A hegesztés előnyei és hátrányai
Ez a módszer erős, szivárgásmentes kapcsolatot eredményez. Előnyei a következők:
- nincs súlyozva a rendszer további részekkel;
- a folyamat automatizálása;
- hegesztéshez nincs szükség a vágott él speciális szintezésére;
- alkalmas nem szabványos szakaszelemek rendszereihez: négyzet. téglalap alakú, ovális. Nem kör alakú acélcsövek csatlakoztatása a menethez nem lehetséges.
A hegesztési munkát általában szakember végzi, és speciális felszerelést igényel. Az ízületeknél fellépő maradék feszültségek mechanikai igénybevétel és rezgés hatására a varratok nyomásmentesítéséhez vezethetnek. Ha javításra van szükség, a hegesztéseket csak le lehet vágni. Technológiailag nehéz különböző fémeket (acél / öntöttvas) hegeszteni, és lehetetlen különböző anyagokat (acél / PVC) hegeszteni. Nem lehet acélcsöveket hegeszteni rézzel, alumíniummal.

Munka hegesztőgéppel



Menetes csőcsatlakozás
Előkészítő műveletek: a gázszelep zárva van, a csövek kifújtak. Ezután ebben a sorrendben folytatjuk.
- A gázvezeték felesleges részét darálóval vágják le (fémfűrész fémhez).
- A cső vége hegesztve van. Ha szükséges csatlakozni a gáztömlőhöz, egy menetet elvágnak (szerszám vagy elektromos szerszám segítségével).
- A zsírral megnedvesített kóc fel van tekerve a cérnán. Ezután a tömlő csatlakozik.
- Új szakasz telepítésekor szükség lesz egy összekötő csőre, amelynek végein menetek vannak (anyával két csőre van csavarva).
A cső menetét a cső belső átmérőjének megfelelően állítják be, ez a névleges furatméret. Ebben az esetben a külső átmérő nagysága nagyobb, mint a belső fala. A csatlakozások kiszámítását a szerelvények és szerelvények névleges átmenete szerint végzik a GOST 355-52 szerint
A "radiátoros gumibetét" kifejezés szétszerelhető menetes csatlakozást jelent a fűtés és a cső között. Ha üzem közben szétszerelés várható, akkor a gumibetét lesz az ideális megoldás.
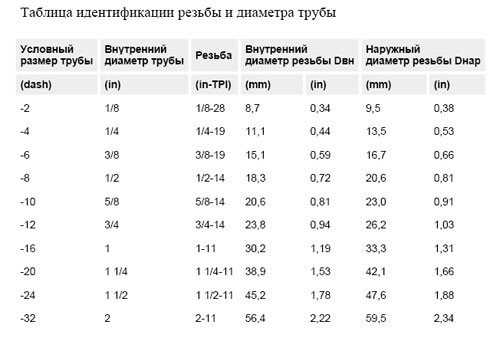
Menetméretek táblázata a cső külső átmérőjétől függően
Különböző tömítések (vászonkendő, FUM-szalag, tangit fonalak) megakadályozzák a szivárgást. Vannak speciális kenőanyagok is, amelyek kitöltik a mikrorepedéseket.
A menetnek a csővel való összehangolása és a vágás minősége nagy jelentőséggel bír (a szerszám segítségével létrehozott menet nem rendelkezik a szükséges pontossággal, sokkal jobb minőséget vágnak a gépen).
Menettípusok
- A hengeres hüvelykű menetes rögzítés és tömítés. Henger alakú menetes tengelykapcsolók és kúpos menetes csövek összekapcsolásakor használják őket. A G11⁄2-B jelölés jelentése G - hengeres, 11⁄2 - átjáró hüvelykben, B - pontossági osztály.
- A kúpos menetet ott használják, ahol különleges tömítésre van szükség - a csőcsuklóknál (nagy gáz- vagy folyadéknyomású csővezetékekben). 55 ° -os profillal rendelkezik. R - külső menet jelölése, Rc - belső.
A méret hüvelykben való ismeretében a kúpos csőmenetek táblázatából megtudhatja az alapvető paramétereket: menetemelkedés, menethossz, külső átmérő, átlag, belső. A menetes csőcsatlakozások méretei szabványosak.
A kétirányú szálak bal és jobb oldali szálakkal rendelkeznek. Példa erre az öntöttvas radiátor szakaszainak összekapcsolása. A tengelykapcsoló meghúzásakor egyszerre két részt húznak össze. Az ilyen csatlakozások kényelmesek, mivel hegesztés nélkül lehetővé teszik a telepítést.

Menetes csatlakozás összeállításához len- vagy FUM-szalagra van szükség
AIDS
A cső menetes csatlakozásainak összeszerelése különböző módon történhet. A leneket leggyakrabban segédanyagként használják; FUM szalagot és anaerob tömítőanyagot is használnak.
- Vászon
Először válasszon el egy kis mennyiségű lenet. Nem az a fontos, hogy mennyire van feltekerve a kapcsolat, hanem az, hogy mennyit fog esni a szál. Az óramutató járásával megegyező irányban tekercsel és a szál tövénél végződik. A fehérnemű jó tömítőanyag, de nagyon hamar elhasználódik, mivel hosszan tartó meleg víz hatására elrothad. Egy speciális paszta, például az Unipak védi a leneket. Használhat vörös ólmot vagy egészségügyi szilikont is. A len feltekerése után húzza meg a csatlakozást a svéd és az állítható csavarkulccsal. Ne húzza meg erőszakosan. A sérült lennek teljesen bele kell illeszkednie a szálba. Ha túl sok len kerül be, akkor csavaráskor kijön és széttagolva kilóg, ami nem teszi tartósabbá a kapcsolatot.

Az anaerob tömítőanyag egy polimerizációs reakció alapján hat.
- Anaerob tömítőanyag
Olyan paszta, amellyel a hidraulikus vagy pneumatikus rendszerek menetét megkenik és egyenletes rétegben osztják szét. Akciósan különféle rögzítési fokú termékeket találhat: alacsony, közepes és magas. Ez utóbbi esetben a szétszerelés lehetetlen.
Hogyan kell használni: csavarja be a csatlakozót, és hagyja 40 percig. Egy ilyen paszta ellátja a FUM szalag vagy kóc funkcióit, szilárdan rögzíti az ízületet és megvédi a kémiai reagensektől.
- Fum szalag
Az menetet az óramutató járásával megegyező irányban alkalmazzák. Húzza meg a kapcsolatot a billentyűk segítségével.
A megfelelő kapcsolat előnyei és hátrányai
A szerelvénycsatlakozás számos előnnyel jár, anélkül, hogy megváltoztatná az ízületek tömítettségére vonatkozó követelményeket:
- minden dokkolási pont könnyen, gyorsan cserélhető;
- maga módosíthatja a rendszert az illesztés típusának megváltoztatásával;
- ha a csővezeték meghibásodik, a szerelvények újra felhasználhatók;
- nincs szükség drága speciális felszerelésre;
- különböző anyagokból készült csöveket csatlakoztathat.
Hátránya a vágások és a szögletes szakasz összekapcsolásának lehetetlensége, a rendszer súlyozása további elemekkel. Egy ilyen kapcsolat hosszú ideig szolgál, szigorúan betartva a telepítési technológiát.
Amikor hasonló kapcsolatra van szükség
A műanyag és fém csövek csatlakoztatására elég gyakran van szükség.

Az összes okot 3 feltételes pontban foglalhatja össze:
- A házon belüli kommunikáció tervezett és sürgős cseréje
A 20. században minden házat főként öntöttvas csővezetékekkel szereltek fel. Fokozatosan az öntöttvas meghibásodik, és a műanyagot és a fém-műanyagot kicserélik. A polimer termékek sokkal olcsóbbak, praktikusabbak és könnyebben telepíthetők. Lehetetlen egyszerre kicserélni az összes kommunikációs vezetéket a házban és minden egyes lakásban. Ezért a javítási munkák során a régi öntöttvas csöveket új műanyagokkal kötik össze.
- Épület
Bármely ipari és polgári épület, építmény építése, valamint a csővezetékek lefektetése során az egyik helyszínt gyakran az egyik vállalkozó, a másikat pedig a másik vállalkozó telepíti. Munkájukat nem mindig koordinálják, és a felhasznált anyagok ugyanazok. Ezért a fém és műanyag kommunikáció váltakozása általános helyzet a hazai építkezésben.
- Különleges esetek
Néha olyan helyzetek merülnek fel, amikor a különböző anyagok használata technológiai szempontból szükséges. Például a csővezeték egy része nagy mechanikai igénybevételnek van kitéve, egy része pedig korróziónak vagy magas hőmérsékletnek van kitéve. Ebben a helyzetben erősebb acélelemeket helyeznek a problémás területekre, az összes többi műanyagból van felszerelve.
Hegesztéstechnika
A hegesztési munkákat hegesztőgépekkel végzik. Ezen túlmenően transzformátorokat (egyenirányítókat) és elektródok készletét használják az elektromos hegesztés során.Feltétlenül csak védőfelszerelésben végezzen munkát.
Minden hegesztéstípusnál a csőszakaszokat előre elkészítik a hegesztendő varratokhoz: tisztítsák meg, vágják le a karimát, zsírtalanítsák, távolítsák el a rozsdát, festékeket.
Ezenkívül a folyamat a hegesztési módtól függ:
- A gázmódszer egy hegesztőhuzal használatát jelenti, amellyel a varrat egy menetben megtöltődik. Annak érdekében, hogy azonnal magas színvonalú eredményt érjen el, speciális képzettséggel kell rendelkeznie. Ha technológiai okokból a külső varrás nem biztosítja a szükséges feszességet, akkor egy belső hajtanak végre előtte. Optimális legfeljebb 4 mm falvastagságú csövekhez;
- Az elektromos ív módszere megköveteli az igazítást, a csővezeték elemek rakásba történő beépítését. A munka ugyanis részenként történik. A varrat rétegenként alakul ki. Minden szakaszhoz nagyobb átmérőjű elektródot veszünk. A módszert vastagfalú csöveknél alkalmazzák;
- A leghatékonyabb módszer védőkörnyezetben történő hegesztés. A gázkeverék védelemként működik: argon, oxigén, szén-dioxid. A varrás szép és tartós.
Bármilyen hegesztés után a varratot megtisztítják a salaklerakódásoktól, ellenőrizzük annak tömítettségét. A hegesztett kötések tartósak és esztétikusak.

Hegeszteni
Videó leírása
Ez a videó bemutatja, hogyan kell felszerelni egy Gebo szerelvény segítségével
Csőhegesztés
A hegesztést kizárólag a fémcsövek menetes csatlakozásához használják. Műanyag és fém esetében ezt a módszert csak akkor vesszük figyelembe, ha a műanyag cső végére előzőleg egy fém dugót vagy adaptert helyeztek, amely elég hosszú ahhoz, hogy megakadályozza a műanyag túlzott felmelegedését. Sőt, nem ajánlott gázhegesztést alkalmazni, mivel ez még jobban felmelegíti a fémet.
A szokásos hegesztési eljárás a következő:
- A varrás tervezett helyén letöréseket készítenek;
- Az illesztéseket csiszolópapírral tisztítjuk (durván kezdjük, finoman befejezzük).
- A hegesztést függőleges varrással hajtják végre. Ebben az esetben figyelemmel kell kísérni az ívet és az elektródon lévő "foltok" hiányát.
- Amikor a varrat megkeményedik, ellenőrizze az erejét (például kalapáccsal kopogtatva rajta).
- Ezután a varratot csiszolópapírral simítják - először durva, majd finomszemcsés.
A hegesztés előnyei magának a folyamatnak az egyszerűségében, a csatlakozás szorosságában, valamint abban, hogy bármilyen csőátmérőnél használható, anélkül, hogy aggódna, hogy a tengelykapcsoló kicsi lesz.
Megjegyzés: a hegesztési varrat erős terhelések vagy rezgések hatására tönkremehet, mivel maradék feszültség van benne. Ezenkívül a klasszikus hegesztés nem használható a vas rézzel és alumíniummal való összekapcsolására.

Hegesztési varrat fémcsöveken Forrás svarkaprosto.ru
Karimák használata
A karimák lehetővé teszik a profilcső kiváló minőségű csatlakoztatását hegesztés és menetek nélkül, ami meghatározza azok nagy népszerűségét. Ezenkívül az összes karima a GOST szerint készül, ami azt jelenti, hogy meglehetősen könnyű megtalálni a kívánt alkatrészt.
A karimák olyan húzólemezek, amelyeket hegesztettek vagy csavaroztak egy csőre korábban vágott menetre. A karimákkal kiegészítik a megfelelő átmérőjű csavarokat és anyákat is, amelyek a lemezek meghúzására szolgálnak. A teljes készlet utolsó eleme egy O-gyűrű, amely megismétli a karimák alakját, és a telepítés során közéjük kerül.
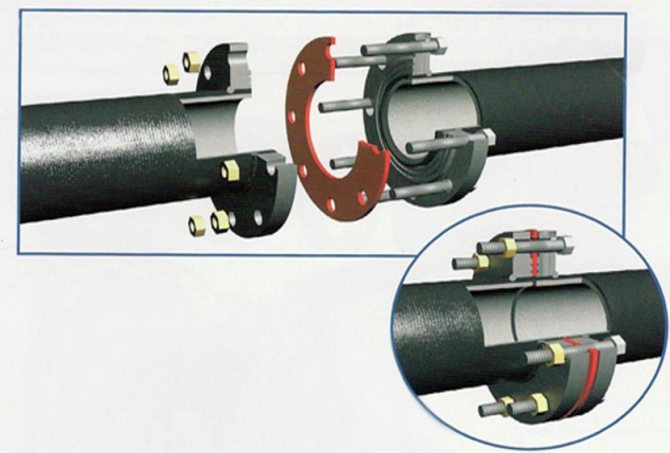
Példa karimás csatlakozásra Forrás trubanet.ru
Tengelykapcsolók és felszerelésük
A menet nélküli eljárásban kompressziós vasat, fém-műanyag, acél tengelykapcsolókat, Gebo krimpelő tengelykapcsolókat használnak.
A kompressziós tengelykapcsolók O-gyűrűvel, csatlakozó anyával rendelkeznek. Nem biztosítják a rögzítés teljes megbízhatóságát: mechanikai erővel a cső kihúzható a tengelykapcsolóból. Vagy ideiglenes opcióként vannak felszerelve a javítási szakaszban, vagy ott, ahol nem várható külső hatás.
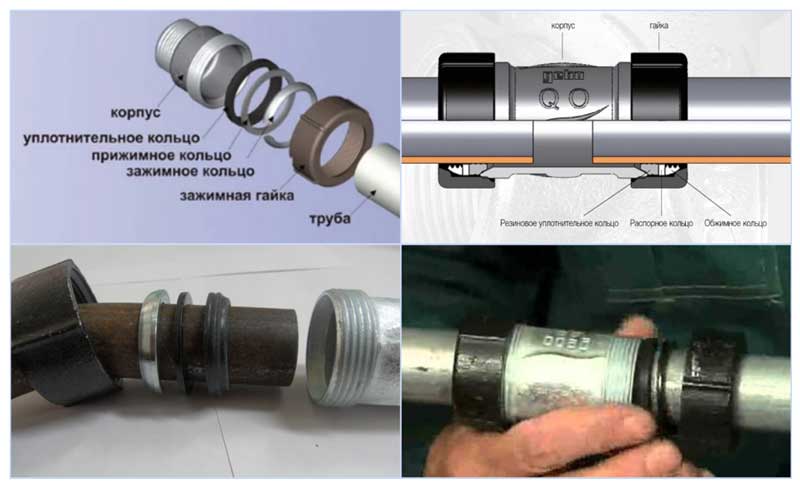
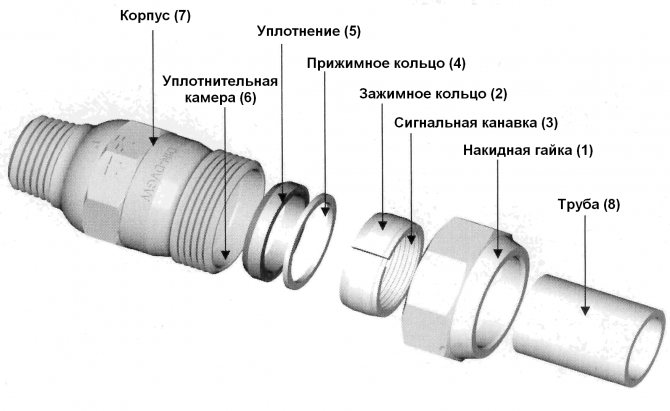
A Gebo krimpelő csatlakozóknak három gyűrűjük van:
- befogás;
- tömítés;
- befogás.
Minden elem egy fém házban van elhelyezve, és egy szorítóanyával együtt egy általános eszközt alkotnak. Az ilyen összekapcsolás akkor hatékony, ha acélszerkezeteket műanyag, PVC csővezetékkel kötnek össze. Alkalmazási kör: vízvezetékek, csatornázási és gázrendszerek, ahol a nyomás nem haladja meg a 0,4 MPa-t. A Gebo tengelykapcsoló használatának pozitív szempontjai a következők:
- a felhasználás sokoldalúsága;
- nem megy át rugalmas alakváltozáson;
- a bejelentett használati szavatossági idő meghaladja a 10 évet;
- 30-as eltérés nem befolyásolja a kapcsolat minőségét;
- nincs belső stressz;
- nincs fémfáradtság.
Az eredeti Gebo tengelykapcsolókat szükségszerűen útlevéllel együtt értékesítik.

Csatlakozó csatlakozás


Egy kicsit a csövekről
A fémből és műanyagból készült csövek csatlakoztatása előtt külön meg kell fontolni őket.
Leggyakrabban öntöttvasból, acélból, rézből és műanyagból készült csöveket használnak a helyiségek fűtésére és csatornázására. A rézek „lágyabbak” a feldolgozásban, de költségük is magasabb, ezért nem kaptak széles körű terjesztést.
A fémeseket a következő alfajokra osztják:
- Acél... Gyakran érzékenyek a korrózióra, és a belső átmérő csak kisebb lesz, ha rozsdával vagy lepedékkel növekszik, ami a rendszer gyakori cseréjéhez vagy tisztításához szükséges.
- Galvanizált... Ez egy nagyon nehéz anyag a csővezeték összeszereléséhez vagy felszereléséhez, de fő jellemzője, hogy a "horganyzott" csövek kevésbé érzékenyek a korrózióra és a felhalmozódásra.
- Rozsdamentes acél... Nem könnyű kezelni, és a piaci érték az összes közül a legmagasabb.

Fém és műanyag összekapcsolása Forrás san-kras.ru
A műanyag csövek a következő anyagokból készülnek:
- Polietilén... Nagyon puha és műanyag, de magas hőmérsékletű vízhez alkalmatlan - + 80 ° C-on az anyag deformációja kezdődik és szivárgások jelennek meg.
- Polipropilén... Szabadon ellenáll a +90 ° C-os vízhőmérsékletnek, ami lehetővé teszi az ilyen csövek használatát akár fűtési rendszereknél is. A polipropilén könnyű, ami megkönnyíti a telepítést.
- Polivinil-klorid... Szennyvízcsövek gyártására használják, mivel ez az anyag nem alkalmas fűtésre és vízellátásra.
Megjegyzés: A hűtőfolyadék hőmérséklete a fűtési rendszerekben nem haladja meg a 85 ° C-ot, és ha nincs súlyos fagy, akkor körülbelül 60 ° C elegendő, és meleg padlóhoz és 25-35 ° C-hoz.

Műanyag csövek adapterekkel Forrás stroikairemont.com