A hideghegesztés olyan alkatrészek összekapcsolásának módszereire vonatkozik, amelyek nem igényelnek fűtést. Meg kell érteni, hogy ezt a típusú csatlakozást csak olyan esetekben használják, amikor a klasszikus hegesztés nem alkalmazható. Ennek oka lehet az összekapcsolható részek túl nagy mérete vagy a belső feszültségek jelenléte. Gyakran a hideg hegesztést, mint a klasszikus hegesztést, használják fémtárgyak összekapcsolására. Mindkét esetben speciális berendezések használatára van szükség. Hideg hegesztés során a felületek kölcsönös deformációja következik be, amelyet a csatlakozás előtt meg kell tisztítani.
Meg kell jegyezni, hogy a hideg hegesztés során nagy szilárdságú kötés jön létre, amely minőségében nem alacsonyabb az alkatrészek összekapcsolásának számos más módszerénél. A szakértők a hideg hegesztést aktívan használják a kadmium, cink, ezüst, vas, alumínium, réz, ólom és nikkel összekapcsolására. A hideghegesztés fontos előnye a különböző fémek összekapcsolása.
Az átfedő részeket így hegesztik. Ekkor a lyukasztókat különböző oldalról nyomják a fémbe. A csatlakozási zónák nemcsak varratok, hanem pontok formájában is lehetnek. A krimpelő zónák segítenek csökkenteni a hegesztendő alkatrészek rezgését. Ez a hegesztési módszer alkalmazható alacsony műanyagú anyagok összekapcsolására is.
A hideg hegesztésnek vannak hátrányai is. Gyakran az alkatrészek összekapcsolásakor további nyomások jönnek létre, amelyek kis felületeken jelentkeznek.
A hegesztés az egyik legnépszerűbb hidegcsatlakozási módszer. Különböző iparágakban használják, de a hegesztési módszer legfontosabb tudnivalója a megbízhatósága. Ez egy igazán sokoldalú hidegvarrat, amely egy darabból áll.
Működésének elve az, hogy két részt a henger alatt helyeznek el, és gondosan a felülethez nyomják. Ezenkívül megkezdődik a hengerek forgása, ami hozzájárul az alkatrészek munkás kiemelkedéseinek levágásához. Így a hegesztendő tárgyak lassan mozognak. Végső soron monolit varratot figyelhet meg, amely sokkal erősebb, mint egy klasszikus varrat.
Nyilvánvalóan vannak negatív vonatkozásai ennek a hegesztési módszernek. Először is ez a fém szabad áramlása a teljes varratvonal mentén. Mindenesetre választhat egy masszívabb videót, amely megoldja ezt a problémát. Gyakran ezt a típusú hegesztést közvetlenül a fémvágó gépeknél használják, ami nagyon kényelmes.
A hengerhegesztés ésszerűségének kérdése nagyon éles. Egyes szakértők azt tanácsolják, hogy ne alkalmazzák egyszeri gyártásban. Az alkatrészek görgős csatlakozásának tömeggyártáshoz való felhasználásának azonban mindenképpen előnye van.
Különösen népszerű a hideghegesztés módszere, amely ragasztópaszta használatából áll, sokan tudnak róla, és aktívan használják őket. Évente növekszik az ilyen termékek választéka, és csökken az ára, ami jó hír. Ugyanakkor részletesen ismernie kell a ragasztópaszta használatának technológiáját, különben fennáll a bajba kerülés lehetősége.
Ragasztópasztát használjon olyan esetekben, amikor agresszív környezet károsíthatja a szokásos hegesztési kötést. Gyakran ily módon javítják a gáztartályokat, akkumulátorokat, hangtompítókat és egyéb járműalkatrészeket.A ragasztópaszta gyakran alkalmas akváriumok, bútorok és vízcsövek javítására. Ennek megfelelően ezekben az esetekben gyakorlatilag lehetetlen alkalmazni a klasszikus hegesztést, és ez teljesen hatástalan lenne.
Fontos megjegyezni azt is, hogy ez a fajta hegesztés segít a kis alkatrészek összekapcsolásában, amelyek teljesen alkalmatlanok a klasszikus módszerhez. Sőt, a ragasztópaszta segít létrehozni egy minimális varratot, amely szinte láthatatlan lehet. A Mastix hideghegesztés különösen népszerű az alkatrészek összekapcsolására szolgáló meglévő eszközök között. Ez a fajta ragasztó-paszta képes helyreállítani a fémtermékek azon töredékeit, amelyek -60 ° C és +150 ° C közötti hőmérsékleten működnek. A lehetőségek lenyűgözőek, de vannak hátrányai is. Először is meg kell jegyezni, hogy a ragasztópasztát nem hatalmas tárgyak összekapcsolására szánják. Mint már említettük, tanácsos ezt a típusú hideghegesztést használni az alkatrészek apró töredékeinek helyreállításához. Más esetekben csak a klasszikus hegesztés lehet hatékony.
- A hideg hegesztési folyamat megkezdése előtt alaposan meg kell tisztítanunk az alkatrész felületét a rozsdától. Ehhez ajánlott csiszolópapírt használni. Ha lehetséges, az alkatrészek felületét acetonnal kezelheti (zsírtalanítás céljából), majd szárítsa meg.
- Vesszük a szükséges mennyiségű ragasztópasztát, és az ujjainkkal simára keverjük.
- Most a keveréket arra a részre kell felvinni, amelyet meg kell javítanunk. A paszta "megragadásához" meg kell nyomnia és 40 percig meg kell erősítenie az alkatrész helyreállított területét. Előfordul, hogy a keveréket oda-vissza mozgással kell a felületre felhordani, ami elősegíti a készítmény kiváló tapadását. Ha az alkatrész felülete olajozott, akkor az ízület szilárdsága jelentősen csökken. A felület alakításához és simításához a lapos tárgy a legjobb. Gyakran az ilyen típusú eszközök ragasztópasztával érkeznek.
- Az elegy 20 percen belül kialakulhat. További 20 perc elteltével a kompozíció "megragad". Már 1,5-2 óra elteltével a javított alkatrész felhasználható a munkában anélkül, hogy korlátozná a terheléseket.
Fontos megjegyezni, hogy a ragasztópaszta összetevői negatív hatással vannak az emberi egészségre. Ha a keverék a bőrre vagy a szemre kerül, sürgősen orvoshoz kell fordulni, aki minden szükséges intézkedést megtesz a negatív folyamatok megelőzése érdekében. Minden baj elkerülése érdekében gumikesztyűt és védőszemüveget kell használni. A hideghegesztést különösen komolyan kell venni az élelmiszerek közelében. Ezért tanácsos bármilyen műveletet ragasztó-paszta segítségével speciális munkahelyeken végrehajtani.
Hallottál olyan anyaghegesztési módszerről, mint a "hideghegesztés"?
Akkor érdekes lesz, ha elolvassa a technikáról szóló információkat, és megtudja, mennyire hatékony ez a technika.
A történelmi feltárásoknak köszönhetően ismertté vált, hogy a régi időkben hasonló technológiát alkalmaztak az ókori műalkotások létrehozására.
Ami
Az Ír Nemzeti Múzeum a kora bronzkorból származó aranydobozokat mutat be.
A kézművesek a hideghegesztés technikáját alkalmazták munkájuk során.
A múlt század negyvenes éveinek közepén a módszert a fejlett iparú országokban kezdték alkalmazni.
A Szovjetunióban a hideg hegesztést a 20. század 50-es éveiben kezdték alkalmazni.
Jelenleg ez a technika széles körű alkalmazást talált az ilyen fémek hegesztésére:
- réz,
- ón,
- vezet,
- alumínium (),
- nikkel és mások (nézzen meg egy videót a rozsdamentes acél inverteres hegesztéséről).
Hogyan lehet hideg a hegesztés
? Lehetséges-e a folyamat fűtés, speciális megoldások vagy elektromos áram nélkül?
Kiderült, hogy képes. És ebben nincs varázslat. A módszer plasztikus alakváltozáson alapul, amely egy törékeny oxidfóliát tönkretesz, ami a fémek konjugációjának legfőbb akadálya.
Mindannyiunknak, legalább egyszer életünkben, át kellett élnünk egy problémát, amely a fűtési rendszer, a tágulási tartály és az autópálya egyéb alkatrészeinek javításával kapcsolatos.
Tíz-tizenöt évvel ezelőtt az alumínium tágulási tartály () és a radiátorok fűtőköreit csak forró hegesztéssel javították meg.
A modern piac manapság szinte azonnali és egyben nagyon hatékony módszert kínál a fűtési rendszer összes eszközén lévő szivárgások kiküszöbölésére.
Ebben az esetben nincs szükség hegesztésre magas hőmérsékleten. Egy teljesen új technológia váltotta fel a jól ismert technikákat.
Most főzzön:
- öntöttvas (),
- bimetál (a cikkben feltüntetik a Rifar fűtőtestek hozzávetőleges árát),
- műanyag (a polipropilén csövek hegesztésére szolgáló készletről írták),
- acél () és alumínium elemeket
— hideghegesztéssel lehetséges
... Ily módon nemcsak a fém, hanem a polimer termékek is összekapcsolódnak.
Érthetőbb nyelven a hideghegesztés lényegében epoxi ragasztó, összetételében hasonló a gitthez.
Nagyon gyakran a gyártók szerkezetében keményítő adalékot tartalmaznak acélpor formájában.
Az anyag jó ellenálló képességű
a külső környezet agresszív hatása, és teljes egészében megtartja minden tulajdonságát +260 fokos hőmérsékleten.
A ragasztók fajtái
Sok hétköznapi ember kételkedik a radiátorok fűtésének javításában.
De, amint az a gyakorlatból is látszik, ez nem igaz.
A kapott varrat vagy kötés tartóssága attól függ, hogy a kötőelemet helyesen választják-e meg.
Rendszerezés fizikai tartalom szerint:
- folyékony keverékek
- műanyag tömeg.
Ha úgy dönt, hogy folyékony terméket vásárol, figyeljen a csomagolásra, annak 2 csövet kell tartalmaznia. Az egyik rugalmas szerrel, a másik keményítővel.
Közvetlenül azelőtt keverik őket.
Kérjük, vegye figyelembe! A keveréket 20 percen belül el kell fogyasztani, különben megvastagszik és használhatatlanná válik.
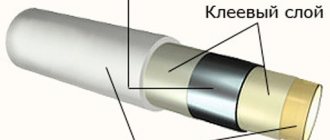
A fűtési rendszer műanyagszerű hegesztését kétrétegű rúd formájában állítják elő, amelynek belsejében műanyag van, és az edző a rúd felületén van.
Használat előtt a gyurmát jól össze kell gyúrni. Ha nincs szüksége az összes anyagra, akkor kivághatja, de csak keresztben.
A szakértők határozottan tanácsolják
hideghegesztéssel csak azokat az anyagokat javítsa meg, amelyekre szánták.
A készítmény csomagolásán a gyártó mindig feltünteti azt a hőmérsékletet, amelyet a keverék kibír (a legtöbb esetben 260 Celsius fok).
Ezekre a paraméterekre figyelemmel a varrat sokáig erős marad.
Hideghegesztés érhető el a piacon, amely sokkal magasabb hőmérsékletnek (akár 1300 Celsius fok) is ellenáll.
Ezt a ragasztót nagyon erős hőnek kitett felületekre használják.
A használat pozitív vonatkozásai.
- Egyszerű használat
... A kompozíciót olyan személy használhatja, akinek korábban nem volt tapasztalata a vízvezeték terén; - A kapott varrás minősége nem függ a cselekedetek sebességétől.
- Nincs szükség speciális szerszámok és felszerelések használatára (olvassa el a HDPE csövek összekötésére szolgáló tengelykapcsolókat).
- Az energiaköltségek minimálisra csökkennek.
- Az anyag tűzoltó tulajdonságokkal rendelkezik.
- Robbanóanyagokat tartalmazó tartályok javításának képessége.
- A hegesztés területén nincs anyagfelületi feszültség.
- Alacsony anyagköltség.
Negatív oldalak.
A csövek fűtésére szolgáló ragasztó kiválasztásának szabályai
Ha szükséges a fűtőcsövek javítása (és ezen a területen kifejezetten ehhez a folyamathoz használnak hideghegesztést), akkor oda kell figyelni a ragasztó gondos kiválasztására, mivel ez lehetővé teszi a maximális eredmény elérését az elvégzett javítás minőségéről. Ezek a szabályok a következőket tartalmazzák:
- ragasztókészítmény kiválasztása az anyagnak megfelelően, amelyből a javítandó csöveket készítették (a csövek gyártásához használt fémetől függően a ragasztókompozíció töltőanyagát választják, mivel minden fémtípushoz meg kell választani a saját töltőanyagát);
- ragasztókészítmény kiválasztása a keményedés időtartamától függően a készítmény teljes polimerizációjával a javított területre történő felvitel után... Minél rövidebb az idő a teljes polimerizációra, annál hamarabb lehet fűtőcsövet vagy radiátort rendeltetésszerűen használni. A hideghegesztés különböző típusaira vonatkozó ajánlások azonban azt jelzik, hogy a csövek vagy radiátorok csak a javítás időpontjától számított legalább egy nap elteltével használhatók;
- a javított terület előzetes előkészítésének alaposságához kapcsolódó ragasztási jellemzők... Az a tény, hogy gyakran lehetetlen olyan fűtőcsövet vagy radiátort előkészíteni, hogy a kompozíciót csak tiszta fémre vigyék fel. Ebben a tekintetben a hideghegesztés kiválasztásakor tisztázni kell az információkat arról, hogy a csövet mennyire gondosan kell előkészíteni a bevonat fémre történő lehúzásával, vagy lehetséges egyszerű zsírtalanítással;
- további tényező a ragasztó mennyisége, amely befolyásolja a többszörös javítás elvégzésének képességét (ha szükséges), vagy a kompozíció csomagolásának egyszeri használata.
Az elemek és csövek hideghegesztésének hozzávetőleges költsége a Yandex.market oldalon
Öntöttvas radiátor javítása
Ebben az esetben elsősorban a termék felületének előkészítésére van szükség - tisztának, száraznak és zsírmentesnek kell lennie.
Az eljárás alkoholba mártott pamut törlővel végezhető. Ezután vegyünk egy kis darabot a kompozícióból gyurma formájában, és ujjainkkal összegyúrjuk.
20-25 mm méretű golyó kell.
A sérült helyre
megnyomjuk a borsót, és egy csavarhúzóval vagy vastag ronggyal lenyomjuk.
Ebben a helyzetben a labdát 3-5 percig kell tartani.
A keverék 35 - 40 perc múlva teljesen megkeményedik a polimerizációs folyamatnak köszönhetően.
Az akkumulátor csak 24 órán belül használható.
+5 fok alatti hőmérsékleten nem ajánlott hideghegesztést alkalmazni. A keverékekkel kesztyűvel és védőszemüveggel kell manipulálni.
Ha otthonában egycsöves fűtési rendszer van, akkor a sérült terület javításának megkezdése előtt le kell állítania a vízellátást
A sipoly megszüntetésekor
üreges tárgyon a legjobb folyékony vegyületet használni, amely áztatja a szövetdarabokat és körbetekeri a sérült területeket.
Ezzel a módszerrel megbízhatóan lezárhatja a szivárgást és megvárhatja a fűtési szezon végét.
Fűtőelemek cseréje hegesztéshez
Öntöttvas elemek hegesztése
nagyban megkönnyítette az inverter áramkörrel ellátott hegesztőberendezések megjelenését. Az ilyen eszközök kis méretűek, 220 V-os hálózatról táplálkoznak, és 7-10 ezer rubelért megvásárolhatók. szaküzletben. De ne tévessze meg magát azzal a gondolattal, hogy ha ilyen eszközt vásárolt, a hegesztés során az elemeket saját kezűleg cserélheti ki. Készítse el a hegesztett varratot úgy, hogy 10 atm hűtőközeg nyomáson ne szivárogjon.és 100 ° C hőmérsékletű, csak tapasztalt szakember lehet, legalább 3 éves munkatapasztalattal.
Inverteres hegesztőgép
A csalókat nem szabad beengedni ebbe az üzletbe: a kommunikáció normál nyomása esetén is akár egy kapilláris méretű nyílás is fistulává alakulhat egy nap alatt, amelyen keresztül a víz ostorozni fog.
Önmagában az elemek cseréjének folyamata nem mindig igényel hegesztést. Az akkumulátorok táplálása gyakran menetes levehető csatlakozókkal van felszerelve, amelyeket egyszerűen meg lehet fordítani, majd vegye ki az akkumulátort a tartókból, és tegyen fel egy újat. A lényeg ebben az esetben az, hogy ne felejtsük el elzárni a vizet, és helyesen tekerjük fel a vászontömítést a menetes csatlakozáson: a jobb menettel - az óramutató járásával megegyező irányban, a bal menetével - az óramutató járásával ellentétesen.
Öntöttvas elem feldolgozás
Abban az esetben, ha a bélésen nincsenek levehető csatlakozások, akkor az ilyen csöveket egyszerűen darálókkal vagy fémfűrésszel vágják fémre, de az elemek cseréje után az új radiátort hegesztéssel kell csatlakoztatni a kommunikációhoz. Ebben az esetben alacsony szén-dioxid-kibocsátású acélból készült csövet kell főznie: egy átlagos szakember is megbirkózik ezzel a feladattal.
De mit kell tennie egy háztulajdonosnak, ha a fűtési szezonban az öntöttvas radiátor szakaszai közötti ízületek átfolynak, az elemházban fistula vagy mély forgács jelenik meg? Hívjon hegesztőt a felszerelésével, sokáig állítsa le a fűtést?
Ebben az esetben a háztulajdonos fog segíteni hideghegesztés az elemek számára
.
Kimenet
Csak egy speciális termék segítségével, amelynek jellemzői lehetővé teszik a keverék magas hőmérsékletű folyadék hatása alatt történő működését, kiváló minőségű kapcsolatot kap.
Ilyen kompozíciók segítségével lehetőség nyílik egy fisztula lezárására egy forró vizes felszállóban.
Emlékezik!
A hideghegesztés ideiglenes megoldás a radiátor szivárgására.
Ily módon kiküszöbölik az apró károkat.
Amint lehetséges, a szivárgást félautomata hegesztéssel vagy inverterrel kell lezárni.
A ragasztókkal való munkavégzés során a személyes biztonság kérdésének kell elsőbbséget élveznie.
Megéri tudni!
Hideg hegesztéssel lehetetlen újjáéleszteni az összetett csomópontokat.
Szabad hozzáférést kell biztosítani a javítás helyéhez.
Ne felejtsük el, hogy ez a kompozíció csak ragasztóként használható. Még a "szétválasztás" legkisebb hatását sem fogja ellenállni.
Ezért ezt a technikát kizárólag a rendeltetésének megfelelően lehet felhasználni, és egyúttal szükség van a keverék felhasználásának feltételeinek helyes kiszámítására is.
A fűtőtestek hideghegesztésének kiváló minőségűnek kell lennie. Ellenkező esetben a varrás nem biztos, hogy ellenáll, és akkor a javítás költsége túl magas lesz.
Hogyan használják a "hideg hegesztést" nagy átmérőjű csövekhez, nézze meg a videót.
Sokan valószínűleg hallottak az "hegesztés" nevű anyaghegesztési módszerről. Mi ez a módszer és mennyire hatékony? A történelmi információk szerint még az ókorban is használták őket, nemesfémből készült ékszereket. Később, a 19. század elején megjelentek a hatékony fűtési módszerek (acetilén-oxigén láng és elektromos ív), új módszerek jelentek meg a fémek fúzióval, forrasztással és kontakt elektromos hegesztéssel.
Az új módszerek miatt a "műanyag" hegesztés feledésbe merült. A színesfém kohászat intenzív fejlesztése, a színesfémek, az alumínium és különféle ötvözeteinek tömeges gyártása után azonban jelentős nehézségek merültek fel a termékek egyes részeinek összekapcsolásával. Következésképpen alternatív hegesztési módszereket fejlesztettek ki.
Kiderült, hogy nagyon gyakran szobahőmérsékleten is lehetséges hegesztést végezni, erős hő alkalmazása nélkül.
A fém és nem fém termékek összekapcsolásának ezt a módszerét hideghegesztésnek nevezik.A hideghegesztés lényegében epoxi ragasztó, gitt formájában, gyakran acélport tartalmaz, speciális edző adalékanyaggal. Ez a módszer fémek, fa, műanyagok, kerámia és még üveg ragasztására is használható.
Ellenáll az agresszív hatásoknak, a hideghegesztés 260 ° C-ig terjedő hőmérsékleten teljes mértékben megőrzi tulajdonságait.
Hideghegesztés fűtőcsövekhez: univerzális gyógymód kisebb problémák megoldására
A fűtőcsövek hideghegesztése modern, hatékony módszer a vasvezetékek (és nem csak) összekapcsolására anélkül, hogy invertert és egyéb, a hőmérsékleti hatás típusának megfelelően működő berendezést használnának. A kapcsolat a hegesztő tömeg deformációja és a munkafelülethez való szoros illeszkedése miatt következik be.
Hideg hegesztés.
Az automatikus lakatos munkában széles körben alkalmazott és a vízvezeték-csapatok által alkalmazott módszer.
A hideghegesztés jellemzői és elrendezése
Egyszerűbben kifejezve, ez egy ragasztó fémtermékekhez. Egy- vagy kétkomponensű összetételben állítják elő. A gyártás során a következő vegyületek érvényesülnek:
- bázis - epoxigyanták, amelyek felelősek a tömeg homogenitásáért és plaszticitásáért;
- fémkomponenseket és ként használnak töltőanyagként.
Összetételénél fogva ragasztó hatású polimer kompozíció deformálódva és kissé felmelegedve. A csatlakozás szilárdsága a helyes használattól, valamint a keverék minőségétől és a hegesztendő felület előkészítésétől, vagy inkább a ház autonóm fűtésének vonalától függ.
Ha helyesen közelíti meg a kivitelezést, akkor ideális körülmények között a hegesztett hely erősebb lesz, mint a fém nagy része. De minden tulajdonság mellett a varrat megbízhatóság szempontjából alacsonyabb, mint az ívhegesztés teljesítménye. Valójában ezért a csőben csak apró töréseket vagy szivárgásokat lehet hegesztéssel orvosolni.
A keverék hőmérsékleti mutatói
Az összetétel, amely alapján az anyag készül, közvetlenül befolyásolja, hogy a varrás milyen hőmérsékletet képes elviselni. Jellemzően a paramétereket a csomagoláson feltüntetik, és a szoros összeköttetés érdekében ezeket be kell tartani.
Az olcsó vegyületek maximális mutatói, amelyeknél szivárgást lehet hegeszteni egy csőben, 260 Celsius fok. De az erő ismét az elvégzett munka helyességétől függ. Ezért úgy dönt, hogy olcsó kompozíciót vásárol, ne feledje, hogy csak azokat a részeket tudják „főzni”, amelyeket normál körülmények között fognak használni.
Vannak olyan keverékek a piacon, amelyek ellenállnak a magasabb hőmérsékletnek, akár 1316 Celsius-foknak is. A kompozíció olyan komponenseket tartalmaz, amelyek nemcsak az otthoni fűtőcső állandó melegítésével működhetnek, hanem nemcsak. A cső- és tömlőcsatlakozás javítása hideghegesztéssel.
Jegyzeten. A fűtőcsövek főzéséhez elegendő olcsó alacsony hőmérsékletű vegyületeket vásárolni. Ha helyesen készíti el a helyet, akkor a csomagjaikon feltüntetett maximális mutatók elégségesek lesznek egy szivárgó cső "újraélesztésére".
Típusok és gyártók
Ebben a tekintetben, mint mindig, egészséges verseny folyik, amely lehetővé teszi a fogyasztó számára, hogy kiválassza, mi felel meg neki. És mint másutt, a hazai és külföldi gyártók is versenyben vannak a figyelemért. Természetesen az Oroszországból származó áruk olcsóbbak, de a "többség biztosítékai" szerint a kapcsolat minősége sokkal alacsonyabb.
Ezért jobb keverékeket vásárolni külföldi gyártóktól. Valójában a vonatok ára nem túl magas, és az 50–70 rubel közötti különbség nem old meg semmit. Ha pipára kell „főzni”, akkor figyeljen az ABRO vagy a Hi-Gear cégek javaslataira. És ha csak mindent felismer, ami hazai, akkor nézze meg közelebbről az Almaz és a Polymet márkákat.
Hideghegesztés típusai felhasználás típusa szerint.
A keverék állaga és összetétele alapján a hideghegesztést a következő típusokra osztják:
- Folyékony. Ez kétkomponensű keverék, a keményedéshez speciális adalékokat használnak.
- Műanyag. Az ilyen típusú változatok konzisztenciája gyurma. A készítmény lehet homogén vagy két komponensből állhat.
Az, hogy melyik hegesztés a legjobb, és melyiket érdemes a hőszivattyú szivárgásának lezárására használni, a gyártás során használt alkatrészektől függ:
- Egyetemes. Szinte bármilyen anyag "főzhető" ilyen kompozíciókkal, de a kapcsolatok kevésbé erősek.
- Fémmunkálatokhoz. A kompozíció olyan töltőanyagot tartalmaz, amely lehetővé teszi a vas megbízható kombinálását.
- Autóipari. Egy ilyen termék részeként olyan alkatrészeket választanak ki, amelyek nehéz körülmények között működnek.
Jegyzeten. Hideghegesztés is lehetséges a víz alatti és más nehéz körülmények között végzett munkához. Ha valami "főzést" tervez, vásárolja meg az anyagot a rendeltetésének megfelelően, különben a kapcsolat erőssége nulla lesz.
Hogyan kell az anyagot helyesen használni a csőben lévő szivárgás lezárására?
Mielőtt elkezdené "főzni" a problémás területet, szabad hozzáférést kell biztosítania a sérült területhez. A javítási helyszínnek tisztának és zsírmentesnek kell lennie. A kompozíció felvitele előtt el kell távolítani a teljes festékréteget, amely a működés során sok év alatt felhalmozódott. Néha problematikus ezt megtenni, és ilyenkor a kézművesek speciális rögzítésű darálót használnak.
Kívánatos, hogy a felület zsírmentes és száraz legyen. De el kell ismernie, hogy ha a szivárgás működés közben, vagyis a fűtési szezonban zárva van, ez nem tehető meg. De ebben az esetben nem lesz lehetséges a varrat megfelelő lezárása, mert a folyadék nem teszi lehetővé a keverék rögzítését a felületen. Ha a házban egycsöves fűtési rendszer van, akkor helyben leállíthatja az áramellátást és kijavíthatja a sérült területet.
Fémcsövek javítása hideghegesztéssel.
Tanács. A fistula eltávolításakor a fűtőcsövön jobb folyékony vegyületeket használni, áztassa velük a szövetet és tekerje be a sérült területeket. Ez a fajta alkalmazás lehetővé teszi, hogy megbízhatóbban zárja le a szivárgást, és kivárja a fűtési szezont.
A leghelyesebb kiút ilyen helyzetben egy speciális termék vásárlása. A kompozíciónak olyan tulajdonságokkal kell rendelkeznie, amelyek lehetővé teszik, hogy magas hőmérsékleten és folyadéknak kitéve működjön. Van olyan alkatrészük, amely megállítja a víz működését. Ezzel a kompozícióval akár fistulát is főzhet egy felszálló melegvíz-ellátásból.
A hideghegesztés jó ideiglenes megoldás. Kicsi sérült területeket képes "főzni", de ez csak ideiglenes intézkedés. Ha lehetséges, azonnal szüntesse meg a szivárgást inverterrel vagy félautomata hegesztéssel.
Ilyen keverékekkel való munkavégzés során a biztonsági kérdéseket kell előtérbe helyezni. Ezért a szakértők nem javasolják hideg hegesztés alkalmazását a komplex csomóízületek újraélesztéséhez. Csak felületes javítások, feltéve, hogy nyílt hozzáférés van a helyszínhez.
Ne feledje, hogy a kompozíció csak ragasztó elemként működik. És nem fog ellenállni a "különválás" hatásának. Ezért pontosan számolja ki az alkalmazási körülményeket, és csak a rendeltetésének megfelelően használja a hegesztést.
Forrás: https://heatheat.ru/santehnika/svarochnye-raboty/holodnaya-svarka-trub-otopleniya
Hideghegesztés
A kompozit hegesztést olyan esetekben alkalmazzák, amikor az előmelegítő hegesztés gazdaságilag nem megvalósítható vagy nehéz. Ez a termék nagy méreteinél, a vetemedés vagy jelentős belső feszültségek előfordulásának veszélyével történik. A kompozit hideg hegesztések sokféle változata létezik a piacon. A gyártók számára az a kihívás, hogy alkalmazhatóvá tegyék őket a barkácsolás javításaihoz különböző körülmények között. Ma a kompozit hegesztést több fő típus képviseli:
- Univerzális: fém, műanyag, fa és márvány termékek ragasztására tervezték. Ezen felül felhasználható kerámiához, valamint gránithoz és betonhoz. Kiváló stabilitást biztosít nedves felületeken, hogy kiküszöbölje az elem szivárgását
- Fa esetében: Ezt a hegesztési módot a fafelületek, beleértve a rétegelt lemezt is összekapcsolják. Általában bútorok javítására használják.
- Autóipar: Ez a típusú hegesztés különböző anyagok (műanyagok, üveg és fém) hegesztésére szolgál. Megszüntetheti a gáztartály, a radiátor minden szivárgását, és javíthatja a testrészeket is.
- Acél töltőanyag beépítésével: mindenféle anyag - színesfémek, öntöttvas termékek, üveg, kerámia, gránit és egyéb anyagok - megbízható összekapcsolására szolgál
- Vízvezeték-szerelés: tökéletesen helyreállítja a megrepedt mosogatókat, porcelán- és fajansztermékeket, repedt elemek és csaptelepek javítását szolgálja
- Műanyagok esetében: -600 és +1500 fok közötti hőmérsékleten működő műanyag termékek elveszett vagy felaprózódott töredékeinek helyreállítására szolgál.
- Beton esetében: az ilyen típusú hegesztés a repedések lezárására szolgál, és minden betont, különféle kőből és téglából készült szerkezeteket teljesen tömít
- Fémek esetében: biztosítja a -60 és +1500 fok közötti hőmérsékleten működő fém alkatrészek (beleértve az elemeket is) megbízható ragasztását.
A kompozit hegesztés konzisztenciájáról a gyurmához hasonlít, ezért előkészítése és használata egyszerű. Ehhez le kell vágnia egy kis darabot, és a kezével gyúrni kell, amíg homogén lesz és egységes színt nem kap. Ebben az esetben 2-3 percig exoterm kémiai reakció következik be, amelynek eredményeként a keverék használhatóvá válik.
A polimerizáció és a keményedés 5 perc múlva kezdődik, ezért a keveréket az elkészítés után azonnal fel kell használni, különösen öntöttvas termékek javításakor. Természetesen a felületek hegesztésre való előkészítését a gyártó utasításai szerint előzetesen el kell végezni. Az elegy 30 perccel az elkészítése után teljesen megkeményedik, míg a hideghegesztés 12-24 óra elteltével éri el a maximális szilárdságot, majd a javított rész teljesen készen áll a munkára.
A hideghegesztés előnyei
Nagy érték, hogy például az összetett elemjavítási folyamat nem igényli külön tápegységek használatát. Az ilyen javításokat a legmegfelelőbb körülmények között lehet sikeresen végrehajtani, ami nagymértékben lerövidíti a javítási időt, és megszabadítja Önt attól, hogy az objektumot a javítóműhelybe szállítsa. Ezenkívül minden hegesztés és további polimerizáció normál szobahőmérsékleten történik.
A ragasztótechnológiák kétségtelen előnyei közül a következők emelkednek ki:
- Az anyag olcsósága
- Alacsony energiafogyasztás
- Egyszerű használat
A modern hideghegesztés tökéletesen kitölti a részletek minden repedését és üregét, míg e hibák egyenetlen széle csak növeli a kialakuló tapasz szilárdságát. Bizonyos ügyességgel akár a részlet kiálló részeit is a kívánt alakúra formálhatja. Természetesen a hagyományos hegesztés vagy a hagyományos elektródák segítségével a hibák a legmegbízhatóbban kiküszöbölhetők.
A hagyományos hegesztésnek azonban vannak bizonyos korlátai is. Ehhez speciálisan képzett személyzet bevonására van szükség, mivel a rossz minőségű hegesztett varratok még nagyobb méretű hibák kialakulását okozhatják. Ezenkívül repedések és jelentős feszültségek jelentkezhetnek a szerkezetekben a hagyományos hegesztés során. Emiatt az élet új megoldásokra kényszerít minket a sérült alkatrészek helyreállítására. Pontosan ezért fejlesztették ki a hideghegesztési technológiát, a ragasztóanyagok használatán alapulva.
Manapság a vegyipar vívmányainak köszönhetően sokkal könnyebbé vált a csövek javítása.
A házimunkás segítségére a tudósok kifejlesztettek egy speciális ragasztót, amelyet nagy szilárdsága és tapadása miatt "hideghegesztésnek" neveztek.
Az új fejlesztés nagyon népszerűvé vált, és gyorsan népszerűvé vált.
Hogyan lehet a hideghegesztés hasznos a csövek, a vízvezeték és más sérült termékek fűtésére?
A hideghegesztés epoxigyanta alapú. Rendelkezésre állnak amin gyanták, kén, vasoxid és számos más ásványi adalék is.
Melyiket - minden gyártó titkot tart: végül is a ragasztó tulajdonságai rajtuk múlnak.
A nagy szilárdság csak a hideghegesztés egyik előnye. A tapadási tulajdonságok meglehetősen figyelemre méltóak: az anyag nedves felületen rögzülhet, és még olajjal is szennyezett lehet. Igaz, ebben az esetben az ízület szilárdsága a lehetséges maximális értéknek csak 75-80% -a lesz.
A ragasztó 15-60 percen belül megköt. A teljes kikeményedés ideje a márkától függ: egyes hideghegesztési típusok 24 órát igényelnek, mások másfél óra elteltével terhelésnek tehetők ki.
Ez a kompozíció egyaránt használható különféle tárgyak ragasztására, valamint repedések vagy lyukak tömítésére. Ez utóbbi esetben a ragasztó teljes kikeményedés után csiszolható, alapozható és festhető. Így a javítás helye teljesen láthatatlanná tehető, ami fontos a dekoratív szerkezetek vagy mások számára, amelyek egy feltűnő helyen helyezkednek el. Ilyen például egy motorkerékpár benzintartálya.
A hideghegesztő ragasztó fontos előnye, hogy hatékonyan lezárja az edények falán lévő repedéseket és lyukakat, még alacsony nyomás jelenlétében is.
Ez lehetővé teszi például egy autó radiátorának vagy egy autonóm fűtési / vízellátó rendszer csövének megjavítását ürítés nélkül.
hátrányai
- csak a cső károsodásának kisebb javítására használják olyan helyeken, ahol nincs terhelés;
- megköveteli az alkalmazási technológia körültekintő betartását, különben nem fog megfelelni;
- a hegesztés során be kell tartani a beállított hőmérsékletet;
- az inverteres hegesztéssel ellentétben a varrat nem tartós, csak ideiglenes intézkedés.
A keverék hőmérsékleti mutatói

Az a hőmérsékleti tartomány értéke, amelyen a megjavított termék működése megengedett, a hideghegesztés összetételétől függ.
Egyes márkák, például a Mastix ragasztó esetében az alsó küszöbérték -60 fok, a felső pedig +150 fok. A drágább ragasztótípusok akár +260 fokot is kibírnak.
És vannak speciális magas hőmérsékletű márkák: a segítségükkel megjavított termék 1300 fokos hőmérsékletre melegíthető.
A javítási munkák megengedett minimális hőmérséklete -10 fok, de a keveréket meleg helyiségben kell elkészíteni.
Mastix előnyei
- A Mastix hideghegesztő ragasztó sokoldalú eszköz, amely szinte bármilyen felületet sokkal jobban segít ragasztani, mint más típusú ragasztók;
- Számos olyan fajtát állítanak elő, amelyek jobb tulajdonságokkal rendelkeznek, például műanyag, alumínium, bár vannak univerzális márkák;
- A keverék könnyen kezelhető és könnyen elkészíthető, így használatához nem kell sok tapasztalat vagy speciális tudás;
- A termékek viszonylag olcsóak és számos kiskereskedelmi egységben kaphatók;
- Kényelmes szállítási lehetőség kétkomponensű rúd formájában;
- Széles üzemi hőmérséklet-tartomány.
Hideghegesztés típusai és gyártói
A hidegen hegesztő ragasztók két változatban kaphatók:
- Egykomponensű:
egy ilyen keveréket nem kell elkészíteni - azonnal felhasználható a javításokhoz. De sokáig nem tárolhatja, de teljes egészében fel kell használnia - a többi egyszerűen romlik. - Kétkomponensű:
a csomagolásban a fő anyag - epoxigyanta fémporokkal és egyéb adalékokkal - és az edző külön-külön kerül elhelyezésre. Használat előtt ezeket az összetevőket össze kell keverni, majd a ragasztó spontán módon felmelegszik 40-50 fokos hőmérsékletre. A kétkomponensű hideghegesztés hosszabb eltarthatósággal rendelkezik, mint az egykomponensű, és részben felhasználható. Általában rúd formájában vannak, amelynek belső része az alapanyag, a héj pedig az edző.
A kereskedelemben kapható készítmények többsége hasonló a konzisztenciához, mint a gyurma, de megtalálható a folyékony hideghegesztés is, amellyel könnyen orvosolhatók a nehezen elérhető sérülések.
Ezenkívül a hideghegesztés lehet univerzális, vagy összpontosíthat egy adott anyag ragasztására. A ragasztók speciális típusai az anyaghoz képest, amelynek felhasználására tervezték, nagyobb tapadást mutatnak, mint az univerzálisak. De egy hideg hegesztéssel történő javításra tett kísérlet, például fém esetében egy kerámia termék kudarcba fulladhat - a ragasztó gyenge lesz.
Hi-Gear ragasztó
Ezért a gazdaságban kapható javító készletben "csak tűz esetén" jobb, ha van egy univerzális ragasztó.
A "fém" hideghegesztést gyakran használják a járműtulajdonosok. Segítségével egy ideig (amíg a nagyobb javítások lehetősége meg nem jelenik) lehetőség van olyan elemek foltozására, amelyek nincsenek kitéve jelentős terhelésnek. Az itt említett gáztartályon és radiátoron kívül ez lehet egy kilyukasztott kipufogódob és egy motorolaj. Ez a fajta ragasztó a vízvezeték-szerelők számára is jó segítővé vált: ideiglenesen kiküszöbölhető a vízcsövekben és a fűtési rendszerekben lévő szivárgás.
A műanyagok hegesztése nagyon népszerű, mert ezt az anyagot manapság mindenhol használják. Segítségével megjavíthatja egy háztartási készülék szétszakadt tokját, valamint különféle műanyag edényeket, például egy autó akkumulátor tokját.
Hideg hegesztő titán
Az üvegáruk (akváriumok, tükrök), kerámiák és fa javításához kompozíciók állnak rendelkezésre. Az építőiparban a speciális ragasztókat széles körben használják, például a linóleum végpontok közötti összekapcsolására.
A hideghegesztést Oroszországban és külföldön egyaránt végzik. A hazai márkák közül a "Polymet", a "Titan" és az "Almaz" ragasztókra van a legnagyobb igény. A külföldiek közül a leghíresebbek a "Hi-Gear", "Abro", "PermatexCold Weld", "Wurth Liquid" hideg hegesztések.
Hol alkalmazzák
A Mastix hideghegesztés otthoni és szakmai munkában egyaránt alkalmazható. Minden az anyag típusától és a környezeti feltételektől függ. Fő alkalmazása hideghegesztés alkalmazása hagyományos ragasztó formájában. Azokat az anyagokat, amelyeket nem lehet ragasztani, kombinálnia kell a szokásos ragasztóval.
Nagyon gyakran a vízvezetékekben lévő csövek javítására használják, a tartályokban lévő lyukakat lezárják vele, a gép alkatrészeit megjavítják és még sok minden mást. A műanyag tömeg, amely ez a keverék, tökéletesen megköti a repedéseket (akár behatolhat a tárgyba). Ha az objektumot nem használják 150 fok feletti hőmérsékleten, akkor a hideghegesztés hatékonyan megjavíthatja a benne lévő összes forgácsot, annak segítségével elkészítheti a szükséges vagy hiányzó alkatrészeket, vagy más módon javíthatja a berendezést. Nagyon fontos, hogy az alkatrészt ne használja, amíg a ragasztó meg nem szárad.
A hideg hegesztés szárítása után nyert anyag nem elég erős ahhoz, hogy ellenálljon az erős hatásoknak. De könnyen ellenáll a rezgés okozta terheléseknek, ezért nagyon hatékonyan használják mozgó mechanizmusok javítására. A következő összetevők találhatók a Mastix hideghegesztés összetételében:
- Ásványi eredetű töltőanyagok;
- Fém töltőanyagok;
- Epoxi gyantával;
- Amin gyanta.
Szivárgáseltávolítási eljárás
A csövek és egyéb termékek hideghegesztéssel történő javításának technológiája több szakaszból áll:
Felület előkészítése
Azokat a területeket, amelyekkel a ragasztó érintkezésbe kerül, meg kell tisztítani a szennyeződéstől, a rozsdától és a festéktől. Ehhez az anyagot durva csiszolópapírral kezelik. Elég körültekintően kell dolgozni egy csiszolóanyaggal, hogy jól látható karcolások maradjanak a felületen. Csak akkor, ha vannak, a ragasztó anyaghoz való tapadása maximális lesz.
A csövek hideg forrasztása
Csiszolás után az érintkezési területet lehetőleg valamilyen oldószerrel kell kezelni és szárítani. Oldószerként használhat acetont vagy valami mosószert.
A folyamat felgyorsítása érdekében megszáríthatja a kezelt területet egy szokásos hajszárítóval. By the way, ha a javítandó anyag kiderül, hogy kissé felmelegedett, a ragasztócsatlakozás megbízhatóbb lesz.
Ragasztókészítés

Az utasítások ezen bekezdése kétkomponensű készítményekre vonatkozik. Egy megfelelő térfogatú darabot le kell vágni a rúdról.
Vágjon egyenesen, különben az alapanyag és az edző aránya nem megfelelő.
A levágott töredéket alaposan át kell gyúrni az ujjaival, védőkesztyű viselésével (ezeket előzetesen vízzel meg lehet nedvesíteni), hogy a keverék szerkezete és színe egységessé váljon. Ebben az esetben, mint már említettük, a hőtermelés figyelhető meg.
A kész ragasztó élettartama szó szerint néhány percre korlátozódik (a csomagoláson feltüntetve) - ekkor kezdődik a polimerizáció. Kicsit meghosszabbítható a keletkezett hő intenzív eltávolításával. Ehhez összenyomhatja a keveréket, hogy vékony rétegű elemet kapjon (megnő a felület), vagy kiviheti egy hűvösebb helyiségbe.
A propilén csöveket egyre inkább használják a fűtési rendszerekben. három módon hajtják végre, amelyeket a cikk részletesen leír.
A fűtésre szolgáló polipropilén csövek műszaki jellemzői meg vannak adva.
Acél, réz, műanyag csöveket használnak a fűtési rendszerekben. De melyik a jobb? Ebben a témában megvizsgáljuk a különböző típusú csövek előnyeit és hátrányait.
Javítások elvégzése
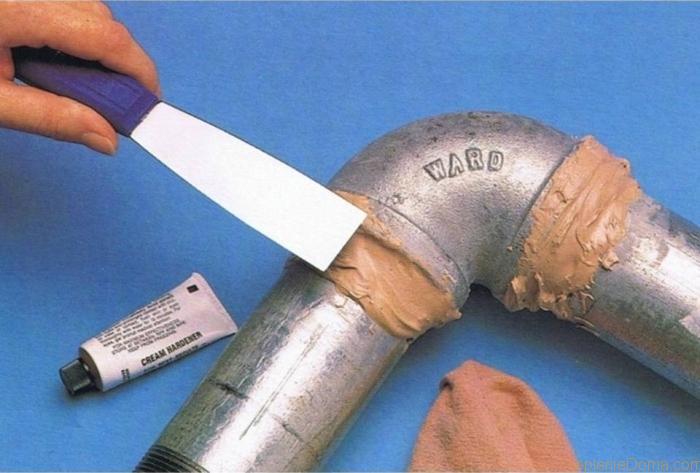
A ragasztót a ragasztandó felületekre vagy a lyukba viszik fel, ha ezt gittként használják. A második esetben kívánatos annak biztosítása, hogy a keverék mélyen behatoljon a lyukba. Kívül a ragasztó masszát spatulával vagy más, vízbe áztatott lapos eszközzel kell elsimítani, a felesleget nedves ruhával el kell távolítani.
Ha a lyukasztott lyuk túl nagy, egy fém tapaszt hidegen kell hegeszteni rajta.
Hideg hegesztés esetén két rész ragasztásához rögzíteni kell őket a kötési időre. Különböző márkák esetében 15 és 60 perc között mozog.
De a ragasztócsuklót csak teljes edzés után lehet terhelésnek kitenni, amely 1–24 órát vehet igénybe.
Ha a felhasználó nem tudta megszárítani és zsírtalanítani a kezelendő felületet, akkor a ragasztót a felhordás után oda-vissza kell simítani, amíg az tapad a termékhez.
Ha a javítást alacsony hőmérsékleten kell elvégezni, akkor az újonnan elkészített ragasztót gömbbé kell tekerni, és hagyni kell, hogy spontán módon felmelegedjen 40-50 fokos hőmérsékletre. Ebben az esetben természetesen a tartási idő nem haladhatja meg a keverék üzemidejét. Tehát, ha a kész ragasztó használati ideje 5-7 perc, akkor azt legfeljebb 4 percig kell melegíteni. Ezt követően a ragasztó massza rendeltetésszerűen felhasználható.
Ahhoz, hogy a kompozíció jól felmelegedjen, elegendő térfogatúnak kell lennie. Ezért fagyos körülmények közötti javításokhoz ajánlott a gömböt a standard csomagolás legalább egyharmadából kihúzni (általában a rúd súlya kb. 55 g).
A műanyag csövek forrasztása nem igényel magas képesítést, és teljesen meg lehet tanulni, hogyan kell saját maga forrasztani őket. - olvassa el a technológia leírását.
Leírják a műanyag szellőzőcsövek jellemzőit.
Polimer csövek javítása

A polimer csövekhez speciális vegyületekre van szükség.
A feldolgozott anyag kémiai összetételétől és az alkalmazott hegesztés jellegétől függetlenül feltétlenül be kell tartani az utasításokban előírt feltételeket és ajánlásokat.
A műanyag fűtőcsövek hideghegesztése a következő séma szerint történik:
- kötelező lépés a javítandó anyag felületének előkészítése. Ehhez a cső végeinek felületét csiszolópapírral dolgozzák fel, majd zsírtalanítják. A cső érdessége növeli a tapadást a ragasztóhoz. A zsíros szennyeződések kémiailag reagálhatnak a hideg hegesztési alkatrészekkel és ronthatják azok teljesítményét;
- határozza meg a végek helyes merőleges tűrését. 20 ... 40 mm átmérőjű csövek esetén legfeljebb 2 mm lehet;
- mérje meg a csövek végén a tengelykapcsoló hosszának felét a kezelt felület területének meghatározásához;
- a jeleket ciklusokkal hajtják végre, vagyis egy vékony anyagréteget (0,1 ... 0,2 mm) távolítanak el a csövekből, a sorjait is eltávolítják;
- A ragasztó közvetlen előállítása az összetevők keveréséből áll, amíg homogén tömeg képződik. Gyurmahegesztés esetén a kezeket keverés előtt vízzel nedvesítik. A paszta nem tapad a bőrhöz. A folyékony készítmények eltarthatósági ideje nem haladja meg a 3 percet, ezért gyorsan kell cselekednie;
- az elkészített keveréket a javított vagy ragasztott anyag felületére viszik fel. Mindent a sajtó alá helyeztek. Hogy milyen erőnek kell hatnia a varratra, azt a hideghegesztés utasításai jelzik.
A megjavított csővezeték vagy fűtőkör 8 órával a hegesztés után használható.
Videó a témáról
Leírás
A ragasztót fűtőradiátorok, meleg és hideg vízellátáshoz szükséges csövek, háztartási és ipari épületek szennyvízének, műanyagból, vas- és színesfémekből készült gyors és megbízható ragasztására, javítására és tömítésére tervezték. A javított termékek üzemi hőmérséklete -60 ° C és + 150 ° C között van. Megbízható javítást biztosít nedves és olajos felületeken, alacsony (-10 ° C-ig) hőmérsékleten (ha a keveréket meleg helyiségben keverik).
Technikai információ
Alkalmazás
Az összeillesztendő felületeket vagy a javítás helyét meg kell tisztítani a szennyeződéstől és a rozsdától, feltétlenül durva szemcsés csiszolópapírral (fémek esetén) tisztítsuk meg, ha lehet, zsírtalanítsuk (acetonnal stb.), Majd szárítsuk meg. Vágja le a rúd szükséges részét, és alaposan keverje össze mindkét alkatrészt az ujjaival (esetleg nedves), amíg a massza egyenletes színt nem kap. Nedves vagy olajos felületeken használva a keveréket össze-vissza kell simítani, amíg az a felülethez nem tapad (míg a kötési szilárdság olajos felületeknél 20-25% -kal csökken). Ne engedje, hogy a rúd alkatrészei érintkezzenek a szemmel és a bőrrel. A bőrrel való érintkezés elkerülése érdekében viseljen védőkesztyűt. Ha szembe kerül, öblítse le vízzel és forduljon orvoshoz. Ne használja élelmiszerrel érintkező felületeken.
A Mastix hátrányai
- A szárítási idő itt valamivel magasabb, mint más márkáknál, ezért bizonyos problémák merülhetnek fel, ha különböző hőmérsékleten dolgoznak vele;
- Az előkészítés során csomók képződhetnek, ami rontja az ízület minőségét, és újrafeldolgozáshoz vezethet.
Alkalmazási terület
Hideghegesztés A Mastix for metal mind otthon, mind a szakemberek különböző javítási eljárásaiban használatos, az anyag típusától függően.Alapvetően hétköznapi ragasztóként használják, amelyeknek össze kell kötniük a fémet, a fát, a műanyagot, a követ és a nehezen ragasztható egyéb dolgokat. Ugyanolyan fontos funkció a csővezetékek, különféle konténerek, autóalkatrészek és egyéb javítás. A repedéseket műanyag tömeg alkalmazásával és a belső részekbe való behatolással lehet kijavítani.
Ha a terméket nem 150 Celsius fok feletti hőmérsékleten működtetik, akkor a forgácsokat meg lehet javítani, az alkatrészeket helyre lehet állítani és más javítási eljárásokat lehet végrehajtani. A lényeg az, hogy ellenálljon annak az időnek, utána üzembe helyezheti az alkatrészt. Az erőd tulajdonságai nem elég erősek ahhoz, hogy ellenálljanak az erős sokkoknak, de a mozgó mechanizmusokban gyakran előforduló rezgésterhelések meglehetősen normálisan kerülnek átadásra.
- Ásványi töltőanyagok;
- Fémes töltőanyagok;
- Amin gyanta;
- Epoxi gyantával.
Nézetek
Fémhez - összetételében van egy fém töltőanyag, amely javítja a fémfelületekkel való kapcsolat minőségét. Jól tolerálja a nedvességgel való érintkezést, így vízvezeték javításra használható. Nem túl érzékeny a felület tisztaságára, ezért nedves és olajos részekkel használható.
Univerzális - a keveréket bármilyen felület gyors javítására használják. Széles üzemi hőmérséklet-tartománya van. Ez a legnépszerűbb és leggyakrabban használt lehetőség, amelyre minden otthonban szükség lehet.
Hőálló - Ennek a hideg hegesztési hőmérsékletnek a legmagasabb a hőmérséklete, ami 250 Celsius fok. Termikusan aktív gömbökben használt vas- és színesfémek összekapcsolására szolgál.
Vízvezeték-szereléshez - a ragasztót nedves körülmények között végzett munkához használják. Leggyakrabban ez a vízvezeték javítása, ahol nagy nedvességállóságra van szükség, és képes ellenállni a nyomás alatt álló munkának. Összeköti a fémet, a porcelánt, felhasználható a faragások helyreállítására stb.
Hideghegesztés Mastix gyorsacél - acél töltőanyagot tartalmaz, amely javítja a csatlakozás minőségét és az elveszett elemek acélból történő helyreállítását.
Hideghegesztő Mastix alumíniumhoz - alumínium töltőanyagot tartalmaz, amely erősebbé teszi a fémhez való kötést.
A Mastix tulajdonságai és tulajdonságai
A Mastix szedése előtt meg kell vizsgálnia annak jellemzőit:
A használat jellemzői
A hideghegesztés használatára vonatkozó utasítások A Mastix feltételezi az összes szabály túllépését. A kezdeti szakaszban meg kell tisztítania azt a felületet, amelyről a munkát elvégzik.
Még akkor is, ha a csomagolás azt jelzi, hogy ez a lépés elhanyagolható, és a ragasztó olajos felületeken használható, a jobb összeköttetés érdekében mindent meg kell tisztítania. "
Ezt követően le kell vágnia azt a részt, amelyet használni fog a teljes tömegből. Itt figyelembe kell venni, hogy mindkét komponens egyformán. Ezt követi a dagasztás és a felszínre juttatás. Ezután 20 percről egy órára kell várni, amíg minden biztonságosan megragad.