W nowoczesnych budynkach ze szkła projektowane są bardzo duże powierzchnie. Wykorzystanie tego materiału w architekturze nie ogranicza się do funkcji przepuszczania światła do pomieszczeń, odgrywa on ważną rolę w projektowaniu, nadając budynkowi atrakcyjny wygląd.
Nowe technologie umożliwiają produkcję okien z podwójnymi szybami o bardzo dużych, a nawet gigantycznych wymiarach. Takie okna z podwójnymi szybami, ze względu na swoje rozmiary, nazywane są szkłem jumbo, od angielskiego słowa jumbo - gigant. Duże okna z podwójnymi szybami służą do oszklenia elewacji nowoczesnych budynków, witryn sklepowych, wykonywania szklanych ścianek działowych we wnętrzach centrów handlowych i biur.
Okulary te wyróżniają się doskonałą przepuszczalnością światła, idealną błyszczącą powierzchnią oraz trwałością.
GŁÓWNE PARAMETRY I WŁAŚCIWOŚCI
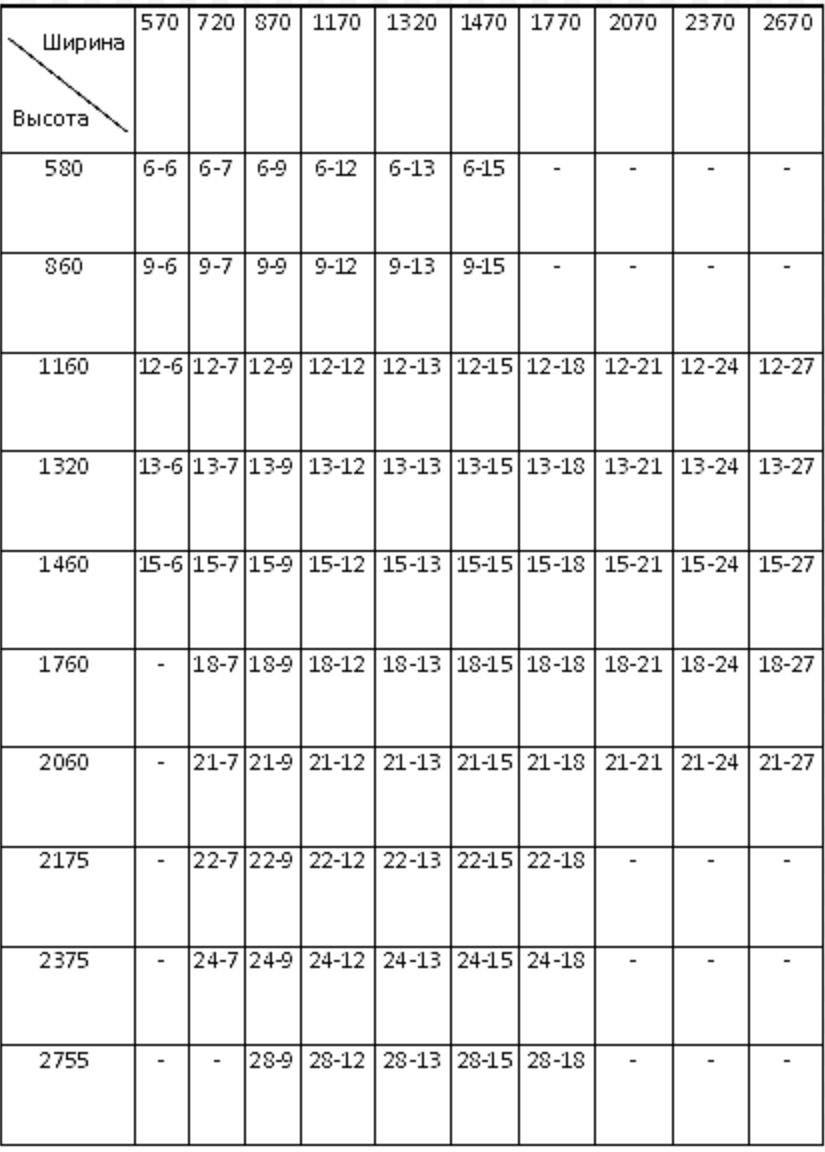
1.1 Wyroby należy wytwarzać w następujących wymiarach:
dla płaskich prostokątnych nieutwardzonych wyrobów o grubości od 3 do 19 mm: zgodnie z Tabelą 1, Załącznik nr 1 do niniejszych TU LLC „Grand Glass”.
Wymiary geometryczne (długość i szerokość) produktów są wskazane we wniosku, zamówieniu lub umowie zakupu.
1.2 Wymiary podane przez klienta są jego wyłączną odpowiedzialnością.
1.3 Odpowiedzialność za dostarczenie wymiarów spoczywa na LLC „Grand Glass” tylko w przypadku wyjazdu upoważnionych przedstawicieli LLC „Grand Glass” do siedziby klienta.
1.4 Odchylenia graniczne wymiarów geometrycznych wyrobów prostokątnych nie powinny przekraczać tolerancji wielkości określonej w tabeli 1.
1.5 Różnica długości przekątnych w produktach prostokątnych musi odpowiadać tabeli 2.
1.6 Maksymalne odchylenia grubości nie powinny przekraczać 0,5 mm.
1.7 Krawędź produktów może być:
- polerowany (w / c);
- polerowane (p / c);
- szlifowana faseta o szerokości od 5 do 50 mm (w / f);
- nieleczone (b / o);
- podwójna fala (kaskada).
Uwaga: Rodzaj i wymagania dotyczące obróbki krawędzi są omawiane przy zamówieniu. Ograniczenia przetwarzania - zgodnie z tabelą 1 załącznika nr 1
1.7.1 Odpryski i pęknięcia o głębokości nie większej niż 5 mm są dozwolone na końcach nieprzetworzonych produktów
1.7.2 Powierzchnia szlifowanej krawędzi ma niejednolity, matowy falisty wygląd, profil krawędzi wzdłuż linii obróbki może się zmieniać, dopuszcza się odchylenie od prostej obróbki do 3 mm.
1.7.3 Wzdłuż granicy obróbki krawędzi szlifowanej dozwolone są mikroukłady o charakterystycznym rozmiarze mniejszym niż 1 mm
1.7.4 Powierzchnie polerowanej krawędzi należy obrobić równomiernie na całej długości.
Uwaga:
- Dla szkła o grubości 8-19 mm dopuszcza się obszary o niepolerowanej krawędzi.
- Dopuszcza się otępienie, ryzyko i mikroukłady do 0,2 mm, których nie można wizualnie odróżnić z daleka
1 m przy oświetleniu zgodnie z GOST 111-2001.
1.7.5 Odpryski i pęknięcia nie są dozwolone na produktach z polerowaną fasetą.
1.7.6 Zarysowania, wióry, odpryski nie są dozwolone na ukośnej powierzchni produktów.
1.7.7 Na linii styku zukosowanej powierzchni produktów dozwolone są mikroukłady o charakterystycznym rozmiarze mniejszym niż 0,2 mm.
1.7.8 Faseta i wypolerowana kręcona krawędź przy przejściu na linię prostą mogą mieć widoczną linię przejścia.
1.7.9 W produktach z polerowaną ścianką przesunięcie linii styku fasetki w stosunku do kąta produktu jest dozwolone do 5 mm.
1.7.10 W przypadku fazowania powierzchni szkła o grubości do 6 mm, koniec produktu ma matowy, niejednolity wygląd; wióry i pęknięcia nie mogą przekraczać 1 mm.
1.7.11 W przypadku fazowania powierzchni szklanych o grubości 8 mm lub większej, krawędź musi zostać poddana obróbce.
1.8 Otwory
1.8.1.Kształt, wymiary i położenie otworów na produktach są wskazane na rysunkach (szkicach), a jeśli
nie ma szkicu, to nominalnie.
1.8.2 Minimalna odległość między otworami musi być co najmniej sumą ich średnic.
1.8.3 Odległość od krawędzi produktu do środka otworu musi być co najmniej sumą dwóch średnic
ta dziura.
1.8.4 Tolerancja średnicy otworu powinna odpowiadać wartościom podanym w Tabeli 4.
1.8.5 Podczas wiercenia otworu wióry są dozwolone na krawędziach otworu o charakterystycznym rozmiarze nie większym niż 3 mm.
1.8.6 Otwory są pogłębione w szkle o grubości od 4 mm do 19 mm, pod kątem 45 stopni, na głębokość nie większą niż połowa grubości szkła.
1.9 Produkty wykonane z szablonu.
1.9.1. Produkty o skomplikowanych kształtach (nieprostokątne, krzywoliniowe), wykonane według szablonu, muszą odpowiadać wzorom odpowiedniej jakości.
1.9.2. Odchylenia kształtu wyrobów o złożonym kształcie, wykonanych według wzorca, od kształtu wzorca kontrolnego (wzorcowego) nie powinny przekraczać wartości z Tabeli 3.
Uwaga: Szablon kontrolny (referencyjny) musi być wykonany z twardego materiału (płyta pilśniowa, sklejka itp.).
1.10 Rysowanie na produkcie
1.10.1 Rysunek zastosowany na wyrobie musi odpowiadać wzorom - normom ustalonym przy zamówieniu. Jeżeli zachodzi potrzeba opóźnionego zatwierdzenia układu, termin realizacji zamówienia liczony jest od dnia akceptacji układu z Klientem.
1.10.2 Kapitan może wprowadzić poprawki na rysunku, biorąc pod uwagę cechy produktu bez uprzedniego powiadomienia klienta, jeśli nie uzgodniono wcześniej ścisłej zgodności z próbką.
1.11 Grawerowanie na produkcie
Grawerowanie może mieć kształt litery V i litery U.
Ograniczenia dotyczące grawerowania przedstawiono w Tabeli 2 Załącznika nr 1.
1.12 Wskaźniki wyglądu
1.12.1 Pod względem wskaźników wyglądu (defektów) produkty wykonane ze szkła arkuszowego i luster muszą spełniać wymagania i dokumentację regulacyjną dotyczącą rodzaju użytego szkła GOST 111-2001, GOST 17716-91, a także nie przekraczać określonych norm w tabeli 5.
1.12.2 Produkty dostarczane w jednej partii muszą mieć ten sam kolor (GOST 6799-2005). Wykonawca nie gwarantuje tożsamości odcienia koloru (lustro, szkło barwione w masie, bagietka, powłoka wybiórcza (tytan), folie dekoracyjne, dodatki).
Uwaga
:
Za usterki uważa się wady widoczne z odległości 1 m przy oświetleniu pomieszczenia.
W przypadku produktów, które przeszły indywidualną selekcję surowców * i dwustopniową kontrolę jakości ** (produkty VIP), wady są niedozwolone, patrz tabela 5, maksymalne odchylenia wskazane w tabelach 1-4 są zmniejszone o połowę.
* dobór surowca - indywidualne pobranie materiału bez wad produkcyjnych z całej partii lustra lub tkaniny szklanej.
** Dwustopniowa kontrola jakości - podwójna kontrola jakości wytwarzanego produktu przez pracownika QCD i kierownika produkcji. Produkt oznaczony specjalną pieczęcią.
1.13 Dodatkowe wymagania dla hartowanego płaskiego i giętego szkła wzmocnionego termicznie
1.13.1 Wymiary, mm
- W przypadku płaskich prostokątnych wyrobów hartowanych:
- Maksymalny rozmiar przy grubości 4mm 2400x1800 mm
- Maksymalny rozmiar przy grubości 5-19mm 3210x2250mm
- Minimalny rozmiar 350 x 150 mm
- Dla wyrobów giętych o grubości od 4 do 12 mm (LxH, gdzie L to długość łuku, H to wysokość):
- Maksymalny rozmiar 1800 × 2400 mm
- Minimalny rozmiar 500 x 200 mm
1.13.2 Minimalny promień gięcia produktu o grubości:
- 4-6 mm 800 mm
- 8-12 mm 1300 mm
1.13.3 Możliwe odchylenie wygiętej strony produktu od podanego promienia, mm,
- Przy grubości szkła:
- 4-6 mm ± 3
- 8-12 mm ± 4
1.13.4 Możliwe odchylenie płaszczyzny produktu podczas hartowania, mm,
- Przy grubości szkła:
- 4-6 mm do 4
- 8-19 mm do 6
1.13.5 Odchylenie cięciwy produktu od podanych wymiarów ± 3 mm.
1.13.6 Charakter niszczenia giętych hartowanych produktów zgodnie z GOST 30698.
1.13.7 W przypadku hartowanego i giętego szkła hartowanego dopuszczalne są wady zgodnie z tabelą 5.
1.14. Dodatkowe wymagania dla szkła giętego:
1.14.1 Szkło zakrzywione jest uważane za produkt VIP
1.14.2 Rozmiary giętych produktów o grubości od 4 do 12 mm
- Maksymalne wymiary to 2000x1000 mm (przy większych formatach należy każdorazowo sprecyzować)
- Minimalne wymiary 300 × 300 mm
- Maksymalna wysokość 500 mm
Długość łuku gięcia nie powinna przekraczać sumy dwóch promieni gięcia.
1.14.3 Minimalny promień gięcia produktu: 240 mm.
1.14.4 Krok ustawionego promienia gięcia: 2 mm.
1.14.5 Odchylenie wygiętej strony giętego produktu od podanego promienia
- O grubości szkła 4-6 mm ± 3 mm
- O grubości szkła 8-12 mm ± 4 mm
1.14.6 Odchylenie cięciwy produktu od podanych wymiarów może wynosić ± 3 mm.
1.14.7 W przypadku zakrzywionego szkła dopuszczalne są wady zgodnie z Tabelą 5.
1.15 Dodatkowe wymagania dla szkła laminowanego:
1.15.1 Wymiary, mm
- Maksymalne wymiary 3000 × 2000 mm
- Minimalne wymiary 150 × 150 mm
1.15.2 Rodzaj składowych tafli szklanych, wymagania dotyczące grubości szkła laminowanego, ilość warstw kleju wskazane są w dokumentacji projektowej po uzgodnieniu z konsumentem.
1.16 Dodatkowe wymagania dla stemalitu:
1.16.1 Wymiary
- Maksymalny rozmiar przy grubości 4 mm 2400 × 1100 mm
- Maksymalny rozmiar przy grubości 5-19 mm 3000 × 1100 mm
- Minimalny rozmiar 350 × 150 mm
1.16.2 Kolor Stemalite jest określony we wniosku lub umowie dostawy.
1.16.3 Kolor i kolorystyka mogą różnić się od wzorca próbki, zatwierdzonego w momencie składania zamówienia lub standardowej skali RAL o pół tonu.
1.16.4 Maksymalne dopasowanie koloru stemalitu do standardowej skali RAL jest możliwe tylko przy zastosowaniu klarowanego szkła.
1.16.5 Krawędzie Stemalite muszą być wykończone.
1.16.6 Pod względem wyglądu (wady) stemalite musi spełniać wymagania dotyczące odpowiedniego szkła oryginalnego.
1.16.7 Na warstwie farby stemalitowej nie są dozwolone żadne zarysowania, warstwa musi być równa.


Jakie mogą być rozmiary okien?
Maksymalne wymiary okien plastikowych to nie kaprys producenta, a ograniczenia wynikające z właściwości technicznych materiałów użytych do ich wykonania. Wielkość podyktowana jest jakością profilu, okuć, możliwościami sprzętu zainstalowanego w zakładzie produkującym konstrukcje z tworzyw sztucznych. Ograniczenia okien PCV wynikają z obliczeń inżynierskich i licznych testów technicznych. Mówiąc prościej, jeśli konstrukcja jest zbyt duża, nie wytrzyma obciążenia podczas pracy i szybko ulegnie awarii.
Na przykład minimalny rozmiar plastikowego okna żaluzjowego to 330x450 mm.
Jeśli konstrukcja jest wyposażona w skrzydła, powinno ich być kilka, ościeżnica będzie musiała zostać wzmocniona dodatkowymi przegrodami. Nie bez znaczenia jest również kolor profilu, ponieważ profil kolorystyczny jest wykonany z nieco innego składu, dlatego dla niego maksymalna wartość to 3000 mm przy oknie ze skrzydłem i 2500 mm przy szkleniu stałym.
W celu zamknięcia dużego otworu okiennego, którego wielkość znacznie przekracza dopuszczalne maksymalne wymiary okien PCV, jest mała sztuczka. Wstawia się do niego kilka niezależnych od siebie struktur, a następnie łączy się je za pomocą specjalnego elementu łączącego. W takim przypadku konieczne jest zastosowanie kompensatorów termicznych, ponieważ w wysokich temperaturach tworzywo sztuczne rozszerza się, aw niskich temperaturach kurczy. Połączenie między oknami nie będzie widoczne. W ten sposób możliwe jest uzyskanie wizualnie całościowej struktury, składającej się z różnych elementów.
Jeśli potrzebujesz stworzyć konstrukcję o dużej wysokości, nie będziesz w stanie obejść się bez skoczków. Będą one wymagane, aby masa okien znajdujących się na górze nie wpływała na stojące poniżej ramy i nie powodowała ich zgniecenia.W ten sposób można osiągnąć największą powierzchnię plastikowego okna, podczas gdy nie jest konieczne zmniejszanie otworu okna, ale będziesz musiał zaakceptować obecność zworek. Zastosowanie oszklenia bezramowego pozwala się ich pozbyć. Warto jednak pamiętać, że przeszklenie bezramowe nigdy nie jest ciepłe, dlatego nie nadaje się do okien w salonie.
Jeśli drzwi są wzmocnione i mają szerokość 1,5, to ich maksymalny rozmiar będzie miał szerokość 900 mm i wysokość 2100 mm. Jeśli szerokość zostanie zwiększona do 1200 mm, wysokość nie może przekraczać 1500 mm. Powierzchnia skrzydła przy zastosowaniu takiego profilu nie powinna przekraczać 1,8 kwadratu. Wzmocnienie 2 mm pozwala na zastosowanie dużej konstrukcji; rozmiar skrzydła w wersji maksymalnej 1000x2300mm. W takim przypadku rygiel nie powinien być mniejszy niż 450 mm, ponieważ po otwarciu skrzydła będzie miał dość duży promień skrętu, istnieje ryzyko, że będzie się przywierać. W takim przypadku wysokość pawęży nie powinna przekraczać 1665 mm.

PRZEWOŻENIE I PRZECHOWYWANIE
4.1 Produkty są przewożone każdym rodzajem transportu pod warunkiem, że są konserwowane i zabezpieczone przed uszkodzeniami mechanicznymi i wnikaniem wilgoci.
4.2 Produkty o powierzchni powyżej 0,06 m2 należy transportować w pozycji pionowej. Produkty są instalowane w pojeździe końcami skierowanymi w kierunku jazdy.
4.3 Produkty należy przechowywać w pozycji pionowej w zamkniętym, wentylowanym pomieszczeniu o wilgotności względnej nie większej niż 70% i temperaturze co najmniej 10 ° C.
4.4 Okres przydatności do spożycia produktów w magazynie producenta wynosi nie więcej niż 3 dni od daty produkcji, po upływie określonego czasu za każdy dzień składowania pobierana jest opłata w wysokości 2% wartości zamówienia.
Co można uznać za duże okna?
Przede wszystkim warto zrozumieć, czym są największe okna plastikowe i czym różnią się od zwykłych. Są to lukarny, których rozmiar może przekraczać dwa metry szerokości; ten typ obejmuje również przeszklenia panoramiczne. Konstrukcje mogą różnić się kształtem, być nie tylko prostokątne, ale także mieć bardziej złożoną konstrukcję, na przykład łukowatą, trapezową, trójkątną, okrągłą, mieć odwrócone zagięcie profilu i inne cechy, które zależą od architektury i rozwiązań projektowych dla danej konstrukcji.

GWARANCJA
5.1 Producent gwarantuje zgodność produktów z wymaganiami niniejszej JT.
5.2 Okres gwarancji na produkt wynosi 12 miesięcy od daty produkcji, z zastrzeżeniem warunków eksploatacji, przechowywania, montażu i transportu. Sp. Z oo „Grand Glass” w okresie gwarancji bezpłatnie naprawia lub wymienia wady produkcyjne powstałe w wyniku odchyleń od wartości właściwości fizycznych i mechanicznych materiałów (pojawienie się włókien, wtrąceń obcych, ślady wypłukiwania, pęcherzyki wewnętrzne, itp.) w ramach GOST 111-2001, 17716-91 lub wady spowodowane niedostateczną jakością obróbki materiałów w ramach TU Sp. z oo „Grand Glass”.
Gwarancji udziela się:
- Do produktów, które były używane zgodnie z zasadami użytkowania.
Gwarancja nie jest udzielana w przypadku:
- Uszkodzenia mechaniczne (zarysowania, otarcia, odpryski, odpryski itp.)
- Wad spowodowanych wpływami mechanicznymi, chemicznymi, termicznymi i innymi, które nie są przewidziane w zasadach eksploatacji tego typu produktów.
- Skutki agresywnego środowiska, zanieczyszczeń, utleniania
- Naruszenia zasad działania
- Normalne zużycie produktu
- Nieprzestrzeganie instrukcji montażu
- Instalacja produktów przez nieautoryzowanych przedstawicieli Grand Glass LLC
- Montaż w inny sposób, z wyjątkiem zalecanego zgodnie z GOST 17716-91 i europejską normą CEN
Okres gwarancji na amalgamat, elementy, osprzęt, listwy wynosi 12 miesięcy od daty produkcji wyrobu, z zastrzeżeniem zasad eksploatacji, przechowywania, transportu i montażu.
Zasady obsługi i instalacji produktów (wyciąg z GOST 17716-91 i europejskiej normy CEN z dnia 22.04.1999):
- Pomiędzy lustrem a powierzchnią montażową musi być zapewniona cyrkulacja powietrza. Pomiędzy nimi musi być odległość co najmniej 5 mm (dla produktów o wysokości mniejszej niż 1000 mm) i 10 mm (dla luster powyżej 1000 mm).
- W przypadku powierzchni, na których jest zainstalowane więcej niż 1 lustro, należy zachować odstęp między wszystkimi krawędziami wynoszący co najmniej 1 mm.
- Jeśli wilgoć dostanie się na powierzchnię lustra, produkt należy wytrzeć czystą, suchą szmatką.
- Krawędzie luster umieszczonych w profilu należy zabezpieczyć przed kondensacją, szamponem myjącym, środkami czyszczącymi itp., Które mogą przedostać się pod profil, aby uniknąć korozji.
- Powierzchnia, do której przymocowane jest lustro, musi być sucha, wolna od oparów, kwasów, alkaloidów i innych agresywnych materiałów. Beton, szpachlówka, tynk, cement, podkład itp. należy zamalować farbą olejną.
W przypadku stosowania produktów lustrzanych w kojcach, basenach, łaźniach leczniczych, saunach i innych pomieszczeniach o wilgotności powyżej 70% nie ma gwarancji trwałości.
Duże okna z podwójnymi szybami

Takie cechy są nieodłączne w dużych okularach ze względu na sposób ich wytwarzania. Podstawą do produkcji dużych szyb zespolonych jest szkło float, które jest stopem cyny i szkła. Podczas produkcji gorące szkło przechodzi przez warstwę stopionej cyny.
Po schłodzeniu szkło uzyskuje idealnie gładką powierzchnię, ale jest również poddawane polerowaniu. Witryny ze szkła float są wytrzymałe i pozwalają na obserwację towaru znajdującego się za nimi bez żadnych zniekształceń. Z takiego szkła powstaje najtrwalszy rodzaj podwójnego pakietu szybowego - w technologii triplex.
Technologia ta polega na tym, że dwie lub więcej szklanek skleja się ze sobą pod wpływem wysokich temperatur. Pomiędzy szkłami umieszczona jest specjalna trwała folia, która gwarantuje bezpieczeństwo w przypadku stłuczenia szyby. Takie szkło jest bardzo trudne, ale nawet jeśli tak się stanie, fragmenty nie odlatują, ale pozostają na filmie. To sprawia, że szkło float jest idealnym materiałem na duże tafle szkła.
Organiczne szkło taflowe
Szkło hartowane przetestowane pod kątem trwałości
Powyżej mówiliśmy o szkle krzemianowym. Oznacza to, że głównym materiałem do produkcji jest piasek kwarcowy. Ale ostatnio szkło organiczne, lepiej znane jako pleksi i akryl, stały się powszechne.
Reguluje właściwości organicznego szkła taflowego GOST 10667-90... Podobnie jak w przypadku szkła krzemianowego, norma ta określa wymiary tafli, ich grubość, odchylenia wymiarowe od właściwości nominalnych, fizyko-chemicznych.
Plexiglas znajduje zastosowanie zarówno do przeszkleń okiennych, jak i do wykonywania różnego rodzaju konstrukcji przeziernych. Otrzymane z niego produkty mają stosunkowo niską wagę i wyróżniają się wytrzymałością. Więcej informacji na temat wykorzystania pleksi do celów konstrukcyjnych i architektonicznych można znaleźć w artykule na naszej stronie internetowej „Okno z pleksi”.
Trochę historii
Dmuchacze szkła starożytnego Egiptu
Uważa się, że szkło zostało wynalezione w starożytnym Egipcie, ale było wówczas używane do wyrobu naczyń, dekoracji oraz do „wylewania” cegieł - nadając ścianom budynków blask i piękno.
Do tworzenia półprzezroczystych okien szkło zaczęto używać dopiero w średniowieczu w Wenecji. Obecnie istnieją dwie główne metody wytwarzania szkła arkuszowego. Historycznie pierwszy polega na „wyciąganiu” szkła z wanny. Generalnie wersja klasyczna wygląda tak: „łódkę” zanurza się w kąpieli z roztopioną masą szklaną - ogniotrwały pręt z wyciętą w nim matrycą (szczeliną), zwężającą się ku górze. Szkło przechodzi przez matrycę, jest podnoszone przez rolki walcarki i przechodząc przez nie zamienia się w arkusz.
W artykule „Szklane ściany we wnętrzu” dowiesz się o jednej z możliwości zastosowania szkła arkuszowego
Przeczytaj o projektach domów ze szklanymi ścianami w przeglądzie tematycznym na naszej stronie internetowej
Przeczytaj o zastosowaniu szkła arkuszowego do oszklenia bezramowego pod linkiem: https://oknanagoda.com/steklo/osteklenie-steklo/panoramnoe/bezramnoe.html
Produkcja szkła metodą float
W 1952 roku szkło płaskie otrzymano metodą float. Słowem, istota tej metody wygląda jeszcze prościej: stopioną masę szklaną wlewa się do kąpieli wypełnionej płynną cyną. Ze względu na mniejszy ciężar właściwy szkło wylewa się na puszkę cienką warstwą, a następnie formuje w idealnie płaską taflę.
Po raz pierwszy metoda ta została wdrożona w Anglii, w hucie szkła float firmy Pilkington; od tego czasu ta nazwa stała się powszechnie znaną nazwą szkła wysokiej jakości.











