
Este aproape imposibil să ne imaginăm o locuință pentru o persoană modernă fără polimeri. Polietilena cu densitate redusă a devenit deosebit de populară și a ocupat un sector semnificativ pe piața echipamentelor sanitare. Astăzi, majoritatea conductelor sunt produse din acesta, prin care sunt transportate diferite medii, precum și accesoriile de conducte la acestea. Țevile HDPE au devenit populare datorită avantajelor lor incontestabile, precum și instalării simple - chiar și o persoană fără pregătire specială o poate efectua. Dar, ca în orice afacere, are și propriile sale particularități și nuanțe, așa că nu va fi rău pentru un începător să învețe mai întâi cum să instaleze în mod corespunzător țevile HDPE cu propriile mâini. Citiți acest articol, despre asta este vorba.
- 2 Metode de conectare a conductelor
2.1 Conexiuni permanente
2.1.1 Sudarea capătului țevii
- 2.1.2 Sudarea prin electrofuziune
Caracteristici de instalare
La lipirea țevilor HDPE, trebuie avut în vedere faptul că îmbinarea de sudură este dintr-o singură bucată. Pentru fabricarea unei îmbinări sudate durabile, este necesar să se utilizeze echipamente specializate. Inițial, cel mai bine este să încercați să lucrați pe piese aspre.
Când creați o conexiune pe fitinguri de compresie, este necesar să alegeți opțiunea de separare a elementelor individuale. O îmbinare realizată pe fitinguri poate rezista la sarcina încălzirii individuale a apei calde, dar nu este proiectată pentru ciocanul cu apă sau presiunea industrială. Cusătura de sudură este potrivită pentru îmbinarea pieselor cu diametru mare.
Construirea de case
41 voturi
+
Vocea pentru!
—
Împotriva!
Țevile din polietilenă sunt utilizate din ce în ce mai activ. Caracteristicile tehnice ale acestor produse fac posibilă utilizarea acestora pentru nevoile industriale și în procesul de construire a conductelor în scopuri domestice. Calitatea ridicată cu un preț relativ scăzut al țevilor din polietilenă creează o cerere constantă pentru acestea. În plus, sunt ușor de instalat și conectat. Luați în considerare modul în care țevile din polietilenă sunt sudate acasă.
Racordarea țevilor din polietilenă
Cei care decid să înlocuiască vechea conductă cu una din plastic vor aprecia fără îndoială varietatea modernă a tipurilor de plastic. Pe de altă parte, un sortiment larg a dat naștere unor dificultăți, deoarece fiecare tip necesită o atitudine specială în timpul instalării. Țevile dintr-un material special - așa-numita polietilenă reticulată - sunt deosebit de rezistente la factori externi și fiabile.
Țevile din polietilenă pot fi utilizate pentru construcția conductelor sub presiune și nepresiune. În viața de zi cu zi, astfel de țevi sunt utilizate, cel mai adesea, pentru a asambla un sistem de alimentare cu apă. Pentru a finaliza instalarea conductei cu propriile mâini, este important ca meșterii casnici să cunoască parametrii îmbinărilor țevilor din polietilenă.

Principalele tipuri de conexiuni pentru țevi din polietilenă: conexiune utilizând elemente de conectare suplimentare numite fitinguri, sudură prin cap și electrofuziune. Cu conexiuni detașabile, de regulă, totul este clar. Este obișnuit să utilizați conexiuni detașabile atunci când instalați interiorul conductei. Așezarea țevilor cu fitinguri este o procedură atât de simplă încât orice persoană care nu are nici cea mai mică experiență în această materie o poate face.
Cu toate acestea, alegerea unor astfel de conexiuni permite efectuarea unei game limitate de lucrări, prin urmare, atunci când instalați un sistem de alimentare cu apă, nu puteți face fără sudarea țevilor din polietilenă cu propriile mâini. Ca tip de conexiune, sudarea va ajuta la menținerea rezistenței și flexibilității conductei. Un alt avantaj important este că instalarea țevilor poate fi efectuată pe suprafața pământului, după care pot fi așezate într-o tranșee; este acceptabilă și o metodă fără șanț.
Reguli de sudare a țevilor
Tehnologia metodelor de sudare a țevilor din polietilenă este diferită, dar sunt cunoscute mai multe principii fundamentale. Merită să le acordați atenție atunci când începeți orice sudare. Să le aruncăm o privire mai atentă:

Țevile din polietilenă trebuie să aibă aceeași grosime a peretelui și același diametru, să fie compatibile fizic și chimic între ele (aceste informații trebuie verificate la producător).
- Capetele țevilor trebuie curățate înainte de a începe lucrul.
- La sudarea țevilor, se recomandă minimizarea influenței factorilor externi și a condițiilor meteorologice:
- la temperaturi prea scăzute, trebuie să încălziți camera, așa cum se arată în videoclipul despre sudarea țevilor din polietilenă;
- dacă există vânt și nu există ferestre, creați o barieră din orice material ca un cort;
- în cazul luminii solare abundente, protejați suprafețele care trebuie sudate de razele directe pentru a evita supraîncălzirea locurilor individuale.
- Se recomandă închiderea capetelor țevilor care nu sunt implicate în sudarea cu dopuri, deoarece fluxul de aer rece poate reduce temperatura zonelor sudate sub cea necesară (cu excepția cazului în care se efectuează sudarea la rece a țevilor din polietilenă ).
- Eliminați orice impact mecanic asupra acestor produse în timpul procesului de sudare în sine și în timpul răcirii conductelor.
Metode de sudare a țevilor
Și aveți imediat o întrebare - ce tehnologie de sudare a unei țevi din polietilenă este preferabilă și ce fel de sudare a țevilor este în general posibilă. Dacă doriți să sudați țevile cu propriile mâini, ar trebui să înțelegeți cu atenție întreaga procedură, materialele și echipamentele utilizate la sudarea țevilor din polietilenă. Nu este nimic complicat în tehnologia sudării țevilor din polietilenă, deoarece mașinile moderne de sudat sunt simplificate pentru utilizare.
Sudare cu soclu
Sudarea prin priză, sau așa cum se mai numește „cuplare”, implică conectarea țevilor folosind fitinguri speciale. Fitingurile, ca și țevile din polietilenă, sunt recomandate să fie cumpărate cu o marjă în caz de sudare incorectă, mai ales dacă trebuie să efectuați procedura pentru prima dată.
Pentru această metodă de sudare din polietilenă, se recomandă pregătirea echipamentului special, care este o mașină de sudat. Mașinile de sudat manual sunt proiectate pentru sudarea manuală a țevilor și armăturilor de diametre mici - până la 50 milimetri. În ciuda acestor limitări, mașinile de sudat portabile sunt fabricate pentru întreaga gamă de țevi din polietilenă, care sunt proiectate pentru sudarea prin priză cu fitinguri (până la 125 milimetri).
Există, de asemenea, mașini de sudat mecanice care sunt proiectate pentru sudarea mecanizată a tuburilor din polietilenă cu diametru mare - de la 40 milimetri și mai mult, când forța de aliniere a țevilor și montarea este mare. Astfel de dispozitive asigură viteza și comoditatea efectuării sudării prin mufă a țevilor din polietilenă și fac posibilă realizarea îmbinărilor sudate de înaltă calitate.
Pregătiți următoarele accesorii pentru sudarea cu mufă:
- Duze sau adaptoare de sudură. Acestea trebuie înlocuite periodic din cauza uzurii stratului de teflon. Pentru un anumit diametru al țevilor din polietilenă, este necesară o pereche de duze cu diametrul corespunzător.
- Unelte de tăiat.Astfel de lucruri sunt necesare pentru tăierea țevilor la așezarea conductei și pentru îndepărtarea stratului de aluminiu din țevi armate înainte de sudare.
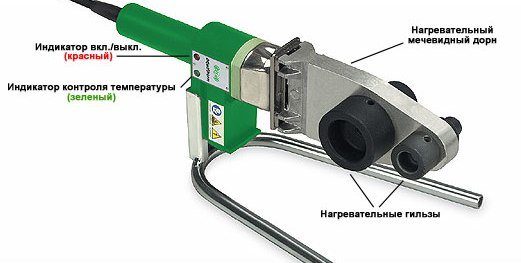
Suprafețele care trebuie sudate sunt în acest caz partea exterioară a țevii și partea interioară a armăturii. Ambele suprafețe sunt încălzite folosind o duză de sudură formată din următoarele componente: dorn - jumătate pentru încălzirea armăturii și manșon - jumătate pentru încălzirea capătului țevii.
Sudarea prin priză a țevilor din polietilenă se realizează în acest fel. Aparatul de sudat trebuie încălzit la temperatura dorită. Fitingul se pune pe dorn până se oprește, conform instrucțiunilor de sudare a țevilor din polietilenă. Această acțiune necesită, de obicei, puțin efort. În același timp, împingeți capătul țevii din polietilenă până la capăt pe manșon. Faceți aceste manipulări cât mai repede posibil.

Amintiți-vă că diametrul exterior al manșonului este puțin mai mare decât diametrul interior al țevii, iar diametrul interior al fitingului este puțin mai mic decât diametrul exterior al mandrinei. Stratul exterior în exces al țevilor în timpul încălzirii este topit și stors sub formă de rolă, numită bavură. Reducerea diametrului conductelor permite intrarea în duza destinată sudării.
Într-un mod similar, bavura este, de asemenea, stoarsă pe accesoriu, permițându-i să se potrivească complet cu mandrina. Piesele se deplasează în peretele duzei de încălzire până se opresc. Trebuie să simțiți acest moment cu mâna, este foarte important atunci când vine vorba de a opri orice presiune asupra pieselor. Mai mult, piesele trebuie ținute în această poziție pentru timpul necesar.
După expirarea spațiului alocat, trebuie să scoateți rapid fitingul, apoi să scoateți conducta din duză și să aliniați cele două părți până la capăt. După răcire, veți primi o piesă din polietilenă dintr-o singură bucată. După aceea, o a doua țeavă este sudată în celălalt capăt al armăturii. Dacă intenționați să utilizați o mașină de sudat o țeavă o singură dată, este mai oportun din punct de vedere economic să nu o cumpărați, ci să o închiriați. Deci, puteți reduce costul sudării țevilor din polietilenă.

Calitatea conexiunii va depinde în mod direct de corectitudinea manipulărilor efectuate. La sudarea prin țevi a țevilor din polietilenă, se fac cel mai adesea erori de următoarea natură. Primul dintre ele este că țeava nu este complet introdusă în fiting în timpul alinierii, din cauza căreia se formează un spațiu între opritorul interior și țeavă. Această conexiune pare obișnuită la exterior, dar în interior o secțiune este formată cu un diametru interior mare al țevilor și o grosime mai mică a peretelui.
Atunci când combinați piese, eforturile inutile provoacă, de asemenea, probleme asociate cu fiabilitatea conexiunii. Deci, în interiorul conductei, sub presiunea opritorului de montare, se formează o bavură suplimentară, care va crea un obstacol în calea fluxului de gaz sau apă în viitor.
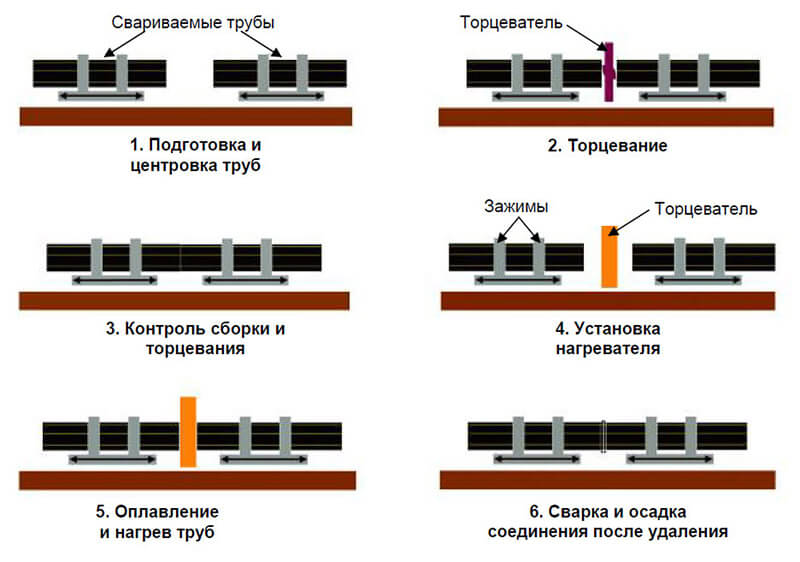
Sudarea cap la cap
Cea mai populară este diagrama tehnologică pentru sudarea cap la cap a țevilor din polietilenă. Alegând această tehnică de sudare, vă puteți reduce semnificativ consumul de energie. În plus, sudarea cap la cap nu necesită echipamente grele, ceea ce facilitează instalarea.
Această tehnică este utilizată pentru sudarea țevilor cu o grosime a peretelui mai mare de 5 milimetri și un diametru mai mare de 50 milimetri. Gradul de polietilenă al elementelor care trebuie sudate împreună trebuie să fie același. Prin urmare, înainte de a efectua sudarea cap la cap, merită să sortați țevile și armăturile după transport. Este de preferat sudarea țevilor care sunt produse în același lot. În plus, nu va fi inutil să testați țevile pentru elipticitate.
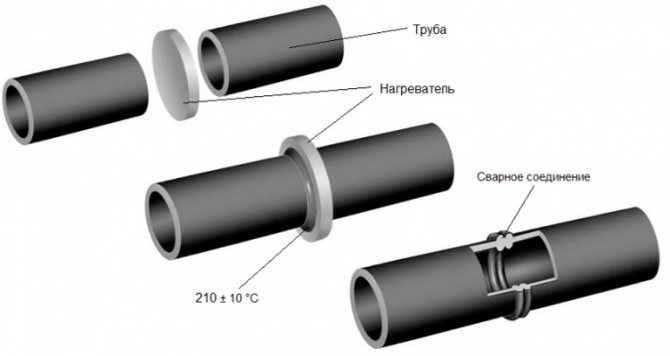
Tehnologia se bazează pe încălzirea capetelor țevii cu un instrument de încălzire înainte de procesul de topire. Când țevile sunt îmbinate în această stare, părțile sunt îmbinate la nivel molecular. Sudarea cap la cap se efectuează în intervalul de la minus 15 grade la plus 45 grade Celsius.
Când sudăm țevile din polietilenă cap la cap, apare imediat întrebarea: cât să tăiem din țevi. La urma urmei, secțiunea țevii va scădea în cele din urmă cu distanța de sudare. Căutați acest lucru în instrucțiunile pentru sudarea țevilor din polietilenă sau măsurați duza pereche de pe instrument. Această distanță va fi diferită pentru diferite diametre ale țevii. De exemplu, pentru o țeavă de 20 milimetri, această distanță este de 14,5 milimetri, pentru o țeavă de 32 milimetri, respectiv 18 milimetri.
Mai mult, se recomandă aplicarea marcajelor înainte de sudarea fiecărei părți a sistemului de alimentare cu apă, astfel încât conducta să nu fie măsurată constant și pentru a crește repetabilitatea sudării. Conexiunile vor fi aceleași ca aspect, efortul pentru îmbrăcarea și îndepărtarea semifabricatelor din duza încălzită va deveni previzibil.
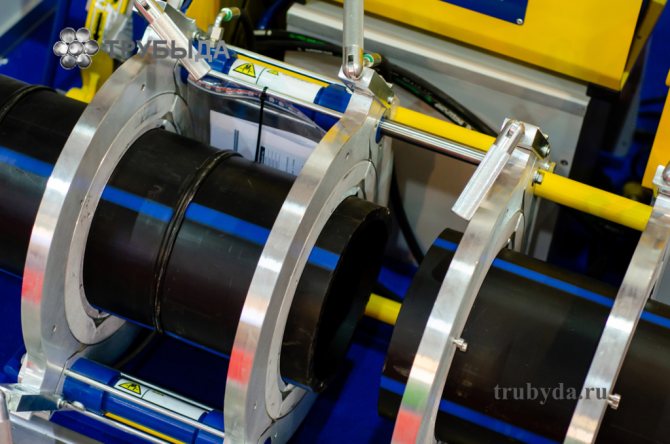
Sudarea cap la cap a unei țevi de polietilenă constă în încălzirea capetelor elementelor sudate într-o stare de curgere vâscoasă și unirea acestora sub presiune. Capetele țevilor trebuie să fie fixate rigid în clemele unui aparat special, între ele este plasată o placă de încălzire. Apăsați capetele împotriva plăcii cu o anumită presiune și înmuiați până când începe procesul de topire.

Timpul de încălzire depinde de diametrul conductelor din polietilenă și de puterea aparatului utilizat. După ce ați atins nivelul de încălzire necesar, scoateți placa și uniți capul conductelor, în timp ce trebuie să faceți presiune asupra lor. Acum nu mai rămâne decât să așteptați până când materialul polimeric s-a răcit complet.
Pentru ca sudarea cap la cap a țevilor din polietilenă să se producă cât mai repede și mai precis posibil, este necesar să se utilizeze dispozitive cu acționare hidraulică sau mecanică. Cele mai avansate dispozitive au control software.
Utilizarea unui astfel de dispozitiv se distinge printr-o listă întreagă de avantaje: controlul automat al procesului, care exclude factorul uman și capacitatea de a calcula cu precizie timpul necesar sudării numărului planificat de țevi.
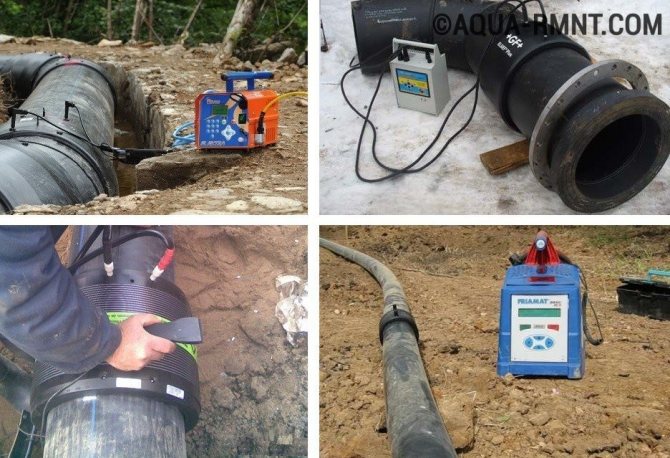
Sudarea țevilor de electrofuziune
Sudarea prin electrofuziune a țevilor din polietilenă este utilizată pentru țevi de diferite grosimi ale pereților și diferite diametre, la instalarea unei conducte fără presiune - sisteme de drenaj și drenaj gravitațional, introducerea într-o conductă existentă și repararea conductelor existente.
Procedura de sudare a țevilor care utilizează un cuplaj electrofuzional este concepută pentru a obține îmbinări sudate care pot rezista la presiuni de până la 16 atmosfere. Îmbinările de electrofuziune sunt cele mai scumpe în comparație cu sudarea cap la cap, iar costul sudării țevilor din polietilenă crește în acest caz.
Pentru a efectua sudarea prin electrofuziune, veți avea nevoie de fitinguri speciale, de exemplu, fitinguri electrofuzive cu un încălzitor electric încorporat, care încălzește capetele țevilor. Dacă decideți să efectuați sudarea prin electrofuziune a țevilor din polietilenă, trebuie să urmați aceste instrucțiuni. Pentru a începe, pregătiți piesele necesare și, de asemenea, curățați locul în care veți lucra, selectați parametrii lucrării de sudare, în funcție de dimensiunea țevii și a pieselor încorporate.

Apoi, este necesar să curățați temeinic suprafața interioară a electrofuziunii și suprafețele conductelor care trebuie conectate de contaminare. Pentru produsele de curățare și degresare simultană, se recomandă utilizarea șervețelelor care sunt impregnate cu un lichid foarte volatil, de exemplu, alcool.
Capetele țevilor care trebuie sudate trebuie tăiate cu grijă și uniform pentru a preveni curgerea polietilenei topite în țeavă. Îndepărtați stratul oxidat de pe suprafața țevii. Oxizii care se formează în timpul producerii țevilor pot fi îndepărtați mecanic prin curățarea cu răzuitoare speciale.
Fixați conductele în poziționator, controlând în același timp alinierea acestora. Pentru a proteja în continuare conexiunile de pătrunderea prafului, este obișnuit să folosiți învelirea cu bandă adezivă. Capetele deschise ale conductelor sunt închise cu dopuri pentru a preveni pierderea neproductivă de căldură.Tensiunea trebuie aplicată la bornele cuplajului electric, ca urmare a cărui racord se va încălzi, sudând conductele.

În timpul întregului timp de sudare a țevilor din polietilenă, inclusiv timpul de răcire, locul țevii cu fitingurile trebuie să fie fixat rigid și să rămână staționar în timpul sudării. Nu uitați de măsurile de siguranță la efectuarea lucrărilor de sudare. Mai ales ținând cont de puțină experiență în sudarea țevilor din polietilenă, chiar dacă credeți că procedura este ușoară și simplă.
Controlul calității cusăturilor
O parte obligatorie a procedurii pentru sudarea țevilor din polietilenă este controlul calității îmbinărilor realizate. Este posibil să continuați procesarea conductelor în viitor numai după inspectarea tuturor conexiunilor realizate. Cusăturile executate trebuie să respecte exact cerințele tehnice stabilite, numai atunci conexiunea poate fi recunoscută cu încredere ca fiind de înaltă calitate.
O conductă asamblată din țevi din polietilenă cu conexiuni bine realizate va dura câteva decenii fără a necesita întreținere și reparații suplimentare. Iată cerințele și parametrii de bază pentru sudarea țevilor din polietilenă, care sunt impuse calității cusăturii în timpul inspecției vizuale:
- Îmbinarea de pe suprafața țevii nu trebuie să arate ca o canelură scufundată, adică nu trebuie să fie amplasată sub nivelul general al conductei.
- Este important să mențineți alinierea țevilor. Este permisă deplasarea produselor sudate una față de alta, dar nu mai mult de 10% din grosimea peretelui. De exemplu, dacă sudați țevi cu pereți cu grosimea de 5 milimetri, decalajul nu trebuie să depășească 0,5 milimetri.
- De asemenea, înălțimea rolelor care se formează în interiorul țevilor din polietilenă și în exterior pe suprafața lor este limitată. La sudarea țevilor cu grosimea de 5 milimetri, înălțimea șiragului nu trebuie să depășească 2,5 milimetri. Dacă grosimea peretelui țevii este de 6-20 milimetri, atunci înălțimea rolei trebuie limitată la 5 milimetri.
Astfel, țevile din polietilenă sunt utilizate pe scară largă pentru asamblarea conductelor în diferite scopuri. Când lucrați într-o casă sau un apartament, este foarte posibil să sudați țevile din polietilenă cu propriile mâini. În funcție de dimensiunea conductelor și de scopul conductei, este selectată o tehnică de sudare, iar stăpânirea tehnologiei acestei lucrări nu va fi dificilă. Este suficient să studiați recomandările teoretice și restricțiile privind procedura, după care puteți începe practicarea în siguranță!
Metode de sudare
Tehnologia sudării țevilor din polietilenă se realizează prin mai multe metode. Fiecare dintre ele are anumite caracteristici, necesită utilizarea diferitelor tipuri de instrumente, consumabile.
Evazat
Pentru sudarea țevilor din PE utilizând metoda soclului, trebuie folosite fitinguri speciale. În plus, veți avea nevoie de următoarele instrumente:
- calibrator;
- tăietor de țevi;
- mașină de sudat pentru materiale polimerice;
- instrument de șanfrenare;
- un set de duze pentru încălzire.
Instrucțiuni pas cu pas pentru efectuarea lucrărilor:
- Tăiați țevile la dimensiune.
- Utilizați un instrument de șanfrenare pentru a tăia marginea care trebuie unită.
- Calibrează gaura pentru a obține un cerc perfect.
- Ștergeți suprafețele adiacente de praf, degresați.
- Setați temperatura de încălzire a mașinii de sudat la 210 grade Celsius. După încălzirea la această temperatură, indicatorul de pe dispozitiv se va aprinde.
- Instalați conducta pregătită și cuplajul pe două duze fixate pe mașina de sudat.
- După încălzire, scoateți cele două părți, conectați-le împreună.
Așteptați să se răcească articulația.
Fund
Metoda este utilizată pentru sudarea produselor cu grosimea peretelui mai mare de 5 mm. Echipamente necesare, instrumente:
- Mecanismul de procesare a feliilor este un fac.
- Un dispozitiv pentru alinierea coaxială a două părți unul față de celălalt - centralizator.
- Sistem de control pentru procese automatizate.
- Mașină de sudat utilizată pentru conectarea finală.
- Unitate pentru conectarea elementelor individuale.
- Reducerea inserțiilor.
Procesul de lucru:
- Fixați cele două capete ale conductei pe suportul central.
- Curățați, șanflați îmbinările care trebuie îmbinate.
- Oglinda de sudură încălzește două părți ale conductei în același timp.
- Sub presiune, cele două părți sunt ținute până se răcesc.
Pentru a face o cusătură puternică, trebuie să vă familiarizați cu masa de sudură cap la cap pentru țevi din polietilenă.

Mașină de sudat pentru țevi din polietilenă
Extruder
Brazarea țevilor HDPE cu un extruder este utilizată în producția la fabricarea conductelor de forme complexe. Instrucțiuni pas cu pas pentru efectuarea lucrărilor:
- Tăiați piesele la dimensiunea necesară, curățați-le de bavuri.
- Curățați punctele tăiate de murdărie, degresați-le.
- Sudarea prin puncte pentru a fixa piesele împreună.
- Sudați îmbinarea cu un extruder.
Pentru a aduce cusătura la un aspect acceptabil, trebuie să așteptați ca plasticul să se răcească, șlefuiți-l cu șmirghel.
Fitinguri de electrofuziune
Sudarea țevilor HDPE cu cuplaje electrofuzionale este considerată o metodă costisitoare care necesită achiziționarea anumitor consumabile și scule. Fitingurile de electrofuziune sunt piese din plastic care au mai multe elemente de încălzire montate în interior. Când utilizați fitinguri, trebuie să utilizați o mașină specială de sudat care nu are un segment de încălzire.




Sudarea prin cap a țevilor din polietilenă

Sudarea cap la cap
Cel mai comun mod de aderare la HDPE este sudarea cap la cap. Este într-adevăr foarte economic și ușor de utilizat. În plus, oferă o resursă de conexiune suficientă. Metoda necesită echipamente specializate de sudură. Metoda este potrivită pentru acele locuri în care țevile se mișcă suficient de liber și unde este de dorit să lăsați această flexibilitate.
Metoda poate fi utilizată pentru așezarea țevilor deschise, precum și în tranșee.
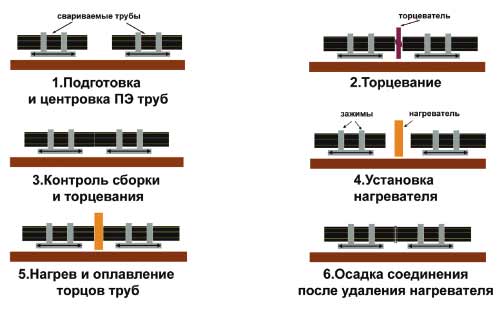
Procedura de sudare cap la cap:
- Cele două piese se încadrează într-un suport de sudură care ghidează piesele de lucru unul împotriva celuilalt fără deplasare.
- Mai mult, unitățile sunt fixate în suport cu cleme.
- Folosind o soluție de alcool, marginile trebuie curățate de diferiți contaminanți. Este recomandabil să folosiți materiale care nu lasă scame în urmă.
- Marginile sunt, de asemenea, prelucrate mecanic prin tundere. Li se oferă forma adecvată. Prelucrarea se efectuează până în acest moment, până când chipsurile apar cu o grosime mai mică de 0,5 mm.
- Apoi, masterul trebuie să verifice manual capetele pentru paralelism. Dacă apar goluri, procedura de tăiere se repetă.
- Elementul de încălzire încălzește simultan capetele produselor care urmează să fie îmbinate.
- De îndată ce marginile s-au topit puțin, încălzirea se oprește, iar produsele în sine sunt strâns legate între ele. Piesele sunt presate până când conexiunea are o rezistență suficientă. În majoritatea cazurilor, sunt suficiente 5-10 minute.
- După efectuarea lucrărilor, este necesar să inspectați cu atenție cusătura sudată și, de asemenea, să vă asigurați că conexiunea este puternică.

Prelucrarea finală
Calitatea finală a lipirii depinde foarte mult de calitatea lucrărilor preliminare. Marginile bine șlefuite și pregătite sunt mult mai bine sudate între ele. Astfel, se poate obține un rezultat foarte bun.
Important! Sudarea cap la cap trebuie efectuată folosind o singură cusătură. În caz contrar, rezistența și durabilitatea conexiunii vor fi minime.
Unelte si echipamente
Echipamentele, instrumentele pentru lucru sunt selectate în funcție de metoda de sudare care va fi utilizată. Asigurați-vă că aveți nevoie de un tăietor de țevi, un mecanism de șanfrenare. De exemplu, pentru sudarea prin electrofuziune a țevilor din polietilenă, sunt necesare o mașină specială de sudat și piese de încălzire.
Sudarea cu termistor a țevilor din polietilenă necesită utilizarea unor piese de încălzire electrice încorporate. Pentru metoda cap la cap, veți avea nevoie de un centralizator, o acționare hidraulică și un dispozitiv de descărcare.
Parametrii de sudare și succesiunea operațiilor
Parametrii sudurii cap la cap includ:
- Gradul de presiune pe capete.
- Temperatura la care se topește materialul. Depinde de marcă.
- Forța cu care capetele sunt presate împotriva elementului de încălzire.
- Durata procesului.
Presiunea este monitorizată folosind un manometru într-un aparat automat. Dacă presiunea este creată manual, atunci presiunea poate fi monitorizată vizual și timpul procesului de compresie utilizând un cronometru.

Secvența operațiunilor:
- Primul pas în sudarea țevilor din polietilenă este curățarea capetelor țevilor care trebuie îmbinate.
- Fixarea conductelor în centralizatorul dispozitivului, unde va fi sudată polietilena Tăierea capetelor țevilor cu un tăietor pentru a asigura perpendicularitatea axei. În acest caz, piesele finisate sunt verificate astfel încât să nu existe goluri.
- Încălzirea capetelor țevii cu o oglindă de sudură la o temperatură de topire de aproximativ 220 ° C.
- Apăsarea capetelor țevilor cu forța necesară.
- Scoaterea conductei terminate din dispozitiv.
Pentru a înțelege cum sunt sudate țevile din plastic, videoclipul de pe site-ul nostru web va oferi informații mai detaliate. Astfel, vei putea face treaba singur dacă ai echipamentul necesar.
Mai multe despre acest subiect pe site-ul nostru:
- Sudarea țevilor din polipropilenă - video al procesului Datorită costului redus și ușurinței conexiunii, țevile din plastic ocupă o poziție de lider în instalarea sistemelor de alimentare cu căldură și apă. Comparativ cu structurile metalice, țevile din polipropilenă ...
- Tipuri de electrozi pentru sudare - sudarea cu electrozi în video Electrodul de sudură este o tijă metalică de diferite lungimi folosită în procesul de sudare a pieselor dintr-o mare varietate de materiale. Scopul lor principal este de a furniza curent electric către ...
- Sudarea pentru începători - tutoriale video Sub cuvântul sudare se acceptă în general să însemne un proces tehnologic în care, ca urmare a încălzirii, se stabilește o legătură intermoleculară și interatomică între părți. Astfel, materialele imediate sunt conectate. Mai ales…
- Tutoriale video de lucru pentru sudare - vizionarea lecțiilor de sudare cu invertor pentru sudori începători Începătorii ar trebui să vizioneze tutoriale video de sudare pentru a evita greșelile obișnuite și pentru a-și face munca de înaltă calitate și sigură. Ar trebui să vă amintiți întotdeauna că ...
Distribuiți prietenilor dvs. pe rețelele sociale un link către acest material (faceți clic pe pictograme):
Etapele muncii
Pentru sudarea țevilor din HDPE cu propriile mâini acasă, utilizați metoda de îmbinare a pieselor într-o îmbinare. Etape de lucru:
- Decupați elementele la dimensiunile necesare.
- Șanfren, centrează cele două părți.
- Îndepărtați bavurile și murdăria de pe piesele de conectat. Degresează-le cu alcool.
- Încălziți cele două părți cu un sudor de plastic.
- Folosiți mâinile pentru a apăsa împreună cele două părți.
Așteptați să se răcească cusătura. Șlefuiți mărgelele de plastic cu hârtie fină smirnă. Metoda articulației cap la cap oferă flexibilitatea conductei pe toată lungimea sa, ceea ce este considerat un plus. Dacă trebuie să realizați o cusătură într-un loc greu accesibil, este recomandabil să alegeți metoda de cuplare. Îmbinările despicate sunt potrivite pentru realizarea conductelor temporare.
Sudarea țevilor din polietilenă este considerată o metodă fiabilă de realizare a conductelor din plastic. Se disting mai multe metode de lucru, care diferă între ele prin echipamentele utilizate, în etapele de sudare. Puteți stabili singuri o conexiune puternică.
Tehnologie de sudare prin electrofuziune

În fotografie - sudarea cuplajului
- Țevile din polietilenă sunt situate la același nivel unul față de celălalt.Dacă setul include suporturi de ghidare reglabile speciale, le folosim, dacă nu, le facem cu mijloace improvizate.
- Tăiem capetele cu un tăietor special, care oferă capacitatea de a tăia la un unghi de 90º.
Important: Nu tăiați țevile cu un cuțit sau ferăstrău, deoarece acest lucru nu va atinge calitatea și uniformitatea optimă a tăieturii.
- Folosind o cârpă fără scame și un degresant pe bază de alcool, ștergeți cu grijă capetele din exterior și din interior.
- Pe fiecare dintre conducte, măsurăm de la capăt o distanță egală cu jumătatea cuplajului și o marcăm cu un marker alb special.
- Îndepărtăm stratul de suprafață de-a lungul întregii distanțe măsurate. În aceste scopuri, folosim un răzuitor special, care este inclus în setul complet al mașinii de sudat.
Important: în niciun caz nu trebuie să efectuați astfel de lucrări folosind șmirghel, deoarece granulele individuale de abraziv din polietilenă vor face lipirea etanșă.
- De-a lungul marginii măsurate, unde se va termina cuplajul, instalăm o clemă specială, care va permite ulterior poziționarea conductei.
- Degresați secțiunea țevii curățate.
- Instalăm cuplajul pe ambele capete și pornim echipamentul pentru sudarea țevilor din PEHD. Lipirea durează aproximativ 4 minute, în timp ce plasticul durează aproximativ 10 minute să se răcească.
Echipament necesar pentru conectare
Fiecare dintre metodele de îmbinare necesită un instrument specific:
- Ciocan de lipit;
- Piese în formă cu spirale electrice.
Atunci când alegeți un fier de lipit pentru sudare, trebuie amintit că, în funcție de forma corpului de lucru, acestea sunt împărțite în:
- Tijă;
- Evident.
Dispozitivele de primul tip sunt utilizate de obicei pentru sudarea cap la cap a țevilor în locuri greu accesibile. Indiferent care dintre fierele de lipit vor fi alese, trebuie luată în considerare și puterea acestuia. Acest parametru este selectat după cum urmează. Diametrul țevii în mm este înmulțit cu 10. Dacă intenționați să conectați elemente cu un diametru de 50 mm, atunci ar trebui achiziționat un fier de lipit de 500 W.
Echipamentele moderne pentru sudarea țevilor din HDPE sunt greu de imaginat fără umplere electronică. De asemenea, este disponibil în aparate de lipit. Majoritatea modelelor sunt echipate cu reglare electronică care vă permite să setați cu precizie temperatura de încălzire.
Pentru sudarea țevilor din PEHD, veți avea nevoie și de duze de lipit. Sunt disponibile cu două tipuri de acoperiri:
- Teflonov;
- Metalizat.
Mai mult, acesta din urmă se distinge prin cele mai ridicate caracteristici de rezistență. Atunci când alegeți un instrument pentru sudarea țevilor HDPE cu propriile mâini, trebuie să vă amintiți că o cusătură de înaltă calitate poate fi obținută numai cu echipamente de înaltă calitate.
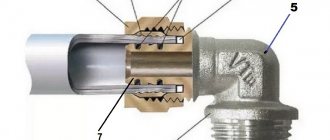
Conexiune și accesorii detașabile pentru aceasta
Instalarea conductelor folosind cuplaje nu este întotdeauna foarte fiabilă, dar este încă utilizată destul de des.
Această metodă are avantajele sale:
- În primul rând, nu sunt necesare unelte speciale pentru implementarea acestuia, poate fi necesară doar o cheie și chiar și atunci când se lucrează cu tuburi cu diametru mare.
- În al doilea rând, o conexiune detașabilă poate fi realizată în locuri unde sudarea este imposibilă, de exemplu, sub apă.
- În al treilea rând, această metodă este concepută pentru asamblarea rapidă a conductei.
Pentru o astfel de conexiune, pot fi utilizate fitinguri din alamă sau HDPE de tip sudat de compresie, completate cu dopuri și etanșări flexibile. Procesul de preparare este același ca și pentru sudare.
După ce ați tăiat țeava în bucăți de lungimea necesară, capetele lor sunt curățate de murdărie. Singura condiție este ca acestea să fie strict perpendiculare pe corp.
Următorul pas este pregătirea fitingului. Pentru a face acest lucru, piulița de îmbinare se slăbește câteva rotații și conducta este forțată în garnitură. Apoi, se pune o clemă cu inel elastic și piulița este strânsă.
Există două moduri de a realiza o conexiune detașabilă:
- Clopot, folosind garnituri de cauciuc;
- Flansat cu elemente de montaj.
Experții recomandă utilizarea celei de-a doua metode, deoarece este mai fiabilă și practic nu inferioară sudării.
Instalarea conductelor cu cuplaje
Această metodă este foarte fiabilă și, în plus, este simplă și nu necesită costuri financiare mari. Cuplajele sudate HDPE sunt fabricate din polietilenă, prin urmare au un cost redus, dar în același timp sunt rezistente la solicitări mecanice și la temperaturi extreme.
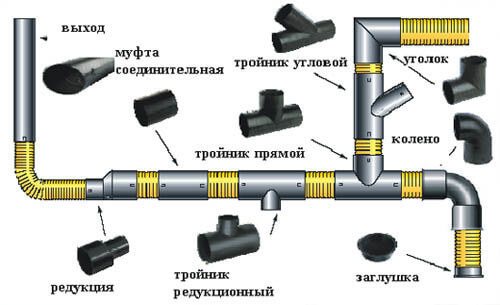
Diverse scheme de conectare și tipuri de fitinguri
Un alt avantaj al utilizării unor astfel de elemente de conectare este versatilitatea lor. Pot fi utilizate pentru asamblarea diferitelor conducte. În plus, sunt produse cuplaje speciale de tranziție pentru instalarea țevilor din HDPE și metalice.
Cum se conectează țevile din polietilenă
Condițiile de funcționare influențează alegerea metodei de conectare a elementelor conductei într-un singur sistem.
Dacă presiunea constantă este prezentă în linie, atunci sudarea cap la cap a conductelor din PEHD este selectată în aceste scopuri. Acesta va oferi o conexiune mai strânsă. Este, de asemenea, adesea folosit, deoarece este capabil să reziste unui cap lichid bun.
Dacă lichidul curge prin sistem prin gravitație, atunci este mai bine să utilizați o conexiune care să fie detașabilă.
Rezultă că îmbinările pot fi de două tipuri:
- detașabil (cu flanșă sau priză);
- dintr-o singură bucată (sudată).
Prin urmare, înainte de a alege o metodă de conectare, trebuie să decideți tipul de conductă și să calculați presiunea de lucru.
Înapoi la cuprins
Bazele tehnologiei
În sudarea cap la cap, fixarea capetelor țevilor din polietilenă are loc după înmuierea lor sub influența elementului de încălzire al echipamentului de sudură. Ca urmare a unei astfel de sudări a țevilor din PEHD, se formează o cusătură puternică, care coincide în parametrii tehnici cu restul suprafeței țevilor din polietilenă.
Spre deosebire de sudarea țevilor HDPE folosind cuplaje, conexiunea elementelor de comunicație prin sudarea cap la cap poate fi utilizată pentru fixarea pieselor din polietilenă de același grad. Pentru a obține o cusătură de înaltă calitate în timpul instalării comunicațiilor, țevile din PEHD sunt sudate la temperaturi de la -15 ° C la +45 ° C, urmând exact tehnologia.
Conexiuni permanente ale conductelor HDPE
Pentru a crea o articulație fiabilă cu propriile mâini, puteți utiliza una dintre metodele sugerate mai jos.
Prima cale: fundul.
Proiectat pentru lucrări cu un diametru de 5 cm. Pentru o astfel de conexiune, există o mașină specială de sudat, în care sunt introduse țevi, se încălzesc și sunt conectate din cauza presiunii. Deoarece plasticul începe să-și piardă structura solidă sub influența temperaturilor ridicate, atunci, în consecință, materialul topit este combinat. Astfel, se obține o cusătură monolitică.
Pentru a face o astfel de conexiune, este necesar să fixați ferm capetele elementelor în cleme speciale. După aceea, pentru a încălzi conducta, trebuie adusă o placă de încălzire specială. De îndată ce materialul devine mai moale, elementul de încălzire este îndepărtat și piesele în sine sunt strânse strânse una împotriva celeilalte. În acest caz, presiunea este reglată. De îndată ce produsul s-a răcit, acesta este scos din cleme.
Sudarea cap la cap a țevilor din HDPE are propriile sale caracteristici, care ar trebui familiarizate, în special pentru cei care vor întâlni acest proces pentru prima dată:
- această metodă funcționează numai cu țevi de același diametru sau când se utilizează fitinguri;
- elementele utilizate trebuie să aibă o grosime a peretelui de cel puțin 0,5 cm;
- această metodă de sudare este utilizată dacă temperatura variază între 15-45 ° C în interior sau în exterior, unde va fi efectuat întregul proces.
Utilizarea mașinii este un avantaj imens. În timpul funcționării, chiar dacă mașina este electrică, nu va consuma prea multă energie electrică.Mai ales atunci când îl comparați cu o mașină de sudat care funcționează cu țevi din fontă.
A doua modalitate: prin intermediul cuplajelor electrofuzionale.
În acest caz, este posibil să se creeze o conductă care să reziste la o sarcină de 16 atmosfere. Dar, din motive de corectitudine, trebuie spus imediat că sudarea cu cuplaje electrice este mult mai scumpă decât sudarea cap la cap. Acest lucru se datorează faptului că în acest caz este necesar să se utilizeze echipamente speciale pentru sudare - cuplaje electrice aeriene.
Cu o astfel de sudură, trebuie pregătite capetele elementelor de sudat, pentru care sunt curățate și tratate cu soluții de degresare.
Mai mult, armăturile sunt puse pe îmbinări, care sunt echipate cu încălzitoare electrice încorporate. Ei dau temperatura ridicată, ceea ce permite polietilenei să se înmoaie. De îndată ce toate elementele sunt la locul lor, tensiunea este pornită.
Astfel, conductele sunt încălzite, iar capetele sunt conectate. De îndată ce produsul s-a răcit, acesta va fi gata de utilizare. Dar există o mică nuanță aici. În timpul răcirii, este important să controlați dacă elementele sunt staționare, altfel conexiunea își va pierde fiabilitatea.
Sudarea folosind cuplaje electrofuzionale este utilizată în majoritatea cazurilor când trebuie realizate mai multe îmbinări.
Această metodă este convenabilă pentru crearea unei ramuri suplimentare a conductei atunci când există un sistem gata făcut. Dar dacă este nevoie să lucrați cu un număr mare de îmbinări, atunci este mai bine să utilizați sudarea cap la cap, deoarece este mult mai profitabilă.
Alegând una sau alta metodă, ar trebui să determinați ce este mai important pentru dvs.: calitatea și fiabilitatea sau economia.
Înapoi la cuprins
Metode de îmbinare a țevilor din PE
Conductele din polietilenă sunt instalate în două moduri: folosind fitinguri și flanșe sau mai multe tipuri de sudură.
Conexiunea necesită fitinguri speciale (cuplaje și prize) și fără ele. Pentru țevile cu grosimea peretelui mai mică de 4,5 (diametre 50-110 mm), se utilizează sudarea cu fitinguri, pentru țevile mai mari cu perete mai gros, sunt acceptabile sudarea prin cap și extruder.
Difuzie
Metoda de difuzie constă în încălzirea capetelor la o stare de curgere vâscoasă. Capetele pregătite ale semifabricatelor sunt unite și ușor comprimate. Sub influența presiunii, moleculele mobile de polimer se deplasează în părțile care trebuie unite, se amestecă, când sunt răcite, se solidifică într-o nouă poziție, formează noi legături chimice și asigură aderența fiabilă a țevilor una cu cealaltă.

Este greșit să se distingă orice metodă de sudare ca sudare prin difuzie. De fapt, orice sudare a polietilenei se bazează pe procesul de difuzie a moleculelor încălzite.
Metoda Bell
Nu cel mai tipic mod. Există două variante de execuție: prin intermediul țevilor de priză și a cuplajelor. Metoda în sine seamănă cu sudarea conductelor de polipropilenă: o priză sau cuplaje și piese de prelucrat sunt încălzite folosind un fier de lipit cu o duză specială. Apoi piesa de prelucrat este introdusă în mufa unei alte țevi sau manșoane, fixată, presată și ținută. Timpul de sudare este de 20 de secunde. Dacă se utilizează cuplaje, atunci a doua țeavă este lipită în cuplaj în același mod. Costul cuplajelor este redus, produsele cu priză sunt rareori găsite în magazine. Conexiunea este fiabilă și durabilă, diametre mici pot fi sudate.

Sudarea cap la cap
Această metodă se aplică țevilor cu o grosime a peretelui mai mare de 4,5-5 mm și un diametru mai mare de 50 mm.
Înainte de a efectua lucrările, tăiați conducta din polietilenă strict perpendicular și curățați cu grijă capetele. Apoi conducta este fixată în mașina de sudat și centrată cu atenție. Se introduce un încălzitor între capetele țevilor pentru încălzire, țevile sunt apăsate pe acesta și încălzite până când capetele se înmoaie. Apoi, încălzitorul este îndepărtat rapid, capetele sunt comprimate în așa fel încât se formează o mică margelă inelară la joncțiune - bavură. Răciți articulația, apoi scoateți mașina. Lucrarea are propriile subtilități, necesită două persoane.
Sudare cu extruder
Extrudare - sudare folosind un aparat mic, din care polietilena topită este stoarsă sub presiune. Materiile prime sub formă de tije sau pelete sunt încărcate în extruder. Extrudarea este utilizată pe liniile de presiune cu o grosime a peretelui mai mare de 6 mm, dar poate fi folosită și pentru a fixa conductele de canalizare fără presiune cu un perete mai subțire. Joncțiunea este încălzită de un curent de aer cald. Este recomandabil să teșești capetele.

Calitatea cusăturii este foarte ridicată. Avantajul metodei este că este posibilă sudarea unei țevi de polietilenă deja așezate fără a demonta conducta.
Sudarea prin electrofuziune
Este cea mai fiabilă, convenabilă și versatilă metodă de conectare. Poate fi folosit chiar și în locuri greu accesibile. Dar, din păcate, este și cel mai scump - armăturile de electrofuziune nu sunt ieftine, și mașina de sudat costă foarte mult. Sudarea cu cuplaje termistor este utilizată de la diametre mici la cele mai mari diametre ale conductelor din polietilenă.
La sudarea cu termistor, semifabricatele din polietilenă sunt tăiate strict perpendicular, curățate cu atenție de bavuri și praf, introduse în manșon și centrate cu ajutorul unor dispozitive speciale. Există un element de încălzire în manșon. Este conectat la o mașină specială de sudat, se furnizează curent, elementul încălzește cuplajul și capetele țevilor și sunt sudate.

În acest tip de sudură, este extrem de important să mențineți îmbinarea imobilă până când se răcește complet.
Ce cale este mai bună
Înainte de a alege cea mai bună metodă de conectare, este necesar să stabiliți care dintre acestea este aplicabilă într-un anumit caz, în funcție de diametrul conductei.
Cea mai fiabilă și versatilă metodă este sudarea cu cuplaje termistor. Cuplajele, în special diametrele mari, sunt scumpe, scumpe și sunt o mașină de sudat (dar poate fi închiriată). Prin urmare, o astfel de sudură nu este foarte frecventă atunci când amenajați o casă privată.
Mai des sunt sudate la capăt sau folosesc cuplaje de lipit. Sudarea cap la cap se folosește pe țevile din polietilenă cu o grosime mare a peretelui, care de obicei nu sunt utilizate în case private. Sudarea prin extrudare nu este încă foarte frecventă, în principal datorită popularității reduse a metodei.