Hogyan készítsünk pipát ónból - csináld magad óncsövekkel
A házépítők megpróbálják megtalálni a legtöbb költségvetési lehetőséget a problémák megoldására. Ezért sok amatőr kézműves számára releváns az a kérdés, hogyan lehet saját kezűleg csövet készíteni ónból. Végül is egy ónból készített házi csöves termék meglehetősen összehasonlítható lehet a szaküzletekben a polcokon fekvő ereszcsatornákkal vagy tokokkal.

Ezért többet kell megtudnia az óncső gyártásának folyamatáról, amelynek olyan jellemzői vannak, mint a gyári termékek.
Csőkészítés
A horganyzott fém acélból történő előállítására vonatkozó utasítások, amelyek megfelelnek mindkét szabványnak, lehetővé teszik a csőszerű termékek létrehozását elektromos hegesztéssel.
Ez a következő szakaszokból is áll, megválaszolva azt a kérdést, hogyan lehet saját kezűleg horganyzott csövet készíteni:
- A hasonló termelés nyersanyagát egy szalag (lapos fémlemez) segíti, amelyet tekercs formájában juttatnak a termeléshez.... Ezeket a tekercseket letekerjük és hosszában csíkokra vágjuk;
- A vágás végén a csíkokat végtelen szalaggá hegesztik, amelyet egy speciális dobra tekercselnek fel... Ez az eljárás biztosítja a készülő gyártás folyamatosságát;
- A hengerek segítségével kerek munkadarab nyílt varrással alakul ki;
- Ezután az elvitt munkadarabot a varrat mentén kell hegeszteni.... Ehhez a következő legnépszerűbb módszerek egyikét lehetett használni:
- HF - indukciós hegesztés, az egyik legolcsóbb;
- TIG - hegesztés volfrám elektróddal, argon atmoszférában.
Jegyzet! A TIG-hegesztésű csöveket tartják a legmegbízhatóbbnak, mivel a hegesztést alacsonyabb sebességgel hajtják végre, a készülék íve alatt a varrat közelében hatalmas felületet képes megolvasztani. De az olcsóbb anyagok megbízhatósága teljesen elegendő, például fűtéshez vagy vízellátáshoz.
- A forró terméket a hegesztés végén hideg vízbe mártják;
- Ezután a csövet hibadetektorban tesztelik, amely felfedi a varrás hibáit;
- Ezután a csövet áthelyezik a kalibráló hengerekbe, amelyek kiküszöbölik a méret és forma hiányosságait.;
- Ezután a kapott csövet adott hosszúságú darabokra vágják;
- Újabb ellenőrzési művelet, amely szemrevételezésből áll;
- A késztermékeket csomagolják és a raktárba küldik.
Horganyzási folyamat
De a horganyzott fémcsövek nem csak hegesztett acélok, ráadásul korróziógátló bevonattal is rendelkeznek.
Megtudhatjuk, hogyan horganyzik a csöveket:
- Meleg bevonatolási módszer - a réteg egyenletességének és védelmi tulajdonságainak szempontjából ezt a módszert tartják a legjobbnak. Megvalósításához elegendő egy cső egy forró cinkfürdőben;
Jegyzet! Ennek a módszernek van korlátozása, és nem alkalmazható, ha a fém több mint 0,2% szenet tartalmaz.
- Horganyzott galvanizálás - a terméket elektrolitba merítik, ahol potenciálkülönbség jön létre a cinkelektród és az acél között. Ennek eredményeként megbízható, egységes bevonatot kapunk, amelynek vastagsága könnyen szabályozható;
- A gáztermikus fejlődés cinkolvadék permetezéséből áll, amelyet meleg levegő hatására permeteznek a felületre;
- A termikus diffúzió, mint galvanizálási módszer, magában foglalja a cink magas hőmérsékleten történő gázállapotba történő átvitelét, amely után molekulái hajlamosak megtelepedni egy hideg cső felületén;
- A hideggalvanizálás bármilyen típusú felületkezeléshez használható, kivéve a cső belső átmérőjét. Ebben az esetben a cinkport lakkal hígítjuk, és festékként viszik fel a termékre egy dobozból vagy permetből.
A korróziógátló kezelésre szánt modern anyagok széles választéka ellenére a horganyzás továbbra is a legjobb megoldás a vízellátáshoz, a gázvezetékekhez vagy a fűtéshez. (Lásd még a Csatornarendszer: Fénypontok című cikket.)
Tanács. A horganyzott vascső, amelynek méretei 32 vagy 100 mm, sokkal jobb, mint műanyag vagy kompozit társainál, magas mechanikai hatása és üzemi hőmérséklete miatt. A horganyzott csövek telepítése nem olyan időigényes eljárás, hogy ezt a létrehozandó rendszer megbízhatóságának és minőségének rovására el lehessen hagyni.
A forrásanyag jellemzői
Mielőtt elkezdené egy cső elkészítését egy fémlemezből, meg kell ismerkednie az anyaggal, amelyből a cső készül, és annak jellemzőivel. Először is érdemes elmondani, hogy ezek gördülő típusú termékek, más szóval az ón acéllemez, amely áthaladt egy hengermű görgőin és vastagsága 0,1-0,7 mm.
A hengerlési műveletek mellett az ónlemez gyártási technológia magában foglalja a kész hengerelt termékek kezelését maró folyamatok kialakulásából. Ehhez hengerlés után egy anyagréteget visznek fel az acélra, amely nincs kitéve korróziónak.

Az elvégzett műveletek eredménye egy acéllemez, amelynek szélessége 512 és 1000 mm között változhat, króm vagy cink bevonattal. A késztermék műanyag, így az ón könnyen kezelhető. Ebben az esetben a hengerelt merevítők szilárdsága összehasonlítható az acéltermékekkel. Ez lehetővé teszi a fémlemez használatát a bonyolult kialakítású termékek gyártásában.
Vázszerelési folyamat
Miután elkészítettük az összes alkatrészt a csónakhoz, folytatjuk a hajó horganyzott acélból és deszkákból történő saját kezű összeszerelésének folyamatát. Ehhez a következőket kell tennie:
Ajánlott olvasmány: A motorral ellátott PVC felfújható csónak használatakor a megfelelőt keresi?
- Az íjban két oldalt és egy háromszög alakú vakot kell összekapcsolni az íj számára. Szegek vagy önmetsző csavarok használhatók összekötő elemként. Ha a tömb az oldalak fölé áll, akkor azt egy szintre kell vágni.
- A következő lépés egy ideiglenes távtartó telepítése. Ezt a folyamatot körültekintően kell megközelíteni. Annak érdekében, hogy az oldalak hajlítása ne repedjen fel, a távtartót nem túl nagy szögben reszeljük.
- A távtartó felszerelése után az oldalakat tovább kell hajlítani. Egy kötél vagy egy segítő pár elvégzi a munkát.
- Helyettesítjük a hátsó részt, beállítjuk, eltávolítjuk a szükséges letörést. Jól kell illeszkednie ahhoz, hogy ne maradjon rés. Mindennek szorosan illeszkednie kell.
- Az illesztés befejezése után kalapáljuk az oldalakat és lefűrészeltük az összes kiemelkedést.
- Az oldalak összeszerelése után állandó támasztékokat telepítünk, miközben eltávolítjuk az ideigleneseket. Az, hogy mennyi részletet kell beállítani, a tulajdonos preferenciájától függ.
Mielőtt a fa részeket szegekkel vagy önmetsző csavarokkal rögzítené, érdemes a furatokat előre fúrni egy fúróval. Ez a módszer megakadályozza a deszkák repedését.
A faszerkezet összeszerelésének utolsó szakasza az oldalak alsó részeinek letörése, távtartók és védő antiszeptikus réteg bevonata lesz.
Szükséges eszközök
A horganyzott kéménycsövek saját kezű készítéséhez szükséges szerszámok és eszközök listája az ón tulajdonságainak, különösen a puhaságának és a plaszticitásának köszönhető. Az ilyen típusú anyagok feldolgozása nem igényel különösebb erőfeszítéseket, amelyek a lapokkal történő munkához szükségesek.
Ezért a kémény óncsövének gyártása során a következő szerszámkészletre van szükség:
- Olló fémvágáshoz. Ez az eszköz elősegíti a lapanyag egyszerű vágását a kívánt darabokra, mivel a legnagyobb lapvastagság eléri a 0,7 mm-t.
- Kalapács puha fejjel. Használhat fából készült kalapácsot, kalapácsot vagy acél szerszámot is, puha gumifogantyúval. Ez utóbbi lehetőséget azonban nagyon körültekintően használják, vagy egyáltalán nem veszik figyelembe, mivel egy vékony ónlap deformálódását okozhatja, és tönkreteheti az egész munkát.
- Fogó. Ennek az eszköznek a segítségével megoldják azt a kérdést, hogy hogyan kell hajlítani egy ónból készült csövet, mert ez acél, bár vékony, ezért lehetetlen kézzel meghajlítani.
- Barkácsasztal. Erre az eszközre van szükség anyag vágásakor és jelölések felvitelénél.
- Kalibráló elem. Ez lehet egy cső alakú termék, amelynek átmérője meghaladja a 10 centimétert, valamint egy sarok, amelynek élei 7,5 centiméteresek. Ezeknek az elemeknek jól kell rögzülniük, mivel a fenékcsukló szegecselését végzik a felületükön.
Ezen eszközök mellett készítenie kell egy vonalzót vagy mérőszalagot és egy jelölőt, amely egy éles élű acélrúd.
Csőanyagok és szerszámok
100 mm átmérőjű horganyzott cső gyártásához a következő anyagokat és szerszámokat kell előkészíteni:
- Először is szüksége van egy horganyzott acéllemezre.
- Ütőgumi vagy fa. Különös figyelmet kell fordítani erre az eszközre, mivel a késztermék minősége a jövőben annak minőségétől függ. Súlyának elég nehéznek kell lennie, de szabottnak kell lennie ahhoz, hogy az ütközés ereje ellenőrizhető legyen. A kalapácsnak szilárdnak kell lennie, de nem túl keménynek.
- Ollók fémhez. Erre az eszközre nincsenek különleges ajánlások, a lényeg az, hogy jól vágjanak, és a nagy repülőgépeken kényelmes volt velük dolgozni.
- Fémkaparó. Bármelyik fémrúd, akár egy nagy köröm hegyezésével saját maga készítheti el.
- Vonalzó.
- Vízszintesen rögzített acélcső. Átmérőjének 90 mm-nek, hosszának pedig legalább 1 m-nek kell lennie. Az ilyen csövet „pisztolynak” hívják, és ezen állítják össze a termékeket.
- Fém sarok. A munkaasztal asztal szélére van felszerelve. Meglehetősen masszívnak és stabilnak kell lennie, mivel a fém rá van hajtva. A sarok hossza 1 m.

Előkészítő szakasz
Először jelöléseket alkalmaznak az ónlapon, amely mentén a félkész terméket elvágják. Más szavakkal, a szükséges részt egy bizonyos fémlemezből vágják ki, amelyből a jövő cső kontúrja képződik. A jelölési eljárást a következőképpen hajtják végre: a lapot egy munkaasztalra fektetik, és a felső szélétől megmérik a cső hosszával megegyező szegmenst. Itt a jelölést egy jelölő teszi.

Ezután egy négyzet használatával e vonal mentén merőleges vonalat rajzolunk az oldalsó élre. Most ezen a vonalon a cső kerülete mentén ugyanez történik a felső szél mentén is. Ugyanakkor mindkét szélén körülbelül 1,5 cm-t adunk az összekötő élek kialakításához. A felső és az alsó jel össze van kötve, és a munkadarab kivágásra kerül.
A kerület meghatározásához használhat mérőszalagot, vagy felidézheti az iskola geometriai tanfolyamát.
Hogyan készítsünk pipatestet ónból
Ennek a szakasznak a célja a cső profiljának kialakítása. Alul és felül a munkadarab hossza mentén húznak egy vonalat, amely mentén a hajtások hajlanak. Ebben az esetben az egyik oldalon 5 mm-t, a másikon pedig 10 mm-t mérnek. A hajtásokat 90 0 szögben kell meghajlítani. Ehhez a munkadarabot acél sarokra fektetik, a hajtásvonalat a sarok széléhez igazítva. Ügyeljen az élre egy kalapáccsal, hajlítsa a sarok merőleges oldalához.
Javasoljuk a termék fokozatos hajlítását, egy kalapáccsal a teljes hosszában haladva. Ebben az esetben meg lehet kezdeni a hajlítást fogóval.

Most, a hajtásnál, amelynek mérete 10 mm, még egy hajtást készítünk egyfajta G betű kialakításához. A hajtogatás hajtásakor meg kell győződnie arról, hogy a felső hajtás párhuzamos a munkadarabbal, és hossza 5 milliméter. Ezért egy hajtogatási vonal rajzolásakor az egyik oldalon egyszer mérjen 0,5 cm-t, a másik oldalán pedig kétszer 0,5 cm-t.
A varratízület feldolgozása
Az utolsó szakasz a fenekvarrat feldolgozását jelenti, vagyis a préselését. Ehhez az L alakú hajtás felső részét lehajtják, beborítva a másik hajtás szélét. Az eredmény egyfajta szendvics legyen, amely merőleges a csőre. A fenékhegesztéshez meg kell nyomni a szendvicset a termékhez.

A nagyobb megbízhatóság érdekében a fenékvarratot szegecsekkel erősítik. Az ilyen csatlakozási módszerrel bádogból készített barkácsoló csövekhez azonban nincs szükség további megerősítésre.
Hogyan készítsünk pipát ónból - csináld magad óncsövekkel
A házépítők megpróbálják megtalálni a legtöbb költségvetési lehetőséget a problémák megoldására. Ezért sok amatőr kézműves számára releváns az a kérdés, hogyan lehet saját kezűleg csövet készíteni ónból. Végül is egy ónból készített házi csöves termék meglehetősen összehasonlítható lehet a szaküzletekben a polcokon fekvő ereszcsatornákkal vagy tokokkal.
Ezért többet kell megtudnia az óncső gyártásának folyamatáról, amelynek olyan jellemzői vannak, mint a gyári termékek.
Hogyan készítsünk egy csövet horganyzott saját kezűleg
A horganyzott acélból készült termékek tartósak, nem engednek rozsdásodni, és a mindennapi életben sem rosszabbul viselkednek, mint a rozsdamentes acél, bár sokkal olcsóbbak. A mai cikkben javaslom, hogy fordítson nagyobb figyelmet erre a szerény anyagra, és elmondja, hogyan készítsen horganyzott csövet a saját kezével.
De védőbevonat nélkül a vasfém korróziónak van kitéve, gyorsan rozsdásodik és használhatatlanná válik. A cinkezés sikeresen megoldotta ezt a problémát. Annak ellenére, hogy a horganyzott és az acélcsövek formája azonos, a horganyzott terméknek számos előnye van.
Mi a jobb, ha vesz egy szükséges vastagságú horganyzott lemezt, és maga hajlítja meg a csövet, vagy elmegy a boltba és készterméket vásárol?
Szokás szerint kezdjük az árral. A kész cső, amelynek átmérője mm és hossza 3 méter, körülbelül rubelbe fog kerülni. Az anyag költsége ebben az esetben rubel, a többi munkaerőköltség és az eladó árrése. És ha egy teljes vízelvezető rendszert tervez megszervezni? Magad is meggyőződhetsz arról, hogy a 2-es áron túl kell fizetned a késztermékekért.
A saját készítésű csövek jelentősen megkönnyítik az anyagi terhet. Ezenkívül a gyári termékek szigorúan meghatározott méretekkel rendelkeznek, és néha nehéz megtalálni a megfelelőt a rendszeréhez. És a kész cső vastagsága általában nem haladja meg az 1 mm-t. Feltétlenül emlékezünk arra, hogy minden gyári termék, ellentétben a házi készítésű termékkel, szigorú minőség-ellenőrzésen esik át, tökéletesen kerek felülettel és a hegesztési pontossággal rendelkezik.
Ha úgy döntöttek, hogy önállóan készítenek alkatrészt, akkor először ki kell választania egy anyagot, esetünkben a szükséges vastagságú horganyzott lemezt. A gyári cinkbevonatú acéllemezeknek meg kell felelniük a GOST követelményeinek. Fő jellemzők, amelyekre figyelni kell: A leggyakoribb horganyzott vastagság 0-tól.
Minél vékonyabb a lap, annál könnyebb feldolgozni, ami fontos a termékek otthoni készítéséhez. De ne felejtsük el - kevesebb vastagság - kevesebb erő.
A pólókat a csővezetékek elágazására és összekapcsolására használják. Az azonos átmérőjű csövekből ferde egyenlő pólust hegesztenek.A póluselemek jelölését a későbbi vágáshoz és hegesztéshez a csőre felvitt dörzsárminták segítségével hajtják végre, amelyek mentén krétával egy vágási vonalat rajzolnak a csőre. Az általunk kínált Excel táblázat lehetővé teszi, hogy méreteket szerezzen a függelék söpöréseinek és a csomagtartóban lévő lyukak összeállításához, bármilyen átmérőjű ferde egyenlő pólók gyártásához, a függelék bármilyen dőlésszögével.
Három anyagosztály létezik, a cinkréteg vastagságának megfelelően. A kényelem érdekében foglaljuk össze az adatokat egy táblázatban.
A forrásanyag jellemzői
Mielőtt elkezdené egy cső elkészítését egy fémlemezből, meg kell ismerkednie az anyaggal, amelyből a cső készül, és annak jellemzőivel. Először is érdemes elmondani, hogy ezek gördülő típusú termékek, más szóval az ón acéllemez, amely áthaladt egy hengermű görgőin és vastagsága 0,1-0,7 mm.
A hengerlési műveletek mellett az ónlemez gyártási technológia magában foglalja a kész hengerelt termékek kezelését maró folyamatok kialakulásából. Ehhez hengerlés után egy anyagréteget visznek fel az acélra, amely nincs kitéve korróziónak.
Az elvégzett műveletek eredménye egy acéllemez, amelynek szélessége 512 és 1000 mm között változhat, króm vagy cink bevonattal. A késztermék műanyag, így az ón könnyen kezelhető. Ebben az esetben a hengerelt merevítők szilárdsága összehasonlítható az acéltermékekkel. Ez lehetővé teszi a fémlemez használatát a bonyolult kialakítású termékek gyártásában.
Szükséges eszközök
A horganyzott kéménycsövek saját kezű készítéséhez szükséges szerszámok és eszközök listája az ón tulajdonságainak, különösen a puhaságának és a plaszticitásának köszönhető. Az ilyen típusú anyagok feldolgozása nem igényel különösebb erőfeszítéseket, amelyek a lapokkal történő munkához szükségesek.
Ezért a kémény óncsövének gyártása során a következő szerszámkészletre van szükség:
- Olló fémvágáshoz. Ez az eszköz elősegíti a lapanyag egyszerű vágását a kívánt darabokra, mivel a legnagyobb lapvastagság eléri a 0,7 mm-t.
- Kalapács puha fejjel. Használhat fából készült kalapácsot, kalapácsot vagy acél szerszámot is, puha gumifogantyúval. Ez utóbbi lehetőséget azonban nagyon körültekintően használják, vagy egyáltalán nem veszik figyelembe, mivel egy vékony ónlap deformálódását okozhatja, és tönkreteheti az egész munkát.
- Fogó. Ennek az eszköznek a segítségével megoldják azt a kérdést, hogy hogyan kell hajlítani egy ónból készült csövet, mert ez acél, bár vékony, ezért lehetetlen kézzel meghajlítani.
- Barkácsasztal. Erre az eszközre van szükség anyag vágásakor és jelölések felvitelénél.
- Kalibráló elem. Ez lehet egy cső alakú termék, amelynek átmérője meghaladja a 10 centimétert, valamint egy sarok, amelynek élei 7,5 centiméteresek. Ezeknek az elemeknek jól kell rögzülniük, mivel a fenékcsukló szegecselését végzik a felületükön.
Ezen eszközök mellett készítenie kell egy vonalzót vagy mérőszalagot és egy jelölőt, amely egy éles élű acélrúd.
Horganyzott csövek használhatók kéményhez
Az ilyen típusú kémény kiválasztása előtt figyelembe kell vennie a működés lehetséges kockázatait és árnyalatait.
A horganyzott kémények károsodása
Lehetséges rozsdamentes acélból készült horganyzott csövek használata a kéményhez, de figyelembe kell vennie a fém működésével és jellemzőivel kapcsolatos bizonyos árnyalatokat. A horganyzás egyik útmutatója a következőket mondja:
- A cink hevítése 419,5 ° C felett veszélyes. Ebben az időben, különösen magas páratartalom mellett, fémoxid képződik. A füst mérgező és súlyos mérgezéshez vezet.
- A tiszta cink nem veszélyes az emberi egészségre, és a testében található: fogak, hasnyálmirigy, vér stb.
- A technikai cink különösen veszélyes - a gyártás során, hogy a fém megkapja a szükséges műszaki jellemzőket, arzént, antimonot és ólmot adnak a szennyeződéshez.
A fentiek összességéből arra lehet következtetni, hogy a horganyzott kéménycső biztonságosan alkalmazható alacsony füstgáz hőmérsékletű égéstermék-elvezető rendszerekben. A szendvics típusú szerkezetek, ahol a belső kontúr rozsdamentes acélból készül, a külső pedig horganyzott, abszolút nem befolyásolják az emberi egészséget.
Horganyzott kémények élettartama
A cső élettartama sok tényezőtől függ, de általában a kémény akár 10 évig is eltarthat, anélkül, hogy elveszítené a feszességét. Az élettartam növelése érdekében tartsa be az alábbi ajánlásokat:
- Szükséges egykörös horganyzott kémény szigetelése. Hőszigetelés nélkül a cső nem fog sokáig tartani, a kondenzátum okozta korrózió és a felgyülemlett korom miatti kiégés miatt. A kémény külső szakaszában lévő horganyzott cső szigetelése kötelező intézkedés.
- A horganyzott festék jelentősen meghosszabbítja a termék élettartamát.
- A kéményhez használt acél vastagságának legalább 1 mm-nek kell lennie. Az alacsonyabb vastagságú horganyzott acél gyorsan kiég. Az építési fórumokon információkat találhat arról, hogy ez a 0,6–0,8 mm-es anyag hat hónap üzemelés után kiégett.
Minden technikai feltétel mellett garantált, hogy a horganyzott cső legalább 10-15 évig fog tartani.
Előkészítő szakasz
Először jelöléseket alkalmaznak az ónlapon, amely mentén a félkész terméket elvágják. Más szavakkal, a szükséges részt egy bizonyos fémlemezből vágják ki, amelyből a jövő cső kontúrja képződik. A jelölési eljárást a következőképpen hajtják végre: a lapot egy munkaasztalra fektetik, és a felső szélétől megmérik a cső hosszával megegyező szegmenst. Itt a jelölést egy jelölő teszi.
Ezután egy négyzet használatával e vonal mentén merőleges vonalat rajzolunk az oldalsó élre. Most ezen a vonalon a cső kerülete mentén ugyanez történik a felső szél mentén is. Ugyanakkor mindkét szélén körülbelül 1,5 cm-t adunk az összekötő élek kialakításához. A felső és az alsó jel össze van kötve, és a munkadarab kivágásra kerül.
Hogyan készítsünk pipatestet ónból
Ennek a szakasznak a célja a cső profiljának kialakítása. Alul és felül a munkadarab hossza mentén húznak egy vonalat, amely mentén a hajtások hajlanak. Ebben az esetben az egyik oldalon 5 mm-t, a másikon pedig 10 mm-t mérnek. A hajtásokat 90 0 szögben kell meghajlítani. Ehhez a munkadarabot acél sarokra fektetik, a hajtásvonalat a sarok széléhez igazítva. Ügyeljen az élre egy kalapáccsal, hajlítsa a sarok merőleges oldalához.
Javasoljuk a termék fokozatos hajlítását, egy kalapáccsal a teljes hosszában haladva. Ebben az esetben meg lehet kezdeni a hajlítást fogóval.
Most, a hajtásnál, amelynek mérete 10 mm, még egy hajtást készítünk egyfajta G betű kialakításához. A hajtogatás hajtásakor meg kell győződnie arról, hogy a felső hajtás párhuzamos a munkadarabbal, és hossza 5 milliméter. Ezért egy hajtogatási vonal rajzolásakor az egyik oldalon egyszer mérjen 0,5 cm-t, a másik oldalán pedig kétszer 0,5 cm-t.
A hajtások kialakításának befejezése után folytathatja a csőtest kialakítását. Ehhez egy üres lapot helyezünk egy kalibráló elemre, és megütögetjük egy kalapáccsal vagy más alkalmas eszközzel, hogy egy bizonyos alakú profilt kapjunk. A munkadarab előbb U-alakú, majd kerek lesz. Ebben az esetben a hajtásokat össze kell kötni.
Hogyan készítsünk egy vödröt saját kezűleg ónból
Kategória: Készlet 23 307
3
Hogyan készítsen vödröt saját kezűleg ónból, horganyzott vasból vagy rozsdamentes acélból, egyenes falakkal. Vágjon ki egy termékmintát az anyagból
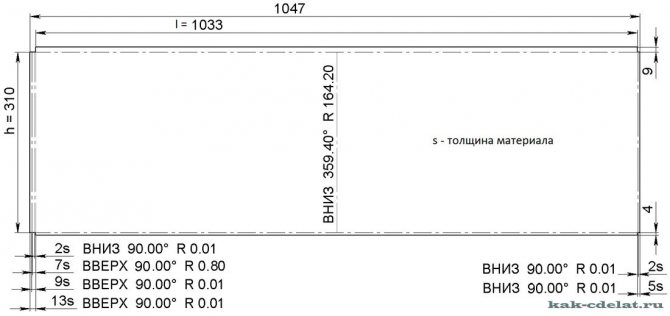
h
- magasság (állítsa be a megadott értéket)
d
- átmérő (állítsa be a megadott értéket)
l
- kerület (számítással megállapítva)
l = πd = 3,14 * 329 = 1033
(mm)
h = 310
(mm)
HENGERGYÁRTÁS
A seprés közepén jelölje meg a fül rögzítésére szolgáló lyukakat

1.
GOST 14918-80 vékonylemez horganyzott acélból készült téglalap alakú lemezen, saját készítésű kézi lemezhajlító gépen, vagy kézzel, kalapács és rúd segítségével hajtsa végre a lap széleit "a magasság mentén" ellentétes irányba. Hengerbe hajlítjuk a lapot.
2.
Az összehajtott éleket rögzítjük. A kapott varratot egyenletesen nyomja egy kalapáccsal vagy kalapáccsal a henger teljes hosszában.
3.
Annak érdekében, hogy a varrat a henger belsejében maradjon, a következő műveletet kell végrehajtani: forgassa el a kész varratot úgy, hogy a fa széléhez közel legyen; ütővel a varratot eltalálva, kiálló varrás nélkül megkapjuk a henger külső felületét.
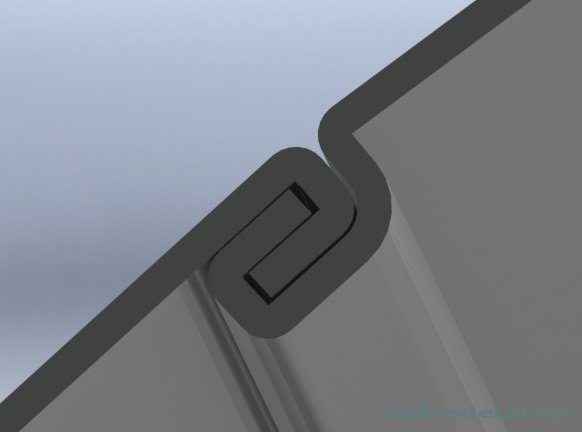
Hajtogatható egység
Az árengedmény szélessége céljától függ: zár fogadása; huzalhengerlés.
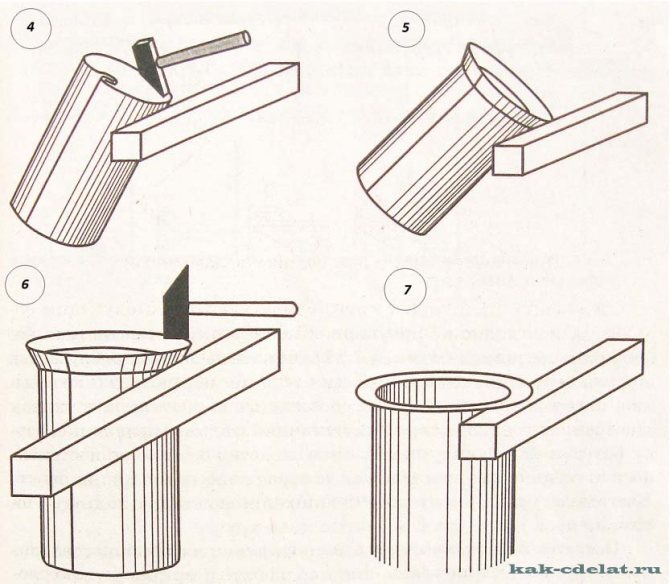
4.
Állítsa a henger eredeti helyzetébe a rúdhoz képest. Megütünk egy kalapáccsal, és meghajlítjuk a hajtást.
5.
A kalapács hegyes oldalán koppintunk. Figyeljük a hajtás szélességét - ennek meg kell egyeznie.
6.
Igazítsa a hajtást úgy, hogy megérinti a kalapács tompa oldalát.
7.
Végül hajtsa derékszögben az összehajtott varratot.
Huzal gurul
Kört helyezünk a karima kerületére,

huzalból, amelynek átmérőjének meg kell egyeznie a henger külső átmérőjével.

Kerekítjük a kör alakú élt, végül befejezzük a varrást.
FENNHENGERES CSATLAKOZÁS

8.
Hajtsa be a széleit a körnél, és helyezze be a hengerbe.
9.
A kalapács hegyes részének könnyű ütéseivel hajlítsa meg a hajtást a kör belsejében.
10.
A kalapács tompa részének határozott ütéseivel a rudat megcsapoljuk, miközben elfordítjuk a hengert.
11.
A hajtást a henger külső síkjára dobjuk.
12.
Ha a munka domború feneket eredményez, akkor igazítani kell.
13.
Az alja legszélén üsse a kalapács tompa részével, a kör teljes kerületén. Ebben az esetben az alja kiegyenlítődik, a csatlakozás szélei kifejezett kontúrot kapnak.

A KÖZVETLEN CSOMAGOLÁS CSATLAKOZÁSA
A vödör alja a középső karikához, a köztes karika pedig a hengerhez rögzíthető.
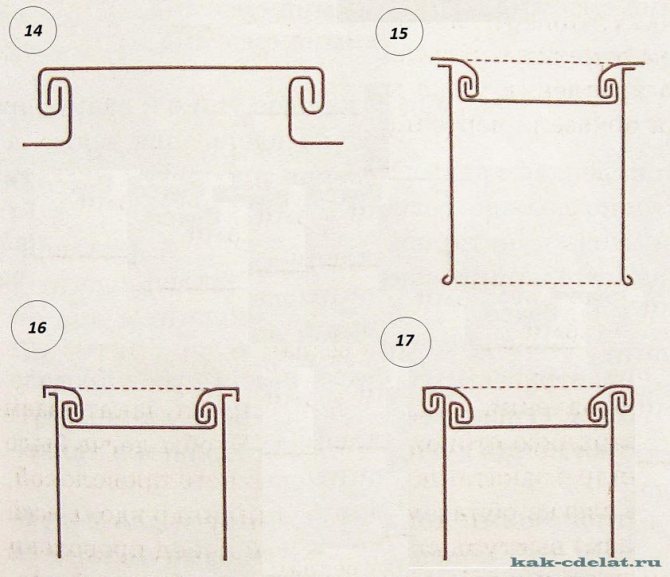
14.
A vödör alját karikával rögzítjük.
15.
Csatlakoztatjuk a karikát a hengerrel (vödör test).
16.
A karikánál hajlítjuk a hajtást.
17.
A hajtást a henger külső síkjára dobjuk, és alaposan megcsapoljuk a kerület egész kerületét.
A SZEM TERMELÉSE

Vágja le a fülét hasonló anyagból. Lyukasztás vagy furatok átfúrása: kettő a szegecsekhez; egyet egy fém fogantyúhoz.
KEZELÉS
Hajlítsa meg a fogantyút egy 5 ... 6 (mm) átmérőjű fémdrótból GOST 18143-72.

Hogyan készítsünk egy vödröt saját kezűleg ónból - mint láthatja, semmi bonyolult. Miután elsajátította egy egyszerű modellt. Áttérhet egy összetettebb lejtős modellre.
Rendelési rajz
Oszd meg a barátaiddal!
A varratízület feldolgozása
Az utolsó szakasz a fenekvarrat feldolgozását jelenti, vagyis a préselését. Ehhez az L alakú hajtás felső részét lehajtják, beborítva a másik hajtás szélét. Az eredmény egyfajta szendvics legyen, amely merőleges a csőre. A fenékhegesztéshez meg kell nyomni a szendvicset a termékhez.
A nagyobb megbízhatóság érdekében a fenékvarratot szegecsekkel erősítik. Az ilyen csatlakozási módszerrel bádogból készített barkácsoló csövekhez azonban nincs szükség további megerősítésre.
Hogyan készítsünk horganyzott csövet a saját kezével?
Szabadon vásárolhat horganyzott csöveket, de az ilyen termékek költsége meglehetősen magas, ezért a horganyzott cső saját kezű készítésének vágyát mindenekelőtt a gazdaságosság szempontjai diktálják.
Ugyanakkor a horganyzott csövek gyártása nem igényel különösebb erőfeszítéseket, speciális drága szerelvényeket és szerszámokat, valamint valamilyen szakmai ismeretet, így minden házi iparművész megbirkózhat ezzel, akinek arzenáljában van egy sor asztaloskészlet eszközök.
A horganyzott csövek előnyei és hátrányai
A felhasználók magukban foglalják a horganyzott kéménycső előnyeit:
- hosszú távú korrózióállóság,
- a kémény gyors felmelegedése és ennek eredményeként a jó huzat biztosítása,
- egyszerű szerelési módszer,
- sima felület a csatorna belsejében, amely nem engedi, hogy a korom a falakon maradjon,
- a kimenet falon történő visszahúzásának képessége
Hátrányok:
- az egyfalú ág rövid élettartama,
- a termék vágásakor a vágási vonalak rövid idő után rozsdásodni kezdenek,
- kisebb sérülések a védőréteg tönkremeneteléhez vezetnek,
- nagy mennyiségű kondenzáció képződése.
A horganyzott csövek jellemzői
A kémények felszereléséhez horganyzott fémcsöveket használnak, könnyű tömegük és ennek megfelelően a könnyű telepítésük miatt népszerűek. A horganyzott kéményekhez nem szükséges alapzat építése, és ez jelentősen csökkenti a kéményberendezések költségeit.

Az ilyen csövek megfelelnek a tűzbiztonsági előírásoknak, ellenállnak a 900 ° -ig terjedő hőmérsékletnek, így akár szilárd tüzelésű fűtőkazánokból és kemencékből származó füstelvezetésre is használhatók.
Az ereszcsatornák felszereléséhez a házépítésben horganyzott csöveket is használnak. Az ilyen csövek már most is meglehetősen megfizethetőek a költségek szempontjából, ugyanakkor a folyamat kézzel készített termékek felhasználásával még olcsóbbá tehető.
Szükséges eszközök és anyagok
100 mm átmérőjű cső készítéséhez a következő eszközökre és anyagokra van szükségünk:
- Fa vagy gumi kalapács. Általánosságban elmondható, hogy a késztermék minősége elsősorban ennek az eszköznek a minőségétől függ. A kalapácsnak elég nehéznek kell lennie, de olyannak, hogy könnyen kezelhető legyen az ütés ereje, nem túl szilárd, de mégis elég sűrű.
- Ollók fémhez. Bárki megteszi, a lényeg az, hogy kényelmes legyen nagy fémeken metélt vágni.
- Fém sarok, legalább 1 m hosszú, a munkaasztal asztal szélére szerelve. Rajta hajlik a fém, ezért stabilnak és kellően masszívnak kell lennie.
- Acélcső átmérője 60-90 mm, vízszintesen rögzítve - "pisztoly". A termékek összeállítására szolgál. Ennek megfelelően a hossza sem lehet kevesebb, mint 1 m.
- Vonalzó.
- Fémkaparó. Bármely kihegyezett fémrúd megteszi, egy nagy körömig.
- Maga a horganyzott fémlemez vastagsága 0,5 mm.
Mi kell egy horganyzott cső elkészítéséhez
Otthon horganyzott cső készítéséhez ónlemezre van szükség, az anyag puhasága és alakíthatósága miatt nem igényel különösebb erőfeszítéseket.
Az ón iparilag vékony acéllemezből készül, vastagsága 0,1–0,7 mm, hengerlőgépeken, majd króm, ón vagy cink korrózióvédő réteggel van bevonva. Végül a munkadarabokat standard méretre vágják, szélességük 512 mm és 2000 mm között van.

Az ilyen termékek szilárdsága semmiképpen sem alacsonyabb az acél társainál, különösen, ha az anyag további merevítőkkel rendelkezik, ugyanakkor nagyon műanyag, és lehetővé teszi a bonyolult alakú csővezetékek kézi felszerelését. Korróziógátló bevonat védi a csövet a külső környezettől.
Az ilyen csövek problémája az elégtelen hajlítószilárdság, ezért a nyitott alkatrészek gyártásához a termék megerősítésére merevítőket vezetnek be a szerkezetbe.
- az ilyen méretű, különböző méretű csövek széles választékát mutatják be az üzletekben: egykörös;
- kettős áramkör (szendvics formájában készül és belső és külső csőből áll);
- hullámos, a megnövekedett rugalmasság jellemzi.
Jegyzet! Otthon technikailag csak egykörös csövek készíthetők.
A lapvastagság kiválasztásakor figyelembe kell venni a cső rendeltetését. Például a szilárd tüzelésű kályhákból és kandallókból származó füstgáz eltávolítására szolgáló horganyzott csöveknek fokozottan ellen kell állniuk a magas hőmérsékletnek, ugyanakkor magas korróziógátló tulajdonságokkal kell rendelkezniük.
Fontos! Minél magasabb a munkaközeg hőmérséklete, annál vastagabbaknak kell lenniük a csőfalaknak.
Hangszerek
A munkához speciális szerszámokra van szükség a hajlításhoz, a hajlítási szög helyes méréséhez és a cső kívánt hosszúságú vágásához.
Horganyzott csövek készítése saját kezűleg
Az ilyen munkák elvégzéséhez olyan készségekre van szükség, amelyek elkerülik a védőbevonat deformációját. Ha a horganyzott cső saját kezűleg történő elkészítésének kérdése eldől, akkor tudnia kell, hogy a gyártási folyamat 3 fő szakaszból áll:
- előkészítés: a lapot előzetes vázlat szerint vágják;
- formázás: megkezdődik a kívánt alakú, paraméterű, szakaszú termék gyártása;
- az utolsó szakasz magában foglalja a munkadarab szélének rögzítését.
Minden lépés végrehajtásakor kövesse a részletes utasításokat, amelyek lehetővé teszik, hogy megbízható terméket kapjon anélkül, hogy deformálódna a védőbevonat.
Szükséges eszközök és anyagok
A munkához szüksége lesz:
- olló fém, vannak korlátozások az ilyen eszköz használatára - legfeljebb 0,7 mm vastag lap vágására használható;
- egy fából készült kalapács (megengedett a fém használata, de gumibetéttel);
- fogó;
- munkadarab szükséges az üres részek vágásához;
- Ahhoz, hogy megfelelő alakú, egyenletes sarkokkal rendelkező terméket kapjon (négyzet alakú csövekhez), szüksége lesz egy kalibráló elemre, amely lehet fém sarok (legfeljebb 1 m hosszú) vagy a szükséges átmérőjű cső (a választásnál vegye figyelembe a munkadarab mérete);
- vonalzó;
- minden élesített eszköz, amely a vázlatot fémre helyezi át.
Az anyagok közül egy horganyzott lemezre van szükség. A 0,5 mm vastagság elegendőnek tekinthető. Egy ilyen lappal könnyebb dolgozni, tartós terméket kaphat.
A munkadarab kivágása
A csövek önálló gyártása a személyes igényekhez az átmérő meghatározásával kezdődik (leggyakrabban a 60-100 mm-es opciót választják). Sorrend:
- létrehoz egy vázlatot, amelyen feltüntetik a szükséges méreteket, és a szélességének 15 mm-rel nagyobbnak kell lennie, ami a jövőben lehetővé teszi az összekötő él megszerzését;
- a leendő munkadarab kontúrját egy éles szerszám segítségével egy ónlemezre viszik, a munkát munkapadon végzik;
- téglalapot kell készítenie, 90 ° -os szög eléréséhez használjon négyzetet.
Profilképzés
A horganyzott csövek saját kezűleg történő elkészítése néhány finomság figyelembevételével történik:
- a lap azon részének jelölése történik, ahol a fém a hajlatok alatt meghajlik: 0,5 cm az egyik és 2–0,5 cm a másik oldalon;
- a hajtást 90 ° -os szögben hajtogatjuk;
- ebben az esetben úgy kell elhelyeznie a sarkot, hogy annak éle egybeessen a hajtás hajlítási vonalával;
- kalapács segítségével formázza meg a terméket, el kell érni a hajtás teljes betartását a sarok polcához, a munka egyszerűsítése érdekében először a fogót hajlítsa meg a fémet;
- a munkadarabot megfordítják, ebben az esetben a hajtást a kalibrációs szög szélétől 1 cm távolságra kell elhelyezni, egy kalapács segítségével 130 ... 150 ° szöget alakítanak ki;
- kalibráló elem segítségével létrejön a kívánt alakú termék, az utolsó szakaszban össze kell kötni a hajtásokat.
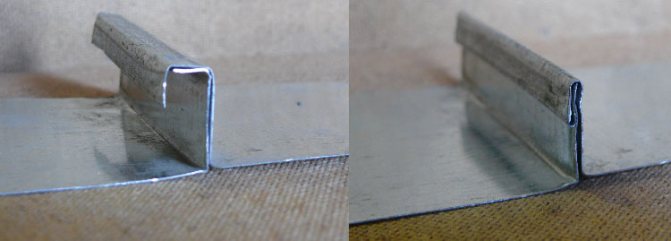
Tompahegesztés
A horganyzott csövek gyártása során fontos biztosítani a munkadarab éleinek összekötésének megbízhatóságát. A fenékízület tömörítéssel kerül feldolgozásra. Ehhez nincs szükség magas hőmérsékletnek vagy más körülményeknek való kitettségre. A perem szélei védettek lesznek a csapadéktól. Ehhez a tetején elhelyezkedő hajtást ütögetik egy kalapáccsal. Ennek eredményeként a varrat összezsugorodik, egyfajta szendvicset alkotva.
Javíthatja a szerkezet megbízhatóságát azáltal, hogy bizonyos magasságú szegecseket telepít. A csővarrat további megerősítése nem szükséges.
Utasítások horganyzott csövek gyártásához
Először is meg kell jelölnie a vaslapot, az egyik oldalon 5 mm-es hajtogatási vonalakat alkalmazva, a másik két-két alkalommal 5 mm-rel, az egyik oldalon a hajtás szélesebbnek kell lennie, mint a második. erős varrat a jövőben.Hajlítsa meg a lapot 90 ° -os szögben mindkét oldalon sarok és fogó segítségével.

Fontos! Hajlítsa meg az alakzatot fokozatosan, egyik szélétől a másikig haladva a hajtási vonal mentén.
Ezután a munkadarabot elforgatva hajtások képződnek, a szöget 135-140 ° -ra állítják be, az ón széleit egy kalapáccsal vagy egy puha ütővel ellátott kalapáccsal ütögetve, hogy ne károsítsák a termék anyagát. A redők kialakulása után folytathatja magát a cső kialakítását.
Csatlakoztassa a munkadarabot egy kalibrációs sablonhoz annak alakításához, és ismét koppintson rá, amíg a hajtások össze nem állnak.
A széles éle ismét párhuzamosan hajlik a termék síkjával 90 ° -os szögben.
Az utolsó lépés a végek összekötése lapos varrással egy kalapács segítségével.
Igazítsa a hajtásokat, hajlítsa meg a második hajtás vízszintes részét, az első hajtást ezzel tekerje be, majd hajlítsa meg ezt a varratot, szorosan nyomja a cső síkjához.
A csatlakozást fém szegecsekkel további hegesztőgéppel is meg lehet erősíteni, bár leggyakrabban a lapos varrással összekapcsolt horganyzott csövekhez nincs szükség további megerősítésre.