Ezen az oldalon megtalálja a kész berendezéskészleteket az összes fokozatú blokkhab gyártásához a GOST 15588-2014 szerint, lemezhab gyártásához, állandó zsalu gyártásához, hőpanelek gyártásához, bútorok és polisztirolbeton granulátumainak habosítására. A berendezés összetételének megtekintéséhez kattintson a kívánt példára. A berendezéskészletek különböznek a termelékenység, a kiegészítő berendezések és az automatizálás mértéke között. Ha a bemutatott lehetőségek egyike sem felel meg Önnek, akkor írjon nekünk egy kérést a szükséges gyártás műszaki paramétereivel. Összeállítunk egy feladatokra alkalmas készletet.
Vonalak tömb (lap) hab gyártásához.
Nyersanyagok hab gyártásához
A gyártás során a hab előállításához szemcsés hungarocellt használnak. Két folyamat eredményeként nyerik:
- A sztirol polimerizációja.
- A kapott anyaghoz speciális anyagot (hungarocell) adunk, amelynek célja az anyag porózus kialakítása.
Termelés
A hab gyártásához speciális berendezéseket használnak, amelyek beállítását és felszerelését egyedileg végzik. Az egész folyamat több szakaszra tagolódik, amelyek mindegyikéhez speciális berendezésekre van szükség. Különleges berendezések vannak a folyékony habokhoz.
Megjegyzem, hogy a habgyártási folyamat gyakorlatilag hulladékmentes. A hibás termékeket újrahasznosításra használják.
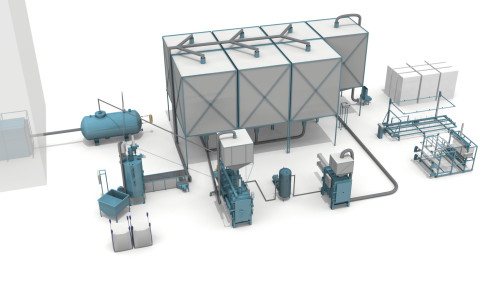
Műhely technikai felszerelése hab gyártásához

Hab gyártósor
A technológia és a receptek minden árnyalatának átgondolása után elemezni kell a műszaki berendezések piacát a hab gyártásához szükséges berendezések megvásárlásához. Itt széles választék áll rendelkezésre, és a vonal teljes készlete a tervezett gyártási mennyiségektől és a rendelkezésre álló pénzeszközöktől függ.
A szokásos habvezeték a következő gépekkel és készülékekkel van felszerelve:
- Adagoló.
- Előhabosító.
- Szárító ventilátorokkal.
- Blokkolja az űrlapokat.
- Vágó gép.
Ez a fő felszerelés. A folyamat optimalizálása érdekében a szakértők azt tanácsolják, hogy vásárolnak zúzót a hulladék aprítására és csomagológépet. Elég nehéz megadni a teljes berendezés pontos költségét - a vezeték teljesítménye nagy hatással van az árra. Például egy műhely felszereléséhez legfeljebb 20 m3 / cm kapacitású gépekkel legalább 500 000 rubelre lesz szükség. De az erősebb berendezések (40 m3 / cm-ig) legalább 800 000 rubelbe kerülnek a vállalkozónak. Egy nagy teljesítményű vonal (legfeljebb 100 m3 / cm kapacitással) legalább 1 400 000 rubelbe kerül. De a szerszámgépek ára nem válhat alapvető tényezővé a műszaki felszerelések kiválasztásakor. Itt sokkal fontosabb a berendezés márkája és a szállító által kínált feltételek - garanciális szolgáltatás, jótállási idő.
Nincs sok módja annak, hogy takarékoskodjanak a műhely felszerelésével - vagy hozzanak berendezéseket habszivacs műanyag gyártásához Kínából, vagy vegyenek használt vonalat. Az első lehetőség természetesen jobb, mivel az ázsiai gépeket alacsony költségük ellenére jó minőségű mutatók jellemzik.
Berendezések hab gyártásához
Professzionális műhelysorok hab gyártásához.
Mindenki tudja, hogy könnyebb beindítani egy kisvállalkozást, mint egy nagyvállalkozást, a finanszírozás kisebb induló befektetése és egyéb tényezők miatt. Emiatt ajánlott egy mini habüzem nyitásával kezdeni. Ehhez az üzleti tervnek ki kell számolnia a gyártás megkezdéséhez szükséges legszükségesebb berendezések beszerzését. Például 50 négyzetméteres üzleti termelési kapacitás esetén. mérők 1 munkanap alatt, a következő felszerelési listára van szükség:
- Előhabosító, automatikus adagolás és nyersanyagok adagolása bele;
- A garat fogadása csővel;
- Blokk űrlapok;
- Hungarocell vágóasztalok;
- Hulladékaprító;
- Gőzfejlesztők;
- Távirányító;
- Pneumatikus szállítás;
- További részletek a berendezések telepítéséhez.
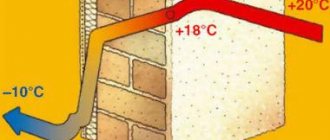
A habosított polisztirol és vakolat gyártása a szigetelt homlokzaton nyereséges vállalkozás, átlagos belépési küszöbértékkel. A habosított polisztirolt széles körben használják különböző területeken - az építőiparban, az élelmiszeriparban, az autóiparban.
Habzó polisztirol blokkok expozíciója
Ez a cikk részletesen megvizsgálja a hagyományos habosított polisztirol gyártásának mindkét egységét és az extrudált polisztirolhab előállítására szolgáló berendezéseket, megtudhatja, hogy a gyártósor milyen elemekből áll, valamint az ezen anyag gyártásának technológiájának fő szempontjait.
- A habosított polisztirol gyártásának technológiája meglehetősen egyszerű, és a szükséges minimális gyártóberendezéssel is megvalósítható.
- Fontos tényező azonban a végtermék minőségének erős függése az összes technológiai követelmény teljesülésétől, mivel a habosított polisztirol legkisebb túlszáradása, vagy éppen ellenkezőleg, a nem megfelelően szárított nyersanyag darabolásának kísérlete is okozhat a teljes termékcsomag elutasítása (még akkor is, ha ez még homlokzati vakolat a habon) ...
- A habosított polisztirol gyártásának technológiája általában több egymást követő szakaszból áll.
- Az első szakaszban azokat a nyersanyagokat, amelyekből habosított polisztirolt (polisztirolhabot) állítanak elő - a habosítható polisztirol granulátumokat (PSV), saját kezűleg, vagy automatizált berendezések segítségével berakják az előhabosító tartályba.
- Az előhabosítókban a granulátumokat felmelegítik, ennek eredményeként felfújódnak, térfogatuk növekszik és levegővel töltött üreges golyókká alakulnak.
A habosítást egyszer vagy többször is el lehet végezni. Ismételt habosítással a folyamat teljesen megismétlődik - az alapanyagok maguk csinálják (vagy automatikusan) újra merítik az előhabosítóba, felmelegednek és növelik. Az újrahabzást akkor alkalmazzuk, amikor minimális sűrűségű habosított polisztirol előállítására van szükség.
Műhely habosított polisztirol gyártására
A szilárdsági jellemzők és a tömeg a habosított polisztirol sűrűségétől függ. Bizonyos esetekben nagy sűrűségű habosított polisztirolra van szükség a homlokzatok és hasonló terhelt szerkezetek szigeteléséhez, azonban általában az alacsonyabb költségek miatt az alacsony sűrűségű habosított polisztirolra nagy a kereslet.
Az anyag sűrűségi indexét kilogramm / köbméterben mérjük. Az erőt néha tényleges súlynak nevezik. Például a habosított polisztirol, amelynek tényleges tömege 25 kg, sűrűsége 25 kg / m³. Ez sokkal jobb, mint a homlokzatok ásványgyapottal történő szigetelése.
Polisztirol alapanyagok, amelyek habosítását egyszer hajtják végre, garantálják a habosított polisztirol végső sűrűségét 12 kg / m 3 tartományban. Minél több habosítási eljárást hajtottak végre, annál kevesebb lesz a termék tényleges tömege.
Általános szabály, hogy a habosítási eljárások maximális száma egy nyersanyag-tételenként 2, mivel az ismételt habzás következtében a többszörös habosítás nagymértékben rontja a végtermék szilárdságát.
A második gyártási szakaszban a habosított polisztirol bejut a tartó kamrába, ahol 24 órán át tartják. Ez az eljárás szükséges a levegővel töltött granulátumok belsejében a nyomás stabilizálásához.
Minden alkalommal, amikor a habosítási folyamat megismétlődik, meg kell ismételni az öregedési folyamatot. A legfeljebb 12 kg / m³ sűrűségű habosított polisztirol előállításához az alapanyagot többszörös habosítási és öregedési ciklusnak vetik alá.
A tömb kialakulása után a habot egy napig újra öregítik - erre azért van szükség, hogy a nedvesség elhagyja a habot, mivel egy nyers tömb vágásakor a termék szélei elszakadnak és egyenetlenek lesznek, ezután belép a vágásba vonal, ahol a tömböket a szükséges méretű és vastagságú lemezekre vágják.
Habzó polisztirol szemcsék
A habosított polisztirol gyártásához szükséges gyártósor a következő elemeket tartalmazza:
- Nyersanyag tárolási és ellenőrzési terület;
- Habzó egység;
- Öregedő tartály;
- Blokkok kialakítására szolgáló egység;
- Készülék polisztirolhab vágására az alap habzúzott polisztirollal történő szigeteléséhez;
- Késztermékek tárolási területe;
- Hulladék újrahasznosító egység.
Fontos, hogy a polisztirolhab előállításához felhasznált polisztirol alapanyagok megfeleljenek minden minőségi előírásnak, mivel a kész polisztirol hab jellemzői erősen függenek ettől.
Általános szabály, hogy a fő hazai és külföldi gyártók a következő vállalatok nyersanyagait használják habosított polisztirol gyártásához:
- Xingda (Kína);
- Loyal Chemical Corporation (Kína);
- BASF (Németország).
A technológiai követelmények lehetővé teszik a hulladék újrafelhasználását (újrahasznosított habosított polisztirol táblák). Az újrahasznosítható anyagok mennyisége nem haladhatja meg a végtermék tömegének 10% -át.
A polisztirolhab szerkezete mikroszkóp alatt
A polisztirol táskákat elektromos autóval, vagy kis csomagolás esetén saját kezűleg rakják le. A nyersanyagokat az előállításuk időpontjától számított három hónapnál tovább nem szabad tárolni. A polisztirol tárolásának hőmérséklete a lakások homlokzatainak szigeteléséhez 10-15 fok.
- Ez a gyártósor egy előhabosítóból (általában ciklikus típusú), a habosított polisztirol szemcsék szárítására szolgáló tömbből, egy pneumatikus szállítószalagból és egy vezérlőelemből áll.
- A zsákokból készített, saját készítésű polisztirolt az előhabosítóba töltik, amelybe nyomás alatt (kb. 95-100 fokos hőmérsékletű) forró gőzt adagolnak, amelynek hatására az alapanyag elsődleges habzása bekövetkezik. .
- A folyamatot számítógépes berendezések irányítják, amelyek, amikor a polisztirol eléri az előre meghatározott térfogatot, leállítja a gőzellátást, amely után a félkész termék szárítás céljából belép a blokkba.
A szemcséket, amelyekből eltávolították a felesleges nedvességet, az öregítőtartályba szállítják. A kondicionálás révén a tartályt folyamatosan fenntartják egy adott páratartalomnál, hőmérsékleten és légnedvességnél.
16-25 fok közötti hőmérsékleten a szemcséket körülbelül 12 órán át tartják. Ez idő alatt az üreges habszemcséket levegővel töltik meg.
Az újrahabkezelési technológia, amelyet újrahabzás esetén hajtanak végre, hasonló a fent leírt módszerhez, és ugyanazon berendezéssel hajtják végre.
A habosított polisztirol gyártására szolgáló gyártósor diagramja
A tartály térfogata határozza meg nagyobb mértékben a gyártósor nominális termelékenységét, ezért a tartályok számát és méretét gondosan kell kiszámítani az extrudált polisztirolhab kívánt termelési mennyisége alapján.
A térhálósító tartályból a habosított polisztirolgranulátumokat pneumatikusan továbbítják a töltésérzékelővel ellátott köztes kamrába.
Amikor a szükséges mennyiségű pellet megérkezik, az alapanyagot az alkotó egységbe szállítják. A tömbforma légmentesen záródó tartály, amely granulátumokkal való feltöltés után záródik. Forró gőzt vezetnek a tömbformába a betápláló szelepen keresztül.
A nyomás alatt történő hőkezelés folyamán a granulátum másodlagos habképződése zajlik, amely kitágul, és amikor egy előre meghatározott hőmérsékletet elér, szintereljük a habosított polisztirol monolit tömbjévé.
A képződött polisztirolhab hűlése ugyanabban az egységben történik, a kamrából levegő vákuumszivattyúval történő szivattyúzásával. A habosított polisztirolgranulátumokban a belső légnyomás stabilizálása érdekében a tömböt 24 órán át szobahőmérsékleten tartják.
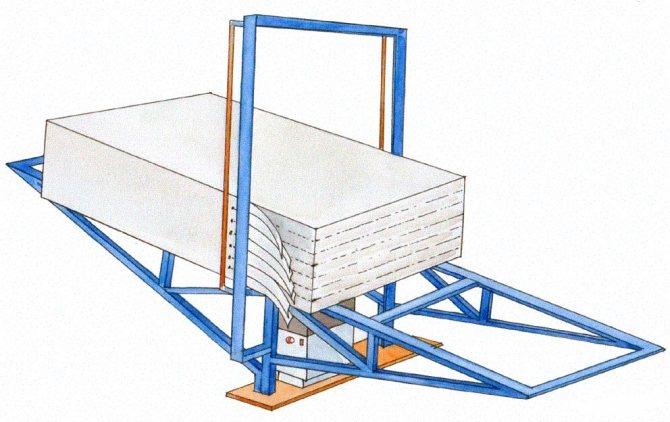
A szükséges idő letelte után a polisztirol habtömb belép a vágóegységbe. A vágószalag egy komplett berendezés, amely képes vízszintesen és függőlegesen is vágni.
Habzó polisztirol blokkok kialakítására szolgáló egység
Ennek a berendezésnek két működési módja van - egy automatikus program egy adott program végrehajtására és egy önvezérelt mód. Általános szabály, hogy az egész folyamat automatikusan zajlik.
A telepítés elektronikus vezérlőrendszere lehetővé teszi, hogy saját kezűleg beállítsa a húrok felmelegedésének hőmérsékletét, mozgásuk sebességét és a végtermék méretét.
A gyártási folyamat során megsérült polisztirolhab anyagokat nem ártalmatlanítják, hanem újrahasznosítani kell. A habosított polisztirol feldolgozását olyan egységben hajtják végre, amelynek belsejében aprító kalapácsok forognak, amelyek a hablemezeket egyedi szemcsékké aprítják.
A feldolgozás során nyert nyersanyagokat pneumatikus szállítás útján juttatják el a tároló garatba, ahonnan a granulátumok a tömbformába kerülnek a gyártáshoz felhasznált elsődleges alapanyag tömegének 10% -át meg nem haladó mennyiségben.
Hab hulladék aprító
Az extrudált polisztirolhab előállításának gyártósorában a különbség a hagyományos polisztirolhab előállításának fent leírt technológiájához képest extruder jelenlétében rejlik.
Extruder - extrudált polisztirolhab előállítására szolgáló berendezés, amelynek formázó szerszámai vannak, amelyeken keresztül a polisztirololvadékot tolják.


Polisztirolhab gyártási technológia
Ez a technológia több szakaszból áll, ismerkedjünk meg mindegyikkel.
Első szakasz. Nyersanyagok beszerzése
Az alapanyag ebben az esetben habosított polisztirolhab, vagyis a vegyipar termékei. Az előállított anyag paraméterei attól függenek, hogy milyen jó minőségűek és milyen élettartamúak. Végül is, minél nagyobb az alapanyag "kora", annál hosszabb ideig tárolják, annál nehezebb lesz a szemcséit habosítani. Ami a sűrűséget illeti, ez a mutató közvetlenül függ a végső szemcsék méretétől: minél nagyobbak (szemcsék), annál magasabb lesz a mutató. Ezzel ellentétben a kis szemcsék felhasználhatók alacsony sűrűségű termékek előállítására.
Jegyzet! Ha az eladni tervezett habot építkezés során használják, akkor a gyártás során feltétlenül hozzá kell adni egy tűzgátlót (ez egy olyan anyag, amely megakadályozza a gyulladást).

Magának a gyártási folyamatnak a vízgőz képződésével kell kezdődnie, amelynek hőmérséklete 115-170 fok, a nyomás pedig 0,8-6 atmoszféra lesz. Ehhez hab műanyag gyártására szolgáló berendezéseket, például gőzfejlesztőt használnak. Egyébként maga a gőzfejlesztő a felhasznált energiaforrások típusa szerint lehet:
És a keletkező gőz maximális térfogatának felhasználásához gőz akkumulátort kell használni.
Második szakasz. A szemcsék habzása
A habosítóba annyi anyagot adagolnak, amely egy adott márka anyagának létrehozásához szükséges, majd gőzt juttatnak. A szemcsék ennek a gőznek a hatására habosodni kezdenek, amit a térfogatuk körülbelül 25-50-szeres növekedése kísér. Általános szabály, hogy 1 köbméter már habosított nyersanyag megszerzéséhez körülbelül 15 kilogramm nyersanyagra van szükség.

Maga a habosítási eljárás legfeljebb hét percig tart. Ennek az eljárásnak a végén a granulátumokat egy speciális szárító egységbe adagolják, amelyben megszabadulnak a gőz hatására keletkező felesleges nedvességtől.

Harmadik szakasz. Szárítás
Ezenkívül a granulátumokat, amint az imént megjegyeztük, a szárítóba adagolják, amelyben melegített levegővel kezelik őket, és megfosztják a felesleges nedvességtől, de a kezdeti térfogat változatlan. Jellemzően a levegő alulról jut be, tartósan összekeverve a részecskéket.
Jegyzet! A szárítási folyamat során a nedves granulátumok megemelkednek, míg a szárítottakat éppen ellenkezőleg, pneumatikus szállítóvezeték segítségével felemelik és az érlelőtartályba viszik.

Maga a szárítási eljárás legfeljebb öt-tíz percet vesz igénybe.
Negyedik szakasz. Lejáró
Ezekben a silókban a granulátumok végül stabilizálódnak. A folyamat időtartama elsősorban a környezeti feltételektől függ. Maguk a kukák száma a rendszer teljesítményszintjétől függ, méreteiket és térfogatukat a műhely mennyezetének magassága határozza meg.
Érdemes megjegyezni, hogy a különböző márkájú habokat gyakran különálló tartályokban tárolják. Az anyag 5 és 12 óra közötti időtartamú, ezt követően a már stabilizált granulátumokat szinterelik.
Ötödik szakasz. A hab szinterelése
Egy speciális töltőlyuk segítségével a tömbformát előkészített granulátumokkal töltik meg, és itt a levegő hatására táplálják be, amelyet a kompresszor kényszerít. Ezenkívül a granulátumokat ugyanazon gőz hatására zsugorítják, amely a gőztárolóból származik. Vegye figyelembe, hogy a pellet sütésének minősége három tényezőtől függ, például:
- gőzellátási idő;
- (gőz) nyomása;
- hőfok.

Ezt követően a habosított polisztirolt lehűtik (ehhez olyan berendezéseket használnak a hab előállításához, mint egy vákuumegység), és felveszi a szükséges alakot. Az eljárás időtartama a márkától függ, bár átlagosan nem több, mint 10-12 perc.
Hatodik szakasz. Vágás
A gyártás utolsó szakasza a vágás. A sütés végén az egység ajtaja kinyílik, és a habosított polisztirol blokkot egy speciális asztalra nyomják egy pneumatikus tolóerő hatására. A lemezeket függőlegesen helyezzük el, majd néhány napig hagyni kell őket. Erre azért van szükség, hogy végül megszabaduljanak a felesleges nedvességtől és stabilizálódjanak.

Ezt követően a tömböket egy speciális gép vágja a szükséges méretek és vastagságú lapokra. Szükség esetén kiugrások és hornyok készülnek (a hulladékot, amint azt fentebb említettük, még egy feldolgozásnak vetjük alá).
A lemezeket csomagolják és értékesítik. Amint láthatja, a valóságban nincs itt semmi bonyolult dolog, amint azt tematikus videóanyagok megtekintésekor láthatja.