane, když granule dosáhnou objemu jednoho metru krychlového.
- Vyložení předpěňovače... Pneumatické dodávání napěněných granulí do sušičky a poté do záchytného koše.
Výroba pěnových hmot různé hustoty je ovlivněna:
- surovina, protože polystyrenové granule mají různou frakcionaci;
- objem naplněných granulí;
- charakteristiky páry;
- celkový objem již napěněných granulí.
Hustotu materiálu ovlivňuje také doba v předpěňovači:
- Pokud je časové období příliš dlouhépak granule začnou praskat. Proto se zvyšuje hustota.
- Pokud je doba pěnění krátká, potom bude mít pěna významnou změnu v hustotě. Proto budete muset snížit teplotu dodáním malého množství vzduchu a snížit napájení předpěňovače.
Pro výrobu lehkých pěnového polystyrenu (8-12 kg / m³) se používá opakované pěnění. Pelety, které mají být vloženy podruhé, musí být dobře nasyceny vzduchem.
Doba stárnutí surovin před opětovným napěněním by měla být 11-24 hodin. Čím menší jsou granule, tím kratší by mělo být jejich zrání.
Sušení a úprava pěnových surovin v zrajícím zásobníku
- Napěněné suroviny se suší v sušičkách. K tomu se k nim prostřednictvím perforovaného panelu přivádí ohřátý vzduch. Jeho teplota je + 30-35 ° C. Pelety se poté ochladí.
- Předpěněná surovina je vystavena mírnému vakuu. Pelety jsou proto citlivé na změny prostředí. Aby se z nich odstranilo vnitřní napětí, jsou vyfouknuty ventilátorem do skladovacího koše. Tam jsou suroviny stabilizovány.
- Na základě značky použitých surovin může být doba úpravy od 11 do 24 hodin.
- Okolní teplota při držení pelet by měla být + 16-20 ° C. Pokud je nižší, měla by se doba kondicionování prodloužit. V létě by při teplotách nad +20 ° C měla být doba zdržení zkrácena.
Když jsou pěnové granule dodávány do sil, jejich zdánlivá hustota se zvyšuje v důsledku jejich srážek s vnitřními stěnami dopravníku. Toto zvýšení hustoty je třeba vzít v úvahu při určování parametrů pěnění.
Ve fázi zadržování granulí do nich vstupuje vzduch díky skutečnosti, že tlak uvnitř koulí je nižší než atmosférický tlak. Pentan a voda jsou vytlačovány ze suroviny, dokud se nestabilizuje.
Příjem
Průmyslová výroba polystyrenu je založena na radikální polymeraci styrenu. Existují 3 hlavní způsoby, jak jej získat:
Emulze (PSE)
Nej zastaralejší způsob získávání, který se ve výrobě příliš nepoužívá. Emulzní polystyren se získává jako výsledek polymerační reakce styrenu ve vodném roztoku alkalických látek při teplotě 85-95 ° C. Tato metoda vyžaduje styren, vodu, emulgátor a iniciátor polymerace. Styren se předběžně čistí z inhibitorů: treblytil-pyrokatechol nebo hydrochinon. Jako iniciátory reakce se používají sloučeniny rozpustné ve vodě, oxid uhličitý nebo persíran draselný. Jako emulgátory se používají soli mastných kyselin, zásady (mýdlo) a soli kyseliny sulfonové. Reaktor je naplněn vodným roztokem ricinového oleje a za důkladného promíchání jsou zavedeny iniciátory styrenu a polymerace, načež se výsledná směs zahřeje na 85-95 ° C. Monomer rozpuštěný v mýdlových micelách začíná polymerovat z kapiček emulze. Ve výsledku se tvoří částice polymer-monomer. Ve stadiu 20% polymerace se micelární mýdlo spotřebovává pro tvorbu adsorbovaných vrstev a proces pak probíhá uvnitř polymerních částic. Proces končí, když je obsah volného styrenu nižší než 0,5%. Emulze se dále transportuje z reaktoru do fáze srážení, aby se dále snížil obsah zbytkového monomeru, přičemž se emulze koaguluje s roztokem chloridu sodného a suší se, čímž se získá prášková hmota s velikostí částic až 0,1 mm .Zbytky alkalických látek ovlivňují kvalitu výsledného materiálu, protože není možné úplně odstranit cizí nečistoty a jejich přítomnost dává polymeru nažloutlý odstín. Tuto metodu lze použít k získání polystyrenu s nejvyšší molekulovou hmotností. Polystyren získaný touto metodou má zkratku PSE, kterou najdete v technické dokumentaci a starých učebnicích polymerních materiálů.
Zavěšení (PSS)
Způsob suspenze polymerace se provádí v dávkovém režimu v reaktorech s míchadlem a pláštěm odvádějícím teplo. Styren se připravuje suspendováním v chemicky čisté vodě za použití stabilizátorů emulze (polyvinylalkohol, polymethakrylát sodný, hydroxid hořečnatý) a iniciátorů polymerace. Proces polymerace se provádí s postupným zvyšováním teploty (až 130 ° C) pod tlakem. Výsledkem je suspenze, ze které se polystyren izoluje odstředěním, poté se promyje a vysuší. Tento způsob výroby polystyrenu je rovněž zastaralý a je nejvhodnější pro výrobu styrenových kopolymerů. Tato metoda se používá hlavně při výrobě expandovaného polystyrenu.
Blokovat nebo hromadně (PSM)
Existují dvě schémata výroby univerzálního polystyrenu: úplná a neúplná konverze. Tepelná polymerace ve velkém podle kontinuálního schématu je systém 2-3 kolonových reaktorů zapojených do série míchadly. Polymerace se provádí postupně v benzenovém prostředí - nejprve při teplotě 80 - 100 ° C a poté ve fázi 100 - 220 ° C. Reakce se zastaví, když stupeň přeměny styrenu na polystyren je až 80-90% hmotnosti (při metodě neúplné přeměny se stupeň polymerace zvýší na 50-60%). Nezreagovaný styren-monomer se odstraní z polystyrenové taveniny evakuací, čímž se sníží obsah zbytkového styrenu v polystyrenu na 0,01-0,05%, nezreagovaný monomer se vrací do polymerace. Polystyren získaný blokovou metodou se vyznačuje vysokou čistotou a stabilitou parametrů. Tato technologie je nejúčinnější a nemá prakticky žádný odpad.
Jak si vybrat zařízení pro výrobu expandovaného polystyrenu?
Pokud se rozhodnete pro výrobu vlastního polystyrenu, musíte si vybrat správné vybavení pro svou dílnu. Vyberte komponenty výrobního zařízení na základě objemu plánovaných produktů.
Pokud například požadované množství materiálu není větší než 1000 metrů krychlových za měsíc, potřebujete linku s kapacitou 40 metrů krychlových za směnu. Bude schopna dát tento objem pěny.
Vezměte prosím na vědomí, že odhadovaná kapacita linky se nemusí shodovat se skutečnou. Záleží na následujících bodech:
- Nejdůležitější faktor - původ surovin: dovážené nebo domácí. U ruských pelet může produktivita mírně poklesnout.
- Druhá nuance - stupeň pěny, který budete vyrábět. Expandovaný polystyren PSB-12 má tedy hustotu méně než 12 kg na metr krychlový. Proto jej lze získat pouze dvojitým napěněním. To snižuje výkon linky.
Je lepší zvolit zařízení na výrobu pěny, které má vysoký výkon. Není nutné využívat nízkoenergetické vedení na hranici svých schopností, může brzy selhat.
Jak si vybrat parní generátor?
Zdrojem páry je parní generátor (parní kotel). Jeho minimální kapacita by měla být 1 200 kg za směnu. Doporučuje se však zakoupit parní kotel vyšší kapacity. To umožní další zlepšení výkonu zařízení.
Lehký beton
Nabízíme vám předpěňovací prostředek, aka pěnivý prostředek pro polystyrenové granule!
Kuličky z polystyrenu (polystyrenové granule)aplikovat:
- při izolaci základových desek a stěn;
- při výrobě polystyrenového betonu;
- ve formě lůžka absorbujícího nárazy;
- pro zastřešení s plochým sklonem;
- pro směsi s betonem nebo cementem s pěnovými drobky;
- pro tepelnou izolaci výkopových trubek;
- pro výrobu cemento-pískového potěru;
- jako nejlepší výplňový materiál pro stěny se vzduchovou mezerou.
Kde jinde se používají kuličky z expandovaného polystyrenu?
- Expandovaný polystyrenový beton.
- Bloky s pěnovými třískami.
- Betonová podlaha s pěnou.
- Beton s pěnovými pilinami.
- Naplnění podlahy pěnovými třískami.
- Bezrámový nábytek.
- Výplň do polštářů.
- Výplň sedadla.
- Výplň židle.
- Plnivo pro hračky.
- Výplň pro těhotné ženy.
- Zařízení pro výrobu pohovek.
- Bloky s pěnovými třískami.
- Betonová podlaha s pěnou.
- Beton s pěnovými pilinami.
- Naplnění podlahy pěnovými třískami.
- Výplň pro bezrámový nábytek.
Důležité ukazatele trvanlivosti služby expandovaného polystyrenu jsou:
- - průměr granule by měl být od 1 do 8 mm a maximální odchylky v lineárních rozměrech by měly být menší než 0,5 mm;
- - hustota pokrytí vyplněného prostoru (od 8 do 30 kg / m3);
- - správný geometrický tvar a barva (sférické bílé koule);
- - pevnost v tlaku s nízkou pravděpodobností deformace (0,005 - 0,026 kg / cm2);
- - nízká tepelná vodivost suchých granulí při teplotě 25 ° C (0,053 - 0,036 W / mxK).
Kuličky (strouhanka) jsou baleny v polyetylenových pytlích o objemu 0,25 - 1 m3. Tepelná izolace s pěnovými třískami je považována za nejspolehlivější studenou metodou tepelné izolace podlah, stěn nebo střech.
- - zvuková izolace (granule mají drsný povrch, který špatně vede zvukové vibrace);
- - tepelná izolace (úplné naplnění vzduchového polštáře malými granulemi v místě, které má být izolováno, odstraňuje případné studené mosty);
- - amortizační kapacita (po stlačení koule neztratí svou strukturu a rychle získají svůj předchozí tvar);
- - jednoduchost práce a přepravy (má nízkou hmotnost a co nejvíce vyplňuje požadovaný prostor);
- - výkon (rozsah provozních teplot od -190 ° C do + 87 ° C);
- - bez zápachu a nezpůsobuje alergické reakce;
- - odolnost proti vlhkosti (nedostatek absorpčních vlastností);
- - ziskovost (relativně nízké ceny produktu a možnost snížení cen jiných materiálů v důsledku míchání roztoků s pěnovými drobky).
- - šetrnost k životnímu prostředí (materiál je netoxický a bezpečný pro lidi);
Nabízíme moderní ilustrovaný praktický průvodce pro technology pro výrobu kuliček z expandovaného polystyrenu. Sada obsahuje 2 knihy. Kompletní technologické předpisy pro výrobu kuliček z expandovaného polystyrenu. Komplexní informace o výrobní technologii vycházející z našich vlastních praktických zkušeností. A zkušenost je mocná věc! - Materiál je prezentován v extrémně srozumitelné formě, v jednoduchém a srozumitelném lidském jazyce; - bez prázdných frází a jiné boltologie; - bez vzorců a vědeckých termínů; - pouze konkrétní a užitečné praktické rady, které potvrzují barevné fotografie z praxe; - kompletní technologické předpisy pro výrobu kuliček z expandovaného polystyrenu; - cenné informace o všech přísadách pro výrobu granulí z expandovaného polystyrenu; - režimy pěnění; - teplotní podmínky; - všechny jemnosti a tajemství výroby kuliček z expandovaného polystyrenu; - varování před chybami; - mnoho užitečných a konstruktivních rad pro výrobce pěnových kuliček. Vše je „žvýkáno“ do nejmenších detailů, fotografickými materiály. Všechny jemnosti a tajemství výroby pěnových kuliček. Minimum teorie je maximum praxe. „A zkušenost, synu těžkých chyb.“ Musíte platit za znalosti. Jinak hory vadných výrobků !!!
Dalším krokem ve vývoji může být výroba pěnových fólií.Kromě výroby desek z expandovaného polystyrenu existuje příležitost vyvinout související oblasti na již vytvořené výrobní základně, jako je trvalé bednění z expandovaného polystyrenu, výroba dekorativních prvků pro dokončování budov a prostor, výroba různých obalů , výroba stěnových bloků z polystyrenového betonu, fasádních tepelných panelů, všechny tyto oblasti mohou být realizovány se základním vybavením pro výrobu expandovaného polystyrenu a doplněním vybavení nezbytného ve směru.
Kontaktní osoba: Vladimir Petrovič. Více se dozvíte na našich webových stránkách.
Výstup
Pěnu lze vyrobit z granulí různých velikostí a původu. Na trhu existují druhy s různou hustotou a tloušťkou, proto to berte v úvahu při nákupu materiálu.
Při výběru zařízení pro výrobu desek z expandovaného polystyrenu berte v úvahu jeho typ, výkon, úplnost a úroveň automatizace. To přímo ovlivňuje objem a kvalitu vyráběného materiálu.
Video v tomto článku vám pomůže lépe porozumět tématu. Pokud vám něco zůstane nejasné, položte otázky v komentářích.
- Pěnový polystyren... Suroviny se ukládají do speciální nádoby, kde se materiál zpracovává párou nízkovroucích kapalin. V důsledku pěnění se objem granulí zvětšuje od 20 do 50krát. Po dosažení požadované úrovně granulí se průtok páry zastaví a pracovní materiál se odstraní z nádrže. Samotný proces trvá asi 4 minuty.
- Zrání... Po vysušení je materiál odeslán do speciální nádoby na zrání podle značky (15, 25, 35 a 50), kde probíhá proces zrání. Doba celého postupu trvá od 4 do 12 hodin, v závislosti na velikosti granulí a prostředí t.
- Vytvrzovací bloky... Připravené bloky jsou tříděny podle značek a uloženy. Zpočátku mohou bloky stále vydávat zbývající vlhkost. Doba zrání bloků trvá od 12 do 30 dnů.
- Řezání pěnových bloků. Na speciálním pěnovém stroji se provádí řezání strun z pěnových bloků na desky určitých rozměrů. Standardní velikosti jsou 20, 30, 40, 50 a 100 mm, možné jsou i jiné velikosti.
Produkční technologie
Polystyren pro izolaci stěn je sám o sobě speciální tepelně izolační materiál, který je vyroben z granulí polymerního styrenu (termoplastického polymeru). Struktura látky připomíná klasický pěnový plast, ale liší se od ní výrobní technologií.
Deskový polystyren se vyrábí pro izolaci budov smícháním granulí látky se speciálním pěnivým práškem, barvivy a jinými přísadami. Pod vlivem vysokých teplot je materiál vytlačován z extruderu ve formě speciálních desek. Poté se deska ochladí a rozřezá na určitou velikost (u každého výrobce se zpravidla liší).

Použití polymeru pro vnější tepelnou izolaci stěn soukromého domu
Díky použití této technologie získává izolátor jedinečné výkonové charakteristiky, včetně dodatečné zvukové izolace, odolnosti proti vlhkosti, trvanlivosti a pevnosti. Struktura materiálu je jednotná, skládá se z malých buněk, z nichž každá má velikost 0,1-0,3 mm.
Aby se zabránilo vznícení extrudované izolace, přidávají se do jejího složení retardéry hoření - látky odolné vůči otevřenému ohni a vysokým teplotám.
Vlastnosti a vlastnosti
Tepelně izolační materiál, který se v dnešní době používá k izolaci lodžií a dalších předmětů, má nejhustší strukturu bez mikropórů, a proto je jeho pevnost v tlaku extrémně vysoká.
Kromě toho je polymer mrazuvzdorný, neutrální vůči chemickým látkám, biologickým účinkům (nepodléhá ničení plísněmi a hlodavci).
Díky svým vysoce výkonným vlastnostem poskytuje polystyren nejen dobrou tepelnou izolaci, ale také chrání povrchy před vlhkostí a zabraňuje pronikání cizích zvuků.
Možnosti extrudované pryskyřice pro každý povrch v budově
Oblasti použití
V současné době existuje mnoho oblastí použití moderního polystyrenového materiálu. Izolace polystyrenem je univerzální proces, protože s materiálem můžete pracovat za každého počasí a dokonce i v mrazech.
Polystyren bude díky svým technickým kvalitám nepostradatelný při provádění následujících prací:
- Tepelná izolace různých typů střech a stropů;
- Izolace základů a sklepů budov (zatímco venkovské domy nejsou jedinou možností);
- Izolace stěn s polystyrenem venku a uvnitř domu;
- Účinná tepelná izolace podlah v budovách a konstrukcích různých typů a velikostí;
- Izolace lodžií a balkonů. Podobně jako u izolace stěn lze proces provádět jak venku, tak uvnitř domu.
Rada. Polystyren je vysoce kvalitní a praktický materiál, ale zároveň je třeba při jeho instalaci dodržovat určité požadavky. Zejména nedovolte, aby benzín a jiná rozpouštědla zasáhla povrch izolace, protože by to mohlo vést ke zničení polystyrenu.

Střešní izolace z polymerového materiálu
Co je to polystyren
Polystyren je produktem polymerační reakce styrenu. Chemický vzorec styrenu: С6Н5СН = СН2.
Polystyren je pevná látka podobná sklu, která propouští až 90% světla. Polystyren nevede elektřinu a teplo, dobře se rozpouští v organických rozpouštědlech, jako jsou ketony, aromatické uhlovodíky, aldehydy a ethery. Je špatně rozpustný v alkoholech, neinteraguje s kyselinami a zásadami a je pasivní vůči vodě.

Tzv. Expandovaný polystyren získaný zahřátím polystyrenu nadouvacími činidly získal ve stavebnictví velkou popularitu. Po ochlazení je výsledný materiál tuhá struktura s buňkami naplněnými vzduchem (pouze 2% hmotnostní jsou polymery a 98% je vzduch). Expandovaný chlazený polystyren se nazývá expandovaný polystyren (označuje pěnu - jedná se o celou třídu pěnových plastů).
Expandovaný polystyren je látka s nízkou tepelnou vodivostí, je perfektně řezaná nožem, snadno se sestavuje a nehodí se k radioaktivnímu záření.