I moderne bygninger er meget store områder designet af glas. Brug af dette materiale i arkitektur er ikke begrænset til funktionen af transmission af lys til rum, det spiller en vigtig rolle i design, der giver bygningen et attraktivt udseende.
Nye teknologier gør det muligt at producere dobbeltvinduer med meget store, endda gigantiske dimensioner. Sådanne dobbeltvinduer kaldes på grund af deres størrelse jumbo-glas, fra det engelske ord jumbo - kæmpe. Store dobbeltvinduer bruges til at glasere facaderne i moderne bygninger, butiksvinduer, opførelse af glasskillevægge i det indre af indkøbscentre og kontorer.
Disse briller er kendetegnet ved fremragende lystransmission, ideel blank overflade og holdbarhed.
HOVEDPARAMETRE OG KARAKTERISTIKA
1.1 Produkter skal fremstilles i følgende dimensioner:
til flade rektangulære ikke-hærdede produkter med en tykkelse på 3 til 19 mm: i overensstemmelse med tabel 1, tillæg nr. 1 til disse TU LLC "Grand Glass".
Produkternes geometriske dimensioner (længde og bredde) er angivet i applikationen, indkøbsordren eller købsaftalen.
1.2 Dimensionerne fra klienten er hans eneste ansvar.
1.3 Ansvaret for tilvejebringelse af dimensioner ligger kun hos LLC "Grand Glass" i tilfælde af afgang fra autoriserede repræsentanter fra LLC "Grand Glass" til klientens websted.
1.4 Grænseafvigelser for de geometriske dimensioner for rektangulære produkter bør ikke overstige størrelsestolerancen specificeret i tabel 1.
1.5 Forskellen i længderne på diagonalerne i rektangulære produkter skal svare til tabel 2.
1.6 Maksimumafvigelser i tykkelse må ikke overstige 0,5 mm.
1.7 Kanten af produkter kan være:
- poleret (w / c);
- poleret (p / c);
- poleret facet fra 5 til 50 mm bred (w / f);
- ubehandlet (b / o);
- dobbeltbølge (kaskade).
Bemærk: Typen og kravene til kantbehandling behandles ved bestilling. Behandlingsbegrænsninger - i overensstemmelse med tabel 1 i tillæg nr. 1
1.7.1 Spåner og revner med en dybde på højst 5 mm er tilladt i enderne af uforarbejdede produkter
1.7.2 Overfladen på jordkanten har et ikke-ensartet, mat bølget udseende, kantens profil langs forarbejdningslinjen kan ændre sig, afvigelse fra den rette forarbejdningslinje er tilladt op til 3 mm.
1.7.3 Langs forarbejdningskanten af jordkanten er mikrochips med en karakteristisk størrelse mindre end 1 mm tilladt
1.7.4 Overfladerne på den polerede kant skal bearbejdes jævnt i hele længden.
Bemærk:
- Områder med ikke-poleret kant er tilladt for glastykkelse 8-19 mm.
- Sløvhed, risici og mikrochips op til 0,2 mm er tilladt, hvilket ikke skelnes visuelt fra afstand
1 m når den er oplyst i henhold til GOST 111-2001.
1.7.5 Chips og revner er ikke tilladt på produkter med en poleret facet.
1.7.6 På den skrå overflade af produkter er ridser, chips og flis ikke tilladt.
1.7.7 På parringslinjen for den skrå overflade af produkterne er mikrochips med en karakteristisk størrelse mindre end 0,2 mm tilladt.
1.7.8 Facet og poleret krøllet kant ved overgang til en lige linje kan have en synlig overgangslinje.
1.7.9 På produkter med en poleret facet tillades forskydning af facets parringslinje i forhold til produktets vinkel op til 5 mm.
1.7.10 Ved affasning af glasoverfladen med en tykkelse på op til 6 mm har produktets ende et mat, ikke-ensartet udseende; chips og revner er tilladt højst 1 mm.
1.7.11 Ved skråning af glasoverflader med en tykkelse på 8 mm eller derover skal kanten bearbejdes.
1.8 Huller
1.8.1.Formen, dimensionerne og placeringen af huller på produkterne er angivet på tegningerne (skitser), og hvis
der er ingen skitse, det er standard.
1.8.2 Den mindste afstand mellem hullerne skal mindst være summen af deres diametre.
1.8.3 Afstanden fra produktets kant til midten af hullet skal mindst være summen af to diametre
dette hul.
1.8.4 Tolerancen for huldiameteren skal svare til værdierne i tabel 4.
1.8.5 Når der bores et hul, er det tilladt spåner på hullets kanter med en karakteristisk størrelse på højst 3 mm.
1.8.6 Huller forsænkes i glas med en tykkelse på 4 mm til 19 mm i en vinkel på 45 grader til en dybde på ikke mere end halvdelen af glasets tykkelse.
1.9 Produkter fremstillet af en skabelon.
1.9.1. Produkter med kompleks form (ikke-rektangulær, krumlinjet), fremstillet i henhold til en skabelon, skal svare til skabeloner af ordentlig kvalitet.
1.9.2. Afvigelser i form af produkter med kompleks form, lavet i henhold til en skabelon, fra formen på kontrolskabelonen (reference) skal ikke overstige værdierne i tabel 3.
Bemærk: Skabelonen til kontrol (reference) skal være lavet af hårdt materiale (hardboard, krydsfiner osv.).
1.10 Tegning på produktet
1.10.1 Tegningen, der anvendes på produktet, skal svare til prøverne - standarder aftalt ved bestilling. Hvis der kræves en forsinket godkendelse af layoutet, beregnes ordreudførelsestiden fra datoen for godkendelsen af layoutet hos kunden.
1.10.2 Skibsføreren kan foretage justeringer af tegningen under hensyntagen til produktets egenskaber uden forudgående varsel til klienten, hvis strengt overholdelse af prøven ikke tidligere var aftalt.
1.11 Gravering på produktet
Graveringen kan være v-formet og u-formet.
Begrænsninger i gravering er vist i tabel 2 i tillæg nr. 1.
1.12 Indikatorer for udseende
1.12.1 Med hensyn til udseendeindikatorer (mangler) skal produkter fremstillet af glasplader og spejle overholde kravene og lovgivningsmæssig dokumentation for den anvendte glastype GOST 111-2001, GOST 17716-91 og heller ikke overstige de specificerede standarder i tabel 5.
1.12.2 Produkter leveret i en batch skal have samme farve (GOST 6799-2005). Entreprenøren garanterer ikke farveskærmens identitet (spejl, glasfarvet i massen, baguette, selektiv (titanium) belægning, dekorative film, tilbehør).
Bemærk
:
Mangler betragtes som mangler, der er synlige i en afstand af 1 m under rumbelysning.
På produkter, der har bestået individuelt råmaterialevalg * og to-niveau kvalitetskontrol ** (VIP-produkter), er mangler ikke tilladt, se tabel 5, de maksimale afvigelser angivet i tabel 1-4 halveres.
* råvarevalg - individuel prøveudtagning af materiale uden fabrikationsfejl fra hele partiet af spejl eller glasplade.
** Kvalitetskontrol på to niveauer - dobbeltkontrol af kvaliteten af det fremstillede produkt af QCD-medarbejderen og produktionschefen. Produktet er mærket med et specialstempel.
1.13 Yderligere krav til hærdet fladt og bøjet varmeforstærket glas
1.13.1 Mål, mm
- Til flade rektangulære hærdede produkter:
- Maksimal størrelse med en tykkelse på 4mm 2400x1800 mm
- Maksimal størrelse med en tykkelse på 5-19 mm 3210x2250mm
- Mindste størrelse 350x150mm
- For bøjede produkter med en tykkelse på 4 til 12 mm (LxH, hvor L er buelængden, H er højden):
- Maksimal størrelse 1800 × 2400 mm
- Mindste størrelse 500x200mm
1.13.2 Mindste bøjningsradius for et produkt med en tykkelse:
- 4-6mm 800mm
- 8-12mm 1300mm
1.13.3 Mulig afvigelse af den bøjede side af produktet fra den specificerede radius, mm,
- Med glastykkelse:
- 4-6mm ± 3
- 8-12mm ± 4
1.13.4 Eventuel afvigelse af produktplanet under hærdning, mm,
- Med glastykkelse:
- 4-6 mm til 4
- 8-19 mm til 6
1.13.5 Afvigelse af produktets akkord fra de specificerede dimensioner ± 3 mm.
1.13.6 Arten af destruktion af bøjede hærdede produkter i overensstemmelse med GOST 30698.
1.13.7 For hærdet og bøjet hærdet glas er defekter tilladt i overensstemmelse med tabel 5.
1.14. Yderligere krav til buet glas:
1.14.1 Buet glas betragtes som et VIP-produkt
1.14.2 Størrelser på bøjede produkter med en tykkelse på 4 til 12 mm
- De maksimale mål er 2000x1000 mm (for større størrelser er det nødvendigt at specificere i hvert tilfælde)
- Mindste mål 300 × 300 mm
- Maksimal højde 500 mm
Længden af bøjningsbuen bør ikke overstige summen af to bøjningsradier.
1.14.3 Produktets mindste bøjningsradius: 240 mm.
1.14.4 Trin af den indstillede bøjningsradius: 2 mm.
1.14.5 Afvigelse af den bøjede side af det bøjede produkt fra den specificerede radius
- Med en glastykkelse på 4-6 mm ± 3 mm
- Med en glastykkelse på 8-12 mm ± 4 mm
1.14.6 Afvigelsen af produktets akkord fra de angivne dimensioner kan være ± 3 mm.
1.14.7 For buet glas er defekter tilladt i overensstemmelse med tabel 5.
1.15 Yderligere krav til lamineret glas:
1.15.1 Mål, mm
- Maksimale dimensioner 3000 × 2000 mm
- Mindste mål 150 × 150 mm
1.15.2 Typen af de sammensatte glasplader, kravene til tykkelsen af lamineret glas, antallet af klæbende lag er angivet i designdokumentationen som aftalt med forbrugeren.
1.16 Yderligere krav til stamalit:
1.16.1 Dimensioner
- Maksimal størrelse med en tykkelse på 4 mm 2400 × 1100 mm
- Maksimal størrelse med en tykkelse på 5-19 mm 3000 × 1100 mm
- Mindste størrelse 350 × 150 mm
1.16.2 Stemalitfarve er specificeret i ansøgningen eller leveringskontrakten.
1.16.3 Farve og farvning kan afvige fra prøvestandarden, godkendt på bestillingstidspunktet, eller standard RAL-skalaen med en halv tone.
1.16.4 Maksimal korrespondance af stemalitfarve til standard RAL-skalaen er kun mulig, når der anvendes klaret glas.
1.16.5 Stemalite kanter skal være færdige.
1.16.6 Med hensyn til udseende (defekter) skal stemalit opfylde kravene til det tilsvarende originale glas.
1.16.7 Ingen ridser er tilladt på et lag af stemalitmaling, laget skal være jævnt.


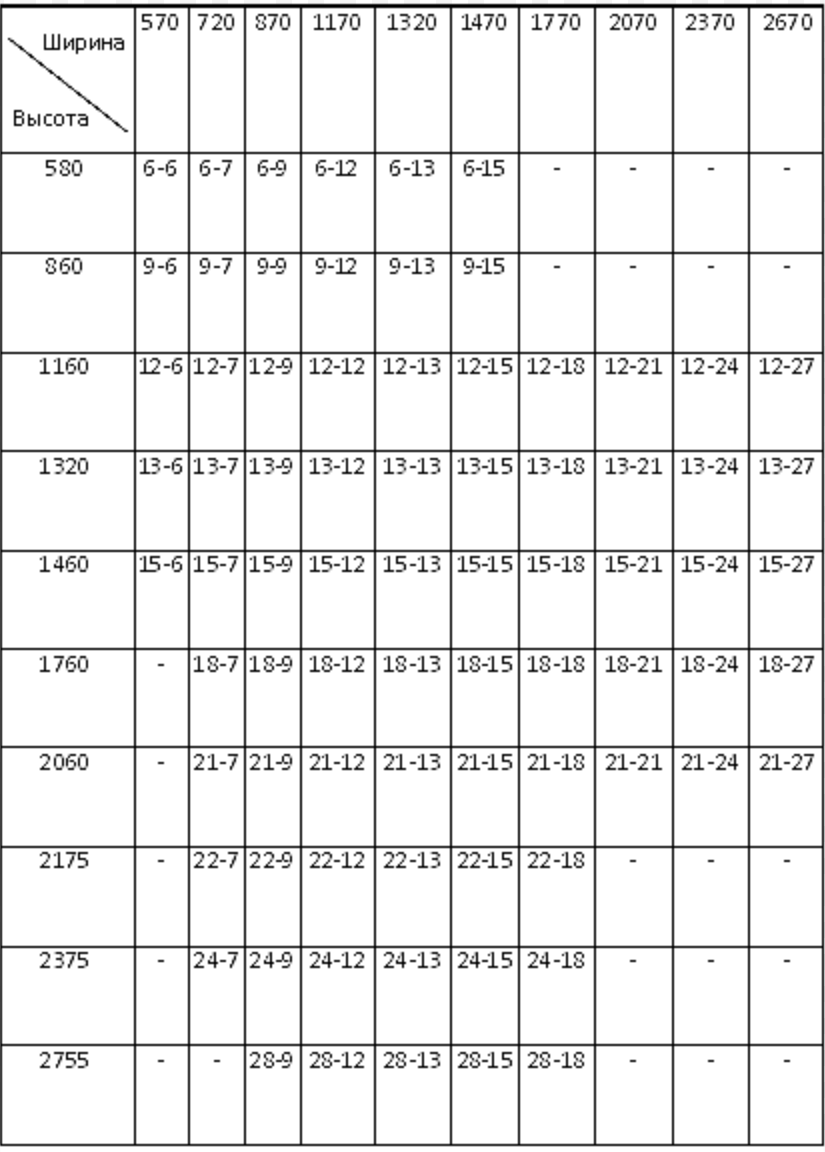
Hvilke størrelser af vinduer kan der være?
De maksimale dimensioner af plastvinduer er ikke et indfald fra producenten, men begrænsninger forårsaget af de tekniske egenskaber ved de materialer, der bruges til at skabe dem. Størrelsen dikteres af kvaliteten af profilen, fittings, mulighederne for det udstyr, der er installeret på fabrikken, der producerer plastkonstruktioner. Grænserne for PVC-vinduer skyldes tekniske beregninger og adskillige tekniske tests. Enkelt sagt, hvis strukturen er for stor, vil den ikke modstå belastningen under drift og vil hurtigt mislykkes.
For eksempel er minimumsstørrelsen på et plastvindue 330x450 mm.
Hvis strukturen er udstyret med rammer, skal der være flere af dem, rammen skal forstærkes med yderligere skillevægge. Profilens farve spiller også en rolle, da farveprofilen er lavet af en lidt anden sammensætning, og derfor er den maksimale værdi for den 3000 mm, hvis vinduet har en ramme, og 2500 mm, hvis der anvendes fast rude.
For at lukke en stor vinduesåbning, hvis størrelse væsentligt overstiger de tilladte maksimale dimensioner af PVC-vinduer, der er et lille trick. Flere strukturer indsættes i den, som er uafhængige af hinanden, og derefter forbindes de ved hjælp af et specielt forbindelseselement. I dette tilfælde er det nødvendigt at bruge termiske kompensatorer, da plasten udvides ved høje temperaturer og ved lave temperaturer trækker den sammen. Samlingen mellem vinduerne vil ikke være synlig. Det er således muligt at opnå en visuelt integreret struktur bestående af forskellige elementer.
Hvis du har brug for at skabe en struktur med stor højde, kan du ikke klare jumpere. De kræves, så massen af vinduer placeret ovenpå ikke påvirker rammerne, der står nedenunder, og ikke knuser dem.Således kan det største område af plastvinduet opnås, mens det ikke er nødvendigt at reducere vinduesåbningen, men du bliver nødt til at acceptere tilstedeværelsen af springere. Brug af rammeløs rude giver dig mulighed for at slippe af med dem. Det er dog værd at huske, at rammeløs rude aldrig er varm, så den er ikke egnet til vinduer i en stue.
Hvis dørene er forstærket og har en bredde på 1,5, vil deres maksimale størrelse være 900 mm bred og 2100 mm høj. Hvis bredden øges til 1200 mm, kan højden ikke være mere end 1500 mm. Skærmområdet, når du bruger en sådan profil, må ikke være mere end 1,8 firkanter. Forstærkning på 2 mm tillader brug af en stor struktur; rammestørrelsen i den maksimale version er 1000x2300mm. I dette tilfælde bør akterspejlet ikke være mindre end 450 mm, da når rammen åbnes, vil den have en ret stor drejeradius, der er en risiko for, at den klamrer sig fast. I dette tilfælde bør akterspejlets højde ikke være mere end 1665 mm.

TRANSPORT OG OPBEVARING
4.1 Produkter transporteres med enhver form for transport, forudsat at de bevares og beskyttes mod mekanisk beskadigelse og fugtindtrængning.
4.2 Produkter med et areal på mere end 0,06 kvm skal transporteres lodret. Produkterne installeres i køretøjet med enderne i kørselsretningen.
4.3 Produkter skal opbevares lodret i et lukket, ventileret rum med en relativ fugtighed på ikke mere end 70% og en temperatur på mindst 10 ° C.
4.4 Produktets holdbarhed på producentens lager er ikke mere end 3 dage fra fremstillingsdatoen, efter den angivne periode opkræves et gebyr på 2% af ordreværdien for hver opbevaringsdag.
Hvad kan betragtes som store vinduer?
Først og fremmest er det værd at forstå, hvad de største plastvinduer er, og hvordan de adskiller sig fra almindelige. Disse er kvisevinduer, hvis størrelse kan overstige to meter i bredden; panoramavinduer betragtes også som denne type. Strukturer kan variere i form, være ikke kun rektangulære, men har også en mere kompleks struktur, for eksempel buede, trapezformede, trekantede, runde, har en omvendt profilfoldning og andre funktioner, der afhænger af arkitektur og designløsninger til en bestemt struktur.

GARANTI
5.1 Producenten garanterer, at produkterne overholder kravene i denne TU.
5.2 Garantiperioden for produktet er 12 måneder fra fremstillingsdatoen, underlagt betingelserne for drift, opbevaring, installation og transport. I løbet af garantiperioden eliminerer LLC "Grand Glass" ved reparation eller udskiftning fabrikationsfejl forårsaget af afvigelser fra værdierne for materialers fysiske og mekaniske egenskaber (udseende af en glødetråd, udenlandske indeslutninger, spor af udvaskning, intern bobler osv.) inden for rammerne af GOST 111- 2001, 17716-91 eller defekter forårsaget af utilstrækkelig kvalitet af materialebehandling inden for rammerne af TU LLC "Grand Glass".
Garantien stilles:
- For produkter, der er brugt i overensstemmelse med reglerne for brug.
Garantien ydes ikke i tilfælde af:
- Mekaniske skader (ridser, skrammer, spåner, revner osv.)
- Mangler forårsaget af mekaniske, kemiske, termiske og andre påvirkninger, som ikke er fastsat i driftsreglerne for denne type produkt.
- Virkninger af aggressivt miljø, forurening, oxidation
- Overtrædelse af driftsreglerne
- Normal slitage på produktet
- Manglende overholdelse af installationsinstruktionerne
- Installation af produkter af uautoriserede repræsentanter for Grand Glass LLC
- Installation på en anden måde bortset fra den anbefalede i henhold til GOST 17716-91 og den europæiske CEN-standard
Garantiperioden for amalgam, komponenter, fittings, lister er 12 måneder fra produktionsdatoen for produktet, underlagt reglerne for drift, opbevaring, transport og installation.
Regler for drift og installation af produkter (Uddrag fra GOST 17716-91 og den europæiske CEN-standard dateret 04.22.1999):
- Der skal være luftcirkulation mellem spejlet og monteringsfladen. Der skal være en afstand på mindst 5 mm mellem dem (for produkter med en højde på mindre end 1000 mm) og en afstand på 10 mm (for spejle over 1000 mm).
- For overflader, hvor der er installeret mere end 1 spejl, skal der overholdes et interval mellem alle kanter på mindst 1 mm.
- Hvis der kommer fugt på spejlets overflade, skal produktet aftørres med en ren, tør klud.
- Kanterne på spejle, der er indsat i profilen, skal beskyttes mod kondens, vaskeshampoo, rengøringsmidler osv., Som kan strømme under profilen for at undgå korrosion.
- Overfladen, som spejlet er fastgjort til, skal være tør, fri for dampe, syrer, alkaloider og andre aggressive materialer. Beton, kitt, gips, cement, primer osv. skal males over med oliemaling.
Hvis spejleprodukter bruges i legehuse, svømmehaller, medicinske bade, saunaer og andre rum med en luftfugtighed på mere end 70%, er der ingen garanti for holdbarhed.
Store dobbeltvinduer

Sådanne egenskaber er iboende i store briller på grund af metoden til deres fremstilling. Grundlaget for produktionen af store glasenheder er floatglas, som er en legering af tin og glas. Under fremstillingen ledes varmt glas gennem et lag smeltet tin.
Efter afkøling får glasset en perfekt glat overflade, men det udsættes også for polering. Vitrinerne, der er lavet af flydende glas, er holdbare og giver dig mulighed for at se varerne bag dem uden forvrængning. Den mest holdbare type dobbeltrude er skabt af et sådant glas ved hjælp af triplex-teknologien.
Denne teknologi består i, at to eller flere briller limes sammen under påvirkning af høje temperaturer. En særlig holdbar film er anbragt mellem brillerne, hvilket garanterer sikkerheden, når glasset er brudt. Det er meget vanskeligt at knække et sådant glas, men selvom det sker, flyver fragmenterne ikke væk, men forbliver på filmen. Dette gør floatglas til et ideelt materiale til store glasruder.
Organisk glasplade
Hærdet glas testet for holdbarhed
Ovenfor talte vi om silikatglas. Det vil sige, hvis hovedmateriale til fremstilling er kvartssand. Men for nylig er organisk glas, bedre kendt som plexiglas og akryl, blevet udbredt.
Regulerer organiske plades glasegenskaber GOST 10667-90... Som i tilfældet med silikatglas specificerer denne standard også arkens dimensioner, deres tykkelse, dimensionelle afvigelser fra de nominelle, fysiske og kemiske egenskaber.
Organisk glas bruges både til vinduer og til fremstilling af forskellige typer gennemskinnelige strukturer. Produkterne opnået derfra har en relativt lav vægt og er kendetegnet ved deres styrke. For flere detaljer om brugen af plexiglas til byggeri og arkitektoniske formål, se artiklen på vores hjemmeside "Plexiglasvindue".
En smule historie
Glasblæsere i det gamle Egypten
Det antages, at glas blev opfundet i det gamle Egypten, men det blev brugt på det tidspunkt til fremstilling af fade, dekorationer og til "hældning" af mursten - hvilket giver bygningernes vægge glans og skønhed.
For at skabe gennemsigtige vinduer begyndte glas kun at blive brugt i middelalderen i Venedig. I øjeblikket er der to hovedmetoder til fremstilling af glasplader. Historisk set er den første baseret på at "trække" glas ud af badet. Generelt ser den klassiske version sådan ud: En "båd" nedsænkes i et bad med en smeltet glasmasse - en ildfast stang med en matrice (spalte) skåret ind i den, tilspidset opad. Glasset passerer gennem matricen, samles op af rullemaskinens ruller og bliver, når det passerer gennem dem, til et ark.
Artiklen "Glasvægge i det indre" fortæller dig om en af mulighederne for at bruge pladeglas
Læs om projekter af huse med glasvægge i den tematiske gennemgang på vores hjemmeside
Læs om brugen af pladeglas til rammeløs rude på linket: https://oknanagoda.com/steklo/osteklenie-steklo/panoramnoe/bezramnoe.html
Glasproduktion ved hjælp af float-processen
I 1952 blev pladeglas opnået ved float-processen. Med ord ser essensen af denne metode endnu enklere ud: den smeltede glasmasse hældes i et bad fyldt med flydende tin. På grund af dets lavere egenvægt hældes glas over tin i et tyndt lag og formes derefter til et perfekt fladt ark.
For første gang blev denne metode implementeret i England på det flade glasværk i Pilkington; siden da er dette navn blevet et husstandsnavn for kvalitetsglas.