
Szinte lehetetlen elképzelni egy modern ember lakhatását polimerek nélkül. Az alacsony sűrűségű polietilén különösen népszerűvé vált, és jelentős ágazatot foglal el a vízvezeték-berendezések piacán. Ma a legtöbb csővezetéket abból állítják elő, amelyen keresztül különböző közegeket szállítanak, valamint csővezeték-szerelvényeket is szállítanak hozzájuk. A HDPE csövek vitathatatlan előnyeik, valamint az egyszerű telepítésük miatt váltak népszerűvé - egy személy speciális képzés nélkül is elvégezheti. De, mint minden üzletben, ennek is megvannak a maga sajátosságai és árnyalatai, így egy kezdőnek nem árt, ha először megtanulja, hogyan kell saját kezével helyesen felszerelni a HDPE csöveket. Olvassa el ezt a cikket, erről szól.
- 2 A csövek összekötésének módszerei
2.1 Állandó kapcsolatok
2.1.1 Csőhegesztés
- 2.1.2 Elektrofúziós hegesztés
Telepítési jellemzők
A HDPE csövek forrasztásakor figyelembe kell venni, hogy a hegesztési kötés egy darabból áll. A tartós hegesztési kötés gyártásához speciális berendezéseket kell használni. Kezdetben a legjobb, ha durva alkatrészeken próbálják megtenni a munkát.
A tömörítő szerelvényeken történő kapcsolat létrehozásakor ki kell választani az egyes elemek elválasztásának lehetőségét. A szerelvényeken készített kötés ellenáll az egyes melegvíz-fűtések terhelésének, de nem vízkalapácsra vagy ipari nyomásra tervezték. A hegesztési varrat alkalmas nagy átmérőjű alkatrészek összekapcsolására.
Házak építése
41 szavazat
+
Hangja!
—
Ellen!
A polietilénből készült csöveket egyre aktívabban használják. Az ilyen termékek műszaki jellemzői lehetővé teszik az ipari felhasználást és a csővezetékek háztartási célú építését. A kiváló minőségű, viszonylag alacsony polietilén csövek ára állandó keresletet teremt számukra. Ezenkívül könnyen telepíthetők és csatlakoztathatók. Fontolja meg, hogyan történik a polietilén csövek hegesztése otthon.
Polietilén csövek csatlakoztatása
Azok, akik úgy döntenek, hogy a régi csővezetéket műanyagra cserélik, kétségtelenül értékelni fogják a műanyag típusok modern változatosságát. Másrészről azonban a széles választék bizonyos nehézségeket okozott, mert a telepítés során mindegyik típus különleges hozzáállást igényel. A speciális anyagból - az úgynevezett térhálósított polietilénből - készült csövek különösen ellenállnak a külső tényezőknek és megbízhatóak.
A polietilénből készült csöveket fel lehet használni nyomás alatt álló és nem nyomáson alapuló csővezetékek építéséhez. Háztartási szempontból az ilyen csöveket leggyakrabban egy vízellátó rendszer összeállításához használják. A csővezeték saját kezűleg történő telepítésének befejezéséhez fontos, hogy az otthoni kézművesek ismerjék a polietilén csövek ízületeinek paramétereit.

A polietilén csövek fő csatlakozási típusai: csatlakozás további összekötő elemekkel, úgynevezett szerelvényekkel, fenék- és elektrofúziós hegesztéssel. Levehető csatlakozásokkal általában minden világos. A csővezeték belsejének telepítésekor szokás leválasztott csatlakozásokat használni. A csövek szerelvényekkel történő lefektetése olyan egyszerű eljárás, amelyet bárki megtehet, akinek a legkisebb tapasztalata sincs ebben a kérdésben.
Az ilyen csatlakozások megválasztása azonban korlátozott számú munkát végezhet, ezért a vízellátó rendszer telepítésekor nem lehet nélkülözni a polietilén csövek saját kezű hegesztését. A csatlakozás egyik típusaként a hegesztés elősegíti a csővezeték szilárdságának és rugalmasságának fenntartását. Egy másik fontos előny, hogy a csövek beépítése a föld felszínén elvégezhető, majd árokba fektethető, árok nélküli módszer is elfogadható.
Csőhegesztési szabályok
A polietilén csövek hegesztési módszereinek technológiája eltérő, de számos alapelv ismert. Bármilyen hegesztés megkezdésekor érdemes rájuk figyelni. Vizsgáljuk meg őket közelebbről:

A polietilén csöveknek falvastagságuknak és átmérőjüknek azonosnak kell lenniük, fizikailag és kémiailag kompatibiliseknek kell lenniük egymással (ezeket az információkat a gyártótól kell ellenőrizni).
- A munka megkezdése előtt meg kell tisztítani a csövek végeit.
- A csövek hegesztésekor ajánlott minimalizálni a külső tényezők és az időjárási viszonyok hatását:
- túl alacsony hőmérsékleten fel kell melegítenie a helyiséget, amint azt a polietilén csövek hegesztéséről szóló videó mutatja;
- ha szél van, és nincsenek ablakok, hozzon létre bármilyen anyagú akadályt, például sátrat;
- bőséges napfény esetén védje a hegesztendő felületeket a közvetlen sugaraktól, hogy elkerülje az egyes helyek túlmelegedését.
- Javasoljuk azoknak a csöveknek a lezárását, amelyek nem vesznek részt a dugókkal történő hegesztésben, mert a hideg levegő beáramlása a hegesztett területek hőmérsékletét a szükséges alá csökkentheti (kivéve azt az esetet, amikor a polietilén csövek hideg hegesztését hajtják végre) ).
- Szüntesse meg a mechanikai hatásokat ezekre a termékekre maga a hegesztési folyamat és a csövek hűtése során.
Csőhegesztési módszerek
És azonnal felmerül egy kérdése - melyik polietilén cső hegesztési technológiája előnyösebb, és általában milyen csőhegesztés lehetséges. Ha saját kezűleg kíván hegeszteni a csöveket, alaposan meg kell értenie a polietilén csövek hegesztésekor alkalmazott eljárást, anyagokat és berendezéseket. A polietilén csövek hegesztésének technológiájában nincs semmi bonyolult, mert a modern hegesztőgépek használata egyszerűbb.
Dugaszoló hegesztés
A foglalatos hegesztés, vagy ahogy "csatolásnak" is nevezik, magában foglalja a csövek speciális szerelvényekkel történő összekapcsolását. A szerelvényeket, mint magukat a polietilén csöveket, helytelen hegesztés esetén ajánlott árréssel megvásárolni, különösen akkor, ha először kell elvégeznie az eljárást.
A polietilénhegesztés ezen módszeréhez speciális berendezések előkészítése ajánlott, amelyek egy hegesztőgép. A kézi hegesztőgépeket kis átmérőjű csövek és szerelvények kézi hegesztésére tervezték - legfeljebb 50 mm-ig. Ezen korlátozások ellenére a kézi hegesztőgépeket a polietilén csövek teljes választékához gyártják, amelyeket szerelvényekkel (legfeljebb 125 milliméter) tartó hegesztésre terveztek.
Vannak olyan mechanikus hegesztőgépek is, amelyeket nagy átmérőjű polietilén csövek gépesített aljzatú hegesztésére terveztek - 40 millimétertől vagy annál nagyobbig, amikor a csövek összehangolásának és illesztésének ereje nagy. Az ilyen eszközök biztosítják a polietilén csövek foglalathegesztésének gyorsaságát és kényelmét, és lehetővé teszik a kiváló minőségű hegesztett kötések elérését.
Készítse elő a foglalat hegesztéséhez a következő tartozékokat:
- Hegesztő fúvókák vagy adapterek. A teflon bevonat kopása miatt ezeket rendszeresen cserélni kell. A polietilén csövek bizonyos átmérőjéhez pár megfelelő átmérőjű fúvóka szükséges.
- Vágó eszközök.Ilyen dolgok szükségesek a csövek vágásához, amikor a csővezetéket lefektetik, és az alumíniumréteg hegesztés előtt történő leválasztásához az erősített csövektől.
A hegesztendő felületek ebben az esetben a cső külső része és a szerelvény belső része. Mindkét felületet hegesztő fúvókával melegítik, amely a következő alkatrészekből áll: tüske - fele a szerelvény felmelegítésére és a hüvely - fele a cső végének felmelegítésére.
A polietilén csövek aljzathegesztése ily módon történik. A hegesztőgépet fel kell melegíteni a kívánt hőmérsékletre. A csatlakozót addig kell a tüskére állítani, amíg le nem áll, a polietilén csövek hegesztésére vonatkozó utasításoknak megfelelően. Ez a művelet általában kevés erőfeszítést igényel. Ezzel egyidejűleg nyomja a polietilén cső végét teljesen a hüvelyre. A lehető leggyorsabban végezze el ezeket a manipulációkat.

Ne feledje, hogy a hüvely külső átmérője valamivel nagyobb, mint a cső belső átmérője, és a szerelvény belső átmérője valamivel kisebb, mint a tüske külső átmérője. A melegítés során a csövek felesleges külső rétege megolvad és kinyomódik egy görgő formájában, amelyet sorjázásnak nevezünk. A csövek átmérőjének csökkentése lehetővé teszi a hegesztésre szánt fúvókába való bejutást.
Hasonló módon a sorja is kinyomódik a szerelvényen, lehetővé téve, hogy teljesen illeszkedjen a tüskéhez. Az alkatrészek megállásig a fűtőfúvóka falába mozognak. A kezeddel kell érezned ezt a pillanatot, nagyon fontos, amikor le kell állítani az alkatrészekre nehezedő nyomást. Továbbá az alkatrészeket ebben a helyzetben kell tartani a kívánt ideig.
A kijelölt rés lejárta után gyorsan el kell távolítania a szerelvényt, majd el kell távolítania a csövet a fúvókáról, és a két részt teljesen össze kell igazítani. Lehűlés után egy darabból álló polietilén részt kap. Ezt követően egy második csövet hegesztenek a szerelvény másik végébe. Ha csőhegesztőgépet csak egyszer kíván használni, akkor gazdasági szempontból célszerűbb nem megvásárolni, hanem bérelni. Így csökkentheti a polietilén csövek hegesztésének költségeit.

A kapcsolat minősége közvetlenül függ az elvégzett manipulációk helyességétől. Polietilén csövek aljzathegesztésekor a következő jellegű hibákat követik el. Az első az, hogy a cső az igazítás során nincs teljesen behelyezve a szerelvénybe, emiatt a belső ütköző és a cső között rés keletkezik. Ez a kapcsolat kívülről rendesnek tűnik, de belül egy szakasz van kialakítva, amelynek nagy belső átmérője van a csöveknek és kisebb a falvastagsága.
Az alkatrészek kombinálásakor a felesleges erőfeszítések a kapcsolat megbízhatóságával kapcsolatos problémákat is kiváltanak. Tehát a cső belsejében, a szerelvény ütközőjének nyomása alatt, egy extra sorja képződik, amely a jövőben akadályt jelent a gáz vagy a víz áramlásában.
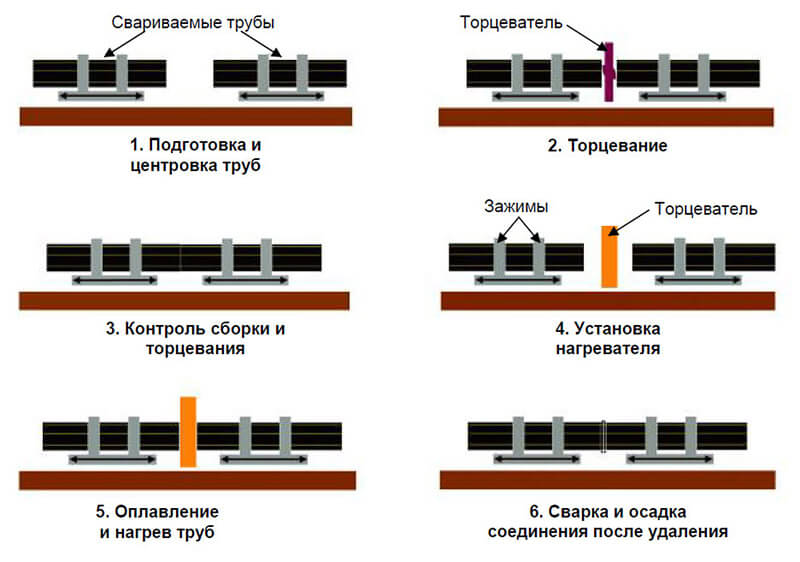
Butt hegesztés
A legnépszerűbb a polietilén csövek fenékhegesztésének technológiai táblázata. Ennek a hegesztési technikának a megválasztásával jelentősen csökkentheti energiafelhasználását. Ezenkívül a fenékhegesztéshez nincs szükség nehéz berendezésekre, ami megkönnyíti a szerelési munkát.
Ezt a technikát olyan csövek hegesztésére alkalmazzák, amelyek falvastagsága meghaladja az 5 mm-t és az átmérőjük meghaladja az 50 mm-t. Az összehegesztendő elemek polietilénminőségének azonosnak kell lennie. Ezért a fenékhegesztés elvégzése előtt érdemes a csöveket és szerelvényeket szállítmány szerint válogatni. Célszerű hegeszteni azokat a csöveket, amelyeket ugyanabban a tételben gyártanak. Ezenkívül nem lesz felesleges a csövek ellipticitását tesztelni.
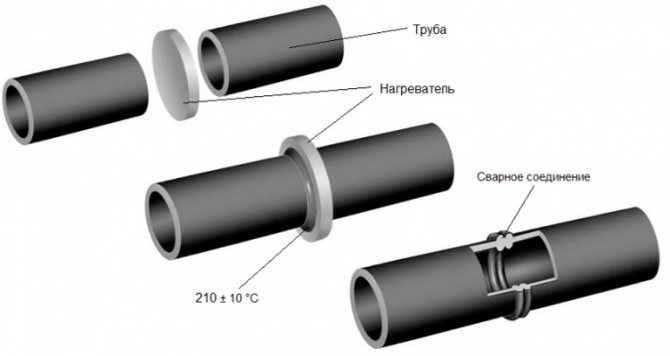
A technológia alapja a csővégek fűtőeszközzel történő fűtése az olvasztási folyamat előtt. Amikor a csöveket ebben az állapotban egyesítik, az alkatrészek molekuláris szinten csatlakoznak. A fenékhegesztést a mínusz 15 fok és a plusz 45 Celsius fok közötti tartományban végezzük.
A polietilén csövek végponttól végig hegesztésekor azonnal felmerül a kérdés: mennyit kell levágni a csövekből. Végül is a csőszakasz végül hegesztési távolsággal csökken. Ezt keresse meg a polietilén csövek hegesztési útmutatójában, vagy mérje meg a szerszám páros fúvókáját. Ez a távolság különböző lesz a csőátmérőknél. Például egy 20 milliméteres csőnél ez a távolság 14,5 milliméter, egy 32 milliméteres csőnél 18 milliméter.
Továbbá ajánlott jelöléseket alkalmazni a vízellátó rendszer egyes részeinek hegesztése előtt, hogy a csövet ne mérjék folyamatosan, és növelje a hegesztés megismételhetőségét. A csatlakozások megjelenésükben megegyeznek, kiszámíthatóvá válik az üregek felhevítésének és eltávolításának erőfeszítése.
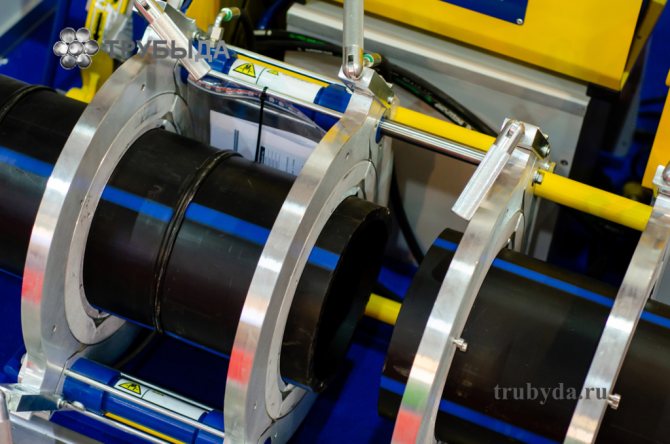
A polietilén cső tompahegesztése abban áll, hogy a hegesztett elemek végeit viszkózus áramlási állapotba hevítik és nyomás alatt összekapcsolják. A csövek végeit mereven kell rögzíteni egy speciális készülék bilincseiben, fűtőlemezt helyeznek közéjük. Bizonyos nyomással nyomja a végeket a lemezhez, és áztassa addig, amíg az olvadási folyamat meg nem kezdődik.

A fűtési idő a polietilén csövek átmérőjétől és a használt készülék teljesítményétől függ. Miután elérte a szükséges fűtési szintet, távolítsa el a lemezt, és csatlakoztassa a csövek fenekét, miközben nyomást kell gyakorolnia rájuk. Most már csak annyit kell várni, hogy a polimer anyag teljesen lehűljön.
Annak érdekében, hogy a polietilén csövek fenékhegesztése a lehető leggyorsabban és legpontosabban történjen, hidraulikus vagy mechanikus meghajtású eszközöket kell használni. A legfejlettebb eszközök szoftver vezérléssel rendelkeznek.
Az ilyen eszköz használatát az előnyök teljes listája különbözteti meg: a folyamat automatikus vezérlése, amely kizárja az emberi tényezőt és a tervezett csövek hegesztéséhez szükséges idő pontos kiszámításának képességét.
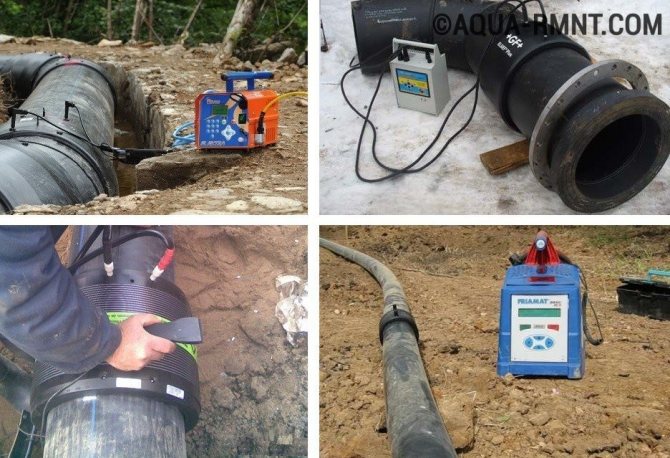
Elektrofúziós csőhegesztés
A polietilén csövek elektrofúziós hegesztését különböző falvastagságú és átmérőjű csövekhez alkalmazzák, amikor nem nyomáson alapuló csővezetéket telepítenek - vízelvezető és gravitációs vízelvezető rendszerek, meglévő csővezetékbe illesztik és javítják a meglévő csővezetékeket.
A csövek elektrofúziós tengelykapcsolóval történő hegesztési eljárása olyan hegesztett kötések létrehozására szolgál, amelyek akár 16 atmoszférás nyomást is képesek ellenállni. Az elektrofúziós kötések a legdrágábbak a fenékhegesztéshez képest, és a polietilén csövek hegesztésének költségei ebben az esetben nőnek.
Az elektrofúziós hegesztéshez speciális szerelvényekre lesz szükség, például beágyazott elektromos fűtőberendezéssel ellátott elektrofúziós szerelvényekre, amelyek felmelegítik a csövek végeit. Ha polietilén csövek elektrofúziós hegesztése mellett dönt, kövesse ezeket az utasításokat. A kezdéshez készítse elő a szükséges alkatrészeket, és tisztítsa meg azt a helyet is, ahol dolgozni fog, válassza ki a hegesztési munka paramétereit, a cső és a beágyazott alkatrészek méretétől függően.

Ezután alaposan meg kell tisztítani az elektrofúzió belső felületét és a csatlakoztatandó csövek felületeit a szennyeződéstől. A termékek tisztításához és egyidejű zsírtalanításához ajánlott olyan szalvétákat használni, amelyeket erősen illékony folyadékkal, például alkohollal impregnáltak.
A hegesztendő csövek végeit gondosan és egyenletesen kell levágni, hogy az olvadt polietilén ne áramoljon a csőbe. Távolítsa el az oxidált réteget a cső felületéről. A csövek gyártása során keletkező oxidok mechanikusan eltávolíthatók speciális kaparókkal történő tisztítással.
Rögzítse a csöveket a pozícionálóban, miközben vezérli azok beállítását. A csatlakozások további védelme érdekében a por behatolása ellen szokásos ragasztószalag-csomagolást használni. A csövek nyitott végei dugókkal vannak lezárva, hogy megakadályozzák a terméketlen hőveszteséget.Feszültséget kell alkalmazni az elektromos tengelykapcsoló kapcsain, amelynek eredményeként a szerelvény felmelegszik, hegesztve a csöveket.

A polietilén csövek hegesztésének teljes időtartama alatt, beleértve a hűtési időt is, a cső helyét a szerelvényekkel mereven rögzíteni kell, és a hegesztés során mozdulatlanul kell maradnia. A hegesztési munkák során ne feledkezzen meg a biztonsági intézkedésekről. Különösen figyelembe véve a kevés tapasztalatot a polietilén csövek hegesztésében, még akkor is, ha úgy gondolja, hogy az eljárás egyszerű és egyszerű.
A varratok minőségellenőrzése
A polietilén csövek hegesztési eljárásának kötelező része az elkészített kötések minőség-ellenőrzése. A csövek feldolgozását a jövőben csak az összes csatlakoztatás ellenőrzése után lehet folytatni. Az elvégzett varratoknak pontosan meg kell felelniük a megállapított műszaki követelményeknek, csak akkor lehet a csatlakozást magabiztosan felismerni, hogy kiváló minőségű.
A jól megkötött csatlakozásokkal ellátott polietilén csövekből összeállított csővezeték több évtizedig fog tartani, anélkül, hogy további karbantartást és javítást igényelne. Az alábbiakban bemutatjuk a polietilén csövek hegesztésének alapvető követelményeit és paramétereit, amelyek a varrat minőségére vonatkoznak a szemrevételezés során:
- A cső felületén lévő csatlakozásnak nem szabad úgy kinéznie, mint egy süllyesztett horony, vagyis nem szabad a csővezeték általános szintje alatt elhelyezkednie.
- Fontos, hogy fenntartsuk a csövek igazodását. A hegesztett termékek egymáshoz viszonyított elmozdulása megengedett, de a falvastagság legfeljebb 10% -a. Például, ha 5 milliméter vastag falú csöveket hegeszt, akkor az eltolás nem haladhatja meg a 0,5 millimétert.
- A polietilén csövek belsejében és a felületükön kívül kialakított hengerek magassága is korlátozott. 5 mm vastag csövek hegesztésekor a gyöngy magassága nem haladhatja meg a 2,5 mm-t. Ha a cső falvastagsága 6-20 milliméter, akkor a henger magasságát 5 milliméterre kell korlátozni.
Így a polietilén csöveket széles körben használják különféle célú csővezetékek összeállításához. Ha házban vagy lakásban végez munkát, teljesen lehetséges a polietilén csövek hegesztése saját kezűleg. A csövek méretétől és a csővezeték céljától függően hegesztési technikát választanak, és e munka technológiájának elsajátítása nem lesz nehéz. Elég tanulmányozni az eljárás elméleti ajánlásait és korlátozásait, amelyek után nyugodtan elkezdheti a gyakorlást!
Hegesztési módszerek
A polietilén csövek hegesztésének technológiáját több módszerrel hajtják végre. Mindegyikük rendelkezik bizonyos tulajdonságokkal, különböző típusú eszközök, fogyóeszközök használatát igényli.
Lobbant
A PE csövek hegesztési módszerrel történő hegesztéséhez speciális szerelvényeket kell használni. Ezenkívül a következő eszközökre lesz szüksége:
- kalibrátor;
- csővágó;
- hegesztőgép polimer anyagokhoz;
- letörés eszköz;
- egy sor fúvóka fűtéshez.
A munka elvégzésének lépésről lépésre:
- Vágja a csöveket méretre.
- Használjon letöréses szerszámot az összekapcsolandó perem vágásához.
- Kalibrálja a lyukat, hogy tökéletes kört kapjon.
- Törölje le a határoló felületeket a portól, zsírtalanítsa.
- Állítsa a hegesztőgép fűtési hőmérsékletét 210 Celsius fokra. Erre a hőmérsékletre melegítés után a készüléken jelzőfény kigyullad.
- Telepítse az előkészített csövet és csatlakozót a hegesztőgépen rögzített két fúvókára.
- Melegítés után távolítsa el a két részt, kösse össze őket.
Várja meg, amíg az ízület lehűl.
Csikk
A módszert 5 mm-t meghaladó falvastagságú termékek hegesztésére alkalmazzák. Szükséges felszerelés, szerszámok:
- A szeletek feldolgozásának mechanizmusa facer.
- Készülék két rész koaxiális összehangolásához egymáshoz képest - központosító.
- Vezérlő rendszer automatizált folyamatokhoz.
- Hegesztőgép, amelyet végcsatlakozáshoz használnak.
- Meghajtó az egyes elemek csatlakoztatásához.
- Csökkentő betétek.
Munkafolyamat:
- Rögzítse a csővezeték két végét a középső állványhoz.
- Tisztítsa meg, vágja le az összekötendő ízületeket.
- A hegesztő tükör egyszerre melegíti fel a csővezeték két részét.
- Nyomás alatt a két részt addig tartják, amíg lehűl.
Erős varrat készítéséhez meg kell ismerkednie a polietilén csövek fenékhegesztő asztalával.

Hegesztőgép polietilén csövekhez
Extruder
A HDPE csövek extruderrel történő forrasztását a gyártás során bonyolult alakú csővezetékek gyártásához használják. A munka elvégzésének lépésről lépésre:
- Vágja le az alkatrészeket a kívánt méretre, tisztítsa meg a sorjától.
- Tisztítsa meg a vágási pontokat a szennyeződésektől, zsírtalanítsa őket.
- Pont hegesztés az alkatrészek egymáshoz rögzítéséhez.
- Extruderrel hegesszük a csatlakozást.
Ahhoz, hogy a varrat elfogadható megjelenésű legyen, meg kell várni, amíg a műanyag lehűl, csiszolni kell csiszolópapírral.
Elektrofúziós szerelvények
A HDPE csövek hegesztését elektrofúziós tengelykapcsolókkal drága módszernek tekintik, amely bizonyos fogyóeszközök és szerszámok beszerzését igényli. Az elektrofúziós szerelvények olyan műanyag alkatrészek, amelyeken belül több fűtőelem van felszerelve. A szerelvények használatakor speciális hegesztőgépet kell használnia, amely nem rendelkezik fűtési szegmenssel.




Polietilén csövek hegesztése

Butt hegesztés
A HDPE-hez való csatlakozás leggyakoribb módja a fenékhegesztés. Ez valóban nagyon gazdaságos és könnyen használható. Ezenkívül elegendő csatlakozási erőforrást biztosít. A módszer speciális hegesztőberendezéseket igényel. A módszer azokra a helyekre alkalmas, ahol a csövek elég szabadon mozognak, és ahol kívánatos ezt a rugalmasságot meghagyni.
A módszer használható nyílt csőfektetéshez, valamint árokban.
Hegesztési eljárás:
- A két darab egy hegesztő tartóba illeszkedik, amely elmozdulás nélkül egymáshoz vezeti a munkadarabokat.
- Ezenkívül az egységeket bilincsekkel rögzítik a tartóba.
- Alkoholos oldat használatával a széleit meg kell tisztítani a különféle szennyeződésektől. Célszerű olyan anyagokat használni, amelyek nem hagynak szöszöt.
- Az éleket mechanikusan is megmunkálják vágással. Megkapják a megfelelő formát. A feldolgozást pillanatig végzik, amíg a forgács 0,5 mm-nél kisebb vastagsággal nem jelenik meg.
- Ezután a mesternek manuálisan ellenőriznie kell a végek párhuzamosságát. Ha hiányosságok jelennek meg, a vágási eljárást megismételjük.
- A fűtőelem egyidejűleg felmelegíti az összekapcsolandó termékek végeit.
- Amint az élek kissé megolvadtak, a fűtés leáll, és maguk a termékek is szorosan kapcsolódnak egymáshoz. Az alkatrészeket addig nyomják, amíg a csatlakozás kellő szilárdságú nem lesz. A legtöbb esetben 5-10 perc elegendő.
- A munka elvégzése után gondosan ellenőrizni kell a hegesztett varratot, és ellenőrizni kell a csatlakozás erősségét is.

Megmunkálás vége
A forrasztás végső minősége nagyban függ az előmunka minőségétől. A jól csiszolt és előkészített élek sokkal jobban össze vannak hegesztve. Így nagyon jó eredmény érhető el.
Fontos! A hegesztést egy varrat segítségével kell elvégezni. Ellenkező esetben a kapcsolat erőssége és tartóssága minimális lesz.
Eszközök és felszerelés
A munkaeszközöket, eszközöket attól függően választják ki, hogy melyik hegesztési módszert fogják használni. Feltétlenül szükség van egy csővágóra, letörő mechanizmusra. Például a polietilén csövek elektrofúziós hegesztéséhez speciális hegesztőgépre és fűtőrészekre van szükség.
A polietilén csövek termisztoros hegesztése beágyazott elektromos fűtőrészeket igényel. A popsi módszerhez központosítóra, hidraulikus hajtásra és homlokzatra lesz szükség.
Hegesztési paraméterek és műveletsor
A tompahegesztés paraméterei a következők:
- A végek nyomásának mértéke.
- Az anyag megolvadásának hőmérséklete. A márkától függ.
- Az az erő, amellyel a végeket a fűtőelemhez nyomják.
- A folyamat időtartama.
A nyomást nyomásmérővel kell ellenőrizni egy automatikus készülékben. Ha a nyomást manuálisan hozzák létre, akkor a nyomás vizuálisan nyomon követhető, és a tömörítési folyamat ideje stopper segítségével.

A műveletek sorrendje:
- A polietilén csövek hegesztésének első lépése az összekapcsolandó csövek végeinek tisztítása.
- A csövek rögzítése a készülék központosítójában, ahol a polietilént hegeszteni kell A csövek végeinek vágása vágóval a tengely merőlegességének biztosítása érdekében. Ebben az esetben a kész munkadarabokat ellenőrizzük, hogy ne legyenek hézagok.
- A csővégeket hegesztő tükörrel körülbelül 220 ° C olvadási hőmérsékletre melegítjük.
- A szükséges erővel nyomja meg a csövek végeit.
- A kész cső eltávolítása a készülékből.
A műanyag csövek hegesztésének megértése érdekében a weboldalunkon található videó részletesebb információkat tartalmaz. Így Ön képes lesz arra, hogy saját maga végezze el a munkát, ha rendelkezik a szükséges felszereléssel.
További információ erről a témáról a weboldalunkon:
- Polipropilén csövek hegesztése - a folyamat videója Alacsony költségük és egyszerű csatlakozásuk miatt a műanyag csövek vezető helyet foglalnak el a hő- és vízellátó rendszerek telepítésében. A fémszerkezetekhez képest a polipropilén csövek ...
- Elektródatípusok hegesztéshez - hegesztés elektródákkal a videóban A hegesztőelektróda különböző hosszúságú fémrúd, amelyet sokféle anyagból készült alkatrészek hegesztésénél használnak. Fő céljuk az elektromos áram ellátása ...
- Hegesztés kezdőknek - video oktatóanyagok A hegesztés szó alatt általánosan elfogadott olyan technológiai folyamatot jelent, ahol a hevítés eredményeként intermolekuláris és interatomikus kötés jön létre az alkatrészek között. Így a közvetlen anyagok összekapcsolódnak. Többnyire…
- Munkahelyi video oktatóanyagok - inverteres hegesztési órák megtekintése kezdő hegesztőknek A kezdőknek meg kell nézniük a hegesztésről készült oktató videókat, hogy elkerüljék a gyakori hibákat, és munkájukat magas színvonalúvá és biztonságosvá tegyék. Mindig emlékezzen arra, hogy ...
Ossza meg barátaival a közösségi hálózatokon az anyagra mutató linket (kattintson az ikonokra):
A munka szakaszai
A HDPE csövek saját kezűleg történő hegesztéséhez otthon használja az alkatrészek összekötésének módszerét. A munka szakaszai:
- Vágja le az elemeket a szükséges méretekre.
- Letörés, középre a két részt.
- Távolítsa el a sorjait és a szennyeződéseket a csatlakoztatandó részekről. Zsírtalanítsa őket alkohollal.
- Melegítse fel a két részt műanyag hegesztővel.
- A kezével nyomja össze a két részt.
Várja meg, amíg a varrat lehűl. Csiszolja a műanyag gyöngyöket finom csiszolópapírral. A fenékízületes módszer biztosítja a csővezeték rugalmasságát teljes hosszában, ami plusznak számít. Ha nehezen elérhető helyen kell varratot készíteni, akkor célszerű a kapcsolási módot választani. A hasított illesztések alkalmasak ideiglenes csövek készítésére.
A polietilén csövek hegesztését megbízható módszernek tekintik a műanyag csővezetékek előállítására. Számos munkamódszert különböztetnek meg, amelyek a hegesztés szakaszában különböznek egymástól a használt berendezésben. Magad is erős kapcsolatot létesíthetsz.
Elektrofúziós hegesztési technológia

A fotón - a tengelykapcsoló hegesztése
- A polietilén csövek egymáshoz képest azonos szinten helyezkednek el.Ha a készlet tartalmaz speciális állítható vezetőállványokat, akkor ezeket használjuk, ha nem, akkor rögtönzött eszközökkel tesszük.
- A végeket egy speciális vágóval vágjuk, amely lehetővé teszi a vágást 90 ° -os szögben.
Fontos: Ne vágjon csöveket késsel vagy fűrésszel, mert ez nem fogja elérni a vágás optimális minőségét és egyenletességét.
- Szöszmentes rongy és alkoholalapú zsírtalanító segítségével óvatosan törölje le a végét kívülről és belülről.
- Mindegyik csövön mérünk a végétől a tengelykapcsoló felének megfelelő távolságot, és egy speciális fehér jelölővel jelöljük.
- A teljes réteget eltávolítjuk a felszíni réteget. E célokra speciális kaparót használunk, amely a hegesztőgép teljes készletében található.
Fontos: Semmilyen esetben ne végezzen ilyen munkát csiszolópapírral, mivel az egyes polietilén csiszolószemcsék miatt a forrasztás szivárog.
- A mért él mentén, ahol a tengelykapcsoló véget ér, egy speciális bilincset telepítünk, amely ezt követően lehetővé teszi a cső elhelyezését.
- Zsírtalanítsa a megtisztított csőszakaszt.
- Mindkét végén felszereljük a tengelykapcsolót, és bekapcsoljuk a HDPE csövek hegesztésére szolgáló berendezést. A forrasztás körülbelül 4 percet vesz igénybe, míg a műanyag lehűlése körülbelül 10 percet vesz igénybe.
A csatlakoztatáshoz szükséges felszerelés
A csatlakozási módszerek mindegyikéhez külön eszköz szükséges:
- Forrasztópáka;
- Alakú alkatrészek elektromos spirálokkal.
A hegesztéshez használt forrasztópáka kiválasztásakor nem szabad megfeledkezni arról, hogy a munkatest alakjától függően:
- Rúd;
- Nyilvánvaló.
Az első típusú eszközöket általában a csövek fenékhegesztésére használják nehezen elérhető helyeken. Függetlenül attól, hogy a forrasztópákák közül melyiket választják, annak erejét is figyelembe kell venni. Ezt a paramétert a következőképpen választjuk meg. A cső átmérőjét mm-ben meg kell szorozni 10-vel. Ha 50 mm átmérőjű elemeket kíván csatlakoztatni, akkor 500 W-os forrasztópákát kell vásárolni.
A HDPE csövek hegesztésére szolgáló modern berendezéseket elektronikus kitöltés nélkül nehéz elképzelni. Forrasztópáka formájában is kapható. A legtöbb modell elektronikus szabályozással van felszerelve, amely lehetővé teszi a fűtési hőmérséklet pontos beállítását.
A HDPE csövek hegesztéséhez a forrasztópáka fúvókákra is szükség lesz. Kétféle bevonattal kaphatók:
- Teflonov;
- Fémesített.
Sőt, ez utóbbit a legnagyobb szilárdsági jellemzők különböztetik meg. A HDPE csövek saját kezű hegesztésére szolgáló eszköz kiválasztásakor emlékeznie kell arra, hogy kiváló minőségű varrat csak kiváló minőségű berendezésekkel szerezhető be.
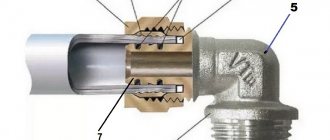
Levehető csatlakozás és szerelvények hozzá
A csövek tengelykapcsolókkal történő felszerelése nem mindig nagyon megbízható, de még mindig gyakran használják.
Ennek a módszernek megvannak az előnyei:
- Először is, speciális eszközökre nincs szükség a megvalósításához, csak kulcsra lehet szükség, és akkor is, ha nagy átmérőjű csövekkel dolgozik.
- Másodszor, levehető csatlakozás hozható létre olyan helyeken, ahol a hegesztés lehetetlen, például víz alatt.
- Harmadszor, ezt a módszert a csővezeték gyors összeszerelésére tervezték.
Az ilyen csatlakozáshoz hegesztett kompressziós típusú sárgaréz vagy HDPE szerelvények használhatók, dugókkal és rugalmas tömítésekkel kiegészítve. Az előkészítés folyamata megegyezik a hegesztéssel.
Miután a csövet a kívánt hosszúságú darabokra vágta, végeiket megtisztítják a szennyeződésektől. Az egyetlen feltétel az, hogy szigorúan merőlegesek legyenek a testre.
A következő lépés az illesztés előkészítése. Ehhez a csavaranyát néhány fordulattal meglazítják, és a csövet a tömítésbe kényszerítik. Ezután egy gumigyűrűt helyezünk el egy rugalmas gyűrűvel, és meghúzzuk az anyát.
Két módon lehet leválasztani a kapcsolatot:
- Harang típusú, gumitömítésekkel;
- Peremes rögzítő elemekkel.
A szakértők a második módszer alkalmazását javasolják, mivel megbízhatóbb és gyakorlatilag nem rosszabb a hegesztésnél.
Csövek szerelése tengelykapcsolókkal
Ez a módszer nagyon megbízható, ráadásul egyszerű és nem igényel nagy pénzügyi költségeket. A HDPE hegesztett tengelykapcsolók polietilénből készülnek, ezért alacsony költségűek, ugyanakkor ellenállnak a mechanikai igénybevételnek és a szélsőséges hőmérsékleti hatásoknak.
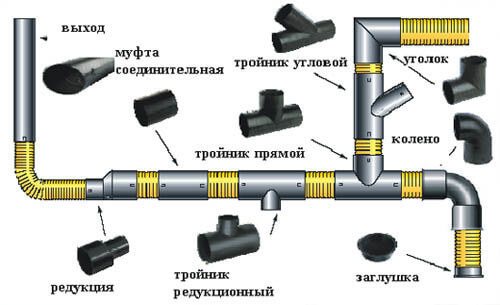
Különböző csatlakozási sémák és szerelvények
Az ilyen összekötő elemek használatának további előnye sokoldalúságuk. Különféle csővezetékek összeállításához használhatók fel. Ezenkívül speciális átmeneti tengelykapcsolókat gyártanak a HDPE és a fémcsövek telepítéséhez.
A polietilén csövek csatlakoztatása
A csővezeték elemek egyetlen rendszerbe történő összekapcsolásának módszerének megválasztását az üzemeltetési körülmények befolyásolják.
Ha állandó nyomás van a vezetékben, akkor a HDPE csövek fenékhegesztését választják erre a célra. Szorosabb kapcsolatot fog biztosítani. Gyakran használják, mivel képes ellenállni egy jó folyékony fejnek.
Ha a folyadék gravitáció útján áramlik át a rendszeren, akkor jobb, ha olyan kapcsolatot használunk, amely leszerelhető lesz.
Ebből következik, hogy az ízületek kétféle lehet:
- levehető (peremes vagy aljzatú);
- egy darabból (hegesztve).
Ezért a csatlakozási módszer kiválasztása előtt el kell döntenie a csővezeték típusát, és ki kell számolnia az üzemi nyomást.
Vissza a tartalomjegyzékhez
Technológiai alapismeretek
Tompahegesztésnél a polietilén csövek végeinek rögzítése a hegesztőberendezés fűtőeleme hatására történő megpuhulásuk után következik be. A HDPE csövek ilyen hegesztésének eredményeként erős varrat keletkezik, amely műszaki paraméterekben egybeesik a polietilén csövek többi felületével.
A HDPE csövek tengelykapcsolókkal történő hegesztésétől eltérően a kommunikációs elemek fenékhegesztésével fel lehet használni az azonos minőségű polietilénből készült alkatrészek rögzítését. A kommunikáció telepítése során a kiváló minőségű varrás érdekében a HDPE csöveket -15 ° C és +45 ° C közötti hőmérsékleten hegesztik, pontosan követve a technológiát.
HDPE csövek állandó kötései
Annak érdekében, hogy megbízható ízületet hozzon létre saját kezével, használhatja az alábbiakban javasolt módszerek egyikét.
Az első út: végponttól végig.
5 cm átmérőjű munkavégzésre tervezték. Ilyen csatlakozáshoz van egy speciális hegesztőgép, amelybe a csöveket behelyezik, felmelegednek és a nyomás miatt össze vannak kötve. Mivel a műanyag magas hőmérséklet hatására kezd elveszíteni szilárd szerkezetét, ennek megfelelően az olvadt anyagot egyesítik. Így monolitikus varratot kapunk.
Az ilyen összeköttetés érdekében szükséges az elemek végeinek szilárd rögzítése speciális bilincsekben. Ezt követően a cső felmelegedése érdekében be kell hozni egy speciális fűtőlemezt. Amint az anyag lágyabbá válik, a fűtőelemet eltávolítják, és maguk az alkatrészek szorosan egymáshoz vannak nyomva. Ebben az esetben a nyomást szabályozzák. Amint a termék kihűlt, eltávolítja a kapcsokról.
A HDPE csövek tompahegesztésének megvan a maga jellemzője, amelyet meg kell ismerni, különösen azok számára, akik először találkoznak ezzel a folyamattal:
- ez a módszer csak azonos átmérőjű csövekkel vagy szerelvények használatakor működik;
- a felhasznált elemek falvastagságának legalább 0,5 cm-nek kell lennie;
- ezt a hegesztési módszert akkor alkalmazzák, ha a hőmérséklet 15-45 ° C között változik beltéren vagy szabadban, ahol az egész folyamatot végrehajtják.
A gép használata óriási előny. Működés közben, annak ellenére, hogy a gép elektromos, nem fogyaszt túl sok áramot.Különösen, ha összehasonlítjuk egy öntöttvas csövekkel működő hegesztőgéppel.
A második út: elektromos tengelykapcsolók segítségével.
Ebben az esetben olyan csővezetéket lehet létrehozni, amely 16 atmoszférás terhelést képes ellenállni. De a tisztesség kedvéért azonnal el kell mondani, hogy az elektromos tengelykapcsolókkal történő hegesztés sokkal drágább, mint a fenékhegesztés. Ez annak a ténynek köszönhető, hogy ebben az esetben speciális berendezéseket kell használni a hegesztéshez - a felső elektromos tengelykapcsolókat.
Az ilyen hegesztés során elő kell készíteni a hegesztendő elemek végeit, amelyekhez megtisztítják és zsírtalanító oldatokkal kezelik.
Továbbá szerelvényeket helyeznek el az illesztéseken, amelyek beágyazott elektromos fűtőberendezésekkel vannak felszerelve. Ők adják a magas hőmérsékletet, amely lehetővé teszi a polietilén megpuhulását. Amint az összes elem a helyén van, bekapcsol a feszültség.
Így a csöveket felmelegítik és a végeik összekapcsolódnak. Amint a termék kihűlt, használatra kész lesz. De van itt egy kis árnyalat. A hűtés során fontos ellenőrizni, hogy az elemek álló helyzetben vannak-e, különben a kapcsolat elveszíti megbízhatóságát.
Elektrofúziós tengelykapcsolókkal történő hegesztést alkalmazzák a legtöbb esetben, amikor több kötést kell készíteni.
Ez a módszer kényelmes a csővezeték további ágának létrehozására, ha kész rendszer van. De ha nagyszámú kötéssel kell dolgozni, akkor jobb a fenékhegesztést használni, mivel ez sokkal jövedelmezőbb.
Az egyik vagy másik módszer kiválasztása során meg kell határoznia, hogy mi a fontosabb a maga számára: a minőség és a megbízhatóság vagy a gazdaságosság.
Vissza a tartalomjegyzékhez
Módszerek a PE csövek összekapcsolására
A polietilén csővezetékeket kétféleképpen telepítik: szerelvények és karimák vagy többféle hegesztés segítségével.
A csatlakozáshoz speciális szerelvényekre (tengelykapcsolókra és aljzatokra) van szükség, és nélkülük. 4,5-nél kisebb falvastagságú (50–110 mm átmérőjű) csöveknél szerelvényekkel történő hegesztést alkalmaznak, nagyobb vastagabb falú csöveknél a fenékhegesztés és az extruder elfogadható.
Diffúzió
A diffúziós eljárás abból áll, hogy a végeket viszkózus áramlású állapotba melegítik. A vakok előkészített végeit összekapcsoljuk és kissé összenyomjuk. A nyomás hatására a mozgó polimer molekulák az összekapcsolandó részekbe költöznek, lehűlve keverednek, új helyzetben megszilárdulnak, új kémiai kötéseket képeznek és biztosítják a csövek megbízható tapadását egymáshoz.

Helytelen bármilyen hegesztési módszert diffúziós hegesztésként kiemelni. Valójában a polietilén bármilyen hegesztése a fűtött molekulák diffúziójának folyamatán alapul.
Bell módszer
Nem a legjellemzőbb mód. A kivitelezésnek két változata van: foglalatcsövek és tengelykapcsolók segítségével. Maga a módszer hasonlít a polipropilén csővezetékek hegesztésére: egy foglalatot vagy tengelykapcsolókat és munkadarabokat melegítenek egy speciális fúvókával ellátott forrasztópáka segítségével. Ezután a munkadarabot behelyezik egy másik cső vagy hüvely foglalatába, rögzítik, préselik és tartják. A hegesztési idő 20 másodperc. Csatlakozók használata esetén a második csövet ugyanúgy forrasztják a tengelykapcsolóba. A tengelykapcsolók költsége alacsony, aljzattal ellátott termékeket ritkán találnak az üzletekben. A csatlakozás megbízható és tartós, kis átmérőjűek hegeszthetők.

Butt hegesztés
Ez a módszer olyan csövekre alkalmazható, amelyek falvastagsága meghaladja a 4,5–5 mm-t és az átmérőjük meghaladja az 50 mm-t.
A munka elvégzése előtt vágja le a polietilén csövet szigorúan merőlegesen, és gondosan tisztítsa meg a végeit. Ezután a csövet rögzítik a hegesztőgépben, és gondosan központosítják. A fűtéshez a csövek végei közé fűtőtestet vezetnek be, a csöveket hozzá nyomják és addig melegítik, amíg a végek megpuhulnak. Ezután a fűtőtestet gyorsan eltávolítják, a végeket összenyomják oly módon, hogy egy kis gyűrű alakú gyöngy képződik az elágazásnál - sorja. Hűtsük le a kötést, majd vegyük ki a gépet. A műnek megvannak a maga finomságai, két emberre van szükség.
Extruder hegesztés
Extrudálás - hegesztés kis készülékkel, amelyből az olvadt polietilént nyomás alatt kinyomják. Az extruderbe rudakat vagy pelleteket tartalmazó nyersanyagokat töltenek be. Az extrudálást 6 mm-nél nagyobb falvastagságú nyomásvezetékeken alkalmazzák, de vékonyabb falú, nem nyomású szennyvízcsatornák foltozására is használható. A csomópontot forró levegő áramolja fel. Célszerű a végeket letörni.

A varrás minősége nagyon magas. A módszer előnye, hogy lehetőség van egy már lefektetett polietilén cső hegesztésére a csővezeték szétszerelése nélkül.
Elektrofúziós hegesztés
Ez a legmegbízhatóbb, legkényelmesebb és legsokoldalúbb csatlakozási módszer. Még nehezen elérhető helyeken is használható. De sajnos ez a legdrágább is - az elektrofúziós szerelvények nem olcsók, a hegesztőgép is sokba kerül. A termisztoros csatlakozókkal történő hegesztést kis és nagy átmérőjű polietilén csővezetékekkel végzik.
A termisztoros hegesztés során a polietilén blankokat szigorúan merőlegesen vágják, gondosan megtisztítják a sorjától és a portól, behelyezik a hüvelybe, és speciális eszközökkel középre állítják őket. A hüvelyben van egy fűtőelem. Speciális hegesztőgéphez csatlakozik, áramot szolgáltat, az elem felmelegíti a tengelykapcsoló és a cső végét, és hegesztik.

Az ilyen típusú hegesztésnél rendkívül fontos, hogy az ízület mozdulatlan maradjon, amíg teljesen kihűl.
Melyik út a jobb
A legjobb csatlakozási módszer kiválasztása előtt meg kell határozni, hogy melyik alkalmazható egy adott esetben, a csővezeték átmérőjétől függően.
A legmegbízhatóbb és legsokoldalúbb módszer a termisztoros csatlakozókkal történő hegesztés. De a tengelykapcsolók, különösen a nagy átmérőjűek, drágák, drágák és hegesztőgépek (de bérelhető). Ezért az ilyen hegesztés nem túl gyakori, amikor magánházat rendez.
Gyakrabban fenékhegesztéssel vagy forrasztó tengelykapcsolókkal. A hegesztést nagy falvastagságú polietilén csöveken alkalmazzák, amelyeket általában nem használnak magánházakban. Az extrudált hegesztés még nem túl gyakori, elsősorban a módszer alacsony népszerűsége miatt.