Cum se face o țeavă din tablă - faceți-o singură țevi de tablă
Constructorii de case încearcă să găsească cele mai multe opțiuni bugetare pentru a rezolva problemele. Prin urmare, întrebarea cum să faci o țeavă din tablă cu propriile mâini este relevantă pentru mulți meșteri amatori. La urma urmei, un produs tubular de casă din tablă poate fi destul de comparat cu jgheaburile sau carcasele care se află pe rafturile magazinelor specializate.

Prin urmare, trebuie să aflați mai multe despre procesul de fabricare a unei țevi de tablă, care are caracteristici precum produsele din fabrică.
Fabricarea țevilor
Instrucțiunile pentru producerea laminării metalice zincate din oțel care respectă ambele standarde permite crearea de produse tubulare utilizând o metodă sudată electric.
De asemenea, constă din următoarele etape, răspunzând la întrebarea cum să faci o țeavă zincată cu propriile mâini:
- Materia primă pentru o producție similară este ajutată de bandă (tablă plană de metal), care este furnizată producției sub formă de suluri.... Aceste role sunt desfăcute și tăiate în benzi de-a lungul lungimii;
- La sfârșitul tăierii, benzile sunt sudate într-o bandă nesfârșită, care este înfășurată pe un tambur special... Această procedură asigură continuitatea producției viitoare;
- Folosind role, se formează o piesă rotundă cu cusătură deschisă;
- Apoi piesa prelucrată trebuie sudată de-a lungul cusăturii.... Pentru aceasta, s-ar fi putut folosi una dintre următoarele metode populare:
- HF - sudare prin inducție, una dintre cele mai ieftine;
- TIG - sudare cu electrod de tungsten, într-o atmosferă de argon.
Notă! Țevile sudate TIG sunt considerate a fi cele mai fiabile datorită faptului că sudarea se efectuează la o viteză mai mică, în timpul arcului aparatului reușește să topească o suprafață imensă lângă cusătură. Dar fiabilitatea materialelor mai ieftine este pe deplin suficientă, de exemplu, pentru încălzire sau alimentare cu apă.
- Produsul fierbinte este scufundat în apă rece la sfârșitul sudării;
- Apoi, conducta este testată într-un detector de defecte, care dezvăluie imperfecțiunile cusăturii;
- Apoi, conducta este transferată în role de calibrare, care elimină imperfecțiunile în dimensiune și formă.;
- Apoi conducta rezultată este tăiată în bucăți de o lungime dată;
- O altă operațiune de control, care constă în inspecția vizuală;
- Produsele finite sunt ambalate și trimise la depozit.
Proces de galvanizare
Dar țevile metalice zincate nu sunt doar oțel sudat și, în plus, sunt și acoperiri anticorozive.
Să aflăm cum sunt zincate țevile:
- Metoda caldă de acoperire - din punct de vedere al uniformității stratului și al caracteristicilor de protecție, această metodă este considerată cea mai bună. Pentru implementarea sa, o țeavă este suficientă într-o baie fierbinte de zinc;
Notă! Există o limitare a acestei metode și nu poate fi utilizată dacă mai mult de 0,2% carbon este prezent în metal.
- Galvanizare galvanizată - produsul este scufundat într-un electrolit, unde se creează o diferență de potențial între electrodul de zinc și oțel. Ca rezultat, se obține o acoperire uniformă fiabilă, a cărei grosime este ușor de controlat;
- Dezvoltarea gazo-termică constă în pulverizarea topiturii de zinc, care este pulverizată pe suprafață sub influența aerului cald;
- Difuzia termică, ca metodă de zincare, implică transferul de zinc într-o stare gazoasă la o temperatură ridicată, după care moleculele sale tind să se așeze pe suprafața unei conducte reci;
- Galvanizarea la rece poate fi utilizată pentru orice tip de tratament de suprafață, cu excepția diametrului interior al țevii. În acest caz, pudra de zinc este diluată în lac și aplicată ca vopsea pe produs dintr-o cutie sau spray.
În ciuda varietății largi de materiale moderne pentru tratamentul anticoroziv, galvanizarea este în continuare cea mai bună opțiune pentru alimentarea cu apă, conducte de gaz sau încălzire. (A se vedea, de asemenea, articolul Sistem de canalizare: Repere.)
Sfat. O țeavă de fier zincat cu dimensiuni de 32 sau 100 mm este mult mai bună decât omologii săi din plastic sau compozit datorită rezistenței sale ridicate la acțiune mecanică și temperatură de funcționare. Instalarea țevilor galvanizate nu este o procedură atât de consumatoare de timp pentru a o abandona în detrimentul fiabilității și calității sistemului creat.
Caracteristicile materialului sursă
Înainte de a începe să faceți o țeavă dintr-o foaie de metal, ar trebui să vă familiarizați cu materialul din care va fi realizată conducta și cu caracteristicile acesteia. Pentru început, trebuie spus că acestea sunt produse de tip laminare, cu alte cuvinte, staniu este o foaie de oțel care a trecut prin rolele unei laminare și are o grosime de 0,1-0,7 mm.
În plus față de operațiile de laminare, tehnologia de fabricație a tablelor de tablă implică tratarea produselor laminate finite de la formarea proceselor corozive. Pentru a face acest lucru, după laminare se aplică un strat de material pe oțel, care nu este supus coroziunii.

Rezultatul acțiunilor efectuate este o foaie de oțel, a cărei lățime poate varia de la 512 la 1000 mm, cu o acoperire cu crom sau zinc. Produsul finit este din plastic, astfel încât staniul poate fi manipulat cu ușurință. În acest caz, rigidizatoarele laminate pot fi comparate ca rezistență cu produsele din oțel. Acest lucru permite utilizarea staniului la fabricarea produselor cu design complex.
Procesul de asamblare a cadrului
După pregătirea tuturor pieselor pentru barcă, trecem la procesul direct de asamblare a ambarcațiunii din oțel zincat și plăci cu propriile mâini. Pentru a face acest lucru, trebuie să faceți următoarele:
Citire recomandată: Căutați corect când utilizați o barcă gonflabilă din PVC cu motor?
- În arc, este necesar să combinați două laturi și un martor triunghiular pentru arc. Cuie sau șuruburi autofiletante pot fi utilizate ca elemente de conectare. Dacă blocul iese deasupra părților laterale, atunci trebuie tăiat într-un singur nivel.
- Următorul pas este instalarea unui distanțier temporar. Acest proces trebuie abordat cu atenție. Astfel încât la îndoirea părților laterale să nu se spargă, distanțierul este așezat la un unghi nu prea mare.
- După instalarea distanțierului, este necesar să îndoiți laturile în continuare. O frânghie sau o pereche de ajutoare vor face treaba.
- Înlocuim partea din spate, reglăm, scoatem șanțul necesar. Trebuie să te potrivești bine pentru a nu lăsa goluri. Totul ar trebui să se potrivească perfect.
- După ce am terminat potrivirea, ciocănim părțile laterale și am văzut toate proeminențele.
- După ce laturile sunt asamblate, instalăm tije permanente în timp ce le îndepărtăm pe cele temporare. Cât de multe detalii de setat depinde de preferința proprietarului.
Înainte de a fixa piesele de lemn cu cuie sau cu șuruburi autofiletante, merită pre-găurit găurile cu un burghiu. Această metodă previne crăparea plăcilor.
Etapa finală a asamblării structurii din lemn va fi șanfrenarea părților inferioare ale părților laterale, distanțierii și acoperirea unui strat antiseptic de protecție.
Instrumente necesare
Lista instrumentelor și dispozitivelor necesare pentru realizarea țevilor de coș galvanizate cu propriile mâini se datorează proprietăților staniu, în special moliciunii și plasticității. Prelucrarea acestui tip de material nu necesită aplicarea unor eforturi speciale, care sunt necesare pentru lucrul cu foi de material.
Prin urmare, în producția de țevi de tablă pentru coș, este necesar următorul set de instrumente:
- Foarfece pentru tăierea metalului. Acest instrument vă ajută să tăiați cu ușurință materialul de foi în bucățile dorite, deoarece cea mai mare grosime a foii atinge 0,7 mm.
- Ciocan cu cap moale. Puteți utiliza, de asemenea, un ciocan de lemn, ciocan sau unealtă din oțel cu o mână de cauciuc moale. Cu toate acestea, ultima opțiune este utilizată foarte atent sau nu este luată deloc, deoarece poate provoca deformarea unei foi subțiri de tablă și poate distruge întreaga lucrare.
- Cleşte. Cu ajutorul acestui instrument, ei rezolvă problema cum să îndoiți o țeavă din tablă, deoarece este din oțel, deși este subțire, prin urmare, este imposibil să o îndoiți cu mâinile.
- Masă de artizanat. Acest dispozitiv este necesar la tăierea materialului și la aplicarea marcajelor.
- Element de calibrare. Poate fi un produs tubular cu un diametru de peste 10 centimetri, precum și un colț cu margini de 7,5 centimetri. Aceste elemente trebuie să fie bine fixate, deoarece nituirea articulației cap la cap va fi realizată pe suprafața lor.
În plus față de aceste instrumente, ar trebui să pregătiți o riglă sau o bandă măsurătoare și un marker, care este o tijă de oțel cu o margine ascuțită.
Materiale și instrumente pentru țevi
Pentru fabricarea unei țevi zincate cu diametrul de 100 mm, este necesar să se pregătească următoarele materiale și scule:
- În primul rând, aveți nevoie de o foaie de oțel zincat.
- Cauciuc de ciocan sau lemn. Este necesar să acordați o atenție specială acestui instrument, deoarece calitatea produsului finit va depinde de calitatea acestuia în viitor. Greutatea sa trebuie să fie suficient de grea, dar adaptată astfel încât să poată fi controlată forța impactului. De asemenea, ciocanul ar trebui să fie ferm, dar nu prea tare.
- Foarfece pentru metal. Nu există recomandări speciale pentru acest instrument, principalul lucru este că au tăiat bine și pe planuri mari a fost convenabil să lucrați cu ele.
- Răzuitor pentru metal. Îl poți face singur ascuțind orice tijă metalică, chiar și un cui mare.
- Rigla.
- O țeavă de oțel fixată orizontal. Diametrul său ar trebui să fie de 90 mm, iar lungimea să fie de cel puțin 1 m. O astfel de țeavă se numește „pistol”, iar pe aceasta se asamblează produsele.
- Colț metalic. Este instalat pe marginea mesei de lucru. Trebuie să fie destul de masiv și stabil, deoarece metalul este pliat pe el. Lungimea colțului este de 1 m.

Etapa pregătitoare
În primul rând, se aplică marcaje pe foaia de tablă, de-a lungul căreia va fi tăiat semifabricatul. Cu alte cuvinte, partea necesară este tăiată dintr-o anumită foaie de metal, din care se va forma conturul viitoarei țevi. Procesul de marcare se desfășoară după cum urmează: tabla este așezată pe un banc de lucru și un segment egal cu lungimea țevii este măsurat de la marginea superioară. Aici un semn este făcut de un marker.

Apoi, folosind un pătrat, se trasează o linie de-a lungul acestui semn perpendicular pe marginea laterală. Acum, de-a lungul acestei linii, circumferința țevii, la fel se face de-a lungul marginii superioare. În același timp, se adaugă aproximativ 1,5 cm de-a lungul ambelor margini pentru a forma marginile de îmbinare. Marcajele superioare și inferioare sunt conectate și piesa de prelucrat este decupată.
Pentru a determina circumferința, puteți utiliza o măsurătoare cu bandă sau puteți aminti cursul de geometrie școlară.
Cum se face un corp de țeavă din tablă
Scopul acestei etape este de a modela profilul țevii. O linie este trasată pe lungimea piesei de prelucrat în partea de jos și de sus, de-a lungul căreia pliurile vor fi îndoite. În acest caz, se măsoară 5 mm pe o parte și 10 mm pe cealaltă. Pliurile trebuie să fie îndoite la un unghi de 90 0. Pentru a face acest lucru, piesa de prelucrat este așezată pe un colț de oțel, aliniat linia de pliere cu marginea colțului. Lovind marginea cu un ciocan, îndoiți-o spre partea perpendiculară a colțului.
Se recomandă îndoirea produsului treptat, trecând cu un ciocan pe toată lungimea sa. În acest caz, puteți începe să vă îndoiți cu clești.

Acum, la pli, a cărui dimensiune este de 10 mm, faceți o altă îndoire pentru a obține un fel de literă G. În procesul de pliere a pliului, trebuie să vă asigurați că pliul superior este paralel cu piesa de prelucrat și lungimea sa este de 5 milimetri. Prin urmare, atunci când trageți o linie de pliere, pe o parte măsurați 0,5 cm o dată, iar pe cealaltă parte - de două ori 0,5 cm fiecare.
Prelucrarea îmbinării cusăturii
Etapa finală implică prelucrarea cusăturii, adică sertizarea acesteia. Pentru a face acest lucru, partea superioară a pliului în formă de L este pliată în jos, înfășurând marginea celuilalt pli. Rezultatul ar trebui să fie un fel de sandviș perpendicular pe țeavă. Pentru a obține o sudură cap la cap, trebuie să apăsați sandwich-ul pe produs.

Pentru o fiabilitate mai mare, cusătura capului este întărită cu nituri. Cu toate acestea, țevile din staniu de tip „do-it-yourself” folosind această metodă de îmbinare nu au nevoie de armături suplimentare.
Cum se face o țeavă din tablă - faceți-o singură țevi de tablă
Constructorii de case încearcă să găsească cele mai multe opțiuni bugetare pentru a rezolva problemele. Prin urmare, întrebarea cum să faci o țeavă din tablă cu propriile mâini este relevantă pentru mulți meșteri amatori. La urma urmei, un produs tubular de casă din tablă poate fi destul de comparat cu jgheaburile sau carcasele care se află pe rafturile magazinelor specializate.
Prin urmare, trebuie să aflați mai multe despre procesul de fabricare a unei țevi de tablă, care are caracteristici precum produsele din fabrică.
Cum se face o țeavă din zincat cu propriile mâini
Produsele din oțel zincat sunt durabile, nu cedează ruginii și se comportă în viața de zi cu zi nu mai rău decât oțelul inoxidabil, deși sunt mult mai ieftine. În articolul de astăzi, vă propun să acordați mai multă atenție acestui material modest și să vă spun cum să faceți o țeavă zincată cu propriile mâini.
Dar fără un strat protector, metalele feroase sunt supuse coroziunii, se ruginesc rapid și devin inutilizabile. Zincarea a rezolvat cu succes această problemă. Și, în ciuda faptului că țevile galvanizate și cele din oțel au aceeași formă, un produs galvanizat are o serie de avantaje.
Ce este mai bine, cumpărați o foaie zincată cu grosimea necesară și îndoiți singură țeava sau mergeți la magazin și cumpărați un produs finit?
Ca de obicei, să începem cu prețul. O țeavă finită cu un diametru de mm și o lungime de 3 metri ne va costa aproximativ ruble. Costul materialului în acest caz este de ruble, restul sunt costurile forței de muncă și marja vânzătorului. Și dacă intenționați să organizați un întreg sistem de drenaj? Puteți vedea singur că va trebui să plătiți în exces pentru produsele finite la 2.
Tevile auto-fabricate vor ușura semnificativ povara financiară. În plus, produsele din fabrică au dimensiuni strict definite și, uneori, este dificil să o găsești pe cea potrivită pentru sistemul tău. Iar grosimea țevii finite nu depășește de obicei 1 mm. Este imperativ să ne amintim că orice produs din fabrică, spre deosebire de un produs de casă, este supus unui control strict al calității, are o suprafață perfect rotundă și precizia sudurii.
Dacă s-a decis să faceți o piesă pe cont propriu, ar trebui să începeți prin alegerea unui material, în cazul nostru, a unei foi zincate cu grosimea necesară. Tabla de oțel zincată din fabrică trebuie să respecte GOST. Principalele caracteristici care trebuie luate în considerare la alegerea: Cele mai frecvente grosimi galvanizate sunt de la 0.
Cu cât foaia este mai subțire, cu atât este mai ușor de prelucrat, ceea ce este important pentru fabricarea produselor acasă. Dar nu uitați - mai puțină grosime - mai puțină rezistență.
Teele sunt utilizate pentru ramificarea și conectarea conductelor. O țeavă oblică egală este sudată din țevi cu același diametru.Marcarea elementelor teului pentru tăierea și sudarea ulterioară se efectuează utilizând modele de alezare aplicate țevii, de-a lungul căreia se trasează o linie de tăiere pe țeavă cu cretă. Tabelul Excel pe care vi-l oferim vă permite să obțineți dimensiuni pentru construirea modelelor de măturări ale apendicelui și găuri în portbagaj pentru fabricarea de te oblice egale de orice diametru, cu orice unghi de înclinare a apendicelui.
Există 3 clase de materiale, în conformitate cu grosimea stratului de zinc. Să rezumăm datele într-un tabel pentru comoditate.
Caracteristicile materialului sursă
Înainte de a începe să faceți o țeavă dintr-o foaie de metal, ar trebui să vă familiarizați cu materialul din care va fi realizată conducta și cu caracteristicile acesteia. Pentru început, trebuie spus că acestea sunt produse de tip laminare, cu alte cuvinte, staniu este o foaie de oțel care a trecut prin rolele unei laminare și are o grosime de 0,1-0,7 mm.
În plus față de operațiile de laminare, tehnologia de fabricație a tablelor de tablă implică tratarea produselor laminate finite de la formarea proceselor corozive. Pentru a face acest lucru, după laminare se aplică un strat de material pe oțel, care nu este supus coroziunii.
Rezultatul acțiunilor efectuate este o foaie de oțel, a cărei lățime poate varia de la 512 la 1000 mm, cu o acoperire cu crom sau zinc. Produsul finit este din plastic, astfel încât staniul poate fi manipulat cu ușurință. În acest caz, rigidizatoarele laminate pot fi comparate ca rezistență cu produsele din oțel. Acest lucru permite utilizarea staniului la fabricarea produselor cu design complex.
Instrumente necesare
Lista instrumentelor și dispozitivelor necesare pentru realizarea țevilor de coș galvanizate cu propriile mâini se datorează proprietăților staniu, în special moliciunii și plasticității. Prelucrarea acestui tip de material nu necesită aplicarea unor eforturi speciale, care sunt necesare pentru lucrul cu foi de material.
Prin urmare, în producția de țevi de tablă pentru coș, este necesar următorul set de instrumente:
- Foarfece pentru tăierea metalului. Acest instrument vă ajută să tăiați cu ușurință materialul de foi în bucățile dorite, deoarece cea mai mare grosime a foii atinge 0,7 mm.
- Ciocan cu cap moale. Puteți utiliza, de asemenea, un ciocan de lemn, ciocan sau unealtă din oțel cu o mână de cauciuc moale. Cu toate acestea, ultima opțiune este utilizată foarte atent sau nu este luată deloc, deoarece poate provoca deformarea unei foi subțiri de tablă și poate distruge întreaga lucrare.
- Cleşte. Cu ajutorul acestui instrument, ei rezolvă problema cum să îndoiți o țeavă din tablă, deoarece este din oțel, deși este subțire, prin urmare, este imposibil să o îndoiți cu mâinile.
- Masă de artizanat. Acest dispozitiv este necesar la tăierea materialului și la aplicarea marcajelor.
- Element de calibrare. Poate fi un produs tubular cu un diametru de peste 10 centimetri, precum și un colț cu margini de 7,5 centimetri. Aceste elemente trebuie să fie bine fixate, deoarece nituirea articulației cap la cap va fi realizată pe suprafața lor.
În plus față de aceste instrumente, ar trebui să pregătiți o riglă sau o bandă măsurătoare și un marker, care este o tijă de oțel cu o margine ascuțită.
Pot fi utilizate țevi zincate pentru un coș de fum
Înainte de a alege un coș de fum de acest tip, va trebui să țineți cont de posibilele riscuri și nuanțe ale funcționării.
Deteriorarea coșurilor de fum galvanizate
Este posibil să utilizați țevi zincate din oțel inoxidabil pentru coș, dar va trebui să țineți cont de anumite nuanțe asociate cu funcționarea și caracteristicile metalului. Unul dintre ghidurile de zincare spune următoarele:
- Încălzirea zincului peste 419,5 ° C este periculoasă. În acest moment, în special în condiții de umiditate ridicată, se formează oxid de metal. Fumul este otrăvitor și duce la otrăvire severă.
- Zincul pur nu este periculos pentru sănătatea umană și este conținut în corpul său: dinți, pancreas, sânge etc.
- Zincul tehnic este deosebit de periculos - în timpul producției, pentru a conferi metalului caracteristicile tehnice necesare, se adaugă arsenic, antimoniu și plumb la impuritate.
Din toate cele de mai sus, se poate concluziona că o conductă de coș galvanizată poate fi utilizată în condiții de siguranță în sistemele de ardere cu o temperatură scăzută a gazelor de ardere. Structurile de tip sandwich, în care conturul interior este realizat din oțel inoxidabil, iar cel exterior este zincat, nu afectează absolut sănătatea umană.
Durată de viață a coșului de fum galvanizat
Durata de viață a țevii depinde de mulți factori, dar, în general, coșul de fum poate dura până la 10 ani, fără a pierde etanșeitatea. Pentru a crește durata de viață, trebuie să respectați următoarele recomandări:
- Este necesar să se izoleze un coș de fum galvanizat cu un singur circuit. Fără izolație termică, conducta nu va dura mult, datorită coroziunii prin condens și arderii datorită funinginei acumulate. Izolarea unei țevi zincate în secțiunea exterioară a coșului de fum este o măsură obligatorie.
- Vopseaua zincată extinde semnificativ durata de viață a produsului.
- Grosimea oțelului utilizat pentru coșul de fum trebuie să fie de cel puțin 1 mm. Galvanizarea cu o grosime mai mică se arde rapid. Pe forumurile de construcții, puteți găsi informații despre faptul că acest material de 0,6-0,8 mm a ars după șase luni de funcționare.
Sub rezerva tuturor condițiilor tehnice, țeava zincată este garantată să dureze cel puțin 10 - 15 ani.
Etapa pregătitoare
În primul rând, se aplică marcaje pe foaia de tablă, de-a lungul căreia va fi tăiat semifabricatul. Cu alte cuvinte, partea necesară este tăiată dintr-o anumită foaie de metal, din care se va forma conturul viitoarei țevi. Procesul de marcare se desfășoară după cum urmează: tabla este așezată pe un banc de lucru și un segment egal cu lungimea țevii este măsurat de la marginea superioară. Aici un semn este făcut de un marker.
Apoi, folosind un pătrat, se trasează o linie de-a lungul acestui semn perpendicular pe marginea laterală. Acum, de-a lungul acestei linii, circumferința țevii, la fel se face de-a lungul marginii superioare. În același timp, se adaugă aproximativ 1,5 cm de-a lungul ambelor margini pentru a forma marginile de îmbinare. Marcajele superioare și inferioare sunt conectate și piesa de prelucrat este decupată.
Cum se face un corp de țeavă din tablă
Scopul acestei etape este de a modela profilul țevii. O linie este trasată pe lungimea piesei de prelucrat în partea de jos și de sus, de-a lungul căreia pliurile vor fi îndoite. În acest caz, se măsoară 5 mm pe o parte și 10 mm pe cealaltă. Pliurile trebuie să fie îndoite la un unghi de 90 0. Pentru a face acest lucru, piesa de prelucrat este așezată pe un colț de oțel, aliniat linia de pliere cu marginea colțului. Lovind marginea cu un ciocan, îndoiți-o spre partea perpendiculară a colțului.
Se recomandă îndoirea produsului treptat, trecând cu un ciocan pe toată lungimea sa. În acest caz, puteți începe să vă îndoiți cu clești.
Acum, la pli, a cărui dimensiune este de 10 mm, faceți o altă îndoire pentru a obține un fel de literă G. În procesul de pliere a pliului, trebuie să vă asigurați că pliul superior este paralel cu piesa de prelucrat și lungimea sa este de 5 milimetri. Prin urmare, atunci când trageți o linie de pliere, pe o parte măsurați 0,5 cm o dată, iar pe cealaltă parte - de două ori 0,5 cm fiecare.
După finalizarea formării pliurilor, puteți trece la formarea corpului țevii. Pentru aceasta, o foaie goală este așezată pe un element de calibrare și lovită cu un ciocan sau cu un alt instrument adecvat pentru a obține un profil de o anumită formă. Piesa prelucrează mai întâi o formă de U și apoi devine rotundă. În acest caz, pliurile trebuie unite între ele.
Cum să faci o găleată cu propriile mâini din tablă
Categorie: Inventar 23 307
3
Cum se face o găleată cu propriile mâini din tablă, fier galvanizat sau oțel inoxidabil cu pereți drepți. Decupați un model de produs din material
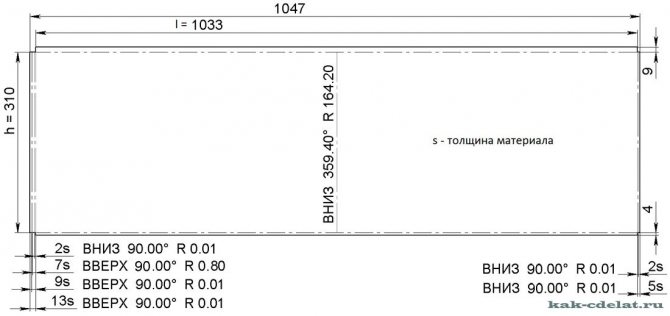
h
- înălțime (setați valoarea specificată)
d
- diametru (setați valoarea specificată)
l
- circumferință (găsită prin calcul)
l = πd = 3,14 * 329 = 1033
(mm)
h = 310
(mm)
FABRICAREA CILINDRULUI
În mijlocul măturării, marcați găurile pentru fixarea urechii
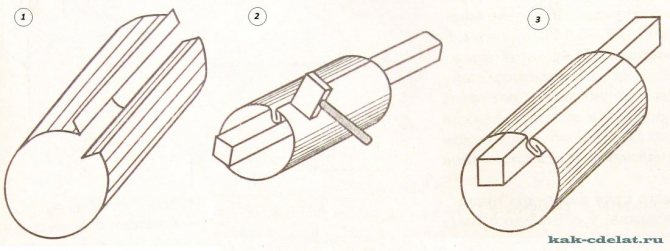
1.
Pe o foaie dreptunghiulară din oțel galvanizat cu foi subțiri GOST 14918-80, pe o mașină de îndoit manuală a foilor, sau manual folosind un ciocan și o bară, pliați marginile foii "de-a lungul înălțimii" în direcții opuse. Îndoiem foaia într-un cilindru.
2.
Fixăm marginile îndoite. Apăsați uniform cusătura rezultată cu un ciocan sau ciocan pe toată lungimea cilindrului.
3.
Pentru ca cusătura să rămână în interiorul cilindrului, este necesar să efectuați următoarea operație: rotiți cusătura finită astfel încât să fie aproape de marginea barei; lovind cusătura cu un ciocan, obținem suprafața exterioară a cilindrului fără o cusătură proeminentă.
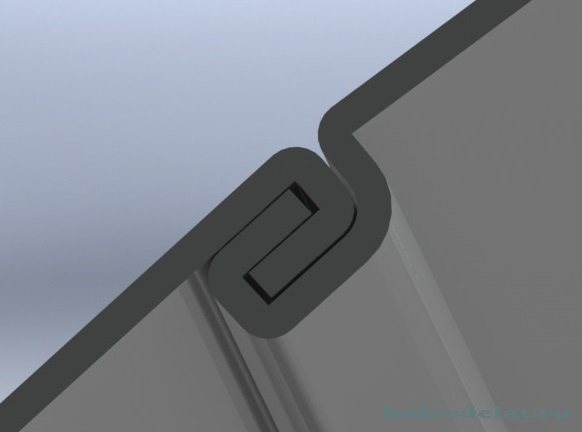
FOLD UNIT
Lățimea rabatului depinde de scopul său: primirea unei încuietori; laminarea sârmei.
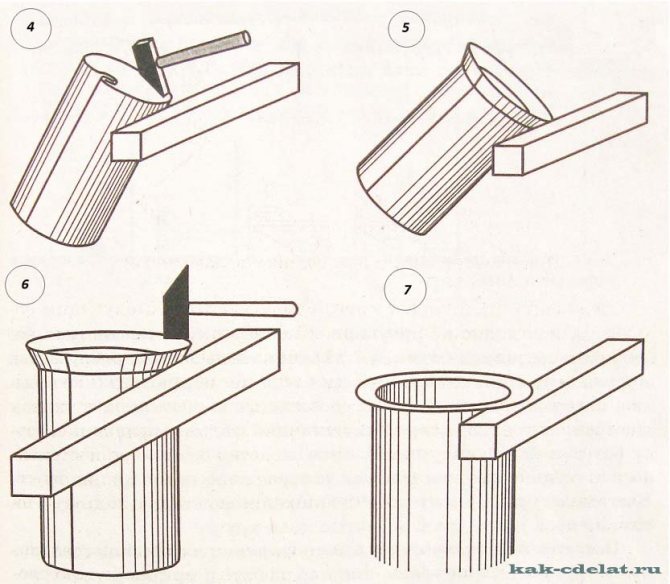
4.
Setați cilindrul în poziția sa inițială în raport cu bara. Bătem cu un ciocan și îndoim pliul.
5.
Bătem cu partea ascuțită a ciocanului. Monitorizăm lățimea pliului - ar trebui să fie aceeași.
6.
Aliniați pliul atingând cu partea bontă a ciocanului.
7.
În cele din urmă, îndoiți cusătura îndoită la unghi drept.
Sârmă de rulare
Punem un cerc în jurul perimetrului flanșei,

din sârmă, al cărui diametru trebuie să se potrivească cu diametrul exterior al cilindrului.

Rotunjim marginea circulară și finalizăm în final cusătura.
CONEXIUNEA CILINDRULUI DE FOND
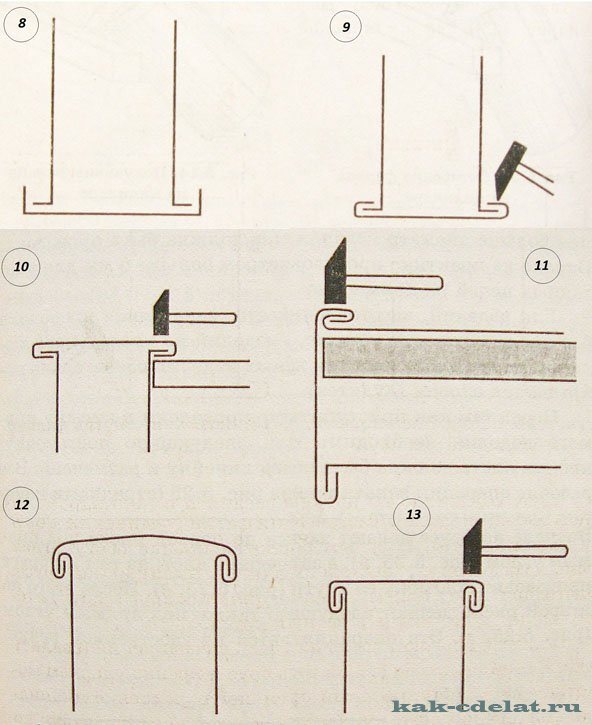
8.
Îndoiți marginile la cerc și introduceți-le în cilindru.
9.
Cu lovituri ușoare ale părții ascuțite a ciocanului, îndoiți pliul în interiorul cercului.
10.
Cu lovituri ferme ale părții contondente a ciocanului, lovim cusătura pe bară, în timp ce rotim cilindrul.
11.
Aruncăm pliul pe planul exterior al cilindrului.
12.
Dacă lucrarea are ca rezultat un fund convex, este necesar să îl aliniați.
13.
În chiar marginea fundului, lovește cu partea tocită a ciocanului, de-a lungul întregului perimetru al cercului. În acest caz, partea de jos va fi nivelată, marginile conexiunii vor primi un contur pronunțat.
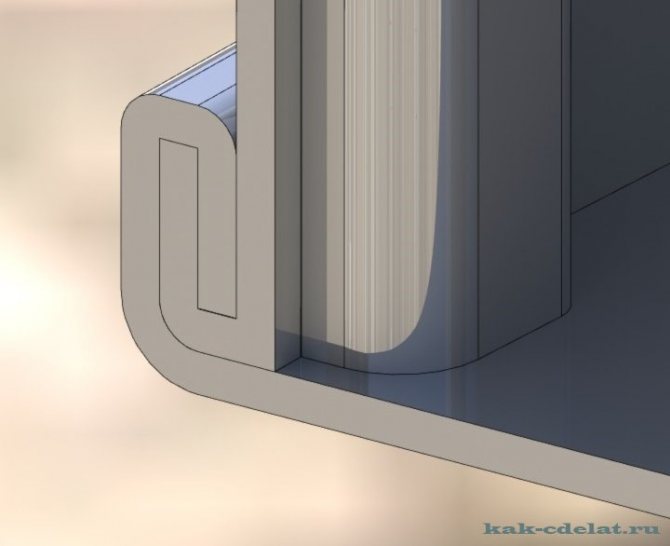
ATAȘAREA ÎMPĂRĂMÂNTULUI INTERMEDIAR
Fundul găleții poate fi atașat la cercul intermediar, iar cercul intermediar poate fi atașat la cilindru.
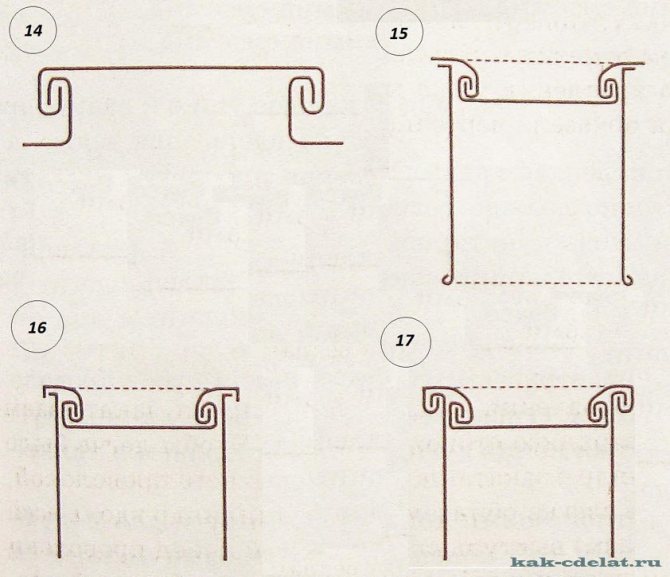
14.
Fixăm fundul găleții cu un cerc.
15.
Conectăm cercul cu cilindrul (corpul cupei).
16.
Îndoiem pliul la cerc.
17.
Aruncăm faldul pe planul exterior al cilindrului și atingem cu atenție perimetrul întregii circumferințe.
PRODUCȚIA OCHIULUI

Tăiați urechile dintr-un material similar. Punch sau găuriți prin găuri: două pentru nituri; unul pentru un mâner metalic.
REALIZAREA UNUI MÂNER
Îndoiți mânerul dintr-un fir metalic cu diametrul de 5 ... 6 (mm) GOST 18143-72.

Cum să faci o găleată cu propriile mâini din tablă - după cum vezi, nimic complicat. După ce ați însușit un model simplu. Puteți trece la un model înclinat mai complex.
Desenarea comenzii
Imparte cu prietenii tai!
Prelucrarea îmbinării cusăturii
Etapa finală implică prelucrarea cusăturii, adică sertizarea acesteia. Pentru a face acest lucru, partea superioară a pliului în formă de L este pliată în jos, înfășurând marginea celuilalt pli. Rezultatul ar trebui să fie un fel de sandviș perpendicular pe țeavă. Pentru a obține o sudură cap la cap, trebuie să apăsați sandwich-ul pe produs.
Pentru o fiabilitate mai mare, cusătura capului este întărită cu nituri. Cu toate acestea, țevile din staniu de tip „do-it-yourself” folosind această metodă de îmbinare nu au nevoie de armături suplimentare.
Cum să faci o țeavă zincată cu propriile mâini?
Puteți achiziționa în mod liber țevi galvanizate, dar costul unor astfel de produse este destul de ridicat, astfel încât dorința de a face o țeavă zincată cu propriile mâini este dictată, în primul rând, de considerații economice.
În același timp, fabricarea țevilor galvanizate nu necesită eforturi speciale, dispozitive și scule speciale scumpe și un fel de cunoștințe profesionale, astfel încât orice meșter de casă poate face față acestui lucru, în arsenalul căruia există un set de tâmplărie standard instrumente.
Avantajele și dezavantajele țevilor zincate
Utilizatorii includ avantajele unei țevi de coș galvanizate:
- rezistență pe termen lung la coroziune,
- încălzirea rapidă a coșului de fum și, ca urmare, asigurarea unui tiraj bun,
- metoda simplă de asamblare,
- o suprafață netedă în interiorul canalului, care nu permite funinginea să zăbovească pe pereți,
- posibilitatea retragerii prizei prin peretele clădirii.
Dezavantaje:
- durata de viață scurtă a unei ramuri cu un singur perete,
- la tăierea produsului, liniile tăiate încep să ruginească după scurt timp,
- daune minore duc la distrugerea stratului protector,
- formarea unei cantități mari de condens.
Caracteristicile țevilor zincate
Țevile metalice zincate sunt utilizate pentru echiparea coșurilor de fum; sunt populare datorită greutății lor ușoare și, prin urmare, ușurinței de instalare. Coșurile de fum galvanizate nu necesită construirea unei fundații, iar acest lucru reduce semnificativ costul echipamentelor de coș.

Astfel de țevi îndeplinesc standardele de siguranță la incendiu, rezistând la temperaturi de până la 900 °, astfel încât pot fi utilizate chiar și pentru extragerea fumului din cazane și sobe de încălzire cu combustibil solid.
De asemenea, țevile zincate în construcția locuințelor sunt utilizate pentru echiparea jgheaburilor. Astfel de țevi sunt deja destul de accesibile din punct de vedere al costurilor, dar în același timp procesul poate fi chiar mai ieftin prin utilizarea produselor fabricate manual.
Instrumente și materiale necesare
Pentru a realiza o țeavă cu un diametru de 100 mm, avem nevoie de următoarele instrumente și materiale:
- Ciocan din lemn sau cauciuc. În general vorbind, calitatea produsului finit va depinde în primul rând de calitatea acestui instrument. Ciocanul ar trebui să fie suficient de greu, dar astfel încât să fie ușor de controlat forța loviturii, nu foarte ferm, dar în același timp suficient de dens.
- Foarfece pentru metal. Oricine va face, principalul lucru este că este convenabil pentru ei să taie metal pe avioane mari.
- Colț metalic de cel puțin 1 m lungime, instalat pe marginea mesei de lucru. Metalul se va îndoaie, deci trebuie să fie stabil și suficient de masiv.
- Țeavă de oțel cu diametrul de 60-90 mm, fixată orizontal - „pistol”. Acesta va fi folosit pentru asamblarea produselor. În consecință, lungimea sa nu trebuie să fie nici mai mică de 1 m.
- Rigla.
- Răzuitor pentru metal. Orice tijă metalică ascuțită va funcționa, până la un cui mare.
- De fapt, foaia de metal zincat în sine are o grosime de 0,5 mm.
De ce aveți nevoie pentru a face o țeavă zincată
Acasă, pentru a face o țeavă zincată, aveți nevoie de o foaie de tablă, materialul nu necesită eforturi speciale datorită moliciunii și ductilității sale.
Staniul este fabricat industrial din tablă de oțel subțire cu grosimea de 0,1 până la 0,7 mm pe mașinile de laminat, după care acestea sunt acoperite cu un strat protector anticoroziv de crom, staniu sau zinc. În cele din urmă, piesele sunt tăiate la dimensiuni standard, cu o lățime de la 512 mm la 2000 mm.

Rezistența acestor produse nu este în niciun fel inferioară omologilor din oțel, mai ales dacă materialul are rigidizări suplimentare, dar în același timp este foarte plastic și vă permite să montați manual conducte de formă complexă. Acoperirea anticorozivă protejează conducta de mediul extern.
Problema unor astfel de țevi este rezistența la îndoire insuficientă, prin urmare, pentru fabricarea pieselor deschise, rigidizatorii sunt introduși în structură pentru a întări produsul.
- o gamă largă de astfel de țevi de diferite dimensiuni este prezentată în magazine: cu un singur circuit;
- circuit dublu (realizat sub formă de sandwich și format dintr-o țeavă interioară și exterioară);
- ondulat, caracterizat prin flexibilitate crescută.
Notă! La domiciliu, este posibil din punct de vedere tehnic să se realizeze doar o conductă cu un singur circuit.
Atunci când alegeți o grosime a foii, ar trebui să se țină seama de scopul țevii. De exemplu, o țeavă zincată pentru îndepărtarea gazelor arse de pe sobele și șemineele cu combustibil solid trebuie să aibă o rezistență crescută la temperaturi ridicate și, în același timp, proprietăți anticorozive ridicate.
Este important! Cu cât temperatura mediului de lucru este mai mare, cu atât pereții conductelor trebuie să fie mai groși.
Instrumente
Pentru lucru, sunt necesare unelte speciale pentru a îndoi, măsura corect unghiul de îndoire și tăia țeava la lungimea dorită.
Realizarea de țevi zincate cu propriile mâini
Abilitățile sunt necesare atunci când efectuați astfel de lucrări, ceea ce va evita deformarea stratului de protecție. Dacă se decide problema realizării unei țevi zincate cu propriile mâini, trebuie să știți că procesul de fabricație constă din 3 etape principale:
- pregătire: foaia este tăiată conform unei schițe preliminare;
- turnare: începe fabricarea unui produs cu forma dorită, parametrii, secțiunea;
- etapa finală include asigurarea marginii piesei de prelucrat.
Atunci când efectuați fiecare pas, trebuie să urmați instrucțiunile pas cu pas, care vă vor permite să obțineți un produs de încredere fără a deforma stratul de protecție.
Instrumente și materiale necesare
Pentru muncă, veți avea nevoie de:
- foarfece pentru metal, există restricții privind utilizarea unui astfel de instrument - cu ajutorul acestuia puteți tăia o foaie de cel mult 0,7 mm grosime;
- un ciocan de lemn (este permisă utilizarea unuia din metal, dar cu un tampon de cauciuc);
- cleşte;
- este necesar un banc de lucru pentru tăierea semifabricatelor;
- pentru a obține un produs de forma corectă cu colțuri uniforme (pentru țevi pătrate), veți avea nevoie de un element de calibrare, care poate fi colțuri metalice (până la 1 m lungime) sau o țeavă cu diametrul necesar (atunci când alegeți, luați în considerare dimensiunea piesei de prelucrat);
- rigla;
- orice instrument ascuțit care va transfera schița pe metal.
Dintre materiale, este necesară o foaie de tablă zincată. O grosime de 0,5 mm este considerată suficientă. Este mai ușor să lucrați cu o astfel de foaie, puteți obține un produs durabil.
Decuparea piesei de prelucrat
Producția independentă de țevi pentru nevoile personale începe cu determinarea diametrului (cel mai adesea se alege opțiunea de 60-100 mm). Secvențierea:
- se creează o schiță, pe care sunt indicate dimensiunile necesare, iar lățimea trebuie să fie cu 15 mm mai mare, ceea ce va permite în viitor obținerea unei margini de îmbinare;
- conturul viitoarei piese de prelucrat este transferat pe o foaie de tablă folosind un instrument ascuțit, lucrul se execută pe un banc de lucru;
- trebuie să faci un dreptunghi, un pătrat este folosit pentru a obține un unghi de 90 °.
Formarea profilului
Realizarea de țevi zincate cu propriile mâini se realizează luând în considerare unele dintre subtilități:
- marcarea secțiunii foii se face acolo unde metalul va fi îndoit sub pliuri: 0,5 cm de la una și 2 la 0,5 cm pe cealaltă parte;
- pliul este pliat la un unghi de 90 °;
- în acest caz, trebuie să poziționați colțul astfel încât marginea acestuia să coincidă cu linia de îndoire;
- folosind un ciocan, formați produsul, este necesar să se obțină aderența completă a pliului la raftul colțului, pentru a simplifica munca, mai întâi puteți îndoi metalul cu clești;
- piesa de prelucrat este răsturnată, în acest caz, pliul trebuie situat la o distanță de 1 cm de marginea unghiului de calibrare, se formează un unghi de 130 ... 150 ° cu ajutorul unui ciocan;
- folosind un element de calibrare, se creează un produs de forma dorită; în ultima etapă, pliurile trebuie conectate.
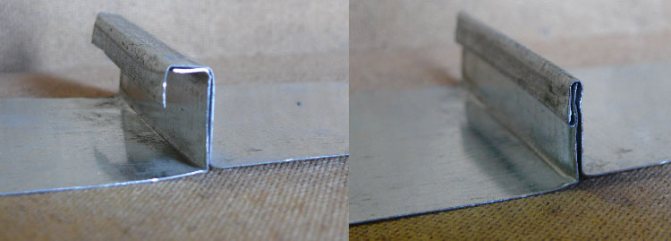
Prelucrarea sudurii prin cap
La fabricarea țevilor zincate, este important să se asigure fiabilitatea conexiunii marginilor piesei de prelucrat. Articulația cap la cap este prelucrată prin compresie. Acest lucru nu necesită expunerea la temperaturi ridicate sau alte condiții. Marginile marginii vor fi protejate de precipitații. Pentru aceasta, o pliere situată deasupra este lovită cu un ciocan. Drept urmare, cusătura se micșorează, formând un fel de sandwich.
Puteți îmbunătăți fiabilitatea structurii prin instalarea niturilor cu un anumit pas. Armarea suplimentară a cusăturii țevii nu este necesară.
Instrucțiuni pentru fabricarea țevilor zincate
În primul rând, trebuie să marcați foaia de fier, aplicând linii de pliere pe o parte cu o dimensiune de 5 mm, pe cealaltă de două ori câte 5 mm fiecare, pliul pe o parte ar trebui să fie mai lat decât a doua pentru a forma o cusătură puternică în viitor.Îndoiți foaia la un unghi de 90 ° pe ambele părți folosind un colț și un clește.

Este important! Îndoiți forma treptat, deplasându-vă de la o margine la alta de-a lungul liniei de pliere.
Apoi, întorcând piesa de prelucrat, se formează pliuri, unghiul este ajustat la 135-140 °, atingând marginile cositorului cu un ciocan sau cu un ciocan cu un percutor moale, pentru a nu deteriora materialul produsului. După formarea pliurilor, puteți trece la formarea țevii în sine.
Atașați piesa de prelucrat la șablonul de dimensionare pentru ao forma și atingeți-o din nou până când faldurile se unesc.
Marginea lată este din nou îndoită paralel cu planul produsului la un unghi de 90 °.
Ultima etapă este de a uni capetele împreună cu o cusătură plană folosind un ciocan.
Aliniați pliurile, îndoiți partea orizontală a celei de-a doua pliuri, înfășurând-o în jurul primei pliuri, apoi îndoiți această cusătură, apăsând-o strâns pe planul țevii.
În plus, puteți întări îmbinarea cu nituri metalice folosind o mașină de sudat, deși cel mai adesea țevile zincate conectate cu o cusătură plană nu necesită armături suplimentare.