Forrasztási fluxus rézcsövekhez

Kevesen tudják, mit jelent a forrasztási fluxus. A fluxus olyan vegyi elemekből álló anyag, amely segíti a forrasztást, hogy jobban kitöltse az ízületet. Ezenkívül a fluxus egyik feladata a szennyeződések és az oxidációs folyamatból származó termékek, például a bór- és sósav eltávolítása. Mindentől eltekintve védőréteget képez a levegő oxigénje ellen... Ezen jellemzők figyelembevételével helyesen kell megválasztani a csatlakoztatni kívánt fémtermékek típusait és az összekötő rést kitöltő anyagokat, valamint ellenőrizni kell a hőmérséklet-fűtés mutatóit.
A fluxus típusai
- Az első típusú vegyi asszisztens olyan anyagokat tartalmaz, amelyek kiváló munkát végeznek a korrózió megelőzésében. Ez a kötőanyag főleg folyadékot oldó anyagokból és egy olyan elemből áll, mint a foszfor. Kölcsönös munkájuk eredményeként szerves összekötő anyag képződik. Ennek a típusnak a használatakor megszűnik annak igénye, hogy a forrasztási folyamat után megtisztítsák az anyagokat. Nagyon jövedelmező és egyáltalán nem zavaró.
- A fluxus második típusa egy szalicilsavból álló anyag, amely szervesen oldódik. Az összekötő anyag ezen összetevőjén kívül vazelin, alkohol és aranyszármazékok is alapul szolgálhatnak. Ha ilyen típusú fluxust használ, akkor a varratokhoz képest kiváló eredményt érhet el, a tisztaság mellett szép megjelenést kapnak.
- A lágy csatlakozók harmadik típusa a gyanta és a nátrium-bórsav. A nátriumsó 70 Celsius-fok közötti hőmérsékleten kezd olvadni. Különös figyelmet kell fordítani arra, hogy ez az anyag és olvadó termékei egyáltalán nem károsak az emberi életre és egészségre. Ön maga hozhat létre összekötő anyagokat azáltal, hogy az összes komponenst egy egészbe keveri.
Merülő ívű réz forrasztás
Mi a különbség a fluxus forrasztás között?
Először meg kell értenie a hagyományos ívforrasztás különbségeit. Tehát a kézi hegesztéshez képest a fluxus forrasztási folyamat hatékonyabbá válik. A visszarázódás szintje körülbelül 4-5-szeresére nő... És ez érthető, mivel az elektromos áram az elektróda vezetéken csak a kijáratánál halad át. Ezért a fluxus alkalmazása a réz hegesztési folyamatában lehetővé teszi a megnövelt sűrűségű áram használatát. Önnek nem is kell aggódnia amiatt, hogy az elektróda hosszabb ideig magas hőmérsékletnek van kitéve, ami a bevonó anyag leválásához vezet.

Forrasztóanyagok rézcsövekhez
Ezenkívül a nagy áramok alkalmazásakor a fémtermék olvadási mélysége kellően magasra emelkedik. A forrasztási folyamat még emiatt is elvégezhető a megvastagodott szél elvágása nélkül. Becsülni kell azt a tényt, hogy a fém olvadt állapotban való magas védelme magas színvonalú, ha a légáramokkal, a fémvarratokkal és az ízületekkel érintkezik.

Rézcsövek forrasztása saját kezűleg
Az idegen zárványok minimális mennyiségét a pórusok hiányával érik el a fémvarratokban.Erre van magyarázat, a fémkristályok képződésének sebessége növekszik, mivel salakképződések vannak az összekötő varratok bevonatán.
A puha csatlakozók használatának hátránya, hogy az olvadt fém a lehető legfolyékonyabb és folyékonyabbá válik.
Mielőtt fluxust vásárolna réztermékekhez, figyeljen annak különleges tulajdonságaira. Először is, az oxidfilm kialakulásának elkerülése érdekében néhány intézkedést kell végrehajtani:
- Folyamatosan tartsa ellenőrzés alatt a lágy csatlakozó és a forrasztás hőmérsékletjelzőinek határait, meg kell győződnie arról, hogy azok azonosak. A fluxus kiválasztásakor koncentráljon a teljesítményére, a forrasztás típusától függően.
- Abban az esetben, ha a hőmérséklet-indikátorok ideális egybeesését elérik, lehetővé válik a forrasztási folyamat hőmérséklet-változásainak mérésére szolgáló eszköz. Ezért forrasztás során az elemek túlmelegedése lehetetlen.
Ma száraz, pépes és folyékony fluxusok vannak eladóak. A legtöbb esetben a folyékony állapotban lévő csatlakozók folyékony forrasztási folyamatban vannak. A száraz fluxus használata kényelmetlen. A réztermékek pépes fluxusa meglehetősen kényelmes, mivel nem igényel késedelmet az alkalmazásában. Különös figyelmet kell fordítani a fluxus minőségére, hogy az elvégzett munka kiváló minőségű eredményt érjen el.

A minőség a következő tulajdonságokkal határozható meg:
- a forrasztás utáni felületet teljesen lefedik vele;
- viszkózus alapú és nagy sűrűségű, amely biztosítja a forrasztás rendelkezésre állását a rendeltetési helyre;
- véd a film képződésétől, minőségileg megtisztítja tőle;
- homogén vegyi összetétele van;
- segítségével minden varrás látható a forrasztási folyamat során;
- használva kijön a függőleges helyzetben történő munkavégzés lehetősége;
- jól eltávolítható szennyeződés.
Kiváló minőségű termék eléréséhez a forrasztási folyamat után meg kell szabadulni az erre szánt oldószerek segítségével.
A hőkezelés szintjének különbségei
A rézcsövek keményforrasztására szolgáló tartók olvadáspontja különbözik alacsony, közepes és magas hőmérsékletű fogyóeszközök esetében.

Puha forrasztás rézcsövekhez
Az alacsony hőmérsékleten olvadó alkatrészek nem képesek megváltoztatni a réz elemek kezdeti paramétereit, mert csak 150–450 ° C-ra melegítik fel őket. Az alacsony hőmérsékletű forrasztók lehetővé teszik a tiszta és nem túl erős kapcsolat kialakítását.
Egy ilyen fogyóeszközt olyan vízvezeték- és fűtési rendszerek telepítéséhez használnak, amelyek nincsenek terhelve nagy terheléssel. Alacsony hőmérsékletű csövek segítségével 100 mm átmérőjű csővezetékeket csatlakoztatnak, ha azok mentén víz mozog, legfeljebb 130 ° C-ra melegítve.
A közepes és magas hőmérsékleten olvadó fogyóeszközök lehetővé teszik a rézrészek biztonságos kötését. 450 ° C-on lágyulni kezdenek. Az olvadáspont felső küszöbértéke 1110 és 1850 ° C, a fogyóeszköz típusától függően.
Segítségükkel erős varratok jönnek létre, amelyek ellenállnak a mechanikai sérüléseknek és ellenállnak a magas hőmérsékletnek. Ezért ezeket gázrendszerek, magán- és központosított fűtési hálózatok telepítése során használják.
Paszták a rézcsövek puha forrasztásához Moszkvában
Az "Online tanácsadó" elérhető az eladó weboldalán. A webhelyre lépéshez kattintson a "Boltba" gombra.
Egy kattintással elérhető megrendelés elérhető az eladó weboldalán. A webhelyre lépéshez kattintson a "Boltba" gombra.
Az "Online tanácsadó" elérhető az eladó weboldalán. A webhelyre lépéshez kattintson a "Boltba" gombra.
Egy kattintással elérhető megrendelés elérhető az eladó weboldalán. A webhelyre lépéshez kattintson a "Boltba" gombra.
A 8-800-as ingyenes szám elérhető az eladó weboldalán. A webhelyre lépéshez kattintson a "Boltba" gombra.
Az "Online tanácsadó" elérhető az eladó weboldalán.A webhelyre lépéshez kattintson a "Boltba" gombra.
Milyen forrasztást kell használni a rézcsövek keményforrasztásához, az anyagok típusai és jellemzői
A rézcsöves termékeket sokféle iparágban használják. A gázt, az olajtermékeket, a vizet és az egyéb közegeket ebből készült csővezetéken keresztül szállítják. A vezetékek telepítéséhez forrasztót használnak rézcsövek hegesztéséhez.

Az ilyen csővezetékek működési körülményei eltérőek lehetnek - befolyásolják a forrasztástípus választását a szerkezeti elemek csatlakoztatásához.
Mi a forrasztás és forrasztás?
A forrasztás ötvözet vagy fém, amelyet egyes fém alkatrészek összekapcsolására használnak egyetlen rendszer felszerelése érdekében. A két rész egy darabból való összeillesztésének technológiáját forrasztásnak nevezik.
Mivel a forrasztókat számos iparágban használják, különféle formákban állítják elő - ez lehet huzal, rúd, fólia stb. A rézcsövek keményforrasztásához használt forrasztás kémiai összetétele közvetlenül függ az olvadás hőmérsékletétől, a felhasznált elemek típusától, azok paramétereitől és egyéb árnyalataitól.

A forrasztás alapja a következő kémiai elemek:
Forrasztóanyagnál az olvadási hőmérsékletnek alacsonyabbnak kell lennie, mint azoknál a fémeknél, amelyekből a fenékrészeket készítik, amelyek a forrasztási folyamat során kissé felmelegednek és nem deformálódhatnak. A forrasztást a hegesztéshez képest jövedelmezőbb csatlakozási módnak tekintik.

Az olvadáspontnak megfelelő tartók többféle típusúak:
- Olvadó - 150 és 450 fok között.
- Közepesen olvadó - legfeljebb 1100 fok.
- Magas olvadáspont - akár 1850 fok.
Az első típusú forrasztókat a lágy forrasztáshoz, a második és a harmadik - a kemény forrasztáshoz használják.
Mi kell a rézcsövek forrasztásához? A termékek összekapcsolásakor a forrasztás mellett fluxusra van szükség. Meg kell védeni a ragasztott felületeket az oxidációtól. A kapcsolat erősségéhez meg kell választania a megfelelő forrasztást és fluxust. A forrasztók használatának célja a megbízható varrat megszerzése. Gyakran lehetetlen megtenni nélküle, ha különböző célú csöveket kötnek össze, ideértve a réz termékeket is.
A forrasztáshoz szükséges berendezések és anyagok
Mint minden technológiai folyamat esetében, a forrasztáshoz speciális eszközök és eszközök használata szükséges. Mindenekelőtt a következő eszközökre van szükség a rézcsövek dörzsöléséhez.
Égő. Különböző kivitelű lehet. A választásnál érdemes megfontolni, hogy milyen forrasztóval fog dolgozni, mert mindegyiküknek szüksége van egy bizonyos hőmérsékletre.

Forrasztópisztoly rézcsövekhez
Szerkezetileg az égők működhetnek:
- éghető gázzal ellátott eldobható patronokból (kompaktabb változat),
- standard újratölthető hengerekből.

Rézcsővágó
A munkadarabok vágásához a legjobb, ha speciális csővágókat használnak. Elvileg megteheti egyszerű fémfűrésszel, de vele nagyon problémás néhány nehezen elérhető helyen vágni, és a vágás tisztasága alacsony lesz. A szerszám költsége közvetlenül függ a csövek átmérőjétől, amelyeket elvághatnak.
A drága szerelvények nélküli rézcsövek összekapcsolása teleszkópos összekötéssel (az egyik cső belép a másikba, valamivel nagyobb átmérőjű), majd kapilláris forrasztás, teljes mértékben megvalósítható a háztartási vízellátás és a fűtési hálózatok esetében, amelyeknél a víz hőmérséklete nem haladja meg a 110 fokot. Ehhez speciális bővítőre van szükség.
Szélezőeszköz szükséges a munkadarab peremén található sorjázások és horzsolások kiküszöbölésére; különféle változatokban is kaphatók.
Különböző rendeltetésű csővezetékek keményforrasztásához és még több olyan elemhez, amelyek különösen kritikus körülmények között működnek, speciális forrasztókra van szükség.
- Alapértelmezett.Leggyakrabban használják, de ivóvízellátó rendszerekben nem ajánlott.
- Puha forrasztás. A forrasztási szerelvények és a vörös bronz termékek felhasználására használt fogyóeszközt széles körben használják a rézcsövek rézszerelvényeken keresztüli összekapcsolására.
- Forrasztó ötvözetek. A rézcsövek csatlakoztatásakor a legkeresettebb forrasztások.
Szinte minden kommunikáció, még a gázvezeték kapilláris forrasztásakor történő használata is megbízható kapcsolatot biztosít. Az ilyen forrasztók, amelyeket a forrasztáshoz réz-foszfor-ezüst tartalmú fogyóeszközöknek minősítenek, nem igényelnek további fluxus-felhasználást. Alumínium bronzból és több mint 10% nikkelt tartalmazó ötvözetekből készült termékek összekapcsolásakor azonban nem ajánlott, ennek oka a forrasztás némi ridegsége. - Az ezüst forrasztók a legdrágábbak, de felhasználhatók különféle színes anyagok összekapcsolására.
Az oxidok képződésének megakadályozása érdekében a forrasztási helyen standard és lágy forrasztók használata esetén a fluxuskezelés kötelező.
Forrasztás réz csövek
Annak a ténynek köszönhetően, hogy a réz gyengén érzékeny a maró folyamatokra, könnyen forrasztható. A dokkolás során ón, ezüst, egyéb ötvözetek és fémek érintkeznek a legjobban.
A kapilláris forrasztást réztermékek összekapcsolására használják. Alapja egy folyadék azon képessége, hogy a tapadás következtében keskeny csatornák mentén mozogjon, beleértve a gravitációs irányt is. A kapillaritás jelensége miatt a forrasztóanyag képes a hézagok egyenletes kitöltésére, függetlenül a csövek elhelyezkedésétől.
Ebben az esetben a forrasztási folyamat könnyű, közepes és magas olvadáspontú ötvözetekkel történhet. Az első típus miatt alacsony hőmérsékletű keményforrasztást hajtanak végre, a másik kettő - magas hőmérsékletű. A forrasztás megválasztása a kész csővezeték felhasználási körülményei alapján történik.
Az alacsony olvadáspontú típus, amelyet rézcsövek keményforrasztásához lágy forrasztásnak is neveznek, tartalmaz ónt és ötvözeteit: ón-réz, ón-ezüst, ón-réz-ezüst. A tartók, amelyek fő alkotóeleme az ólom, ugyanahhoz a típushoz tartoznak, de mérgezőek, ezért nem használhatók ivóvízellátó csővezetékek fektetésekor.
Mi a forrasztás
A kiváló minőségű forrasztás elvégzéséhez tudnia kell, mi az a rézforrasz? Mindig ugyanabból a fémből készült csővezetékek hermetikus csatlakoztatására használják. Rézforrasz készítéséhez a rézcsövek keményforrasztásához ötvözet használható, amely egyszerre több elemből áll. A tiszta fémet gyakran használják fogyóeszközök létrehozására is.

Forrasztóhuzal orsókon
Magas hőmérsékletnek kitéve a fogyóeszköz könnyen megolvad és elterjed a mérnöki rendszer csatlakoztatott részeinek kezelt területén. Ez lehetővé teszi egyenletes varrat létrehozását. Megbízható kapcsolat jön létre közvetlenül az olvasztott fogyóeszköz lehűlése után. A csővezeték elemek összekapcsolásának ezt a folyamatát forrasztásnak nevezik.
A mérnöki hálózat töredékeinek forrasztással való összekapcsolásának módja, előnyei:
- a csővezeték rézrészeinek csatlakoztatása során nincs deformáció;
- a feldolgozott elemek, még magas hőmérsékletnek is kitéve, megtartják eredeti alakjukat;
- a ragasztott terület teljesen lezárt és nagyon tartós;
- a belső stressz kizárt;
- a létrehozott varrat ellenáll a különféle hőmérsékleteknek, integritását intenzív melegítéssel sem sértik;
- a csatlakoztatott szakasz könnyen feloldható újramelegítéssel, ha a közüzemi hálózatot újra kell konfigurálni.
Ha a kapcsolat az összes szabály szerint létrejön, akkor biztosítani lehet a rendszer szorosságát.Ezért a szállított anyag nem szivárog. Ellenkező esetben nagyszámú probléma merülhet fel, ideértve a környezeti szennyezést is.
Hogyan válasszunk forrasztást
Annak ellenére, hogy a puha forrasztókat nem tartják elég erősnek, a kapilláris hegesztés alkalmazásakor kiváló minőségű egészségügyi szerkezet érhető el. Alacsony olvadáspontú forrasztókat használnak 6-180 milliméter átmérőjű rézcsőtermékek összekapcsolására. Előnyben részesítik őket, mert alacsony hőmérsékleten dolgoznak. Az a tény, hogy a réz magas hőmérsékleten képes elveszíteni szilárdságát.
A közepes és a magas olvadáspontú összes forrasztóanyag szilárd típusú. A réztermékek magas hőmérsékletű forrasztásához réz, ezüst és más fémek alapú forrasztókat használnak. Használatuknak köszönhetően varratot kapnak, amely tartós, ellenáll a magas nyomásnak és a magas hőmérsékletnek.

Közülük a legkeresettebb:
- réz-foszfor;
- réz-ezüst-foszfor;
- ezüst.
Ez utóbbi esetben nemcsak forrasztásra van szükség, hanem fluxus pasztára is a rézcsövek keményforrasztásához.
Fogyóeszközök

A rézcsövek forrasztásának eljárása.
Mi szükséges a forrasztáshoz:
- Szalicilsav fluxus. A rézcsövek keményforrasztásához használt fluxusok kémiai összetétele meglehetősen összetett: alkoholt, vazelint és még egy kicsit aranyat is tartalmaz. Használata kiváló minőségű varratokat eredményez.
- Foszfor-alapú oldószerek csoportja. Tökéletesen tisztítják az alkatrészeket az oxidoktól, és emellett kiszorítják a felesleges vizet a forrasztás helyéről.
- Gyanta. Gyakorlatilag nem tiszta formában használják. Keverékekben tökéletesen kombinálva van nátriumsókkal: ha az olvadt gyanta filmmel borítja be a forrasztási felületet, akkor a nátriumsó antioxidáns szerepet játszik. Van egy hátránya is: a keverék nem szereti a melegítést.
- Házi keverék aszpirinnel. A keveréket saját maga is elkészítheti: vazelint, alkoholt, aszpirin tablettákat veszünk alapul. Egy ilyen keverék nem különösebben hatékony. Csak elektromos feladatoknál dolgozhat vele.
- Forrasztópaszta rézcsövekhez. Ez a fluxus paszta a réz forrasztásához drágább, de a játék megéri. Fontos feladatoknál használják. A paszta tökéletesen tapad a munkafelületre, hevítve vékony rétegben terjed - remek lehetőség.
- Forrasztóanyag rézcsövek forrasztásához. A forrasztás típusának megválasztása attól függ, hogy pontosan mit fog forrasztani. Ha a fő kritérium a szilárdság és a magas hőmérsékletekkel szembeni ellenállás, akkor a rézhuzalból forrasztót kell választania foszfor arányával. A legnépszerűbb és megfizethető a puha forrasztás - ón. Minden vízvezeték-rendszerhez alkalmas. Ez magában foglalja a forrasztáshoz használt rézcsövek szerelvényeit is.
A különböző típusú forrasztók előnyei és hátrányai
A keményforrasztó ötvözetek fontos előnye közvetlenül összefügg a keletkező varratok szilárdságával és a magas hőmérsékletekkel szembeni ellenálló képességükkel. Magas hőmérsékletű keményforrasztással 6–159 mm átmérőjű rézcsöveket kapcsolnak össze. A vízellátási vezetékek lefektetésekor az ilyen típusú forrasztással összekapcsolt csőtermékek keresztmetszete nem lehet kevesebb, mint 28 mm.

Mint a gyakorlat mutatja, a rézcsövek összekötésére szolgáló puha forrasztók közül az ón-réz a legnépszerűbb, a kemény forrasztók között pedig gyakran réz-foszfort használnak. A különböző cégek gyártási technológiája és az alkatrészek százalékos aránya eltérő.
A rézvezeték létrehozásának megkezdése előtt meg kell győződnie arról, hogy nincsenek-e a felületen olyan hibák, amelyek gyakran megtalálhatók a csövek vágásakor. A varratok megbízhatósága nagyban függ a munkafolyamatban használt termékek tisztaságától. A 6-108 milliméter átmérőjű termékeknél az illesztés szélessége 7-50 milliméter lehet.
Réz forrasztási fluxus
A réz a legmegbízhatóbb fémtermék, és számos iparágban használják. Ugyanakkor a réz működésének nyilvánvaló hátrányai vannak, annak ellenére, hogy a magas mechanikai és műszaki jellemzők, valamint a réz keményforrasztásának folyamata segít kiküszöbölni ugyanazon réz vízvezetékrendszer hibás működésének problémáit. A paszta réz forrasztásához való felhasználásának fő feladata egy védőfólia kialakítása a környezeti hatások, különösen az oxigén ellen.

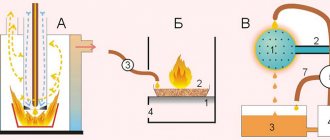
Forrasztás
A leggyakoribb otthoni forrasztási módszer a réz keményforrasztása. Ez a réz tulajdonságainak köszönhető, amely alacsony hőmérsékleten könnyen megolvad. A forrasztópáka vagy a gázpisztoly kiváló eszköz.

A réz keményforrasztása kicsit hasonlít a hegesztési folyamathoz, de mégis vannak kisebb különbségei:
- Alkatrészek forrasztásakor további forrasztóanyagot használnak, amely összeköti ezeket az elemeket. Ez az alacsony olvadáspontú forrasztás tulajdonságai miatt lehetséges.
- A forrasztó alkatrészek leggyakoribb anyaga a nikkel és az ón. Ezek megfizethető és egyszerű alkatrészek, amelyeket a legtöbb esetben használnak. Ami az ipari felhasználást illeti, más típusú forrasztókat használnak ezekre a célokra, de otthoni használatra meglehetősen drágák és ezért veszteségesek.
- A réztermékek forrasztásához először meg kell olvasztania a forrasztót, amíg el nem éri a kívánt konzisztenciát, hogy az elemek forrasztásának helyére kerüljön. Ezt követően meg kell várni, amíg a kapcsolat teljesen lehűl.
Ha a folyamat összes árnyalatát pontosan végrehajtják, akkor egy ilyen kapcsolat erősnek és tartósnak bizonyul.
A réz forrasztással történő forrasztásának jellemzői
Számos nyugat-európai országban a rézcsöveket régóta használják a vízellátás és a fűtési rendszerek fő alkotóelemeként. A rézcső károsodása kellemetlen apróság, de a rézhuzalok forrasztásának folyamata segít megszabadulni a meghibásodás kiváltó okától. Próbáljuk kitalálni, hogy a fluxus milyen típusai állnak rendelkezésre a gyakorlatban:
- A réz forrasztási fluxuscsoport első és fő kategóriája azokat az alkatrészeket tartalmazza, amelyek tökéletesen megbirkóznak a korrózió megnyilvánulásával. Ez a csoport magában foglalja az összes olyan komponenst, amely folyadékban, valamint foszforban oldódik. Ennek eredményeként egy teljes anyag képződik, amely végül kivételt ír elő a termék felületének forrasztási folyamat utáni tisztításának szabályai alól. A legtöbb esetben ez a réz forrasztási fluxus a kevésbé költséges és legköltséghatékonyabb megoldás.
- A rézcsövek keményforrasztásához használt fluxuskomponensek második csoportját olyan anyagként mutatjuk be, ahol szalicilsavat használunk a készítményben, amelyet szerves vegyületekben oldunk. Ezen túlmenően ebbe a csoportba tartoznak azok az anyagok és anyagok, amelyek vazelin, alkohol vagy akár arany anyag összetevői vagy származékai. Ezt a fajta fluxust használva a réz saját kezű forrasztásához elérhetjük a varratok állapotának ideális mutatóját, valamint a kezelt felület tisztaságát és szép megjelenését.
- A harmadik és talán legnépszerűbb csoport gyantát vagy nátrium-bórsavat tartalmaz. Az utolsó kémiai komponens olvadni kezd, +70 C-os hőmérsékletről indulva. Ebben az esetben a gyanta és a bórsav sem jelentenek különösebb veszélyt az emberi életre és egészségre.
Forrasztási módszerek rézcsövekhez
A saját kezű rézcsövek forrasztása kétféleképpen hajtható végre:
Forrasztási utasítások műanyag csövekhez
- Alacsony hőmérsékletű módszer. Leggyakrabban otthon használják. Itt a forrasztás ónból, ólomból vagy ötvözeteikből készült lágy forrasztással történik, ezüst hozzáadásával. A forrasztási hőmérséklet munka közben maximum 450 fokot érhet el.
- Magas hőmérsékletű módszer.Rézcsövek keményforrasztásának is nevezik. Ebben az esetben a forrasztóanyag megolvadása és a vezetékelemek összekapcsolásának elérése érdekében el kell érni az égő fűtési hőmérsékletét 600-900 fok között.
Hogyan kell kinéznie egy rézcső forrasztási fluxusának?
Amint a fentiekből látható, a réz keményforrasztásához szükséges fluxus kiválasztásához részletesen tanulmányozni kell az egyes alkatrészek specifikációját, és ugyanakkor be kell tartani néhány óvintézkedést és az alkalmazás általános szabályait :
- A réz forrasztásához használt fluxus pasztának biztosítania kell a termék feldolgozott felületének egyenletességét.
- A fluxus bármely komponensének viszkozitási indexének sokkal alacsonyabbnak kell lennie, mint a forrasztásé, vagyis a készítménynek korábban meg kell olvadnia, mint a forrasztóanyag, és biztosítania kell a munkadarab teljes terének egyenletes kitöltését. A fluxus és a forrasztás kölcsönhatásának mutatója a teljes helyettesíthetőség.
- Az oxid filmnek teljesen fel kell oldania és meg kell védenie a fémet a másodlagos oxidációs folyamattól.
- A réz forrasztópasztával feldolgozott varratnak reprezentatív megjelenésűnek kell lennie, és nem okozhat kellemetlenségeket a további működéshez.
- Az anyag kémiai stabilitása. A melegítési folyamat során a fluxusnak semmilyen módon nem szabad lebomlania.
- A technológiai munka végén az iszapmaradványokat el kell távolítani.
- A rézcsövek forrasztásához függőleges helyzetben megengedett a paszta használata.
Flux opciók réz anyagokhoz
Az ipar ma számos lehetőséget kínál a fluxusokra, amelyeket speciális ipari műveletekhez használnak. Ez általában 3 fő csoport:
- Folyékony kategória. Speciális csövekben használják, puha forrasztókkal együtt.
- Por kategória. Speciális tartályokban tárolják, közepes és megerősített csoportos forrasztókkal együtt.
- Gumboil pépes anyag formájában. Ez a fluxus kész változata, amelyet forrasztóként, valamint a forrasztás felületére történő feldolgozásának és alkalmazásának eszközeként használnak.

Ezután figyelembe vesszük az alkatrész tervezett célját egy adott termelési kategória számára, különösen:
- Korróziógátló tulajdonságú készítmények. A gyógyszer komponense tartalmaz oldószereket, valamint a foszfor összetételét. A fűtési eljárás során egyfajta kapcsolat lép fel, ahol szerves komponensek képződnek. A technológiai munka végén el kell távolítani az iszapot speciális technológiák alkalmazása nélkül, vagyis a szokásos módon.
- Nagyfrekvenciás jellemzőkkel rendelkező gyógyszerek. Komponensként aranyat vagy a nemescsoport egyéb anyagait - etanolt, petrolátumot és szalicilsavat - használják. Ennek eredményeként sima és tökéletes varrat képződik, amely nem igényel további feldolgozást.
- Aktivált csoport fluxusok. Ebbe a kategóriába a legnépszerűbb csoportok anyagai tartoznak - a bórax, valamint a gyanta. A Borax már +70 C hőmérsékleten olvadni kezd, veszélyes váladék kibocsátása nélkül.
Ez utóbbi csoport számára egyszerű követelményeket támaszt, különösen ajánlott készítményeket készíteni közvetlenül a technológiai műveletek helyszínén. Tehát a gyantát részletekben el kell keverni szalicilsavval vagy anhidriddel (megengedett a dietilamid és az anilin használata).
Forrasztási folyamat, amit tudnia kell
A forrasztás során emlékeznie kell a következőkre.
A szállított áram csak induláskor mozog, ez legalább ötször növeli a munka termelékenységét a kézi ívhegesztéshez képest. "
A nagy sűrűségű hegesztőáramok használata ebben az esetben nem eredményezi a bevonat úgynevezett hámlását és következésképpen a munkaelektródák túlmelegedését a távozás végső folyamatában.Ha vastag fémdarabokat használunk, akkor nem szükséges elvégezni a meglévő élek szakaszát, mivel a behatolást teljesen a mélységig végzik.
A rézcsövek esetében a keményforrasztási folyamat során a következő követelményeket kell betartani:
- Kívánatos, hogy a fluxus eredetileg a forrasztás származéka legyen. Ebben az esetben lehetséges a fluxus és a forrasztás minden komponensének olvadáspontjának maximális egyenletessége. Ez a tényező lehetővé teszi a szakember számára, hogy teljes mértékben szabályozza a fűtési munkafolyamatot, és ezáltal szabályozza a hegesztés gyártási ciklusát.
- Ha az olvadási hőmérséklet szempontjából megfelelő forrasztást és fluxust használ, akkor az utolsó paramétert használja a forrasztási folyamat hőmérsékletének szabályozására. Itt minimalizálni tudjuk a forrasztási folyamat veszteségét, valamint a munkadarabok és egyéb alkatrészek esetleges károsodását.
A legjobb megoldás, bár drága, a fluxus paszta használata lesz, amely egyidejűleg propoyem és anyag a termék felületének előzetes forrasztásának feldolgozásához.
Van még egy fontos pont, a salak képződése, amely ezt a folyamatot kíséri. Ebben az esetben a varrat felülete növeli a kristályosodást, ami viszont jelentősen csökkenti a látható üregek számát, valamint a lerakódott részecskék megjelenését a lerakódott anyagban. Ennek a folyamatnak a hátránya a megnövekedett folyékonyság. De ennek ellenére a felületkezelés sebessége és minősége minden lehetséges hátrányt fel fog fedezni a rézlapok forrasztásakor.
Használt eszközök és anyagok
A rézcsövek forrasztását a következő eszközökkel és anyagokkal hajtják végre:
- Fogyóeszközök.
- Gázégő.
- Forrasztó.
- Fényáram.
- Kiegészítők.
Fogyóeszközök
A forrasztáshoz csöveket és szerelvényeket használnak fogyóeszközként.
A gyártási technológiától függően a rézcsöveket megkülönböztetik:
- megsemmisítve;
- nem gyújtott.
Lágyított csövek gyártás után 600–700ᵒC hőmérsékleten leállítják. A további hőkezelés növeli a réz rugalmasságát. Az izzított csövek megnövelt hajlékonysággal rendelkeznek és jól hajlanak. Hátránya a viszonylag magas költség és a csökkent szilárdság.
A hőkezelt rézcső specifikációi
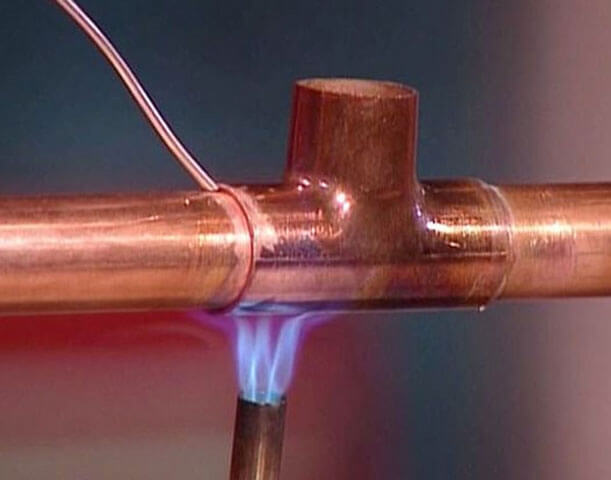
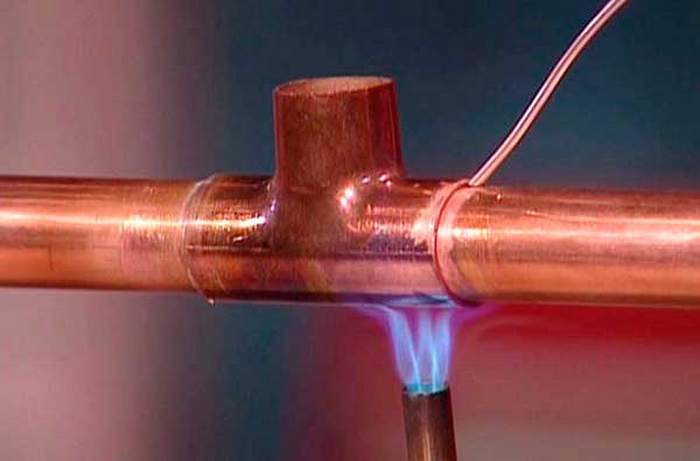
Tájékoztatásképpen. Az égő lángjának a kötés felmelegedésekor élénk kék színűnek kell lennie. A láng halványkék színe a gáz-levegő keverék oxigénnel való túlzott telítettségét jelzi.
Réz hegesztetlen cső
Légtelenített csövek nagy szilárdságúak és viszonylag alacsony költségek. A kommunikáció lefektetésekor külön linkekkel vannak összekötve. Az ilyen rézcsövek rögzítését speciális összekötő elemek - szerelvények - segítségével végzik.
A keményforrasztáshoz különböző átmérőjű és falvastagságú rézcsöveket használnak. A legnépszerűbbek a 10 és 42 mm közötti átmérők és a falvastagság 1,0–3,0 mm.
Az illesztés összekötő elem a linkek összekapcsolásához. A céltól függően a szerelvények különböző formájúak és kivitelűek lehetnek.
A legelterjedtebbek a következő típusú szerelvények:
- tengelykapcsolók - két cső csatlakoztatásakor;
- sarkok - amikor elfordítják őket;
- pólók - ágak létrehozásakor.
A hálózati rézcsövek keményforrasztására szolgáló speciális szerelvényeket kapilláris szerelvényeknek nevezzük. Ezen szerelvények belső felülete ónozott. A magas hőmérsékletű keményforrasztás során az ón megolvad és szétterül az ütköző elemek felületén. A megszilárdult olvadék biztonságosan összeköti a cső végeit.
Gázégő
A gázégő egy kéziszerszám, amelyet nyílt lánggal hevítenek az anyagokra. A gázégő egy működő részből és egy gáztároló palackból áll.A munkarész a gáz-levegő keverék gyújtására és égésére szolgál. A propánt működő gázként használják. A gáznyomást és az áramlási sebességet gázszűkítő szabályozza.
A gázégők modern modelljei piezoelektromos gyújtással vannak felszerelve. A gázellátást és leállítást egy speciális szelep vezérli. Láng hiányában a visszacsapó szelep automatikusan kikapcsolja a gázellátást.
A láng hőmérséklete eléri az 1300ᵒC-ot.

Gázégő készülék
Forrasztó
A forrasztás (gyors forrasztás) alacsony olvadáspontú és folyadékkristályos állapotban nagy folyékonysággal rendelkező fém vagy ötvözete.
Az olvadásponttól függően a forrasztott ötvözetek:
- alacsony olvadáspontú (olvadási hőmérséklet 450 ° C alatt);
- kemény ötvözet (olvadáspont: 450ᵒC és több).
Alacsonyan olvadó (lágy) forrasztók olyan elemek forrasztására használják, amelyek nem szenvednek jelentős terhelést. Ezeket az anyagokat széles körben használják a rádió-elektronikai iparban. Segítségükkel a rádióberendezések és az elektronikus áramkörök elemei összekapcsolódnak. A lágy anyagok összetétele alacsony olvadáspontú fémeket tartalmaz (réz, ólom, ón, bizmut, antimon, kadmium, cink).
Tájékoztatásképpen. A forrasztott huzal szükséges hosszát meg kell egyenlíteni a forrasztandó csövek átmérőjével.
Kemény (tűzálló) forrasztások magas olvadáspontú fémek (öntöttvas, acél, bronz stb.) összekapcsolására használják. Tömegipari termékekben használják. A legelterjedtebbek a PMTs-42 és PMTs-53 márkájú réz-cink forrasztók.
A rézcsövek forrasztását különféle márkájú ón-ólom forrasztással végezzük. Az osztályozást a segédfémek százalékos aránya határozza meg. A rézcsövek forrasztását a hazai iparban POS típusú forrasztott ötvözetekkel végzik. Az ilyen ötvözetek antimonot, ónt és ólmot tartalmaznak.
Fényáram
A fluxus az összekapcsolandó elemek tapadásának javítását szolgáló kémiai összetétel.
Az iparban kétféle fluxust használnak:
- kémiailag aktív;
- vegyileg passzív.
Kémiailag aktív fluxusok savtartalmú komponenseket (sósav és ortofoszforsav, cink és ammónium-klorid) tartalmaz. Tökéletesen eltávolítja a zsírlerakódásokat és az oxidált rétegeket. Nagyon mérgezőek. A hosszan tartó használat során a csatlakoztatott elemek megsemmisülését okozzák.
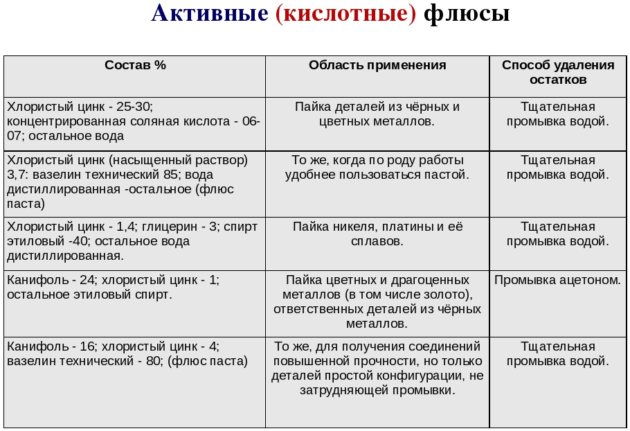
Kémiailag passzív fluxusok agresszív környezetben semleges és kevésbé mérgező. Ide tartoznak a különböző gyanta alapú készítmények és paszták. A forrasztás befejezése után öblítőszerrel vagy oldószerrel kell eltávolítani őket.
Támogató anyagok
Kiegészítő anyagok a következők:
- fém kefe;
- csiszolópapír szövet alapon;
- kihegyezett kés.



Drótkefével tisztítják a szerelvényeket és a csövek belső felületét.
Csiszolópapírral tisztítják az ütköző elemek külső felületét.
Kés szükséges az illesztések belső letöréseinek levágásához a vágási helyeken.