A menetfúrás egy lyuk vagy rúd megmunkálásának folyamata olyan részen, amely speciális menetes szerszámot használ egy külső vagy belső spirális menet előállítására, amely kiálló részekből és váltakozó spirálhornyokból áll.
A vágás a hasított csőrendszerekben és más szerkezeti részekben használt csavarokon, anyákon és csöveken történik. Ha a csővezetéket manuálisan telepítik olyan csövekből, amelyeken nincs menet, akkor fontos, hogy megértse, hogyan lehet saját kezével vágni egy szálat egy terméken. Bármelyik menet fő jellemzői: mélysége, dőlésszöge, profilszöge, profilja, átlagos, külső és belső átmérője.
Szükséges szálinformáció
A menetprofil keresztmetszetű ábra egy kanyar közelében. Ettől a mutatótól függően háromszög és téglalap, trapéz és így tovább. A háromszöget kizárólag szaniter rendszer és elemeinek telepítésére használják.
Ezenkívül a menetet a kanyarok irányától jobbra és balra választják el.
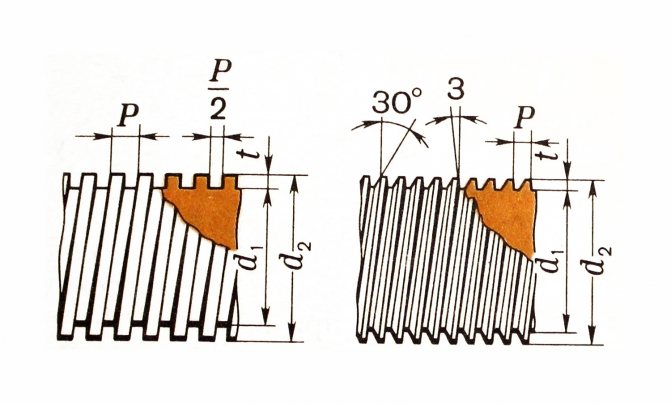
A menet céljától függően vannak rögzítő és speciális szálak. A speciálisakat téglalapnak és rögzítő háromszögnek nevezzük. A háromszög a rögzítőelem nevet kapta, mert csak a szerkezet rögzítő elemeire van vágva: anyák, csavarok, csavarok. A menetmagasság a szomszédos szálak teteje és feneke közötti távolság.
A profilszög az a szög, amelyet a fordulatok metsző oldalai (arcai) alkotnak.
A menet elejétől a végéig terjedő távolságot annak mélységének nevezzük.
A külső átmérő a menet két oldalának egymással szemben fekvő pontjai közötti távolság. A belső átmérő az ellentétes oldalak alapjai közötti távolság. A szemközti oldal teteje és alja közötti távolságot átlagos átmérőnek nevezzük.
Az intézkedésrendszer szerint a háromszög alakú menet metrikus és hüvelyk. A metrikus szálak csúcsán egyenlő oldalú háromszögek vannak, 60 fokos szöggel. Ezt a típust műszerezésben és gépgyártásban használják. A metszet belső átmérőjét és a csavar külső méretét metrikus típusokkal milliméterben számolják, míg a lépést milliméterben és annak frakcióiban számíthatják.
Profiljában a hüvelykes változat pontosan ugyanúgy néz ki, mint a metrikus változat, de a csúcsszöge 55 fok. Ez hüvelykben kerül kiszámításra, és egy másik lépésben eltér a metrikus nézettől.
A hüvelykes változatot szaniter típusú alkatrészek összeszerelésekor használják. Csőre és rögzítésre oszlik. Ez a két típus abban különbözik egymástól, hogy a rögzítőelem megnövelt osztással rendelkezik, ami garantálja a szerkezet megbízható csatlakoztatását, és anyák, csavarok, rudak és furatok vágására szolgál. A csövek összekapcsolásakor cső alakú. Kisebb, mint a rögzítő, mert mélységét a csőfal vastagsága korlátozza. A cső menetének sűrűsége lényegesen nagyobb, mint a rögzítő menet, a termék hosszának egy hüvelykére eső sok menet miatt.
Ehhez szükség lesz
- Klupp a szükséges csőátmérőhöz.
- Állítható csavarkulcs (gáz).
A Klupp egy menetes szerszám, például egy szerszám, csak ez egy fúvóka vezetőszoknyával. Vízvezeték-üzletben kell megvásárolni. Nincs hiány belőlük, így gond nélkül megtalálja őket, még a faluban is.
Ebben az esetben a kínai változatot mutatják be, ami nagyon jó.
Kapcsolódó cikk: Milyen alapozó a legjobb a gitt alatti falakhoz
200-500 rubel tartományban van ilyen. Minden az átmérőtől és a margótól függ. Futó modellek 1/2, 3/4 hüvelyk és hüvelyk átmérőhöz, mint az én verziómban.
Kérheti a vízvezeték-szerelőket a szovjet kollégától, ha van ilyen lehetőség. Akkor általában ingyenes lesz az Ön számára.
Külső menet
A rudak külső meneteit, a csavarokat és csavarokat manuálisan vágják szerszámokkal. A készüléktől függően kerekekre, prizmatikusakra, szilárdakra, csúszóra oszlanak. A prizmatikus szálnak van egy pár azonos fele, amelyek egy keret alakú szerszámban vannak rögzítve fogantyúkkal. Ezeknek a szerszámoknak egy pár külső oldalán prizmatikus barázdák találhatók, amelyek a prizma prizmatikus kiemelkedéseire szolgálnak.
A csúszó szerszámok a szerszámban helyezkednek el, így a metszeteken lévő számok a kereten lévő azonos számokkal vannak szemben. Ellenkező esetben a termék megsérül. Makacs csavarokkal vannak rögzítve. Az ütközőcsavar és a szerszám közé acéllemez-repesztőt helyeznek el, hogy a csavarral megnyomva az eszköz ne repedjen fel.
A kerek szerszámot a könnyű tartóban két és négy ütköző rögzíti. A csúszó típus segítségével szálakat vághat, ha észrevehetetlen eltérések vannak a rúd átmérőjében, ami szilárd kerek szerszámokkal történő vágáskor elfogadhatatlan. A rúd kisebb átmérőjével egy hiányos menetet vágnak el, nagyobb átmérővel pedig egy egyenleteset.

Hogyan ütögessünk egy pipát egy csövön: asztal, videó, tippek
A szál levágása sürgős kérdés, hiszen ez a fő módszer a szerkezeti elemek összekapcsolására.
Ez manuálisan megtehető egy speciális eszközzel.
Válassza szét az alkatrész külső és belső vágását, aminek köszönhetően a menet más típusú lyukakba szerelhető fel.

A vágási módszer attól függ, hogy milyen típusú anyaggal fog dolgozni.
A folyamat jellemzői, valamint az ehhez szükséges eszközök leírása megtalálható a cikkben, és a videó segít megbirkózni a feladattal.
Szeletelés csap
A csapot fémforgácsoló vágóeszköznek nevezik, amelyet rúd formájában készítenek, és amelyre vágóelem van felszerelve.
A vágógépet belső szálak létrehozására használják különféle fém alkatrészekben, csövekben, és a korábban sérült szálak helyreállítására is használható.
A maró munka- és farokrésszel rendelkezik. A munkarész két részből áll: vágáshoz és kalibráláshoz.
A vágási terület általában kúpos, és felelős a közvetlen menetezésért.
Ezen a területen vágófogakat is telepítenek, amelyek a teljes kerület körüli területet lefedik. A méretezési terület felelős az alkatrész végső alakításáért.
Úgy néz ki, mint egy fogazott henger, és folytatja a vágási területet.
Hosszabb, és munkaelemét elosztják a vágók létrehozásához és a forgácsok eltávolításához szükséges barázdák.
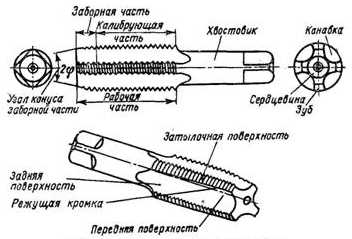
A barázdák száma a 22 mm-nél nem nagyobb szerszámmal rendelkező szerszám méretétől függ, általában három van. Vannak olyan speciális csapok is, amelyekben nincsenek hornyok.
Azokban az eszközökben, ahol vannak, a hornyok lehetnek egyenesek vagy spirálisak.
A csap hátulja hengeres alakú, a végén négyzet van, amely szükséges ahhoz, hogy rögzíteni lehessen a rögzítő szerszámhoz.
A csapnak ez a része felelős az eszköznek a szerszámgép tartójához vagy tokmányához való rögzítéséhez.
Kétféle szerszámcsap van: kézi vagy gépi. A kézi eszközök a kézi tartóhoz csatlakoznak, és belső szálak létrehozására szolgálnak.
A szerszámgépek az esztergák tokmánytartóira vannak felszerelve.
Mielőtt megtudná, hogyan kell levágni egy szálat csapgal, el kell döntenie annak típusát. Az elkészíthető szálak az eszköz típusától függően változnak.
A szál legelterjedtebb formája a metrikus - metrikus eszközzel készül.

Menetek létrehozásához a vízvezeték belsejében, valamint a fűtőcsőben speciális csőcsapokat használjon, ezek megerősített meneteket is készíthetnek fémrészekben, és nem csak fűtőelemekben.
Kúpos vagy hüvelykes szálak létrehozásához speciális hüvelykes csapot kell használnia, amely lehetővé teszi a legkisebb szál elkészítését.
Leggyakrabban erős acéleszközöket találhat szerszámmal - ezek a leghatékonyabbak, legerősebbek és tartósabbak.
A menet típusán kívül a csapok kialakításukban különböznek: lehetnek egyszeresek vagy teljesek.
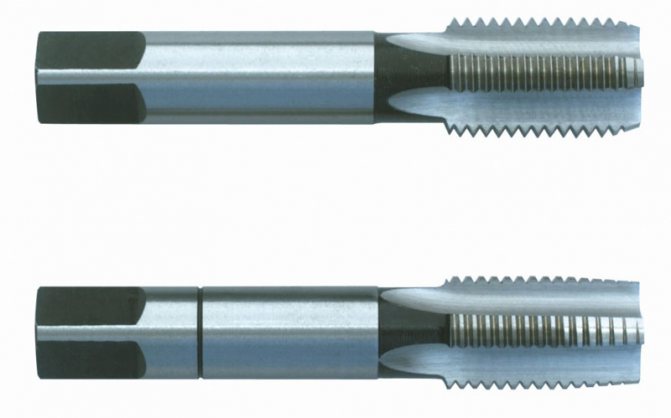
Ez utóbbiakkal több menetben szálakat hoznak létre. Általában a készlet két csapot tartalmaz, amelyek közül az egyiket befejezőnek hívják, a másik durva.
Bizonyos esetekben ide kerül egy közepes csap. A készlet alkatrészeinek számát mindig a hátoldalon, a farok részén jelölik.
A teljes csapok nem egyformák, különböző alakúak a fogak: a durva trapéz alakú, a középső háromszög alakú, teteje lekerekített, a befejező pedig egy éles tetejű szokásos háromszög. .
A csapolás során kiálló részt kell kialakítani egy lyukban, és a kiemelkedés vonala spirális alakú.
A furatban lévő fal közelében lévő kiemelkedésnek meg kell egyeznie a megadott paraméterekkel a menet használatához: a helyes dőlésszöggel, emelési szöggel, külső és belső átmérővel stb.
Egy másik fontos paraméter a mélység, amelyet a cső belső és külső menetének átmérője alapján határozunk meg.
Számos lehetőség kínálkozik a szál megfelelő levágására.
Videó:
A menet menetiránya a csőben eltérő lehet, az igénytől függően: jobbra irányítható, míg a kiemelkedés az óramutató járásával megegyező irányban fejlődik, vagy bal irányú, akkor a kiemelkedés az óramutató járásával ellentétes irányban következik.
Kétféle profilforma létezik: téglalap vagy háromszög, valamint speciális kiegészítő alakzatok, de főként a gyártás során használják őket, és otthon szinte soha.
Belső menet
A belső menetet egymástól függetlenül vágják le a meghajtóba helyezett csapok segítségével. A csapnak van egy bevágási része (a vége), amely a vágáshoz szükséges, egy mérőelem (középső), amelyet lyuk vágásakor és méretezésénél irányítanak, valamint egy farok, amelynek négyszögletes feje van metszetben, hogy a csapot tartsa gallér vágáskor.
Alulméretezettről teljes metrikusra vagy rögzítő hüvelykre váltáskor olyan csapkészletet használnak, amely három különböző mélységű csapot tartalmaz.
A szál alapvető helyei
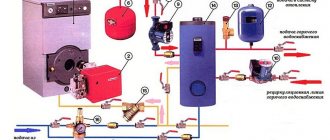
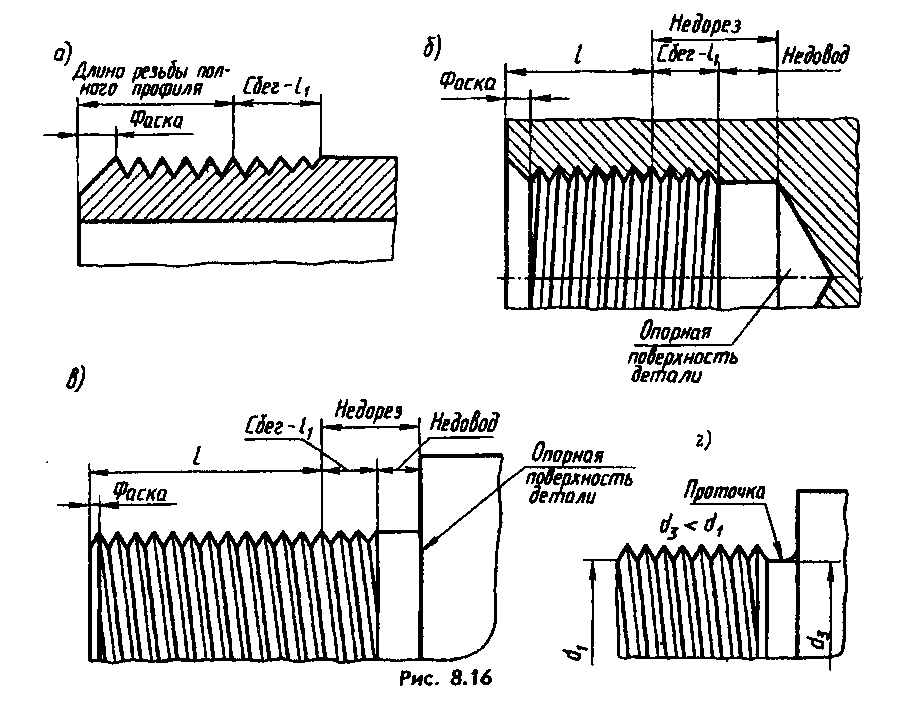
A gáz- vagy folyadékellátó csövek összekötése oly módon történik, hogy hengeres alakú csavarmeneteket vágjanak vagy görgessenek a végükön. A csővégeket összekötő elemek segítségével rögzítik egymáshoz.
Víz vagy gáz csövek csatlakoztatásakor rövid és hosszú hengeres menetet használnak. Az utolsó két fordulatot menekülésnek nevezzük. A szerszám kialakításának köszönhetően jön létre, amelyben az első fordulatok süllyesztettek. A menekülésnek köszönhetően a tengelykapcsoló elakadhat a csövön, ami garantálja a tömítés anyagával való csatlakozás szorosságának megbízhatóságát.

A rövid típus hosszának valamivel kevesebbnek kell lennie, mint a hüvely hosszának a fele.Ezután 2-3 milliméteres résnek kell maradnia a csatlakoztatandó szerkezetek végei között, amely futás közben megakaszthatja a tengelykapcsolót. Nem dugaszolható csatlakozókkal történő csatlakozásokhoz a rövid verziót kell használni. Egy ilyen csatlakozást a beépített csővezetéken csak a csőtermékek vágásával lehet leválasztani.
Az összeszerelt csövek elvágása nélkül gumibetétet használnak. Tartalmaz egy hüvelyt, záró anyákat és egy hosszú menetet, amelyeket úgy kell méretezni, hogy a gumibetét csatlakoztatásakor a záró anyák és a hüvely könnyen felcsavarható legyen a felületére. A rövid és hosszú menetek méretei a csövek méretétől függően változnak.
Annak érdekében, hogy ne használjon felesleges fémet, a fűtési rendszerekben és a gázellátó rendszerekben gyakran használnak vékony falú csöveket, mivel külső szakaszuk átmérője majdnem megegyezik a belsőével, ellentétben a vízvezetékekkel, általában egy csövet gördítenek a csőre a maximális megengedett falvastagság mellett az ilyen csövek nem lehetnek kisebbek, mint amikor a csővezetékeket elvágják a gáz- és a vízcsöveken.


Faragó eszközök
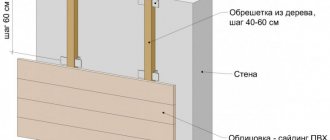
Először is fel kell készítenie az összes szükséges eszközt. Eladó egy speciális elektromos egység, de vásárlásakor figyelembe kell venni a szerszám méreteit. Egy nagy méretű egységnél nehéz fonalakat vágni a fal közelében lévő csövön.
A legjobb megoldás a munka manuális elvégzése. Ahhoz, hogy a fal közelében levő csövön szálat vágjon, a következő eszközökre lesz szüksége:
- Die tartó;
- Két meghal;
- Tömítő kenőanyagok (zsír, gépolaj);
- File vagy daráló.
A fal közelében lévő cső menetének olyannak kell lennie, hogy az anya nehézségek nélkül eltávolítható legyen. Bizonyos esetekben az emberek festékkeverékkel borítják be a szerelvényt. Ez nem ajánlott. Különösen ezekre a célokra vannak kenőanyagok és füstszalagok. Mire szolgálnak a fókák? Megakadályozzák a szivárgást. Velük az anya meghúzása és eltávolítása problémák nélkül történik.

Utasítás
A cső fal melletti meneteléséhez nincs szükség speciális ismeretekre. Minden munkát a szokásos séma szerint végeznek. Bizonyos esetekben kissé ki kell üríteni a falat, hogy jelentős fáradság nélkül levághassa a szálakat.
A munka megkezdése előtt kapcsolja le az emelőt. Ezután a szerkezetet levágják, így a terület a menetes marad. Legyen óvatos a cső levágásakor. Ügyeljen arra, hogy a vágás sima legyen. Ez gyorsabbá és könnyebbé teszi a lemez rögzítését. Ha a vágás nem túl sima, akkor a köszörüléssel megadhatja a szükséges textúrát.

Annak érdekében, hogy szálat vágjon a fal közelében lévő szerkezetre, szerszámot kell használnia. A vágásnál lévő letörés elősegíti az első fordulat megkönnyítését. Munka előtt ajánlatos a szerszámot és a fal közelében lévő csövet zsírral bevonni. Ezután a szerszámot ráhelyezik a szerkezetre. A termék darabolásához körültekintő mozgásokat kell végrehajtani: 2 fordulat előre és 1,5 fordulat az ellenkező irányba. Próbáljon a lehető leggondosabban elvégezni a munkát.

A megbízható rögzítéshez 7 fordulatot kell végrehajtani, ami összesen 10 milliméter. Győződjön meg arról, hogy a lemez előrehaladt-e. Mozgásának sima, lassú és pontosnak kell lennie. Ne rángassa.
Menet vágása egy nagy átmérőjű csövön, amely a fal közelében helyezkedik el, különösen laikus számára nagyon nehéz feladat. Ebben az esetben a szerszám helyettesíthető egy szerszámmal. A boltokban kézi- és elektromos szerszámokat találhat. A kézi változat olcsóbb, de elektromos szerszámmal könnyebb dolgozni. Tiéd a választás.

A munka elvégzése során fontos a szerkezet gondos rögzítése. Jó, ha nem vagy egyedül ezzel.Ha két gumibetét van a szerkezeten, akkor ajánlott egy csapot vagy egy speciális szerszámot vásárolni, amely kézzel megfordul.
Kapcsolódó cikk: Milyen ragasztóval ragasztjuk az olajruhát a falra
Mielőtt a daruval dolgozna, ajánlatos a kanyarokat zsírral bevonni. Használhat sertészsírt is. Ha nem áll rendelkezésre tömítő zsír, akkor szalagot lehet használni. A csaphoz szilikon tömítésre van szükség. Tehát a munka kész. Ez azonban még nem minden. Szükséges a szerkezet megbízhatóságának és minőségének ellenőrzése, ellenőrzés elvégzése. Szemrevételezés után ajánlott kinyitni a vizet, és ellenőrizni kell, hogy a szerkezet szivárog-e. Ha minden rendben van, a munka kész.
DIY menetes felszerelés
Kis munkamennyiségű csöveken a do-it-yourself külső meneteket le lehet vágni csődugókkal, csúszásmentes vagy csúszó matricákkal.

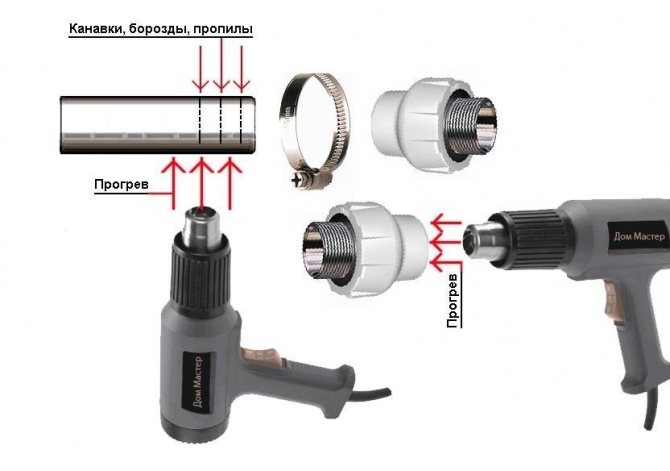
Kezdetben a csövet bilincsbe szorítják, a cső végét reszelékkel megtisztítják a mérettől, majd a kivágott részt szulfofresollal vagy szárító olajjal kenik meg.
A csőre egy speciális szerszámot helyeznek el - a klupp, amelynek csúszó szerszámai vannak, és az előlap fogantyúján egy kalapáccsal vagy kalapáccsal enyhe ütésekkel a vezető szerszámokat a cső közelébe hozzák, majd mindent csavarokkal rögzítenek. Ezenkívül az előlap veszélye alapján vágószerszámokat helyeznek el. Ezután a szerszám az óramutató járásával megegyező irányban forogni kezd, miközben egyidejűleg megnyomja azt.
A csőmetszet testében az egyik oldalon négy lyuk van a vágószerszám számára, a másik oldalon pedig három lyuk van a vezetőszerszám számára. A vágóvezető meghal, és az előlapokat összehozzák, amelyek szorítógyűrűkkel vannak a testhez rögzítve. A testtel szomszédos síkokban az előlapok spirális barázdákkal rendelkeznek, amelyekbe a szerszám csapjai belépnek. Ha elfordítja az előlapot, a csapok elkezdenek csúszni a spirális barázdák mentén, és a matricák közelebb kerülnek (ha az előlapot balra fordítják), vagy fokozatosan eltérnek (ha az előlapot jobbra fordítják). Abban az időben, amikor a matricák már a kívánt helyzetben vannak, az előlapot rögzítőcsavarokkal rögzítik.
A csőmetszet-készletek pár vágószerszámkészlettel készülnek: 20 vagy 15 milliméter nagyságú csövek menetezéséhez és 25, 38, 32 és 50 milliméter átmérőjű csövek vágásához.
Csőszerszámokhoz radiális kétoldalas vagy radiális egyoldalas szerszámokat használnak. A matricákat csomagonként 4 példányban gyártják. Mindegyiknek van egy megnevezése, amelynek mérete és sorozatszáma egy-négy. Megfelelő számok találhatók a klupp testének egyes nyílásaiban. A cső különféle csőátmérőkhöz cserélhető hüvelyekkel rendelkezik, amelyek a vezetőperemben találhatók és csavarokkal vannak rögzítve. Ez utóbbit csavarokkal rögzítik a karosszériához, ahol a megfelelő lemezszámok vannak felszerelve.
A csőcsatlakozók előnye, hogy a terméknél a lehető legmagasabb minőségű menetet és a szerkezeti szilárdságot érik el. A berendezés hátránya a nagy súly és a komoly gondozás igénye.
50 mm-es menet vágásakor a vezetősávokat 180 fokkal elforgatva kell átrendezni, majd a rövid oldallal a szerszám belsejében.




Szükséges eszközök
A csövek önvezetése a következő építőeszközök előkészítését igényli:
- meghal a külső szálak vágásához
- csapok a belső menethez
- gépolaj, emulzió vagy kerozin
- szilikon tömítések
- bolgár
- fájl
- gázkulcs
- kesztyű, arcvédő vagy szemüveg
- rongyok

Kézi szerszám és szerszám
Vissza a tartalomhoz
Klevps Mayevsky technológiája a csövek meneteléséhez
Gyakran használnak olyan berendezéseket, mint Mayevsky's klupp. Ennek az eszköznek kétrészes hasított szerszámai vannak.A matricák külön része egy adott csőméretnek felel meg. A matricák, a foglalatban és a matricákon feltüntetett számtól függően, a ház foglalatába csavarokkal vannak felszerelve, a szükséges méretű matricákon és a házon feltüntetett kockázatoknak megfelelően. A kockákra tartós, csavarokkal rögzített burkolatot helyeznek.

Klupp Mayevsky - megjelenés
Ezt a berendezést két méretben gyártják: 15 és 20 milliméter átmérőjű menetekhez és 25 és 32 milliméter szélességű menetekhez.
Egy ilyen eszköznek a következő előnyei vannak: alacsony súly, könnyű kivitelezés és karbantartás, a szerszámok gyors cseréje.