

A vízellátás vagy a fűtés kiváló minőségű telepítéséhez először is egy eszközt kell választania a polipropilén csövek forrasztásához. Az öntöttvas csövek ilyen célú felhasználása menetes csatlakozások használatával a múlté, és a polipropilén csövek cseréje jön létre, amelyeket forrasztással kötnek össze. Ez egy speciális forrasztópáka segítségével történik. Ez az eszköz nemcsak a szakemberek körében nyert népszerűséget, hanem meglehetősen megfizethető áron, és az otthoni kézművesek körében is, akik mindent magukra szoktak tenni.
A forrasztópáka jellemzői és felszereltsége
A propilén csövek forrasztópáka kialakításában és működési elvében hasonló a közönséges vashoz, csak alakjában és céljában különbözik.
A fő részek egy termosztát és egy erőteljes fűtőelem, valamint egy ergonomikus fogantyú, állvány és cserélhető fúvókák a különböző csőátmérőkhöz.
A pmoregulátor biztosítja a bizonyos hőmérséklet fenntartását, mivel a túlmelegedett vagy túlhűtött polipropilén nem nyújt jó minőségű kapcsolatot a forrasztási folyamat során. A termosztát másik célja a fűtőelem védelme a túlmelegedéstől. Kialakításának megfelelően a fűtőelem kétféle lehet - kerek (fúvókák vannak ráfűzve) és lapos, vas talp formájában, lyukakkal a fúvókák rögzítésére. A második lehetőség népszerűbb.
A készlet tartalmazza a különböző csőátmérőjű fúvókákat, amelyek száma különböző lehet, itt már Önön múlik. Igény esetén külön megvásárolhatók. A mellékletek speciális bevonattal rendelkeznek, amely megakadályozza a PP tapadását. Néhány készlet speciális ollóval is rendelkezik a propilén csövek vágásához. Ez a telepítéshez szükséges eszköz, ezért ha a készlet nem tartalmazza őket, akkor mindenképpen meg kell vásárolnia őket. Rendszerint egy forrasztópáka kényelmes fém tokban kerül forgalomba, annak minden alkatrészének szállítására és tárolására.
Ezt az eszközt úgy tervezték, hogy 220 voltos hálózati tápegységen működjön. A fűtési sebesség a forrasztópáka teljesítményétől függ. A 16–63 mm átmérőjű csövekkel való munkavégzéshez elegendő egy 850 watt teljesítményű forrasztópáka, és ha legfeljebb 125 mm átmérővel fog dolgozni, akkor egy szerszámra lesz szüksége 1500 wattos teljesítmény. A propiléncsövek forrasztásának optimális hőmérsékletét a termosztát gombja + 260 ° C-ra állítja. Ennek az értéknek az elérésekor a termosztát leállítja a további fűtést, amelyet a házon lévő fény jelez.
1pokanalizacii.ru
Berendezés polipropilén csövek diffúz foglalatú hegesztéséhez
A munkavégzéshez szüksége lesz:
- Csővágó. A leggyakoribb lehetőség a csőolló. Az ilyen csővágó azonban nem garantálja a sima vágást, és részben deformálhatja a csövet. A kör alakú műanyag csővágóval simább vágás érhető el. Speciális vágógép hiányában finom fogú fémfűrészt és gérvágódobozt használhat.
- Vágó. Ha fűtő- és melegvízellátó rendszerekben fémfóliával megerősített csöveket használnak, a csőfalak elcsúszásának megakadályozása érdekében a magas hőmérsékletű vízkalapács során ajánlatos a belső fóliaréteget 2 mm-ig eltávolítani.Ezenkívül a szerszám lehetővé teszi a vágás egyenletes dőlését és az esetleges sorjainak eltávolítását.
- Vonalzó és ceruza. Az ajánlott hegesztési mélységet meg kell mérni és fel kell tüntetni a csövön. Ha nem tartják be a hegesztés során a csövek szerelvényekbe való betemetésének normáit, belül polipropilén gyöngyök képződhetnek, szűkítve a csövek lumenjét. A csöveken és a szerelvényeken található jelölések hasznosak a csövek bizonyos relatív helyzetben történő hegesztéséhez is.
- Alkoholos törlőkendők. A polipropilén cső hegesztésének helyét alaposan le kell porozni és zsírtalanítani kell, hogy megakadályozzuk a kapilláris járatok kialakulását a hegesztendő anyag vastagságában.
- Hegesztőgép cserélhető foglalatos fejekkel (tüskekapcsolók). A legtöbb esetben alkalmas egy hagyományos és olcsó, akár 1 kW teljesítményű xiphoid fűtőelemmel rendelkező hegesztőgép. Egy ilyen eszköz képes akár 63 mm átmérőjű csövek hegesztésére is. A professzionális hegesztőgépek hatékonyabbak és pontosabb hőmérséklet-szabályozással rendelkeznek. Ezenkívül a professzionális eszközök lehetővé teszik két különböző átmérőjű aljzat párosának egyidejű melegítését, hogy ne pazarolja az időt annak cseréjével, ha különböző átmérőjű csöveket hegesztenek. A PPR csövek nehezen hozzáférhető helyeken történő hegesztéséhez vannak hegesztőgépek, vékony, kerek fűtőelemmel, amelyek akár egyenesen, akár 90 fokos szögben helyezhetők el. Az ilyen hegesztőgépek aljzatai a hüvely és a tüske között a fűtőelem furatával vannak beépítve. A hegesztőgép kiválasztásakor fontos figyelni arra, hogy a készletben lévő harangok teflon tapadásmentes bevonattal (PTFE néven) legyenek bevonva, hogy megakadályozzák a harangokhoz való műanyag tapadást. Háztartási használat esetén két fűtési indikátor elegendő: piros (üzemjelző) és zöld (a beállított hőmérséklet elérésének mutatója). A fűtésszabályozó fogantyújának világos beosztással és jó rögzítéssel kell rendelkeznie a kiválasztott helyzetben. A hegesztőgép állványán nem lesz extra bilincs: lehetővé teszi a gép rögzítését úgy, hogy a fűtött csövek leválasztásakor ne mozduljon el.
A polipropilén hegesztése a vízellátás és a csatorna kommunikációjának egyik módja. Ebben az esetben lezárt kötéseket kapunk, mivel a termékeket molekuláris szinten varrják. Ha a polipropilén csövek forrasztását helyesen végezzük, a vízellátó vagy vízelvezető rendszer élettartama sokszorosára nő.
Forrasztó szerszámok
A vízellátó rendszer egyes részeinek csatlakoztatásához hőmérséklet-expozíciós technológiákat kell alkalmazni. A műanyag csövek forrasztása vagy hegesztése lehetővé teszi a műanyag molekulák diffúzióját, ami erős és szoros kapcsolatot eredményez.

Fotó - készülék műanyag kommunikáció forrasztásához
Ezeket a munkákat speciális eszközökkel - hegesztő inverter műanyag csövekhez vagy pisztollyal - hajtják végre:
- A hegesztőt professzionálisabb készüléknek tekintik, és főleg tapasztalt vízvezeték-szerelők használják. Ára nagyságrenddel magasabb, mint egy szokásos háztartási pisztoly;
- A pisztoly egyfajta forrasztópáka, amely pontszerűen képes hatni a műanyag vagy fém-műanyag kommunikáció egyes részeire.
A hegesztőgépek teljesítmény szerint osztályozhatók. Most a legnépszerűbbek az univerzális modellek 1500-1600 wattra. Kényelmesek háztartási használatra, emellett a készlet tartalmaz egy fúvókák készletét is, amelyek különféle típusú csővezetékekkel dolgoznak.
Fotó - forrasztópáka kialakítása
Meg kell jegyezni, hogy a speciális eszközök mellett további eszközökre is szükség lesz. Ezek különösen a vízvezeték-alkatrészek vágására szolgáló ollók. És egy görgős csővágó is, amely lehetővé teszi a legegyenletesebb és legsimább vágást a kommunikáció felületén.
Emellett, ha fém-műanyag vagy fóliával megerősített csövekkel dolgozik, szüksége lesz egy tisztító eszközre - darálóra. Kiegyenlíti a vágott élt, amely a kívánt terület levágása után gyakran apró szabálytalanságokat hagy maga után. Ha figyelmen kívül hagyja ezt a folyamatot, előfordulhat, hogy a csatlakozás nem elég erős és szoros, ami hatással lesz a teljes csatornarendszer működésére.
Ha nagy átmérőjű műanyagból készült csöveket kell forrasztania - 110 mm-től, akkor elektromos tengelykapcsolót kell használni. Az ízületre tolják, és felmelegíti az ízületet. A folyamat során a kommunikáció egyes szakaszainak központosítása játszik a fő szerepet, mivel hegesztés közben szinte lehetetlen irányítani a folyamatot. Egy ilyen eszközzel való munkavégzéshez speciális központosító gépet használnak, amely lehetővé teszi a vágott felület szintezését a legsűrűbb varrat elérése érdekében. A tengelykapcsolók teljesítménye némileg eltér a hegesztőgépek és forrasztópisztolyok teljesítményétől, a legtöbb esetben valamivel magasabb értékekre van szükség - 1500 watt felett.
A hideg forrasztást gyakran használják otthon is. A technológia magában foglal egy agresszív ragasztó alkalmazását, amely fűtőelemek használata nélkül biztosítja a műanyag molekulák diffúzióját. A módszer fő előnye az egyszerűsége. Az ilyen hegesztés tapasztalatok nélkül is könnyen elvégezhető, ráadásul további eszközök vásárlása nem szükséges. De ugyanakkor az ilyen illesztést rövid életűnek tekintik, vagyis inkább sürgős intézkedés, mint lehetőség a csövek állandó bekötésére.
Fotó - példa a műanyag kommunikáció hideg forrasztására
Szinte bármilyen vízvezeték-üzletben megvásárolhatja a műanyag csövek forrasztásához szükséges eszközt, átlagosan 800 rubeltől több tízezerig kerül. Például Szevasztopolban a WESTER DWM 1000B költsége 1800 rubeltől 2000-ig változik. Az ár a készülék, a márka és a cél deklarált teljesítményétől függ.
Videó: a műanyag csövek megfelelő forrasztása
Forrasztási utasítások
A műanyag csővezetékek önhegesztését szennyvízprojekt segítségével és a GOST-nak megfelelően hajtják végre. Minden anyag esetében a forrasztást egy bizonyos hőmérsékletnek megfelelően hajtják végre, az alábbi táblázat segít kiválasztani a megfelelő értékeket:
| Átmérő, mm | Fűtés, másodperc | Hegesztés, másodperc | Hűtés, másodperc |
| 16 | 6 | 4 | 3 |
| 20 | 6 | 4 | 4 |
| 25 | 7 | 4 | 4 |
| 32 | 9 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 17 | 5 | 5 |
| 63 | 23 | 5 | 5 |
| 75 | 30 | 7 | 7 |
| 90 | 38 | 7 | 8 |
| 110 | 48 | 9 | 10 |
| 160 | 80 | 14 | 14 |
Lépésenkénti utasítások a fűtési rendszerek műanyag csövének forrasztásához vagy a vízvezeték csatlakoztatásához:
- A hegesztőeszközön speciális fúvókákat kell felszerelni, például 25 mm-es csövek szerelvényeit. A táblázat segítségével meghatározzuk hevítésük idejét, a hőmérséklet az előírások szerint 260 fok körül alakul. Ez az optimális paraméter a hagyományos műanyag és megerősített csövek forrasztásához;
- Ezt követően más vízvezeték-eszközöket készítenek elő. Vágás előtt ellenőrizze, hogy a maró éles-e. Kis átmérő esetén a vágást nem derékszögben, hanem 45 fokon ajánljuk; Fotó - forrasztókészlet
- Most meg kell mérnie a cső szerelvényének méretét, és figyelembe kell vennie az 1 mm-es rést. A csatlakozáskor jelen kell lennie. Jelölje meg a kommunikáción. Ez nagyon fontos, mivel a szerelvényt nem lehet teljesen benyomni, melegítés után a műanyag kissé kitágul;
- Az előmelegített fúvókára szerelvényt kell elhelyezni, majd egy csövet kell behelyezni az összekötő rész másik furatába. Továbbá a pisztoly felmelegszik, és a fúvóka a teljes hosszában ismét felmelegszik; Fotó - fűtőelemek
- Marad a fűtött részek óvatos eltávolítása és csatlakoztatása. Az eredmény egy erős és lezárt tartó, szerelvénygel;
- A csőforrasztás következő szakasza magában foglalja a forrasztópáka újramelegítését, de csak most egy szerelvénydarabot helyeznek a fúvókára, és a kommunikáció szabad részét egy másik lyukba helyezik;
- Fűtés után a műveletet megismételjük: az alkatrészeket eltávolítjuk a fúvókáról és összekötjük.
Amikor a munka befejeződött, meg kell várnia a megadott időt a kapcsolat lehűléséhez, néhány mester hajszárítóval is felgyorsítja a folyamatot.
Fotó - hajszárító műanyaghoz
Néha a fűtővas nem használható, és elektrofúziós hüvelyekre van szükség. Működési elvük nagyon hasonló a fent leírtakhoz, a fő különbség az, hogy az ilyen csőforrasztáshoz a teljes készüléket teljesen felmelegítik, és nem az egyes fúvókáit.
A hegesztés megkezdése előtt feltétlenül zsírtalanítsa a szakaszokat, valamint tisztítsa meg őket a portól és a szennyeződésektől. Ehhez törölje meg a szerelvényt és a hüvelyt alkohollal belülről, a csövet pedig kívülről. A forrasztás ugyanúgy történik, mint korábban említettük.
Vízvezeték-szerelő ajánlásai:
- Ne gyakoroljon túl nagy nyomást a cső csatlakozásához. Forrasztás után a műanyag hajlékonyabbá válik, emiatt túlzott nyomás miatt ráncok jelenhetnek meg a cső belsejében;
- Ne engedje, hogy a szerelvény szabadon haladjon a csövön;
- Nagyon figyeljen a fűtési időre és hőmérsékletre. Ha túllépi vagy éppen ellenkezőleg csökkenti ezeket a mutatókat, akkor a rögzítés törékeny lesz;
- Ha otthon dolgozik víz- vagy szennyvízcsövekkel, hagyjon 1 mm-nél nem nagyobb rést a rögzítési ponton, különben szivárgások lesznek ezen a területen.
www.kanalizaciya-stroy.ru
A polipropilén hegesztésére szolgáló eszköz eszköze és működési elve
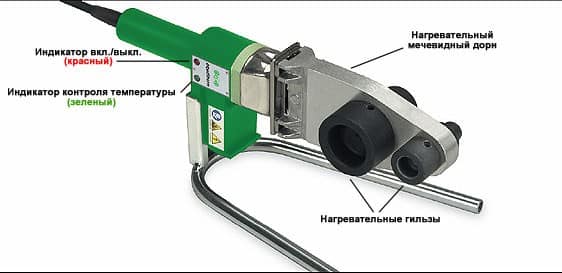
Ma sok hazai és külföldi vállalat foglalkozik műanyag csövek összekötésére szolgáló berendezések gyártásával, amelyek igyekeznek a lehető legkényelmesebbé és hatékonyabbá tenni. Ehhez a forrasztópáka további funkciókkal van ellátva, megjelenésük, a fogantyúk helye és a fúvókák rögzítési módjai megváltoznak. A fő elemek és csomópontok azonban változatlanok maradnak (1. ábra):
- termosztát;
- fűtőelem (fűtőelem);
- test fogantyúval;
- fúvókák.
A működési elv szerint a polipropilén csövek hegesztésére szolgáló gép hasonlít egy közönséges vasra. Először a fűtőelem melegíti a kályhát. Hőjét a fúvókáknak adja, amelyek a műanyagot egy bizonyos hőmérsékletre melegítik, ezáltal elérve a szükséges viszkozitást. Az egész folyamatot egy termosztát figyeli, amelynek segítségével a fűtési hőmérsékletet a megadott határokon belül tartják.
A polipropilén csatlakozás megbízhatósága közvetlenül függ a termosztát stabilitásától. Általában az olcsó forrasztópáka gyenge minőségű termosztátokkal van felszerelve. Ez oda vezet, hogy a hegesztési folyamat során a műanyag túlmelegszik vagy alulmelegszik. Ennek eredményeként rossz a kapcsolat. Ezért nem szabad spórolni a forrasztópáka megvásárlásán. A polipropilén forrasztóeszközének kiválasztásakor előnyben kell részesíteni a sima hőmérséklet-szabályozású és pontos kalibrálást biztosító berendezéseket.
Hogyan válasszunk vasalót a polipropilén csövek hegesztéséhez
A polipropilén forrasztási eszköz megvásárlásakor különös figyelmet kell fordítani a következő jellemzőkre:
- erő;
- fúvókák készlete;
- teljes készlet;
- gyártó.
Az erő a forrasztópáka fő technikai jellemzője, amelyen a csatlakoztatott elemek maximális átmérője, valamint azok felmelegedésének ideje és ennek megfelelően a hegesztés sebessége függ. Nem szabad megfeledkezni arról, hogy egy eszköz vásárlásakor nem kell üldözni az áramot, mivel annak növekedésével a berendezések ára is emelkedik.
A polipropilén csövek forrasztására szolgáló eszköz kiválasztásakor a teljesítmény szempontjából meg kell szorozni a csatlakoztatott elemek átmérőjét 10-gyel.
Ez megadja az eszköz minimális teljesítményének értékét. Például, ha a fűtési rendszer megtervezésekor 40 mm keresztmetszetű csöveket kell csatlakoztatnia, akkor ebben az esetben legalább 0,4 kW teljesítményű forrasztópákát kell vásárolnia. A lakásban vagy a magánházban végzett javítási munkák elvégzéséhez elegendő a 0,7 kW vas teljesítmény.Ha forrasztópákát tervez professzionális célokra használni, amikor a cső átmérője elérheti a 100 mm-t, akkor ajánlott olyan készüléket vásárolni, amelynek teljesítménye legfeljebb 2 kW.
Fúvókák készlete. A polipropilén csövek keményforrasztásához használt kiváló minőségű fúvókáknak meg kell felelniük a következő feltételeknek:
- jó a hőelvezetése;
- magas mechanikai szilárdsággal rendelkezik;
- fenntartsák méretüket, amikor a hőmérséklet csökken.
A csőhegesztéshez szinte minden modern berendezés képes egyszerre több, különböző átmérőjű fúvóka használatára. Ez lehetővé teszi, hogy jelentősen lerövidítse a telepítési időt, mivel nem kell megvárni, amíg a fúvóka lehűl a cseréjéhez.
Szerkezetileg az összes fúvóka 2 részből áll: a polipropilén külső (hüvelyes) és belső (tüskés) fűtésére (2. ábra). Bármely ötvözet, amely megfelel a fent bemutatott összes követelménynek, felhasználható gyártási anyagként. A szilárdság és tartósság növelése érdekében a különféle bevonatokat alkalmazzák. Leggyakrabban teflonról van szó, amelynek tapadásgátló tulajdonsága is van, így a fűtött műanyag nem ragaszkodik a mellékletekhez.
A polipropilén csövek hegesztésére szolgáló készlet a következő konfigurációjú lehet:
- Teljes. Tökéletes profi hegesztő számára. A csomag tartalmaz egy hegesztőgépet, egy kulcsot a fúvókákhoz, a fúvókák teljes készletét és további eszközöket, amelyek megkönnyítik a telepítést (vágó, mérőszalag stb.).
- Átlagos. Hegesztőgépet, csavarkulcsot és általánosan használt fúvókákat (20, 25, 32 és 40 mm) tartalmaz. Ha más fúvókákra van szüksége a csőhegesztéshez, külön megvásárolhatók.
- A minimum. Csak egy forrasztópáka hegesztéshez és egy kulcs a fúvókákhoz. Egy ilyen készletnek viszonylag alacsony az ára, és tökéletes, ha azonos átmérőjű csöveket kell forrasztania.
Gyártó cég. A vízvezeték-berendezések piacán különböző gyártók polipropilén csövek forrasztására szolgáló forrasztópáka található. Közülük az első helyet a gyártási minőség és a könnyű használat szempontjából a cseh és a német eszközök foglalják el. Meg kell jegyezni, hogy meglehetősen drága, ezért csak szakmai munkára ajánlott megvásárolni.
A forrasztópáka török és hazai modelljei olcsóbbak, mint német és cseh társaik, de műszaki jellemzőik valamivel rosszabbak. Magánhasználatra az ilyen berendezések a legalkalmasabbak. A kínai gyártmányú forrasztópáka a legolcsóbb, de az alacsony költség gyakran rövid élettartamot jelent.
Ha forrasztópáka szükséges egyetlen javításhoz, akkor a kínai modellek a legjobb megoldás.
Hogyan válasszunk egy készletet a polipropilén csövek keményforrasztásához?
Az eszköz kiválasztása a szakmai vagy háztartási munka egyik fő szakasza. Műszaki célokra, a vízellátó rendszerek telepítése egy nyaralónál elegendő, ha vesz egy egyszerű vasat a polipropilén csövek forrasztásához. Jobb, ha nem a kínai lehetőségeket részesítjük előnyben, hanem a bevált európai és japán márkájú elektromos szerszámokat.
Mielőtt megvásárolná a polipropilén csövek forrasztására szolgáló eszközt, győződjön meg arról, hogy ajánlatos-e ilyen vásárlás. Lehet, hogy olcsóbb és kényelmesebb szolgáltatásokat rendelni szakemberektől, és garantálni tudja a kiváló minőségű kapcsolatokat.
Forrasztási technológia polipropilén csövekhez
A műanyag csövek forrasztása meglehetősen egyszerű. A legfontosabb az, hogy megfigyeljük a hőmérsékleti rendszert és az anyag melegítési idejét. Először is, a forrasztópáka asztalra vagy más megbízható alapra van felszerelve, amely után egy kulccsal rögzítik hozzá a szükséges szakasz fúvókáját. Ezután beállítja a szükséges hőmérsékletet a készüléken, amelyre körülbelül 10 percig melegszik.
Ezt követően a csatlakoztatandó csövek végeit és az összekötő elemet (szög, tengelykapcsoló, MPH, MPV) a fúvókára helyezik. Néhány másodperc múlva (a tartási idő a forrasztópáka erejétől és a csövek átmérőjétől függ) a műanyag termékeket eltávolítják a fúvókákról és összekapcsolják egymással.
A polipropilén forrasztásához forrasztópáka kiválasztásában nincs semmi nehéz. A lényeg az, hogy tudd, milyen célra van szükséged rá. És ha a szerszámmal végzett munka során betartja annak működési szabályait, akkor biztos lehet abban, hogy az ilyen berendezések a jótállási időn túl is tartanak.
szakértőkvarki.ru
Polipropilén csövek barkácshegesztése
A vízvezetékek telepítéséhez műanyag alkalmas. Korábban öntöttvasat használtak, de az utóbbi időben olcsóbb polipropilén váltotta fel. Az anyag könnyen telepíthető, lehetővé téve a polipropilén csövek hegesztését saját kezűleg. A polipropilén termékek korrózióállóak és hosszú élettartammal rendelkeznek.
Polipropilén csövek barkácshegesztése
Általános információk és polipropilén termékek típusai
A polipropilén anyagok könnyűek. Háromféle munkára gyártanak termékeket:
- melegvíz-ellátó tömítések;
- hidegvízellátás rendezése;
- fűtési rendszerek telepítése.
"Fontos!
A termékek szilárdságát a "PN" jelöléssel ellátott jelölés jelzi. Attól függ, hogy a polipropilén cső milyen nyomást fog kibírni. "
4 típusú cső létezik:
- 1 MPa nyomásnak ellenállása és nem lakásvezeték számára készült;
- képes ellenállni 1,7 MPa nyomásnak és 640C hőmérsékletnek;
- ellenáll a 85 ° C hőmérsékletnek és a rendszer nyomásának 2 MPa;
- 2,2 MPa-nál nagyobb nyomással és 940C hőmérsékleten megbirkózni.
Ez utóbbi típusú csőanyag fóliával vagy üvegszállal erősített réteggel rendelkezik.
Figyelembe véve a rendeltetést, a polipropilén csőtermékeket a következőkre használják:
- hideg vízellátás, amelynek megengedett környezeti hőmérséklete nem haladja meg a 440C-ot;
- melegvízellátás megengedett hőmérséklete nem haladja meg a 840C-ot;
- univerzális használat 65-740C megengedett hőmérséklet-tartományban.
Használt berendezés hegesztéshez
A kezdőknek szánt polipropilén csövek barkácsolása a felszerelés helyes megválasztásától függ.
A munkavégzéshez eszközöket kell felszerelni:
- hegesztőgép;
- etanol alapú zsírtalanító folyadék;
- szerelvény;
- reszelő késsel;
- polipropilén csövek;
- fémfűrész vágásukhoz.
Ezenkívül borotvát is használnak. A készülék eltávolítja a megerősített réteget a csőtermékekről. A borotvát csak fémerősítésű polipropilén termékekre szánják.
Különös figyelmet fordítanak a hegesztőegység használatára. A polipropilén csövek saját készítésű forrasztását forrasztópáka végzi. Az egységet otthon készítik a következők használatával:
- számítógépes hőpaszta;
- felesleges vas;
- fúrók;
- csavar alátéttel;
- kétoldalas fúvóka;
- fúrók fémhez.
Polipropilén csövek forrasztása házi készítésű készülékkel
A készüléket szakaszosan gyártják:
- a fúvókát hőpasztával kenjük és a vas talpához csavarjuk;
- a további munka megkönnyítése érdekében ajánlott levágni a vas éles szélét;
- a kapott egység 5-9 percig melegszik.
Különösen fontos az ilyen munkáknál, mint a hőmérséklet a polipropilén csövek saját kezű hegesztéséhez. Minimális értéke 260 ° C. Az optimális érték 265 ° C és 280 ° C között mozog.
Alkalmazott technológia forrasztáshoz
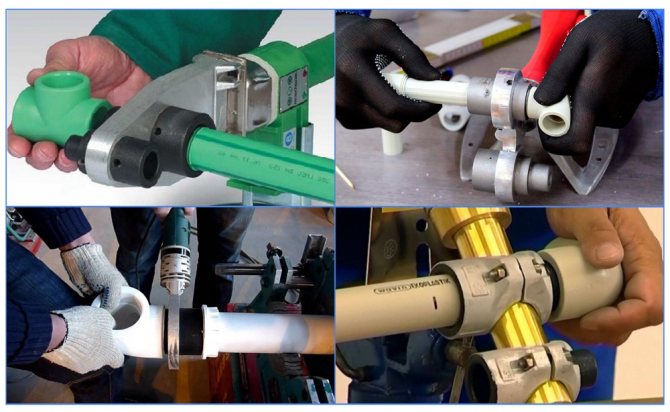
A gyakorlatban a polipropilén csövek keményforrasztására alkalmazott technológia két fő módszert foglal magában: a feneket és az aljzatot. Felmerül a kérdés: ha hegesztést végeznek polipropilén csöveknél, melyik a jobb? Az első módszert a gyártásban alkalmazzák, és nem ajánlott otthoni hegesztésre.A legjobb és legegyszerűbb módszert a foglalat hegesztésének tekintik. Ezzel a csőterméket beillesztik a szerelvényekbe, ami biztosítja az alkatrészek szoros csatlakoztatását. A folyamat több szakaszban zajlik, és magában foglalja:
- csövek vágása;
- előkészítésük szerelvényekkel együtt;
- az egység előkészítése hegesztéshez;
- maga a hegesztési folyamat;
- alkatrészek összeszerelése hegesztés és hűtés után.
Vannak lehetőségek a polipropilén csövek forrasztás nélküli csatlakoztatására. Ez az úgynevezett hideg módszer. Kompressziós szerelvényekkel valósítják meg. Ehhez a csövet levágják, kalibrálják, a szorítóhüvelyt a cső szélére szerelik, és a szerelvényt a termékbe helyezik. A végén csavarkulccsal szilárdan rögzíteni kell a tengelykapcsolót. A legtöbb esetben a forrasztási módszer továbbra is megbízható lehetőség.
Vágási folyamat
Különleges szerszámot használnak a csövek vágására. Ez általában fémfűrész vagy olló. Amikor a polipropilén csöveket fémmel megerősítik, a végek tisztításához letörést alkalmaznak. A fémfűrész használata ilyen esetekben nem kívánatos. Ez veszélyeztetheti a cső anyagának integritását. Ha a megerősített csövekhez nem használ letörést, és nem tisztítja a végét, akkor a teljes csatlakozás laza és szivárog.
Csővágás
Cső és szerelvény előkészítése
Az alkatrészek előállítása abból áll, hogy etil-alkoholt tartalmazó speciális oldattal dolgozzák fel őket. Izobutil-alkohol alapú oldatokat alkalmaznak. A csöveket és a szerelvényeket nem ajánlott acetonnal tisztítani. Megoldása erősen lágyítja a műanyagokat, csökkentve a szerkezet szilárdságát. A szerelvényeket belülről, a csöveket kívülről tisztítják. A zsírtalanítás kötelező eljárás a hegesztési folyamat előtt a polipropilén termékeknél.
Az egység előkészítése hegesztésre
A hegesztőegységet szilárdan rögzíteni kell az asztalon. Ehhez használjon satu vagy bilincseket. A rosszul rögzített készülék könnyen elveszíti egyensúlyát és leesik. Az egység rögzítése után egy tüskével ellátott tengelykapcsolót helyeznek bele.
Fontos a megfelelő hőmérséklet. Attól függ, hogy mekkora lesz a polipropilén csövek hegesztési mélysége. A polipropilén termékek forrasztásának optimális hőmérséklete 260-2700C.
A kívánt hőmérséklet beállítása után fel kell szerelni a hegesztendő részeket az egységre, és alaposan fel kell melegíteni.
"Jegyzet!
Nem szabad megfeledkezni arról, hogy a termék fűtésre történő felszerelésekor a fűtési mechanizmusra merőlegesen kell megnyomni. A termékre nem szabad ferde nyomást gyakorolni. "
Hegesztéstechnika és alkatrészek összeszerelése
A polipropilénből készült termékek hegesztésének technológiája több szakaszból áll:
- egy szükséges méretű csövet vesznek fel, és reszelővel vagy ferde szerszámmal megtisztítják a szélek körül, ha fémmel megerősítik;
- ceruzával jelzik a csövet, ahová a szerelvényt fel kell tenni;
- a csővel való illesztést zsírtalanító oldattal kezeljük;
- a hegesztőegységet az asztalra rögzítik, és fúvókákat helyeznek el annak szélei mentén (az egyik a szereléshez, a másik a csőhöz);
- a szükséges hőmérsékletet a készülék kapcsolóján állítják be;
- 3 perc elteltével az egység kellően felmelegszik, amit fény jelez;
- az egyik fűtött fúvókára szerelvényt, a másikon egy csövet helyeznek a korábban megjelölt jelig;
- a polipropilén csövek forrasztásának idejét egy speciális táblázat adatai alapján számítják ki;
- az alkatrészeket gondosan, de gyorsan eltávolítják a mellékletekből;
- a kapott termékek gyorsan felesleges fordulatok nélkül kapcsolódnak egymáshoz;
Miután eltávolította a termékeket a mellékletekből, és mielőtt csatlakoztatná őket, nem kell sok időt igénybe venni. Fennáll annak a veszélye, hogy az alkatrészek gyorsan lehűlnek. Csavaráskor ne forgassa el a termékeket, és nyomja meg őket. A folyamatnak zökkenőmentesen kell folynia. Tökéletes kapcsolatot kell elérni, ha betartják a technológiai pontokat.Az ilyen folyamat összes bonyodalmával, például a polipropilén csövek saját kezű forrasztásával, a videó segít kitalálni.
Gyakori hibák
Az iparosok gyakran hibáznak a polipropilén csövek hegesztésekor. Ezek tartalmazzák:
- a csatlakoztatott termékek fordítása az összeszerelési folyamat során;
- a termékekre gyakorolt nyomás, amikor egymáshoz vannak kapcsolva;
- a szerelvény és a csövek rossz tisztítása a szennyeződéstől;
- különböző minőségű polipropilén alkalmazása egy szerkezetbe hegesztéskor;
- hosszú időtartam a termékek eltávolítása az egységből és azok egyetlen szerkezetbe történő összekapcsolása között.
A termékek forgatása rossz minőségű csatlakozáshoz vezet, ami különösen a lehűlésük után válik láthatóvá. A nyomás és a túlzott nyomás is rontja a szerkezet minőségét.
"Fontos!
A szerelvények és a csőanyagok zsírtalanítóval történő kezelésének elhanyagolása a hibák megjelenéséhez és a termékek ízületeinek integritásának hiányához vezet. "
Különböző típusú polipropilénből készült alkatrészek hegesztésekor az egész technológia sérül. Az egyik típusú anyag tömítési hőmérséklete eltérhet a másiktól. Az ilyen hibák a polipropilén csövek forrasztásakor az elvégzett munka újszerű átdolgozásához vezetnek.
Végül
Ilyen eljárással, pl. Műanyag termékek hegesztésével, különösen polipropilén csövek hegesztésével nehezen hozzáférhető helyeken, szigorúan be kell tartani a fenti követelményeket és utasításokat, kezdve a csövek vágásával és azok egyetlen szerkezetbe történő összekapcsolásával.
svarkaipayka.ru
A keményforrasz polipropilén csövek sajátosságai
A forrasztási eljárást az anyag kifejezett hőre lágyuló tulajdonságai miatt hajtják végre. A polipropilén melegítve megpuhul - a gyurmához hasonló állapotot nyer.
A technológia általános leírása
Az anyag normál hőmérsékleti háttérbe történő visszahelyezése hozzájárul annak szerkezetének megkeményedéséhez normális állapotba. Ezek a tulajdonságok váltak a forrasztás fő technológiájává, amelyet szaknyelven polyfúziós hegesztésnek hívnak.
A gyakorlatban két módszert alkalmaznak a hegesztendő alkatrészek összekapcsolására:
- Csatolás.
- Egyenes.
Az első hegesztési technika megmutatja, hogyan lehet forrasztani a polipropilén csöveket egy alakú darab - egy hüvely vagy egy nagyobb külső átmérőjű cső segítségével. Általában ily módon műanyag csöveket forrasztanak, amelyek átmérője nem haladja meg a 63 mm-t.
A két rész hegesztésének elve ebben az esetben azon alapul, hogy a cső egy részét megolvasztják a külső kerület mentén, és a hüvely egy részét a belső tartomány mentén. Ezután mindkét rész szorosan illeszkedik.
A második módszer - közvetlen érintkezés - ugyanazon az elven alapul, hogy a műanyag csövek kis szakaszait megolvasztják a későbbi csatlakozásokkal. De ebben a változatban két azonos átmérőjű cső fenékelemként működik, és végfelületeik összekapcsolják őket. Ez az első pillantásra a polipropilén forrasztásának bonyolult módszere nagy pontossággal igényli az illesztési területek megmunkálását és két rész pontos felszerelését a tengelyek mentén forrasztásuk során.
A jelzett "forró" technológiákkal együtt a "hideg" forrasztási technikát is gyakorolják. Itt aktív forrasztókomponensként egy speciális oldószert használnak, amely lágyíthatja a polipropilén szerkezetét. Ez a technika azonban nem tér el nagy népszerűség mellett.
Forrasztógépek csőhegesztéshez
Mind a csatolás, mind a közvetlen technika megköveteli a műanyag csövek forrasztását speciális hegesztőgépekkel. Szerkezetileg a forrasztási technika olyan, mint egy elektromos vasaló. Az eszközök alapja egy masszív fém fűtőelem, amelynek felületére eltávolítható fúvókák vannak felszerelve - különböző átmérőjű fémlapok.
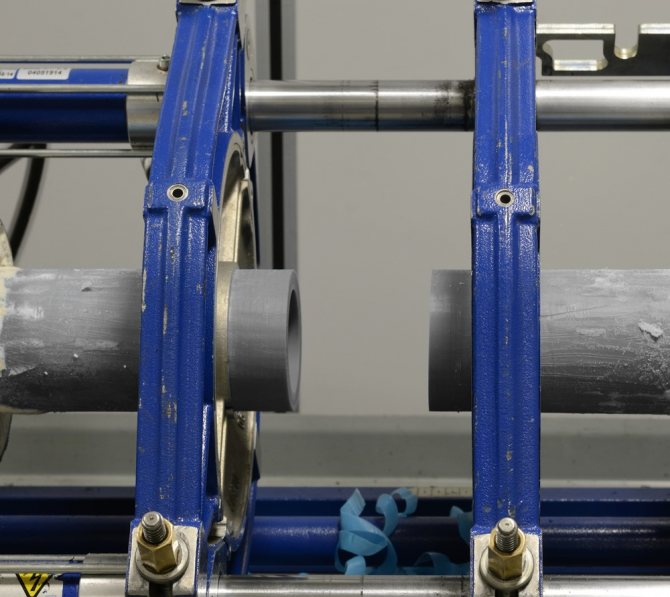
A fenékhegesztéshez a forrasztógépek szerkezete megnövelt összetettségű. Általában az ilyen berendezések nemcsak fűtőelemet tartalmaznak, hanem egy rendszert is a hegesztendő alkatrészek központosításához.A közvetlen hegesztő berendezéseket, mint magát a technológiát, általában ritkán használják a háztartási szférában. A felhasználás prioritása itt az ipari szektor.
A forrasztópákákon kívül a mesternek szüksége lesz:
- olló polipropilénhez (csővágó);
- építési szalag;
- lakatos tér;
- borotva (megerősített csövekhez);
- marker (ceruza);
- felületi zsírtalanító.
Mivel a munkát magas hőmérsékletű berendezéseken végzik, feltétlenül szoros munkakesztyűt kell viselni a kezén.
Polipropilén hegesztési eljárás
Fontos figyelmeztetés! A polimer anyagok hegesztési munkáit a helyiség megfelelő szellőztetése mellett kell elvégezni. A polimerek melegítésével és olvasztásával mérgező anyagok szabadulnak fel, amelyek bizonyos koncentrációban komoly hatást gyakorolnak az emberi egészségre.
Az első lépés a munkára való felkészülés:
- Helyezzen a kívánt átmérőjű üres anyagokat a fűtőlemezre.
- Állítsa a forrasztópáka hőmérséklet-szabályozóját 260 ° C-ra.
- Készítse elő a párosító részeket (jelölés, letörés, zsírtalanítás).
- Kapcsolja be a forrasztóállomást.
- Várjon, amíg az üzemi hőmérséklet el nem éri (a zöld jelzőfény kigyullad).
Egyidejűleg nyomja a párosító részeket (cső - tengelykapcsoló) a forrasztóállomás üres részeire. Ebben az esetben a polipropilén csövet egy nyersdarab belső részébe tolják, és a hüvelyt (vagy az alakos rész foglalatát) egy másik blank külső felületére.
Általában a cső végeit a korábban megjelölt vonal határán helyezik el, és a hüvelyt addig tolják, amíg meg nem áll. Ha polipropilén alkatrészeket fűtött vakokon tart, emlékeznie kell a technológia egyik fontos árnyalatára - a tartási időre.
Ha az időkésés nem elegendő, fennáll annak a veszélye, hogy az anyag alacsony fokú diffúzióval rendelkezik, ami befolyásolja a csomópont minőségét. Ha az olvadási idő túl sok, ez az alkatrész szerkezetének deformációjához vezet, és nem garantálja a jó minőségű forrasztást sem. Javasoljuk a táblázat használatát, amely a különböző műszaki paraméterekkel rendelkező csövek optimális időértékét jelzi.
Forrasztási ütemterv polipropilén csövekhez
Miután az alkatrészeket optimális ideig az üresen tartotta, eltávolítja és gyorsan összekapcsolja őket a fűtött részekkel. A csatlakozási eljárást pontosan, gyorsan kell végrehajtani (a táblázatban szereplő idő szempontjából), figyelemmel kell lennie a forrasztandó részek egymáshoz illesztésére. A tengelyek mentén kisebb beállításokat megengedhetünk (1-2 másodpercen belül), de elfogadhatatlan az alkatrészek egymáshoz viszonyított forgatása.
Meg kell jegyezni: a polipropilén csövek forrasztásának jelzett ideje a munka körülményeitől és az anyag paramétereitől függően állítható be. Például, ha a telepítést alacsonyabb környezeti hőmérsékleten hajtják végre, akkor a megadott sebességek természetesen a névleges 50% -ára nőnek. Minden külön vett, nem szabványos körülménynél a fűtési időt a teszt forrasztási módszer választja meg.
Polipropilén csőcsatlakozási lehetőségek
Ha kizárjuk a csövek hegesztéssel történő összekapcsolásának módszerét, akkor csak két módszer ismeretes az építők számára: hideghegesztés és szerelvények.
A szerelvényekkel történő összekapcsoláskor nem szükséges összetett építőipari eszközök használata. Bizonyos esetekben szükség lehet krimpelő kulcsra, amely a szerelvényekkel együtt megtalálható. Ez a csatlakozási módszer meglehetősen egyszerű és nem igényel különösebb készségeket, sőt, egy ilyen szerelés sokkal gyorsabb lesz, mint a csövek forrasztása.
A második lehetőség a hideghegesztési módszer, amely agresszív ragasztó alkalmazását jelenti a csövek összekapcsolásakor. Az anyag vágása és előkészítése megegyezik a vasaló használatával. Mindkét részt ragasztóval vonják be, majd összekapcsolják és megnyomják, miközben ebben a helyzetben 15 másodpercig rögzítik.
Csak egy órával a rendszer teljes összeszerelése után vezetheti a vizet a csöveken.
Forrasztócsövek megerősítéssel
Vizsgáljuk meg, hogyan kell megfelelően forrasztani a megerősített polipropilén csöveket. A védőanyag eltávolítása itt kötelező. A megerősített réteg (alufólia) jelenléte a csőszerkezetben további fűtést igényel. De nem ez a lényeg.
Jellemzően ezeknek a termékeknek az átmérője túl nagy, és nem felelnek meg a szokásos forrasztópáka-csúcsoknak. A forrasztási folyamat előtt meg kell tisztítani őket. Kivételt képeznek az üvegszálerősítésű csövek. Forrasztva vannak szokásos módon.
Tekintettel a polipropilén csövek megerősítésére szolgáló technológiák sokféleségére, a keményforrasztás előtt különféle feldolgozási módszereket alkalmaznak. Hagyományosan egy szétválasztást használnak a csupaszításhoz.
Ez a név egy speciális eszközzel rendelkezik, fém késsel ellátott hüvely formájában. A Schweier-t a forrasztandó cső végére helyezzük, és a megerősített réteget forgó mozdulatokkal lehúzzuk a cső tengelye körül a műanyag tisztításához.
Ha az erősített réteg a műanyag cső falának középső részén helyezkedik el, itt ésszerűbb egy másik eszközt használni a feldolgozáshoz - egy műanyag csővágót.
Az eszköz nem sokban különbözik a vágótól, kivéve a vágóelemek elhelyezését és kialakítását. A szerszámmal történő feldolgozás után a cső végrésze a vége mentén igazodik, ráadásul a megerősített réteg egy részét 2 mm mélységig vágják a teljes kerület mentén. Ez a feldolgozás lehetővé teszi a forrasztás hibamentes elvégzését.
Mi az alapja a polipropilén csövek beépítésének?
A polipropilén csövek telepítéséhez az anyag fizikai tulajdonságait alkalmazzák. Hevítve a polipropilén megolvad, majd folyékony állapotba kerül. A két részt az ízületeknél addig melegítik, amíg megpuhulnak, de nem engedik megolvadt állapotba kerülni. Ezután összeillesztik és kis erőfeszítéssel összenyomják őket. Ennek eredményeként olyan összeköttetést kaphat, amely egésznek fog kinézni - az ízületek, repedések és egyéb hibák nem láthatók a polipropilénből készült műanyag csövek megfelelő hegesztésével. Lehűlés után az anyag újra szilárdtá válik, és megőrzi minden eredeti tulajdonságát.
Természetesen a magas színvonalú telepítéshez szakértelem és tapasztalat szükséges. De ahhoz, hogy a polipropilén csövek hegesztési technológiáját teljes mértékben betartsák, szükség van egy hegesztőgépre, amely biztosítja a szükséges hőmérsékleti rendszert.

Hegesztési technológia polipropilén csövekhez
Azt, hogy milyen hegesztőberendezésekkel kell rendelkeznie, és hogyan kell hegeszteni a polipropilén csöveket, tovább tárgyaljuk.
A hibák hatása a hegesztés minőségére
A lassú, gondosan átgondolt cselekvések garanciát jelentenek azokkal a hibákkal szemben, amelyek semmissé tehetik az összes munkát. Figyelembe kell venni a forrasztástechnika összes apróságát, és nem szabad egyetlen lépésre sem tőlük.
Gyakori hibák, amelyek a telepített propilén vízellátó hálózat hibás csomópontjait eredményezik:
- A cső felületét nem tisztították meg a zsírfóliától.
- A párosító részek vágási szöge eltér a 90 ° értéktől.
- A cső végének laza illesztése az illesztéshez.
- A forrasztandó részek elégtelen vagy túlbecsült fűtése.
- Az erősített réteg hiányos eltávolítása a csőből.
- Az alkatrészek helyzetének korrekciója a polimer megkötése után.
Néha kiváló minőségű anyagokon a túlzott melegítés nem eredményez látható külső hibákat. A belső deformáció azonban akkor figyelhető meg, amikor az olvadt polipropilén bezárja a belső csőjáratot. A jövőben egy ilyen egység elveszíti teljesítményét - gyorsan eltömíti és blokkolja a víz áramlását.
Ha a végrészek vágási szöge eltér a 90 ° -tól, az alkatrészek összekapcsolásának pillanatában a csövek végei ferde síkban helyezkednek el. Az alkatrészek eltérése képződik, amely akkor válik észrevehetővé, ha már több méter hosszú vonalat szereltek fel.Ebből az okból kifolyólag gyakran újra kell dolgoznia az egész összeállítást. Különösen, ha a csöveket barázdákba fektetik.
A párzási felületek gyenge zsírtalanítása hozzájárul az "elutasító szigetek" kialakulásához. Ilyen helyeken a polifúziós hegesztés egyáltalán nem vagy csak részben történik meg. Egy ideig hasonló hibájú csövek működnek, de bármikor kialakulhat egy széllökés. Gyakran előfordulnak olyan hibák is, amelyek a cső laza illesztéséhez kapcsolódnak a szerelvényen belül.
Hasonló eredményt mutatunk az erősítő réteg hiányos tisztításával készült kötések esetében is. Általános szabály, hogy a nagynyomású vezetéken erősítéssel ellátott csövet helyeznek el. A maradék alumíniumfólia érintésmentes területet hoz létre a forrasztási területen. Ez a terület gyakran csatornává válik, amelyen keresztül a vizet kinyomják.
Durva hiba: a forrasztandó elemek kijavítása a tengely körüli egymáshoz görgetésével. Az ilyen műveletek drasztikusan csökkentik a polifúziós hegesztés hatását. Ennek ellenére bizonyos pontokon varrat képződik, és úgynevezett "tapadást" kapunk. Kis megszakító erővel a "tapadás" tartja a kapcsolatot. Amint azonban nyomás alá helyezi a csatlakozást, a tüske azonnal szétesik.
Következtetések és hasznos videó a témáról
A szakembereknek mindig sokat kell tanulniuk. A polipropilénnel való munkavégzés a következő videóban látható:
A polimer csővezetékek forró forrasztással történő felszerelése kényelmes és népszerű technika. Sikeresen használják a kommunikáció telepítésében, beleértve a háztartás szintjét is. Sőt, tapasztalattal nem rendelkező emberek használhatják ezt a hegesztési módszert. A legfontosabb a technológia helyes megértése és pontos megvalósításának biztosítása. A technológiai berendezések pedig olcsón megvásárolhatók vagy bérelhetők.
sovet-ingenera.com
Forrasztószerszám polipropilén csövekhez
A munkavégzéshez:
- Rulett és ceruza (jelölő) az alkatrészek jelölésére, szint - a szerkezet egészének vezérlésére.
- Csőollók és kaparóeszköz a hegesztett alkatrészek széleihez, a "stripping" köznévvel. A csupaszítás célja és típusa különbözik: vannak borotvák (éltisztítás, letörés) és homloklapok (az erősítést a forrasztási mélységig elvágják) hengeres testekben, van egy eszköz fúrófejekkel a csőél tisztításához.
- Forrasztópáka polipropilén csövekhez.
- PPE: vastag kesztyű vagy kesztyű.
Ezenkívül szüksége lesz egy általános építőeszközre a csőbilincsek falakra történő felszereléséhez: lyukasztó, kalapács, csavarhúzó.











Hogyan válasszunk forrasztópáka polipropilén csövekhez és egyéb eszközökhöz
- Kis munka (barkácsjavítás) érdekében megvásárolhatja a legolcsóbb forrasztópákákat - 2 ... 3 forrasztáshoz elég. Az alkatrészek fűtéséhez jobb, ha kiváló minőségű teflon párnákat vesz.
- Szakmai használatra az olcsó modell nem fog működni. Nagy mennyiségű forrasztáshoz csak egy professzionális hegesztőgépre van szükség, nagy mennyiségű kiváló minőségű párnával.
- Olló. A professzionális olló szinte egyenes, merőleges vágást biztosít, de drága. Jobb beszerezni őket 40 mm átmérőjű csövekhez, amelyek forrasztásához a méreteknek és általában a minőségnek a maximális megfelelésre van szükség. Az egyszerű, olcsó olló szinte soha nem ad ideális síkot - használatukkor a csövet az ideális vágáshoz képest 10 ° ... 15 ° szögben vágják le. Kis átmérőknél ez nem ijesztő: a kis átmérőjű és vékony falú csövek elég jól felmelegednek, az elhajlás nem befolyásolja a forrasztást.
- Csupaszító eszköz. A hivatásos vízvezeték-szerelőnek rendelkeznie kell vele. Az a házimunkás, aki legfeljebb 25 mm átmérőjű műanyag csöveket forraszt, megteheti anélkül.
Módszerek a polipropilén csövek összekapcsolására
A felhasznált felszereléstől és anyagtól függően a polipropilén csövek barkácsolását a következő módszerekkel lehet elvégezni:
- A diffúz csatlakozási módszer lehetővé teszi a legmegbízhatóbb és legtartósabb hegesztési varrat megszerzését. Ez a módszer az anyagdiffúzió elvén alapul, amely a munkadarabok széleinek olvadási hőmérsékletre hevítésével történik. Ebben az esetben a termék mindkét részének polipropilénje összekeveredik, és lehűlés után kiváló minőségű kapcsolatot képez. A diffúz módszer egyik jellemzője az a képesség, hogy csak homogén anyagokkal dolgozhatunk.
- A polifúziós kötés hasonló a diffúziós kötéshez. Csak ezután melegszik fel a két munkadarab egyike a hegesztőgép érintkezésével.
- Az aljzatmódszert a kis átmérőjű csövek összekapcsolására használják. A csatlakoztatott cső átmérője valamivel nagyobb, mint a tengelykapcsoló belső szakasza; megolvadás és kis fizikai erőfeszítés után a munkadarab a mélységig hevíti a tengelykapcsolót.

- A hegesztendő felületek összekapcsolásának módszerét azonos átmérőjű és azonos típusú polipropilén csövek hegesztésekor alkalmazzák. Az üres végeknek szigorúan koaxiálisnak kell lenniük. A munkadarab egyidejű hevítése és mechanikus nyomása eredményeként a két cső polipropilénje összeolvad. Mivel nagy pontosságú hegesztőgépre van szükség a polipropilén csövek otthoni hegesztéséhez, ezt a módszert szinte soha nem használják.
- A kapcsolási módszer esetén speciális csatlakoztatásra szolgáló berendezést használnak - elektromos felszerelés. A cső két, szigorúan derékszögben vágott végét behelyezzük a hüvelybe. Miután feszültséget adott a készülékre, az alkatrészeket az optimális értékre melegítik, és a munkadarabokat összehegesztik.
- A hideg módszert akkor alkalmazzák, ha a háztartási vízvezetéket alacsony üzemi nyomással telepítik. Ez a megjelenés inkább hasonlít két felület ragasztásának technológiájára. A szerelvény belső szélét és a cső szélét ragasztóoldattal kenjük meg, majd a munkadarabokat összekötjük és addig tartjuk, amíg a ragasztó meg nem keményedik.
4 cm vagy nagyobb átmérőjű polipropilén csövek hegesztésekor nagyon nehéz őket központosítani és összekötni, ezért speciális egységeket használnak, amelyek drága és csúcstechnológiás berendezések, amelyek automatikus üzemmódban működnek.
Polipropilén csövek telepítése
A csővezeték telepítése előtt jelölje meg a rögzítés helyeit, szerelje be a bilincseket - ezt a műveletet a polipropilén csövek forrasztása előtt végzik.
Készítse elő a forrasztandó alkatrészeket:
- A forrasztási zónák számára a csövet mindig meg kell vágni (lásd a táblázatot) egy adott szakaszhoz. Az alkatrészeket soha nem vágják egyszerre. A munka során a mérési hiba mindig felhalmozódik. Ha tiszteletben tartja a méreteket, akkor nem tér el sokat a tervezett mérettől, de 1 ... 2 extra centimétert felhalmozhat (negatívan és pozitívan egyaránt). Helyi eltérések esetén célszerű margót készíteni: a forrasztás során megváltozhat a rendszer konfigurációja, amelynek következtében a forrasztandó szerkezet méretei megváltoznak.
- Az előkészített részeket megtisztítják.
- Jelöléseket alkalmaznak az alkatrészekre: megjelölik a forrasztás mélységét a csövön (meddig jut be a cső a szerelvénybe) és a csatlakozás tengelyét - vízszintes jelek mindkét elemen, amelyeknek a telepítés során egybe kell esniük. Mindig jelölje meg az alkatrészeket - ez jelentősen leegyszerűsíti a munkát, különösen akkor, ha összetett, sok fordulattal rendelkező szerkezeteket telepítenek.
A polipropilén csövek forrasztása:
- Tegye fel ujjatlan ujját.
- Mindkét csatlakozóelem egyidejűleg egy fűtött forrasztópáka-ra van felszerelve, és egy bizonyos ideig felmelegszik.
- Bemelegítés után az alkatrészeket eltávolítják a párnákról, és jelekkel kötik össze, egymásba illesztve. Miután kivette a fűtött alkatrészeket a forrasztópákaból a csatlakoztatáshoz és rögzítéshez, 1-2 másodperc áll rendelkezésére. Dolgozzon magabiztosan és óvatosan, nehogy megégesse magát (lásd 1. tétel).
- Ezután fenn kell tartani a kapcsolatot, amíg meg nem keményedik (idő - lásd a táblázatot).
- A forrasztás az újonnan hegesztett területtel az egység lehűlése után lehetséges. Ha nem állja ki a hűtési időt, akkor lehetséges a korábban forrasztott alkatrészek deformációja.
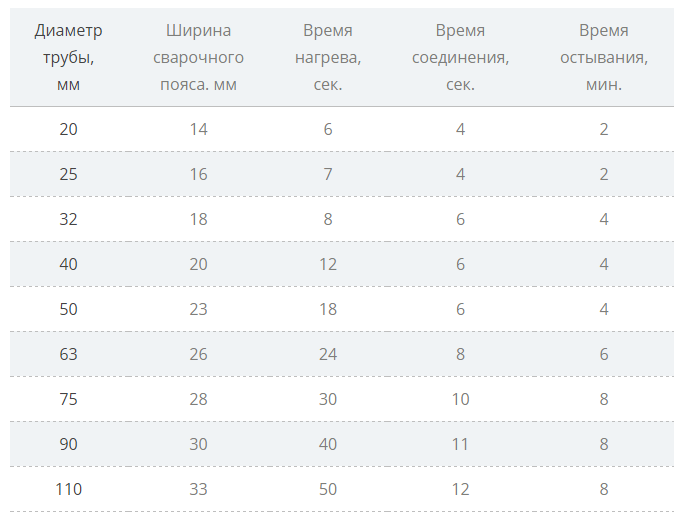
1. táblázat: Polipropilén csövek és szerelvények melegítésének, tartásának és hűtésének ideje.
| A cső külső átmérője, mm | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Forrasztási zóna: távolság az alkatrész (forrasztópárna) szélétől a jelölésig, mm. | 13 | 14 | 15 | 16,5 | 18 | 20 | 24 | 26 | 29 | 32,5 |
| Alkatrészek fűtési ideje, s | 5 | 6 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Kapcsolat tartási ideje, s | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 |
| Hűtési idő (a szomszédos kötések forrasztásához), min. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 8 | 8 |
FONTOS! A különböző anyagok időzítési adatai a csőanyag tisztaságától, az erősítés jelenlététől és egyéb szempontoktól függően változhatnak, a szobahőmérsékletig. De ezek az eltérések csak nagy átmérőjű csöveken láthatók jól. Kis méretek esetén az idő legfeljebb 1 ... 1,5 másodperccel tér el. Ha valami nem sikerül az Ön számára, vagy először csinálja, akkor megvásárolhatja a legegyszerűbb szerelvényeket (tengelykapcsolókat), levághat néhány csövet (több darab 7 ... 10 cm-es darabot) és ellenőrizheti, hogy a az anyag reagál a fűtésre és a csatlakozásra.
Polipropilén csövek önhegesztését végezzük
Általánosságban elmondható, hogy a polipropilén csövek forrasztásának folyamata hegesztőgéppel a következő:
- A csatlakoztatandó alkatrészeket a kívánt hőmérsékletre melegítjük. A forrasztás idejét és hőmérsékletét speciális táblázatokból vesszük.

A polipropilén csövek fűtési ideje az átmérőtől függően
- Közvetlenül a melegítés után az alkatrészek összekapcsolódnak egymással, és addig maradnak helyben, amíg egy teljes értékű varrat létre nem jön.
Általában a polipropilén csövek egyik kötésének hegesztési folyamata legfeljebb öt percet vesz igénybe.

Polipropilén csövek forrasztása barkácsoló készülékkel
Videó - Hogyan kell forrasztani a csöveket hegesztőgép nélkül
Lépésről lépésre elemezzük a polipropilén csővezeték telepítésének folyamatát
- A polipropilén csöveken alapuló vízellátó rendszer létrehozásának első szakasza egy projekt előkészítése. Ehhez meg kell mérnie azokat a helyiségeket, ahol a telepítést elvégzik, valamint a vízellátó rendszert használó eszközök közötti távolságot. Projektet készíthet egy grafikonpapírlapon, feltüntetve az összekötő elemek méreteit, távolságát és jellemzőit.
- Csatlakoztatjuk a vízellátó rendszer összes elemét, amely nem igényli a varratok létrehozását.
- Elkezdjük az egyes elemek hegesztését. Kivesszük a hegesztőgépet a szállítócsomagolásból, és sima felületre helyezzük.
- A csővezetéket kész szakaszokra vágjuk a telepítéshez. A vágási vonalnak pontosan derékszögben kell lennie. Használhat speciális ollókat, amelyek szintén könnyen vághatók és megerősített csövek.
- Hegesztés előtt alaposan zsírtalanítjuk és megszárítjuk az összekapcsolandó felületeket. Az ízület legkisebb vízcseppje veszélyeztetheti annak tömítettségét.
- Jobb hegeszteni a csővezeték elemeit, vízszintes síkba helyezve őket.
- Ha függőleges szakaszokban szükséges hegesztési munkát végezni, akkor egy asszisztens szolgáltatásait vesszük igénybe, mivel előfordulhat, hogy a hegesztőgépet felfüggesztve kell tartani.
- Bekapcsoljuk a hegesztőberendezést a hálózatba, és megvárjuk, amíg működési hőmérsékletre melegedik. A készülékek egyes módosításai reosztáttal rendelkeznek, amelyen keresztül beállíthatja az előre beállított fűtési hőmérsékletet.
- Jelöléseket alkalmazunk a hegesztendő szakaszokon, megjelölve a hegesztés mélységét vagy az összekapcsolandó alkatrészek relatív helyzetét.
- A csatlakoztatandó alkatrészeket a fűtőfúvókákra helyezzük. Figyeljük a fúvóka mélységének és a korábban alkalmazott jelöléseknek a megfelelőségét.
- Miután az összekapcsolandó alkatrészek felületeit a kívánt hőmérsékletre hevítettük, eltávolítjuk őket a fúvókával és összekötjük egymással. Nagyon fontos, hogy az alkatrészek a varrat lehűlése során rögzített állapotban legyenek rögzítve, különben legkisebb mozgásukkal mikrorepedések jelenhetnek meg a varrat testében.A biztonságos illeszkedés érdekében a legjobb mechanikus eszközöket használni, például bilincseket.
- A csatlakoztatott alkatrészeket a varrat teljes megszilárdulása után használhatja. Ez általában legfeljebb két percet vesz igénybe.
Ellenőrizzük a hegesztett varratok minőségét
A hegesztési varratok minőségének ellenőrzésére természetes eljárás az, hogy nyomás alatt álló vízzel töltik meg. A lehetséges szivárgások helyének vizuális meghatározása érdekében papírszalvétákat lehet elhelyezni az ízületek alatt. A legkisebb vízcseppek is láthatók lesznek rajtuk.
Ha teljesebben meg szeretné érteni a hegesztőgépek használatának folyamatát a polipropilén csövek telepítéséhez, nézze meg az oktatóvideót.
Befejezetlen és forrasztva
Újraolvadás akkor következik be, amikor az alkatrészeket túlexponálják a fűtőbetéteken. Ennek eredményeként a következőket kapjuk:
- A cső belső átmérőjének csökkentése.
- Az ízület deformációja hűtés közben, a cső vízszintes vagy függőleges eltérése.
- Amikor megpróbálja rögzíteni a kapcsolatot a kezével, az alkatrészek gördülhetnek (nagyon forrók, sokáig hűlnek, nem forrasztanak), és ennek eredményeként a forrasztás rossz minőségűnek bizonyulhat - szivároghat.
Alulmelegedés történik, ha az alkatrészeket túlmelegítik. Az aluladagolás eredménye szintén negatív:
- Az alkatrészeket a csatlakozás nem tartalmazza.
- Az újramelegítés az alkatrészek nem kívánt deformációjához vezethet, ami szivárgáshoz vezethet.
- Enyhe alulhúzással a legrosszabb helyzet áll elő: az alkatrészek belépnek az ízületbe, de anélkül, hogy lezárt kötést hoznának létre. Ilyen alulhúzással a cső belép a szerelvénybe, de nem simán, csúszás nélkül, enyhe interferenciával.
A csövek összekapcsolása nehezen hozzáférhető helyeken és összetett szerkezetek hegesztése
Ilyen struktúrák a következők:
- pultok felszerelése;
- csatlakozás a vízmelegítőhöz;
- terjesztés a szomszédos szomszédos fogyasztók számára;
- forrasztás zárt terekben.
További részletek:
- A csövek forrasztásakor vegye figyelembe a méreteit: a lakás vízmérője nagyobb méretű, mint a cső. Ha először elfogadja a csöveket, akkor magát a készüléket nehéz lesz telepíteni - nem lesz elég hely.
- A vízmelegítők összetett csövekkel rendelkeznek. A kis lakások körülményei között óvatosnak kell lennie a csövek kiszámításakor. Mindig jelölje meg magának azokat a területeket, ahol nem fogja tudni használni a forrasztópákát - itt meg kell forrasztania a csatlakozásokat "a padlón", majd a fal és a készülék mentén kell beállítani őket.
- A közeli eszközök sok problémát okoznak: a forrasztás késik az időben, mivel a csövek felhalmozása zavarja a folyamatot, a forrasztott kötések lehűlésének várakozási ideje megnő. Világosan át kell gondolnia azt a sorrendet, amelyben az összes alkatrészt összekapcsolja, hogy azok ne zavarjanak a szomszédos elemek forrasztása után.
- A szűkös körülmények közötti forrasztás több időt vesz igénybe, hogy kiderüljön, hogyan lehet eljutni az illesztésig, mint maga a hegesztési folyamat. Ezért, még akkor is, ha 2 ... 3 csomópontot kell forrasztania, alaposan fontolja meg az összes lehetőséget. Kívánatos, hogy legyen egy asszisztens, aki eteti vagy felveszi a forrasztópákát.
- Forrasztás hornyokban. A forrasztási helyeken a strobot ki kell szélesíteni és elmélyíteni, hogy egy forrasztópáka belehelyezhető legyen. A szomszédos kanyarokban és az ízületekben lévő stroboszkópnak szélesebbnek kell lennie, hogy a csőnek legyen tartalékereje, amikor eltávolítják a forrasztópáka-ból.
Érdekes: mi a különbség a csőhegesztés és a keményforrasztás között
Lényegében a folyamat nem különbözik egymástól a műveletek között: az összekapcsolandó részeket addig hevítik, hogy össze lehessen ragasztani és lezárt kapcsolatot kapjanak. A forrasztópákát gyakran hegesztőgépnek nevezik - ez is helyes. De a "polipropilén csövek hegesztése" fogalmát inkább a nagy átmérőjű csővezetékek ipari keményforrasztására használják a közművekben (tompahegesztés).
A nagy forrasztó gépek felépítése kissé eltér. A munka a következőképpen zajlik:
- A hegesztendő csöveket egy speciális tárcsával védett központosító eszközbe (vezetőbe) helyezik, amely biztosítja a tisztítandó élek laposságát és párhuzamosságát.A lemez eltávolítása után ellenőrizzük az érintkezési területet - a csöveknek tökéletesen illeszkedniük kell.
- A csövek közé fűtőtárcsát helyeznek, a csővezeték egyes részeit rögzítik és felmelegítik.
- A fűtőelemet eltávolítják, a csöveket egyenként hozzák és hegesztik az illesztéshez.
- Miután az ízület lehűlt (expozíció szükséges), a vezetőszerkezetet eltávolítjuk.
stroikadialog.ru
A munkadarab előkészítése hegesztéshez
A technológiai folyamat pontos betartása a polipropilén csövek saját kezű hegesztése kezdőknek ennek a munkának a fele sikert jelent. Ezért fontos lépés az összekapcsolandó részek felületének előkészítése.
Több ajánlás betartása lehetővé teszi, hogy pozitív eredményt érjen el:
- A polipropilén csövek hegesztése a megfelelő helyen történő, jó minőségű jelöléssel és vágással kezdődik.
- Megerősített nyersdarabokon az anyag fém felső rétegét eltávolítják, különben a fólia jelenléte nem teszi lehetővé a megbízható, hosszú távú kapcsolat kialakítását. A védőréteget speciális eszközzel tisztítják. Ha az erősítést üvegszálas réteggel hajtják végre, akkor annak tisztítása nem szükséges.
- A szerelvény belsejét és a cső végeit alkohololdattal zsírtalanítják, és ellenőrzik, hogy nincsenek-e rajta szennyeződések vagy felületi hibák. Ezután magát a hegesztési eljárást hajtják végre.












