Paglalarawan ng heat exchanger na may lumulutang na ulo na "TP"
Ang lumulutang init na exchanger ng ulo ay isa sa hinihiling na uri ng mga shell at heat tube exchange at malawakang ginagamit sa mga refineries at iba`t ibang mga pang-industriya na negosyo.
Ang pangunahing tampok ng aparatong ito ay ang pagkakaroon ng isang temperatura compensator sa anyo ng isang tinatawag na "Lumulutang na ulo".
Nasa ibaba ang 2 mga pagpipilian "Lumulutang na ulo":
- Ang nangungunang pigura ay isang disenyo na may kakayahang kunin ang tubo ng tubo nang hindi tinatanggal ang ulo mismo, na nailalarawan ng isang nabawasan na kahusayan ng thermal dahil sa pagkakaroon ng bypass flow (pagtatalaga ng TEMA).
- Ang ibabang pigura ay isang disenyo na nangangailangan ng pagtatanggal ng ulo upang makuha ang tubo ng tubo (TEMA designation S). Ang pinakakaraniwan sa mga domestic refineries.
Sa parehong mga kaso, ang pagkakaroon ng isang lumulutang na ulo ay ginagawang posible na gamitin ang heat exchanger na may isang malaking pagkakaiba sa temperatura sa pagitan ng proseso ng media sa tubo at shell lukab ng patakaran ng pamahalaan.
Kaya, ang ganitong uri ng patakaran ng pamahalaan ay mas maraming nalalaman kung ihahambing sa mga nagpapalitan ng init ng isang istrakturang matibay na tubo at maaaring magamit sa isang malawak na hanay ng mga kumbinasyon ng iba't ibang media na may malaking pagkakaiba sa temperatura. Gayunpaman, dahil sa pagkakaroon ng lumulutang. tumataas din ang gastos ng exchanger ng ulo. Samakatuwid, ang paggamit ng kagamitan na ito ay dapat na nabigyang-katwiran sa teknikal. Kapag tumutukoy sa code ng aparato, ang pagpapaikli na "TP”- heat exchanger na may lumulutang na ulo ayon sa TU 3612-023-00220302-01 VNIINeftemasha.
Sa pamamagitan ng paraan, basahin din ang artikulong ito: Panginginig ng boses ng mga nagpapalitan ng init
Gas boiler heat exchanger brazing
Ang lahat ng tubig, hangin at solido ay inalis mula sa exchanger. Pumutok sa medyas sa pamamagitan ng makina, at ipasabog sa labi ang labi.
Para sa paghihinang, ginagamit ang apat na bahagi:
- kasangkapan sa paghihinang (gas torch, blowtorch o soldering iron);
- panghinang;
- pagkilos ng bagay;
- bago at pagkatapos ng paghuhubad ng mga tool.
- PMTs-36 - mula sa 825 ° C;
- PMTs-42 - mula 833 ° C;
- PMTs-54 - mula 860 ° C.
- nakasasakit;
- solder paste;
- acid para sa lata.
Ang solder ay isang materyal para sa pagsali sa mga workpiece na may mas mababang lebel ng pagkatunaw kaysa sa pinoproseso na base. Ang mga sundalo ay karaniwang gawa sa mga metal. Ginagawa ang mga ito sa anyo ng kawad, naka-embed na mga bahagi, pasta, foil, pulbos, tungkod at granula. Ang mga wire ay pinakaangkop para sa pag-brazing ng heat exchanger. Kunin ang isang ito.
Upang ayusin ang heat exchanger, isang mataas na temperatura na solder na may mas mababang lebel ng pagkatunaw, ngunit hindi mas mababa sa 700 ° C, mula sa parehong materyal at may katulad na pisikal at mekanikal na mga katangian, ay pinili. Ang mga katangian ng anti-kaagnasan at ang tukoy na kondaktibiti ng kawad ay isinasaalang-alang din.
Ang tanso, hindi kinakalawang na asero at cast iron ay karaniwang mga hilaw na materyales para sa mga nagpapalitan, at ang sink ay madalas na idinagdag sa base. Para sa mga nakakakuha ng tanso na mga heat exchanger, ang mga nagtitinda ng tanso-sink na may mga pagsasama na hindi nagpapawalang-bisa sa mapanganib na epekto ng mga singaw ay madalas na ginagamit.

Ang panghinang sa mga bar ay hindi kasing maginhawa tulad ng wire na panghinang, ngunit maaari rin itong baluktot ng kamay, kahit na may isang malaking lapad, at ang magresultang maghinang ay medyo matigas
Ang mga solidong nagbebenta ng mataas na temperatura ay minarkahan ng PSr, PMTs, PMT, atbp.
Ang tanso-zinc ay nangangahulugang PMC at binibilang batay sa natutunaw na punto:
Sinuman ay maaaring maghinang ng isang karaniwang heat exchanger ng isang gas boiler, ngunit kung magagawa ito ay nakasalalay sa mga materyales ng bahagi.
Ang mga magagandang nagbebenta ay nagbibigay ng masikip na mga tahi.Ang mga bahagi ng naturang mga haluang metal ay tumagos sa brazed ibabaw sa pamamagitan ng pagsasabog, at ang base ay natutunaw sa isang maliit na halaga sa pandiwang pantulong na materyal. Pagkatapos ng solidification, lilitaw ang isang homogenous layer.
Ang fluks ay isang sangkap para sa pag-aalis ng mga oxide mula sa brazed base, pagdaragdag ng likido ng panghinang, pagbawas ng pag-igting sa ibabaw, at mas mahusay na pagbabasa ng workpiece. Ang mga heat exchanger ay pinagsama sa unibersal at espesyal na mga produkto. Karaniwang naglalaman ng mga tanso ang mga panghinang, na mabuti para sa heat exchanger. Ang mga paghahalo sa pilak ay mabuti rin.
Paghahanda ng mga materyales bago maghinang
Ang dulo ng soldering iron ay naka-lata. Ang instrumento ay pinainit hanggang ang tip ay bahagyang namula at natakpan ng isang manipis na layer ng panghinang, habang ang film ng oksihenasyon ay tinanggal. Ang tip at kawad ay isawsaw sa pagkilos ng bagay. Sa yugto ng pag-lata, maaaring magamit ang rosin o dagta para dito.
Nagbabasa ngayon
Coin at epoxy floor: pagsasama-sama ng larawan
Ang pinakatanyag na disenyo ng bahay na 7 by 9 m na may isang attic
Matapos mailabas ang usok, ang dunggo ay gaganapin nang ilang segundo pa. Pagkatapos ang soldering iron na may panghinang ay isawsaw sa pagkilos ng bagay tatlo hanggang apat na beses.
Ang mga aparato ay naka-lata pagkatapos ng pagbili, at pagkatapos ay paminsan-minsan - na madalas gamitin. Ang dulo ng isa pang bakal na panghinang ay minsan ginagamit bilang batayan sa pag-tin.

Ipinapakita ng larawan ang pag-ingay - pagkatapos nito ay hindi makakasakit na pindutin ang dumi laban sa isang kahoy na board na may dagta, na papantayin din ang layer ng panghinang
Kung ang kalagayan ng panghinang ay hindi pinakamahusay, kung gayon dapat itong malinis ng dumi at mga oksido. Painitin ang dulo ng wire ng panghinang sa operating temperatura at isawsaw ito sa pagkilos ng bagay, mahigpit na pindutin ang laban sa matigas na ibabaw kung saan ito matatagpuan.
Kung walang bagong wire, kung gayon ang luma ay maaaring malunasan ng isang base cleaner, tulad ng:
Bago ang paghihinang, ang alikabok ay tinanggal mula sa ibabaw ng heat exchanger upang ang mga spark ay hindi lumitaw sa panahon ng operasyon. Ang lugar na may fistula ay ginagamot ng isang paglilinis ng espongha o pinong butas na liha, pinunasan ng may pantunaw upang alisin ang lahat ng mga compound ng kemikal.
Pagkatapos ang lugar ng problema ay pinainit sa isang hair dryer para sa mas mahusay na pagganap at upang ang natitirang kahalumigmigan ay sumingaw. Kung hindi man, lalabas ito bigla sa panahon ng operasyon at palitan ang solder. Pagkatapos ng pag-init, nalinis muli ang lugar.
Paano maghinang ang boiler heat exchanger?
Ang isang maliit na fistula sa heat exchanger ay matatagpuan ng mga spot na berde, ngunit kung ang nasabing lilim ay naroroon sa karamihan ng aparato, kung gayon ang kundisyon ng patong, ang pagkakapantay-pantay ng kulay, ay isinasaalang-alang.
Ang ahente ng paghihinang ay pinili ayon sa sitwasyon. Ang isang panghinang na bakal ay angkop para sa mahusay na trabaho. Ang isang malaking dila ng apoy mula sa isang gas burner ay magpapainit nang maayos sa lugar ng problema, ngunit ang lakas ng aparato ay maaaring hindi sapat, salungat sa mga inaasahan. Ang isang bakal na panghinang ay kailangan ding mapiling malakas.

Piliin ang tamang nozzle para sa burner - ang apoy ay dapat na 2 cm ang lapad, at paikutin para sa kaginhawaan, at kapag nagtatrabaho, panatilihin ito upang ang apoy ay pantay na ibinahagi sa ibabaw
Karamihan sa trabaho ay mukhang simple. Ang isang pagkilos ng bagay ay inilalagay sa isang pinainit na lugar, pagkatapos nito nagsisimula silang maghinang. Ang panghinang ay inilalagay sa heat exchanger kasama ang dulo nito, ang bakal na panghinang ay nakakabit dito at unti-unting napainit. Ang wire ay magsisimulang makipag-ugnay sa pagkilos ng bagay at base. Ang natitirang hindi pantay na masa pagkatapos ng paghihinang ay ipinamamahagi.
Sa kaso ng isang gas burner, kumuha ng isang regular na stand-alone o isang bagay na mas malakas. Halimbawa, pinalakas ng isang malaking lobo. Huwag kailanman i-on ang maximum na apoy. Ilapat ang panghinang matapos maging mas maliwanag ang kulay ng pagkilos ng bagay, tulad ng pilak sa halip na kulay-abo.
Panatilihin ang sulo sa isang distansya upang ang kawad ay matunaw mula sa pinainit na heat exchanger kaysa sa apoy. Para sa isang maliit na fistula, maaaring sapat ang isang kalahating minutong paghihinang. Ang mga detalyadong tagubilin sa paghihinang ay matatagpuan sa materyal na ito.
Huwag mag-init ng sobra ang base at panghinang sa panahon ng paghihinang - ang huli ay hindi maayos na maayos.Siguraduhin na ang nagresultang istraktura ay hindi maluwag, at ang kulay ay hindi matte. Mainam na naibalik ng paghihinang ang buong lugar ng problema, at kung hindi ito ang kadahilanan, kakailanganin ng ibang diskarte.
Dalhin ang temperatura ng soldering iron sa 20 degree sa itaas ng melting point ng solder. Upang linisin ang natapos na magkasanib, gumamit ng mga braids at spring remover - aalisin din ng mga tool ang natitirang pagkilos ng bagay. Linisan ang exchanger gamit ang isang mamasa-masa na tela at alisin ang lahat ng mga microparticle.

Para sa normal na pagpapatakbo ng silid ng pagkasunog ng boiler, dapat na linisin ang soldering point, at ang isang abala ng hugis para sa pangunahing mga nagpapalitan ng init ay hindi mahalaga.
Hindi papayagang dumaan ang tubig sa naayos na heat exchanger sa loob ng 5-10 minuto pa. Sa anumang kaso, hayaan ang bahagi na ganap na cool. Magpatakbo lamang ng malinis na tubig sa unang araw pagkatapos ng pagsasaayos. Siguraduhin na walang kalawang.
Dumugo muli ang hangin mula sa system at isagawa ang isang test run ng boiler. Suriin ang buong operasyon ng pag-load. Patakbuhin ang malamig at mainit na tubig sa pamamagitan ng exchanger. Matapos ang maraming mga cycle ng temperatura, ang exchanger ay maaaring tumagas muli.
Ang nakaayos na bahagi ay dapat makatiis ng mga deformasyong pang-init. Bilang isang safety net, coat ang joint sa exchanger ng pinturang lumalaban sa init upang madagdagan ang tibay. Ulitin ang pagsubok ng exchanger ng init sa mga sumusunod na araw.
Inirerekumenda rin namin ang pagbabasa tungkol sa iba pang mga malfunction ng mga heat exchanger ng mga gas boiler. Higit pang mga detalye - sundin ang link.
Disenyo
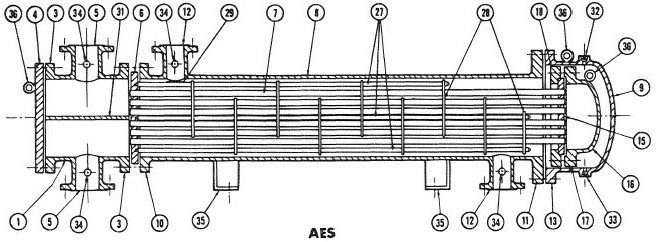
1 - nauunang silid; 2 - hulihan camera; 3 - panlabas na flange ng ulo; 4 - takip ng ulo; 5 - pumapasok / labasan ng sangay ng tubo ng ulo; 6 - nakatigil na sheet ng tubo; 7 - mga tubo; 8 - pambalot; 9 - takip ng pambalot; 10 - casing flange mula sa gilid ng nakatigil na ulo; 11 - casing flange mula sa nalulugmok na bahagi - alinman sa isang lumulutang na ulo o isang tubo ng tubo; 12 - pumapasok / outlet na tubo ng pambalot; 13 - flange ng takip ng pambalot; 14 - stress compensator; 15 - lumulutang na tubo ng sheet; 16 - lumulutang na takip ng ulo; 17 - flange ng lumulutang na takip ng ulo; 18 - magkakahiwalay na anular flange ng likod na lumulutang na ulo; 19 - magkahiwalay na anular flange ng likurang ulo; 20 - gabay na sumusuporta sa flange; 21 - likod na takip ng ulo; 22 - pantubo sa likod ng ulo (paghahalo ng silid); 23 - mga tatak ng langis; 24 - selyo; 25 - likod na flange ng takip; 26 - bolts; 27 - pagkonekta ng mga rod at struts; 28 - pagsuporta sa mga partisyon; 29 - kumakalat na mga plato; 30 - paayon na pagkahati; 31 - partition-rib o paghahati ng plato sa ulo; 32 - utong ng inspeksyon; 33 - umaangkop sa paagusan; 34 - umaangkop para sa mga instrumento sa pagsukat; 35 - tumataas na mga post; 36 - eyebolt para sa gawaing pag-install;
Prinsipyo ng pagpapatakbo
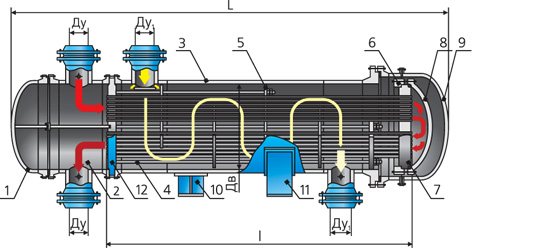
Ang prinsipyo ng pagpapatakbo ng isang heat exchanger na may isang lumulutang na ulo - mainit at malamig na likido ay pumapasok sa kaukulang mga lukab ng aparato. Bilang isang patakaran, ang mainit na likido ay ibinibigay sa anulus, at malamig sa mga tubo, ngunit maaaring may mga kabaligtaran na kaso, depende sa isang bilang ng mga kadahilanan: presyon ng operating, kontaminasyon ng daluyan at ang pangangailangan para sa paglilinis, hazard na klase ng daloy, at ilang iba pa.
Sa pamamagitan ng paraan, basahin din ang artikulong ito: Mga uri at layunin ng mga reboiler ng iba't ibang mga disenyo
Kapag pinainit ang mga pader ng tubo, nangyayari ang linear na pagpapalawak at ang haba ng tubo ng tubo ay pinahaba. Ang aparatong lumulutang na ulo ay ginagawang posible upang mabayaran ang pagpapahaba na ito dahil sa libreng paggalaw ng ulo sa likurang silid ng heat exchanger kapag pinahaba o pinapaikli ang mga tubo kapag sila ay pinainit o pinalamig, ayon sa pagkakabanggit. Ang disenyo ng lumulutang na ulo na ito ay malawakang ginagamit sa mga refineries dahil sa pagiging maaasahan at prosteyt.
Bilang isang patakaran, sa mga pabrika, ang mga aparatong ito, na may parehong sukat, ay madalas na tipunin sa mga pangkat na bumubuo ng pahalang na matatagpuan ang mga pares - doble na mga nagpapalitan ng init. Pinapayagan ka ng pag-aayos na ito na bawasan ang kinakailangan:
- Kinakailangan ang lugar para sa pag-install;
- Ang dami ng kinakailangang straping;
- Pinapabuti ang pag-access sa serbisyo.

Cold welding bilang isang pagpipilian sa pag-aayos
Ang tinatawag na cold welding ay ginawa batay sa adhesives. Ang tanyag na hilaw na materyal ay epoxy dagta. Huwag malito ang materyal at malamig na hinang sa pag-unawa sa proseso ng teknolohikal sa pagpapapangit ng plastik ng mga metal nang walang pag-init.
Piliin ang pinaka-lumalaban sa kahalumigmigan na hilaw na materyal na magagamit sa merkado. Kapag nagsisimula, magsuot ng guwantes at palambutin ang hinang gamit ang iyong mga daliri. Gawin ito hanggang sa maging plastic ang masa. Ilagay ang materyal sa fistula at kumalat sa maraming lugar hangga't maaari. Gawin ang makapal na layer, ngunit hindi kinakailangan na mas malaki ang mas mahusay. Mag-apply sa isang kahoy na stick.

Ang malamig na hinang ay ginagamit sa tanso, tanso, tanso, cast iron, iron, haluang metal, at pati na rin sa mga keramika, kahoy, bato, ngunit ang pangwakas na kalidad ng pinagsamang higit na nakasalalay sa mismong gawain.
Maghintay para sa natapos na layer upang patigasin at ibabaw ng buhangin ang lugar gamit ang pinong butas na liha at isang basang tela.
Maghintay ng kalahating oras sa una para sa mas mahusay na pagpapatigas. Ang inirekumendang 3-5 minuto minsan ay hindi sapat. Suriin ang kalidad ng pinagsamang may pagkakaiba sa temperatura at presyon ng tubig.
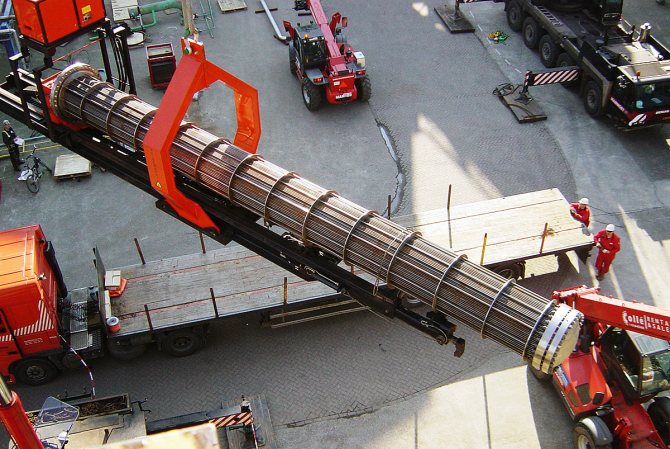
Pag-aayos ng Ulo ng Heat Exchanger
Ang lumulutang na exchanger ng init ng ulo ay may kakayahang alisin ang tubo ng tubo mula sa katawan. Upang gawin ito, kinakailangan upang mapawi ang presyon at idiskonekta ang aparato mula sa piping sa pamamagitan ng pag-plug ng mga pumapasok at outlet na tubo ng proseso ng media.
Ang pag-aayos ng isang lumulutang init na exchanger ng ulo ay binubuo ng mga sumusunod na yugto:
- Paglilinis sa ibabaw ng mga tubo mula sa panlabas at panloob na polusyon at kaagnasan;
- Sinusuri ang integridad ng mga tubo, pag-aalab, pagpapalit o pag-plug ng mga tubo kung kinakailangan;
- Sinusuri ang higpit ng mga koneksyon sa flange at pinapalitan ang mga gasket;
- Pagsubok ng haydroliko ng patakaran ng pamahalaan;
- Sinusuri ang mga sinulid na koneksyon.
Ang pagkuha ng isang bundle ng tubo ay isa sa pinakamahirap na operasyon at nangangailangan ng mabibigat na kagamitan sa pag-aangat, karaniwang isang winch na kasama ng isang kreyn.
Sa pamamagitan ng paraan, basahin din ang artikulong ito: Mga Kadahilanan sa pagkabigo
Karaniwang mga talahanayan ng pagkasira
Ang pinakakaraniwang mga pagkasira ng isang gas boiler ay inilarawan sa talahanayan.
| problema | mga posibleng dahilan | anong gagawin |
| maliit na apoy ng burner | hangin na pumapasok sa linya ng gas o mga baradong nozel | tawagan ang master |
| ang burner ay mabilis na lumabas | madepektong paggawa ng ionization electrode | |
| ang apoy ay lumalabas, ang nozzle ay gumagawa ng isang abnormal na ingay | ang draft ay masyadong malakas (ang tsimenea tubo ay mataas) o ang presyon sa system ay hindi nababagay | bawasan ang pagnanasa |
| ang boiler ay hindi nakabukas | iba | maaari mong i-on ang plug upang baguhin ang mga contact, at i-on ito muli |
| madepektong paggawa ng automation at elektronikong kagamitan | magkakaiba: mahirap matanggal nang mag-isa | tawagan ang master |
| maling operasyon, pagbagsak ng boltahe | bumaba ang kuryente | ilagay ang pampatatag |
| sukat ng pagbara | matigas na tubig | malinis at ilagay sa filter |
| sobrang init | pagbara ng heat exchanger na may uling | linisin ang mekanismo sa pamamagitan ng kamay |
Ang isang pangkalahatang-ideya ng video ng mga posibleng problema sa pagkasunog at ang kanilang mga sanhi ay maaaring makita dito.