Paano gumawa ng isang tubo mula sa lata - gawin mo mismo ang iyong mga tubo ng lata
Sinusubukan ng mga tagabuo ng bahay na hanapin ang pinakamaraming pagpipilian sa badyet upang malutas ang mga problema. Samakatuwid, ang tanong kung paano gumawa ng isang tubo mula sa lata gamit ang iyong sariling mga kamay ay nauugnay sa maraming mga baguhan na artesano. Pagkatapos ng lahat, ang produktong pantubo na gawa sa bahay na gawa sa lata ay maikukumpara sa mga kanal o casings na nakalagay sa mga istante sa mga dalubhasang tindahan.

Samakatuwid, kailangan mong malaman ang higit pa tungkol sa proseso ng paggawa ng isang tubo ng lata, na may mga katangian tulad ng mga produkto sa pabrika.
Paggawa ng tubo
Ang mga tagubilin para sa paggawa ng galvanized metal na lumiligid mula sa bakal na sumusunod sa parehong pamantayan ay nagbibigay-daan sa paglikha ng mga pantubo na produkto gamit ang isang de-koryenteng pamamaraan na hinang.
Binubuo din ito ng mga sumusunod na yugto, na sinasagot ang tanong kung paano gumawa ng isang galvanized pipe gamit ang iyong sariling mga kamay:
- Ang hilaw na materyal para sa isang katulad na produksyon ay tinutulungan ng strip (flat sheet of metal), na ibinibigay sa produksyon sa anyo ng mga rolyo.... Ang mga rolyo na ito ay hindi nakalabas at pinutol ng mga piraso kasama ang haba;
- Sa pagtatapos ng paggupit, ang mga piraso ay welded sa isang walang katapusang tape, na kung saan ay sugat sa isang espesyal na drum... Tinitiyak ng pamamaraang ito ang pagpapatuloy ng darating na produksyon;
- Gamit ang mga roller, nabuo ang isang bilog na workpiece na may bukas na seam;
- Pagkatapos ang kinuha na workpiece ay dapat na welded kasama ang seam.... Para sa mga ito, maaaring ginamit ang isa sa mga sumusunod na pinakatanyag na pamamaraan:
- HF - induction welding, isa sa pinakamahal;
- TIG - hinang gamit ang isang tungsten electrode, sa isang argon na kapaligiran.
Tandaan! Ang mga TIG-welded pipes ay itinuturing na pinaka maaasahan dahil sa ang katunayan na ang hinang ay ginaganap sa isang mas mababang bilis, sa panahon ng arko ng patakaran ng pamahalaan na pinamamahalaan nito ang isang malaking ibabaw malapit sa seam. Ngunit ang pagiging maaasahan ng mas murang mga materyales ay ganap na sapat, halimbawa, para sa pagpainit o supply ng tubig.
- Ang mainit na produkto ay isawsaw sa malamig na tubig sa dulo ng hinang;
- Pagkatapos ang tubo ay nasubukan sa isang detector ng pagkakamali, na nagsisiwalat ng mga pagkadidisimple ng seam;
- Pagkatapos ang tubo ay inililipat sa mga calibration roller, na tinanggal ang mga pagkukulang sa laki at hugis.;
- Pagkatapos ang nagreresultang tubo ay pinutol sa mga piraso ng isang naibigay na haba;
- Ang isa pang pagpapatakbo ng kontrol, na binubuo ng visual na inspeksyon;
- Ang mga natapos na produkto ay naka-pack at ipinadala sa warehouse.
Proseso ng Galvanizing
Ngunit ang mga galvanized metal pipes ay hindi lamang hinang bakal, at bilang karagdagan, ang mga ito ay anti-kaagnasan na patong din.
Alamin natin kung paano ang mga pipa ay galvanized:
- Mainit na pamamaraan ng patong - mula sa pananaw ng pagkakapareho ng layer at mga tampok na proteksiyon, ang pamamaraang ito ay itinuturing na pinakamahusay. Para sa pagpapatupad nito, ang isang tubo ay sapat na sa isang mainit na zinc bath;
Tandaan! Mayroong isang limitasyon sa pamamaraang ito, at hindi ito magagamit kung ang metal ay naglalaman ng higit sa 0.2% na carbon.
- Galvanized galvanization - ang produkto ay nahuhulog sa isang electrolyte, kung saan ang isang potensyal na pagkakaiba ay nilikha sa pagitan ng sink electrode at bakal. Bilang isang resulta, isang maaasahang unipormeng patong ang nakuha, ang kapal na kung saan ay madaling kontrolin;
- Ang pagbuo ng gas-thermal ay binubuo sa pag-spray ng natunaw na sink, na na-spray papunta sa ibabaw sa ilalim ng impluwensya ng maligamgam na hangin;
- Ang thermal diffusion, bilang isang paraan ng pag-galvanizing, ay nagsasangkot ng paglipat ng sink sa isang gas na estado sa isang mataas na temperatura, pagkatapos na ang mga molekula nito ay may posibilidad na tumira sa ibabaw ng isang malamig na tubo;
- Maaaring magamit ang malamig na galvanized para sa anumang uri ng paggamot sa ibabaw, maliban sa panloob na lapad ng tubo. Sa kasong ito, ang pulbos ng zinc ay natutunaw sa barnis at inilapat bilang pintura sa produkto mula sa isang lata o spray.
Sa kabila ng malawak na pagkakaiba-iba ng mga modernong materyales para sa paggamot laban sa kaagnasan, ang galvanizing pa rin ang pinakamahusay na pagpipilian para sa supply ng tubig, mga pipeline ng gas o pagpainit. (Tingnan din ang artikulong Sewer System: Mga Highlight.)
Payo Ang isang galvanized iron pipe na may sukat na 32 o 100 mm ay mas mahusay kaysa sa mga plastik o magkakasamang katapat nito dahil sa mataas na paglaban sa mekanikal na aksyon at temperatura ng pagpapatakbo. Ang pag-install ng mga galvanized pipes ay hindi ganoong isang proseso ng pag-ubos ng oras upang abandunahin ito sa kapinsalaan ng pagiging maaasahan at kalidad ng sistemang nilikha.
Mga tampok ng pinagmulang materyal
Bago ka magsimulang gumawa ng isang tubo mula sa isang sheet ng metal, dapat mong pamilyar sa materyal na kung saan gagawin ang tubo at ang mga tampok nito. Upang magsimula, sulit na sabihin na ang mga ito ay mga produkto ng uri ng pagliligid, sa madaling salita, ang lata ay isang sheet ng bakal na dumaan sa mga roller ng isang rolling mill at may kapal na 0.1-0.7 mm.
Bilang karagdagan sa pagpapatakbo ng pagpapatakbo, ang teknolohiya ng pagmamanupaktura ng tinplate ay nagpapahiwatig ng paggamot ng mga natapos na produkto na pinagsama mula sa pagbuo ng mga kinakaing proseso. Upang gawin ito, ang isang layer ng materyal ay inilapat sa bakal pagkatapos ng lumiligid, na hindi napapailalim sa kaagnasan.

Ang resulta ng mga aksyon na isinagawa ay isang sheet ng bakal, ang lapad nito ay maaaring mag-iba mula 512 hanggang 1000 mm, na may patong na chrome o zinc. Ang natapos na produkto ay plastik, kaya't madali nang mapangasiwaan ang lata. Sa kasong ito, ang mga pinagsama na tigas ay maaaring ihambing sa lakas sa mga produktong bakal. Pinapayagan nito ang paggamit ng sheet metal sa paggawa ng mga produkto ng kumplikadong disenyo.
Proseso ng pagpupulong ng frame
Matapos ihanda ang lahat ng mga bahagi para sa bangka, nagpapatuloy kami sa direktang proseso ng pag-assemble ng bangka mula sa galvanized na bakal at mga board gamit ang aming sariling mga kamay. Upang magawa ito, kailangan mong gawin ang mga sumusunod:
Inirerekumendang pagbabasa: Naghahanap para sa tama kapag gumagamit ng isang PVC inflatable boat na may motor?
- Sa bow, kinakailangan upang pagsamahin ang dalawang panig at isang tatsulok na blangko para sa bow. Ang mga kuko o mga tornilyo sa sarili ay maaaring magamit bilang mga elemento ng pagkonekta. Kung ang bloke ay nakausli sa itaas ng mga gilid, pagkatapos ay dapat itong i-cut sa isang antas.
- Ang susunod na hakbang ay upang mag-install ng isang pansamantalang spacer. Ang prosesong ito ay dapat na maingat na lapitan. Kaya't kapag ang baluktot na mga panig ay hindi pumutok, ang spacer ay nai-file sa isang hindi masyadong malaking anggulo.
- Matapos mai-install ang spacer, kinakailangan upang yumuko pa ang mga gilid. Ang isang lubid o isang pares ng mga katulong ang gagawa ng trabaho.
- Pinapalitan namin ang likod na bahagi, ayusin, alisin ang kinakailangang chamfer. Kinakailangan na magkasya nang maayos upang hindi iwanan ang mga puwang. Ang lahat ay dapat magkasya nang mahigpit.
- Matapos na ang magkasya, martilyo namin ang mga gilid at nakita ang lahat ng mga protrusion.
- Matapos tipunin ang mga gilid, nag-i-install kami ng permanenteng struts habang inaalis ang mga pansamantala. Gaano karaming detalye ang itatakda depende sa kagustuhan ng may-ari.
Bago i-fasten ang mga kahoy na bahagi ng mga kuko o self-tapping screws, sulit na paunang mag-drill ng mga butas gamit ang isang drill. Pinipigilan nito ang mga board mula sa pag-crack.
Ang huling yugto sa pagpupulong ng kahoy na istraktura ay magiging chamfering sa mas mababang mga bahagi ng mga gilid, spacer at patong ng isang proteksiyon na antiseptic layer.
Mga kinakailangang tool
Ang listahan ng mga tool at aparato na kinakailangan para sa paggawa ng mga galvanized chimney pipes gamit ang iyong sariling mga kamay ay dahil sa mga pag-aari ng lata, sa partikular na lambot at plasticity. Ang pagproseso ng ganitong uri ng materyal ay hindi nangangailangan ng aplikasyon ng mga espesyal na pagsisikap, na kinakailangan para sa pagtatrabaho sa mga sheet sheet.
Samakatuwid, sa paggawa ng mga tubo ng lata para sa tsimenea, kinakailangan ang sumusunod na hanay ng mga tool:
- Gunting para sa pagputol ng metal. Tumutulong ang tool na ito upang madaling i-cut ang sheet material sa mga nais na piraso, dahil ang pinakamalaking kapal ng sheet ay umabot sa 0.7 mm.
- Hammer na may malambot na ulo. Maaari mo ring gamitin ang isang kahoy na mallet, mallet, o steel tool na may malambot na mahigpit na pagkakahawak ng goma. Gayunpaman, ang huli na pagpipilian ay ginagamit nang maingat o hindi nakuha, dahil maaari itong maging sanhi ng pagpapapangit ng isang manipis na sheet ng lata at masira ang buong gawain.
- Mga Plier Sa tulong ng tool na ito, nilulutas nila ang tanong kung paano yumuko ang isang tubo na gawa sa lata, sapagkat ito ay bakal, bagaman ito ay payat, samakatuwid, imposibleng yumuko ito sa iyong mga kamay.
- Mesa ng crafting. Ang aparato na ito ay kinakailangan kapag pagputol ng materyal at kapag naglalagay ng mga marka.
- Elemento ng pag-calibrate. Maaari itong maging isang pantubo na produkto na may diameter na higit sa 10 sent sentimo, pati na rin ang isang sulok na may mga gilid ng 7.5 sentimetro. Ang mga elementong ito ay dapat na maayos na maayos, dahil ang riveting ng magkasanib na puwitan ay isasagawa sa kanilang ibabaw.
Bilang karagdagan sa mga tool na ito, dapat kang maghanda ng isang panukat o sukatan ng tape at isang marker, na kung saan ay isang bakal na pamalo na may matalim na gilid.
Mga materyales at kagamitan sa tubo
Para sa paggawa ng isang galvanized pipe na may diameter na 100 mm, kinakailangan upang ihanda ang mga sumusunod na materyales at tool:
- Una sa lahat, kailangan mo ng isang sheet ng galvanized steel.
- Mallet goma o kahoy. Kinakailangan na magbayad ng espesyal na pansin sa tool na ito, dahil ang kalidad ng natapos na produkto ay nakasalalay sa kalidad nito sa hinaharap. Ang bigat nito ay dapat sapat na mabigat, ngunit pinasadya upang ang puwersa ng epekto ay maaaring makontrol. Gayundin, ang mallet ay dapat na matatag, ngunit hindi masyadong matigas.
- Gunting para sa metal. Walang mga espesyal na rekomendasyon para sa tool na ito, ang pangunahing bagay ay ang paggupit nila nang maayos, at sa malalaking eroplano ay maginhawa upang gumana sa kanila.
- Scraper para sa metal. Maaari mo itong gawin sa iyong sarili sa pamamagitan ng paghasa ng anumang metal rod, kahit na isang malaking kuko.
- Pinuno.
- Isang pahalang na naayos na tubo ng bakal. Ang lapad nito ay dapat na 90 mm, at ang haba nito ay dapat na hindi bababa sa 1 m. Ang nasabing tubo ay tinawag na "baril", at ito ay nagtipun-tipon ang mga produkto.
- Sulok ng metal. Naka-install ito sa gilid ng talahanayan ng workbench. Dapat itong maging napakalaking at matatag, dahil ang metal ay nakatiklop dito. Ang haba ng sulok ay 1 m.

Yugto ng paghahanda
Una, ang mga marka ay inilalapat sa sheet ng lata, kasama kung saan ang semi-tapos na produkto ay i-cut. Sa madaling salita, ang kinakailangang bahagi ay pinutol mula sa isang tiyak na sheet ng metal, kung saan mabubuo ang tabas ng hinaharap na tubo. Isinasagawa ang proseso ng pagmamarka tulad ng sumusunod: ang sheet ay inilatag sa isang workbench at isang segment na katumbas ng haba ng tubo ay sinusukat mula sa itaas na gilid. Dito ang isang marka ay ginawa ng isang marker.

Pagkatapos, gamit ang isang parisukat, isang linya ay iginuhit kasama ng markang ito patayo sa gilid ng gilid. Ngayon kasama ang linyang ito ang paligid ng tubo, pareho ang ginagawa kasama ang itaas na gilid. Sa parehong oras, halos 1.5 cm ang idinagdag kasama ang parehong mga gilid upang mabuo ang mga sumasamang gilid. Ang itaas at mas mababang mga marka ay konektado at ang workpiece ay gupitin.
Upang matukoy ang paligid, maaari kang gumamit ng isang panukalang tape, o maaari mong maalala ang kurso ng geometry ng paaralan.
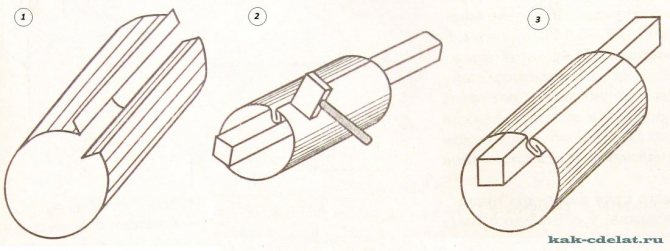
Paano gumawa ng isang tubong katawan mula sa lata
Ang layunin ng yugtong ito ay upang mabuo ang profile ng tubo. Ang isang linya ay iginuhit kasama ang haba ng workpiece sa ilalim at itaas, kasama ang mga tiklop ay baluktot. Sa kasong ito, 5 mm ay sinusukat sa isang gilid, at 10 mm sa kabilang panig. Ang mga kulungan ay dapat na baluktot sa isang anggulo ng 90 0. Upang gawin ito, ang workpiece ay inilalagay sa isang sulok ng bakal, na pinahanay ang linya ng tiklop sa gilid ng sulok. Nakakaakit sa gilid ng isang mallet, yumuko ito sa patayo sa gilid ng sulok.
Inirerekumenda na yumuko ang produkto nang paunti-unti, dumadaan sa isang martilyo kasama ang buong haba nito. Sa kasong ito, maaari mong simulan ang baluktot sa mga pliers.

Ngayon, sa kulungan, ang laki nito ay 10 mm, gumawa ng isa pang liko na liko upang makakuha ng isang uri ng titik G. Sa proseso ng pagtitiklop ng tiklop, kailangan mong tiyakin na ang itaas na tiklop ay kahanay sa workpiece, at ang haba nito ay 5 millimeter. Samakatuwid, kapag gumuhit ng isang linya ng tiklop ng tiklop, sa isang gilid sukatin ang 0.5 cm isang beses, at sa kabilang panig - dalawang beses na 0.5 cm bawat isa.
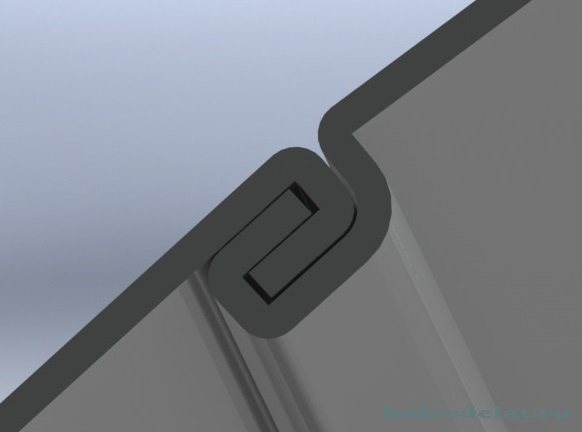
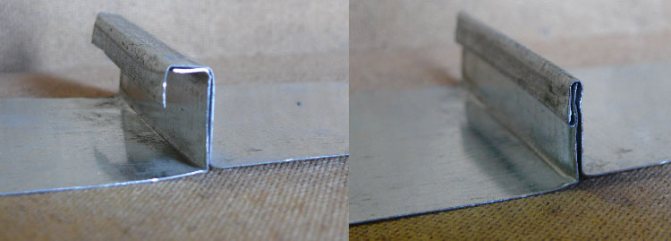
Pinoproseso ang seam joint
Ang pangwakas na yugto ay nagsasangkot ng pagproseso ng pantalon seam, iyon ay, crimping ito. Upang gawin ito, ang itaas na bahagi ng hugis ng L na tiklop ay nakatiklop pababa, na ibinabalot ang gilid ng iba pang kulungan. Ang resulta ay dapat isang uri ng sandwich patayo sa tubo. Upang makakuha ng isang puwit na hinangin, kailangan mong pindutin ang sandwich sa produkto.

Para sa higit na pagiging maaasahan, ang puwit seam ay pinalakas ng mga rivet. Gayunpaman, ang mga do-it-yourself na tubo na gawa sa lata gamit ang pamamaraang ito ng pagsali ay hindi kailangan ng karagdagang pampalakas.
Paano gumawa ng isang tubo mula sa lata - gawin mo mismo ang iyong mga tubo ng lata
Sinusubukan ng mga tagabuo ng bahay na hanapin ang pinakamaraming pagpipilian sa badyet upang malutas ang mga problema. Samakatuwid, ang tanong kung paano gumawa ng isang tubo mula sa lata gamit ang iyong sariling mga kamay ay nauugnay sa maraming mga baguhan na artesano. Pagkatapos ng lahat, ang produktong pantubo na gawa sa bahay na gawa sa lata ay maikukumpara sa mga kanal o casings na nakalagay sa mga istante sa mga dalubhasang tindahan.
Samakatuwid, kailangan mong malaman ang higit pa tungkol sa proseso ng paggawa ng isang tubo ng lata, na may mga katangian tulad ng mga produkto sa pabrika.
Paano gumawa ng isang tubo mula sa galvanized gamit ang iyong sariling mga kamay
Ang mga produktong gawa sa galvanized steel ay matibay, hindi sumuko sa kalawang, at kumilos sa pang-araw-araw na buhay na hindi mas masahol kaysa sa hindi kinakalawang na asero, kahit na mas mura ang mga ito. Sa artikulong ngayon, iminumungkahi kong magbayad ng higit na pansin sa katamtamang materyal na ito at sasabihin sa iyo kung paano gumawa ng isang galvanized pipe gamit ang iyong sariling mga kamay.
Ngunit nang walang proteksiyon na patong, ang ferrous metal ay napapailalim sa kaagnasan, mabilis na kalawang at hindi magagamit. Matagumpay na nalutas ng zinc plating ang problemang ito. At, sa kabila ng katotohanang ang mga galvanized at steel pipes ay pareho sa hugis, ang isang yero na produkto ay may isang bilang ng mga kalamangan.
Ano ang mas mabuti, bumili ng isang galvanized sheet ng kinakailangang kapal at ibaluktot ang tubo mismo, o pumunta sa tindahan at bumili ng tapos na produkto?
Tulad ng dati, magsimula tayo sa presyo. Ang isang tapos na tubo na may diameter na mm at isang haba ng 3 metro ay gastos sa amin tungkol sa rubles. Ang halaga ng materyal sa kasong ito ay rubles, ang natitira ay mga gastos sa paggawa at margin ng nagbebenta. At kung balak mong ayusin ang isang buong sistema ng paagusan? Maaari mong makita para sa iyong sarili na kailangan mong mag-overpay para sa mga natapos na produkto sa 2.
Ang mga pansariling pipa ay makabuluhang mapagaan ang pasanin sa pananalapi. Bilang karagdagan, mahigpit na tinukoy ng mga produkto ng pabrika ang mga sukat, at kung minsan mahirap hanapin ang tama para sa iyong system. At ang kapal ng tapos na tubo ay karaniwang hindi hihigit sa 1mm. Kinakailangan na tandaan na ang anumang produkto ng pabrika, hindi katulad ng ginawa sa bahay, ay sumasailalim sa mahigpit na kontrol sa kalidad, ay may perpektong bilog na ibabaw at ang kawastuhan ng hinang.
Kung napagpasyahan na gumawa ng isang bahagi sa iyong sarili, dapat kang magsimula sa pamamagitan ng pagpili ng isang materyal, sa aming kaso, isang galvanized sheet ng kinakailangang kapal. Ang pabrika ng zinc na pinahiran na sheet ay dapat sumunod sa GOST. Pangunahing mga katangian na dapat mong bigyang pansin kapag pumipili: Ang pinakakaraniwang mga galvanized na kapal ay mula sa 0.
Kung mas payat ang sheet, mas madali itong iproseso, na mahalaga para sa paggawa ng mga produkto sa bahay. Ngunit huwag kalimutan - mas mababa ang kapal - mas kaunting lakas.
Ginagamit ang mga tee para sa pagsasanga at pagkonekta ng mga pipeline. Ang isang pahilig na pantay na katangan ay hinangin mula sa mga tubo ng parehong diameter.Ang pagmamarka ng mga elemento ng katangan para sa kasunod na paggupit at hinang ay isinasagawa gamit ang mga pattern ng reamer na inilapat sa tubo, kasama ang isang linya ng paggupit na iginuhit sa tubo na may tisa. Ang talahanayan ng Excel na inaalok namin ay nagbibigay-daan sa iyo upang makakuha ng mga sukat para sa pagbuo ng mga pattern ng pag-aalis ng apendise at mga butas sa puno ng kahoy para sa paggawa ng pahilig na pantay na mga tee ng anumang lapad, na may anumang anggulo ng pagkahilig ng apendise.
Mayroong 3 mga klase ng materyal, alinsunod sa kapal ng layer ng sink. Ibuod natin ang data sa isang talahanayan para sa kaginhawaan.
Mga tampok ng pinagmulang materyal
Bago magpatuloy sa paggawa ng isang tubo mula sa isang sheet ng metal, dapat mong tingnan nang mabuti ang materyal na kung saan gagawin ang tubo at ang mga tampok nito. Upang magsimula, dapat sabihin na ang mga ito ay pinagsama mga produkto, sa madaling salita, ang lata ay isang sheet ng bakal na dumaan sa mga rolyo ng isang rolling mill at may kapal na 0.1-0.7 mm.
Bilang karagdagan sa pagpapatakbo ng pagpapatakbo, ang teknolohiya ng pagmamanupaktura ng tinplate ay nagpapahiwatig ng paggamot ng mga natapos na produkto na pinagsama mula sa pagbuo ng mga kinakaing proseso. Upang gawin ito, ang isang layer ng materyal ay inilapat sa bakal pagkatapos ng lumiligid, na hindi napapailalim sa kaagnasan.
Ang resulta ng mga aksyon na isinagawa ay isang sheet ng bakal, ang lapad nito ay maaaring mag-iba mula 512 hanggang 1000 mm, na may patong na chrome o zinc. Ang natapos na produkto ay plastik, kaya't madali nang mapangasiwaan ang lata. Sa kasong ito, ang mga pinagsama na tigas ay maaaring ihambing sa lakas sa mga produktong bakal. Pinapayagan ang paggamit ng sheet metal sa paggawa ng mga produkto ng kumplikadong disenyo.
Mga kinakailangang tool
Ang listahan ng mga tool at aparato na kinakailangan para sa paggawa ng mga galvanized chimney pipes gamit ang iyong sariling mga kamay ay dahil sa mga pag-aari ng lata, sa partikular na lambot at plasticity. Ang pagproseso ng ganitong uri ng materyal ay hindi nangangailangan ng espesyal na pagsisikap na kinakailangan para sa pagtatrabaho sa mga sheet material.
Samakatuwid, sa paggawa ng mga tubo ng lata para sa tsimenea, kinakailangan ang sumusunod na hanay ng mga tool:
- Gunting para sa pagputol ng metal. Tumutulong ang tool na ito upang madaling i-cut ang sheet material sa mga nais na piraso, dahil ang pinakamalaking kapal ng sheet ay umabot sa 0.7 mm.
- Hammer na may malambot na ulo. Maaari mo ring gamitin ang isang kahoy na mallet, mallet, o steel tool na may malambot na mahigpit na pagkakahawak ng goma. Gayunpaman, ang huli na pagpipilian ay ginagamit nang maingat o hindi nakuha, dahil maaari itong maging sanhi ng pagpapapangit ng isang manipis na sheet ng lata at masira ang buong gawain.
- Mga Plier Sa tulong ng tool na ito, nilulutas nila ang tanong kung paano yumuko ang isang tubo na gawa sa lata, sapagkat ito ay bakal, bagaman ito ay payat, samakatuwid, imposibleng yumuko ito sa iyong mga kamay.
- Mesa ng crafting. Ang aparato na ito ay kinakailangan kapag pagputol ng materyal at kapag naglalagay ng mga marka.
- Ang elemento ng pag-calibrate. Maaari itong maging isang pantubo na produkto na may diameter na higit sa 10 sent sentimo, pati na rin ang isang sulok na may mga gilid ng 7.5 sentimetro. Ang mga elementong ito ay dapat na maayos na maayos, dahil ang riveting ng magkasanib na puwitan ay isasagawa sa kanilang ibabaw.
Bilang karagdagan sa mga tool na ito, dapat kang maghanda ng isang panukat o sukatan ng tape at isang marker, na kung saan ay isang bakal na pamalo na may matalim na gilid.
Maaari bang magamit ang mga galvanized pipes para sa isang tsimenea
Bago pumili ng isang tsimenea ng ganitong uri, kakailanganin mong isaalang-alang ang mga posibleng panganib at nuances ng operasyon.
Pinsala sa mga galvanized chimney
Posibleng gumamit ng hindi kinakalawang na asero na galvanized pipes para sa tsimenea, ngunit kakailanganin mong isaalang-alang ang ilang mga nuances na nauugnay sa pagpapatakbo at mga katangian ng metal. Ang isa sa mga gabay sa pag-galvanizing ay nagsabi ng mga sumusunod:
- Mapanganib ang pag-init ng sink na higit sa 419.5 ° C. Sa oras na ito, lalo na sa mga kondisyon ng mataas na kahalumigmigan, nabubuo ang metal oxide. Ang mga usok ay lason at humantong sa matinding pagkalason.
- Ang purong zinc ay hindi mapanganib sa kalusugan ng tao at nakapaloob sa kanyang katawan: ngipin, pancreas, dugo, atbp.
- Lalo na mapanganib ang teknikal na sink - sa panahon ng paggawa, upang maibigay sa metal ang kinakailangang mga teknikal na katangian, ang arsenic, antimony at lead ay idinagdag sa karumihan.
Mula sa lahat ng nabanggit, maaaring mapagpasyahan na ang isang galvanized chimney pipe ay maaaring ligtas na magamit sa mga flue system na may mababang temperatura ng mga gas na tambutso. Ang mga istrakturang uri ng sandwich, kung saan ang panloob na tabas ay gawa sa hindi kinakalawang na asero, at ang panlabas ay galvanisado, ganap na hindi nakakaapekto sa kalusugan ng tao.
Galvanized buhay ng serbisyo ng tsimenea
Ang buhay ng serbisyo ng tubo ay nakasalalay sa maraming mga kadahilanan, ngunit sa pangkalahatan, ang tsimenea ay maaaring tumagal ng hanggang sa 10 taon, nang walang pagkawala ng higpit. Upang madagdagan ang buhay ng serbisyo, dapat kang sumunod sa mga sumusunod na rekomendasyon:
- Kinakailangan na i-insulate ang isang solong-circuit na galvanized chimney. Nang walang pagkakabukod ng thermal, ang tubo ay hindi magtatagal, dahil sa kaagnasan ng condensate at burnout dahil sa naipong uling. Ang pagkakabukod ng isang galvanized pipe sa panlabas na seksyon ng tsimenea ay isang sapilitan na hakbang.
- Ang galvanized na pinturang makabuluhang nagpapalawak sa buhay ng serbisyo ng produkto.
- Ang kapal ng bakal na ginamit para sa tsimenea ay dapat na hindi bababa sa 1 mm. Ang galvanized steel na may mas mababang kapal ay mabilis na masunog. Sa mga forum ng konstruksyon, maaari kang makahanap ng impormasyon na ang materyal na ito ng 0.6-0.8 mm ay nasunog pagkatapos ng anim na buwan na pagpapatakbo.
Napapailalim sa lahat ng mga kondisyong panteknikal, ang galvanized pipe ay garantisadong tatagal ng hindi bababa sa 10 - 15 taon.
Yugto ng paghahanda
Una, ang mga marka ay inilalapat sa sheet ng lata, kasama kung saan ang semi-tapos na produkto ay i-cut. Sa madaling salita, ang kinakailangang bahagi ay pinutol mula sa isang tiyak na sheet ng metal, kung saan mabubuo ang tabas ng hinaharap na tubo. Isinasagawa ang proseso ng pagmamarka tulad ng sumusunod: ang sheet ay inilatag sa isang workbench at isang segment na katumbas ng haba ng tubo ay sinusukat mula sa itaas na gilid. Dito ang isang marka ay ginawa ng isang marker.
Pagkatapos, gamit ang isang parisukat, isang linya ay iginuhit kasama ng markang ito patayo sa gilid ng gilid. Ngayon kasama ang linyang ito ang paligid ng tubo, pareho ang ginagawa kasama ang itaas na gilid. Sa parehong oras, halos 1.5 cm ang idinagdag kasama ang parehong mga gilid upang mabuo ang mga sumasamang gilid. Ang itaas at mas mababang mga marka ay konektado at ang workpiece ay gupitin.
Paano gumawa ng isang tubong katawan mula sa lata
Ang layunin ng yugtong ito ay upang mabuo ang profile ng tubo. Ang isang linya ay iginuhit kasama ang haba ng workpiece sa ilalim at tuktok kasama kung saan baluktot ang mga tiklop. Sa kasong ito, 5 mm ay sinusukat sa isang gilid, at 10 mm sa kabilang panig. Ang mga kulungan ay dapat na baluktot sa isang anggulo ng 90 0. Upang magawa ito, ang workpiece ay inilalagay sa isang sulok ng bakal, na nakahanay sa linya ng tiklop sa gilid ng sulok. Nakakaakit sa gilid ng isang mallet, yumuko ito sa patayo sa gilid ng sulok.
Inirerekumenda na yumuko ang produkto nang paunti-unti, dumadaan sa isang martilyo kasama ang buong haba nito. Sa kasong ito, maaari mong simulan ang baluktot sa mga pliers.
Ngayon, sa tiklupin, ang sukat nito ay 10 mm, isa pang tiklop ang ginawa upang makabuo ng isang uri ng titik G. Sa proseso ng pagtitiklop ng kulungan, kailangan mong tiyakin na ang itaas na tiklop ay kahanay sa workpiece, at ang haba nito ay 5 millimeter. Samakatuwid, kapag gumuhit ng isang linya ng tiklop ng tiklop, sa isang gilid sukatin ang 0.5 cm isang beses, at sa kabilang panig - dalawang beses na 0.5 cm bawat isa.
Nakumpleto ang pagbuo ng mga kulungan, maaari kang magpatuloy sa pagbuo ng katawan ng tubo. Para sa mga ito, ang isang blangko sheet ay inilalagay sa isang calibrating elemento at naka-tap sa isang mallet o iba pang naaangkop na tool upang makakuha ng isang profile ng isang tiyak na hugis. Ang workpiece ay unang tumatagal ng isang hugis U at pagkatapos ay nagiging bilog. Sa kasong ito, ang mga kulungan ay dapat na pagsamahin.
Paano gumawa ng isang timba gamit ang iyong sariling mga kamay mula sa lata
Kategoryang: Imbentaryo 23 307
3
Paano gumawa ng isang balde gamit ang iyong sariling mga kamay mula sa lata, galvanized iron o hindi kinakalawang na asero na may tuwid na dingding. Gupitin ang isang pattern ng produkto mula sa materyal
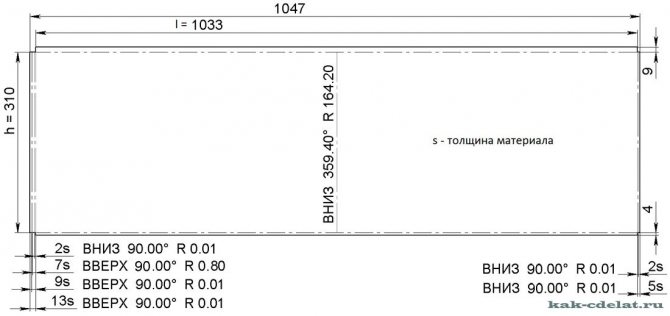
h
- taas (itakda ang tinukoy na halaga)
d
- diameter (itakda ang tinukoy na halaga)
l
- Pagkaligid (natagpuan sa pamamagitan ng pagkalkula)
l = πd = 3.14 * 329 = 1033
(mm)
h = 310
(mm)
MANUFACTURING NG CYLINDER
Sa gitna ng walisin, markahan ang mga butas para sa paglakip sa tainga
1.
Sa isang hugis-parihaba na sheet ng manipis na sheet na galvanized steel na GOST 14918-80, sa isang manu-manong ginawa na sheet sheet na bending machine, o manu-manong gumagamit ng isang mallet at isang bar, tiklop ang mga gilid ng sheet na "kasama ang taas" sa kabaligtaran. Baluktot namin ang sheet sa isang silindro.
2.
Inaayos namin ang mga nakatiklop na gilid. Pindutin nang pantay ang nagresultang seam sa isang mallet o mallet kasama ang buong haba ng silindro.
3.
Upang manatili ang tahi sa loob ng silindro, kinakailangan upang isagawa ang sumusunod na operasyon: i-on ang natapos na tahi upang ito ay malapit sa gilid ng bar; pagpindot sa tahi gamit ang isang mallet, nakukuha namin ang panlabas na ibabaw ng silindro nang walang nakausli na tahi.
FOLD UNIT
Ang lapad ng rebate ay nakasalalay sa layunin nito: pagtanggap ng isang kandado; lumiligid ang wire.
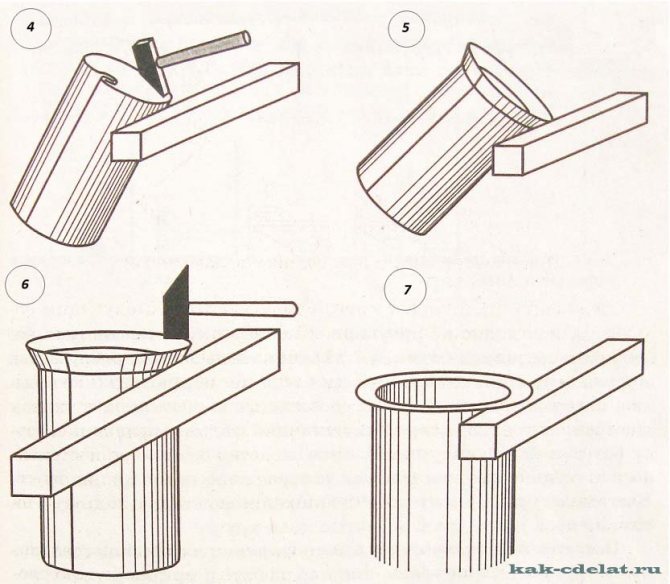
4.
Itakda ang silindro sa kanyang orihinal na posisyon na may kaugnayan sa bar. Nag-tap kami gamit ang martilyo at yumuko ang kulungan.
5.
Nag-tap kami gamit ang matulis na bahagi ng martilyo. Sinusubaybayan namin ang lapad ng kulungan - dapat itong pareho.
6.
Ihanay ang kulungan sa pamamagitan ng pagtapik sa mapurol na bahagi ng martilyo.
7.
Sa wakas, yumuko ang nakatiklop na seam sa isang tamang anggulo.
PAG-ROLLING NG WIRE
Naglalagay kami ng isang bilog sa paligid ng perimeter ng flange,

gawa sa kawad, ang lapad na dapat tumugma sa labas ng lapad ng silindro.

Inikot namin ang bilog na gilid at sa wakas ay natatapos ang seaming.
BOTTOM CYLINDER CONNECTION
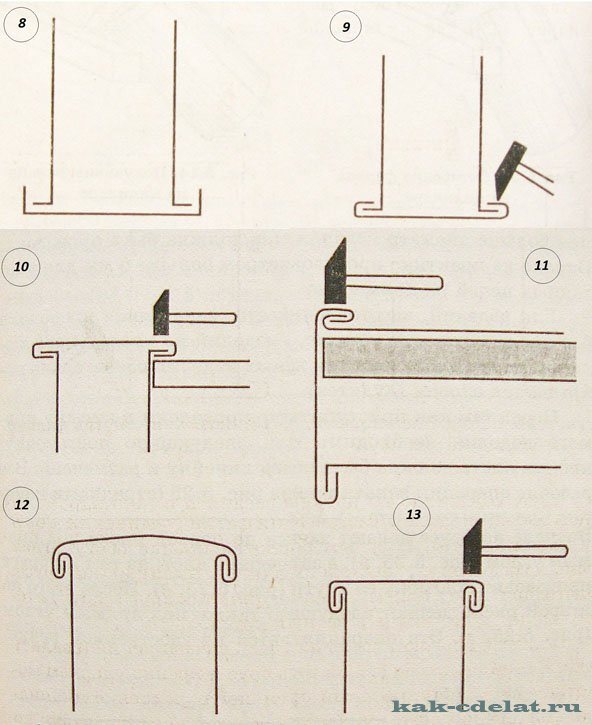
8.
Tiklupin ang mga gilid sa bilog at ipasok ang mga ito sa silindro.
9.
Sa pamamagitan ng light blows ng matulis na bahagi ng martilyo, yumuko ang kulungan sa loob ng bilog.
10.
Sa matatag na mga suntok ng mapurol na bahagi ng martilyo, tinatapik namin ang seam sa bar, habang pinipihit ang silindro.
11.
Itinapon namin ang fold sa panlabas na eroplano ng silindro.
12.
Kung ang trabaho ay nagreresulta sa isang matambok na ilalim, kinakailangan upang ihanay ito.
13.
Sa pinakadulo ng ilalim, pindutin ang mapurol na bahagi ng martilyo, kasama ang buong perimeter ng bilog. Sa kasong ito, ang ilalim ay ma-leveled, ang mga gilid ng koneksyon ay makakatanggap ng isang binibigkas na tabas.
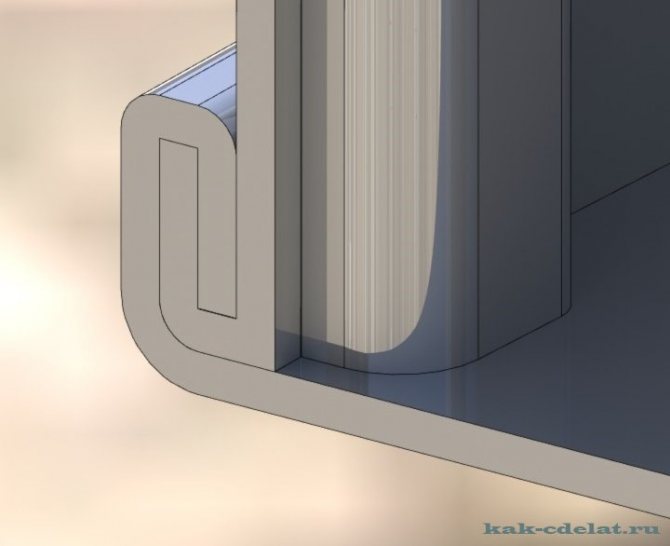
PAG-AARAL NG INTERMEDIATE WRAP
Ang ilalim ng timba ay maaaring ikabit sa intermediate hoop at ang intermediate hoop ay maaaring mai-attach sa silindro.
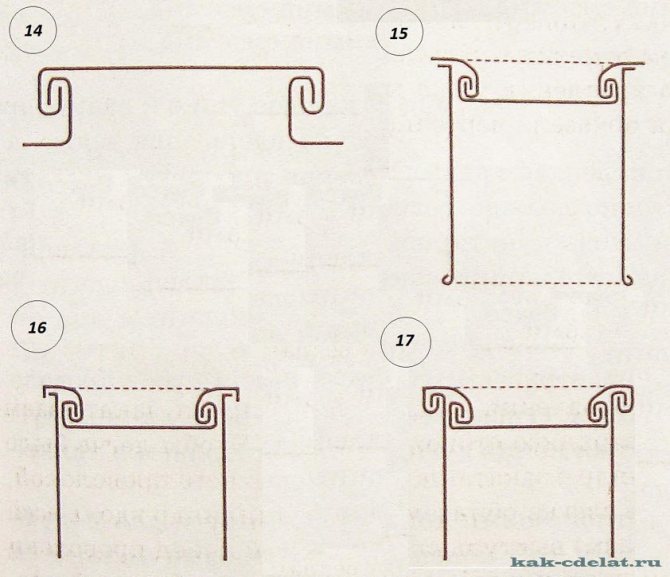
14.
Inaayos namin ang ilalim ng timba na may isang hoop.
15.
Ikonekta namin ang hoop gamit ang silindro (bucket body).
16.
Baluktot namin ang kulungan sa singsing.
17.
Itinapon namin ang tiklop sa panlabas na eroplano ng silindro at lubusang mag-tap sa paligid ng perimeter ng buong paligid.
PRODUKSYON NG MATA

Gupitin ang mga tainga mula sa isang katulad na materyal. Punch o drill sa pamamagitan ng mga butas: dalawa para sa mga rivet; isa para sa isang hawakan ng metal.
GUMAGAWA NG HANDLE
Bend ang hawakan mula sa isang metal wire na may diameter na 5 ... 6 (mm) GOST 18143-72.

Paano gumawa ng isang bucket gamit ang iyong sariling mga kamay mula sa lata - tulad ng nakikita mo, walang kumplikado. Ang pagkakaroon ng mastered isang simpleng modelo. Maaari kang magpatuloy sa isang mas kumplikadong modelo ng sloping.
Mag-order ng pagguhit
Ibahagi sa iyong mga kaibigan!
Pinoproseso ang seam joint
Ang pangwakas na yugto ay nagsasangkot ng pagproseso ng pantalon seam, iyon ay, crimping ito. Upang gawin ito, ang itaas na bahagi ng hugis ng L na tiklop ay nakatiklop pababa, na ibinabalot ang gilid ng iba pang kulungan. Ang resulta ay dapat na isang uri ng sandwich patayo sa tubo. Upang makakuha ng isang kulot na puwit, kailangan mong pindutin ang sandwich sa produkto.
Para sa higit na pagiging maaasahan, ang magkasanib na puwitan ay pinalakas ng mga rivet. Gayunpaman, ang mga do-it-yourself na tubo na gawa sa lata gamit ang pamamaraang ito ng pagsali ay hindi kailangan ng karagdagang pampalakas.
Paano gumawa ng isang galvanized pipe gamit ang iyong sariling mga kamay?
Maaari mong malayang bumili ng mga galvanized pipes, ngunit ang gastos ng mga naturang produkto ay medyo mataas, kaya't ang pagnanais na gumawa ng isang galvanized pipe gamit ang iyong sariling mga kamay ay idinidikta, una sa lahat, sa mga pagsasaalang-alang ng ekonomiya.
Sa parehong oras, ang paggawa ng mga yero na galvanized ay hindi nangangailangan ng paggamit ng mga espesyal na pagsisikap, mga espesyal na mamahaling mga fixture at tool at ilang uri ng propesyonal na kaalaman, kaya ang sinumang manggagawa sa bahay ay makayanan ito, kung saan ang arsenal ay mayroong isang hanay ng karaniwang karpinterya mga tool.
Mga kalamangan at dehado ng mga galvanized pipes
Kasama sa mga gumagamit ang mga pakinabang ng isang galvanized chimney pipe:
- pangmatagalang paglaban sa kaagnasan,
- mabilis na pag-init ng tsimenea at, bilang isang resulta, tinitiyak ang mahusay na draft,
- simpleng pamamaraan ng pagpupulong,
- isang makinis na ibabaw sa loob ng channel, na hindi pinapayagan ang uling na magtagal sa mga dingding,
- ang posibilidad ng pag-atras ng outlet sa pamamagitan ng dingding ng gusali.
Mga disadvantages:
- maikling buhay ng serbisyo ng isang solong pader na sangay,
- kapag pinuputol ang produkto, ang mga linya ng hiwa ay nagsisimulang kalawangin pagkatapos ng maikling panahon,
- menor de edad pinsala ay humantong sa pagkawasak ng proteksiyon layer,
- pagbuo ng isang malaking halaga ng paghalay.
Mga katangian ng mga galvanized pipes
Ang mga galvanized metal pipes ay ginagamit upang bigyan ng kasangkapan ang mga chimney; sikat sila dahil sa kanilang magaan na timbang at, nang naaayon, kadaliang mai-install. Ang mga galvanized chimney ay hindi nangangailangan ng pagtatayo ng isang pundasyon, at makabuluhang binabawasan ang gastos ng kagamitan sa tsimenea.

Ang mga nasabing tubo ay nakakatugon sa mga pamantayan sa kaligtasan ng sunog, na nakatiis ng temperatura hanggang sa 900 °, kaya maaari pa silang magamit para sa pagkuha ng usok mula sa solidong fuel boiler at kalan.
Gayundin, ang mga galvanized pipes sa konstruksyon sa bahay ay ginagamit upang magbigay ng kasangkapan sa mga kanal. Ang mga nasabing tubo ay medyo abot kaya na sa mga tuntunin ng gastos, ngunit sa parehong oras ang proseso ay maaaring gawing mas mura sa pamamagitan ng paggamit ng mga produktong gawa sa kamay.
Mga kinakailangang tool at materyales
Upang makagawa ng isang tubo na may diameter na 100 mm, kailangan namin ang mga sumusunod na tool at materyales:
- Kahoy na kahoy o goma. Sa pangkalahatan, ang kalidad ng natapos na produkto ay pangunahing nakasalalay sa kalidad ng tool na ito. Ang mallet ay dapat na sapat na mabigat, ngunit tulad nito madaling kontrolin ang puwersa ng suntok, hindi masyadong matatag, ngunit sa parehong oras sapat na siksik.
- Gunting para sa metal. Anumang gagawin, ang pangunahing bagay ay maginhawa para sa kanila na i-cut metal sa malalaking eroplano.
- Ang sulok ng metal, hindi bababa sa 1 m ang haba, na naka-install sa gilid ng talahanayan ng workbench. Nasa ito na ang metal ay magiging may kakayahang umangkop, kaya't dapat itong maging matatag at sapat na napakalaking.
- Steel pipe na may diameter na 60-90 mm, naayos nang pahalang - "baril". Ito ay gagamitin upang mag-ipon ng mga produkto. Alinsunod dito, ang haba nito ay dapat ding hindi mas mababa sa 1 m.
- Tagapamahala.
- Scraper para sa metal. Ang anumang pinahigpit na metal rod ay gagawin, hanggang sa isang malaking kuko.
- Sa totoo lang, ang sheet ng galvanized metal mismo ay 0.5 mm ang kapal.
Ano ang kailangan mo upang makagawa ng isang galvanized pipe
Sa bahay, upang makagawa ng isang galvanized pipe, kailangan mo ng isang sheet ng lata; ang materyal ay hindi nangangailangan ng paggamit ng mga espesyal na pagsisikap dahil sa lambot at kalagkitan nito.
Ang lata ay pang-industriya na ginawa mula sa manipis na sheet steel na may kapal na 0.1 hanggang 0.7 mm sa mga rolling machine, pagkatapos nito ay natatakpan sila ng isang anti-kaagnasan na proteksiyon layer ng chromium, lata o sink. Sa wakas, ang mga workpiece ay pinutol sa karaniwang mga sukat, na may lapad na 512 mm hanggang 2000 mm.

Ang lakas ng naturang mga produkto ay hindi sa anumang paraan mas mababa sa mga katapat na bakal, lalo na kung ang materyal ay may karagdagang mga stiffeners, ngunit sa parehong oras ito ay napaka-plastik at pinapayagan kang manu-manong i-mount ang mga pipeline ng kumplikadong hugis. Pinoprotektahan ng patong na anti-kaagnasan ang tubo mula sa panlabas na kapaligiran.
Ang problema ng naturang mga tubo ay hindi sapat na lakas ng baluktot, samakatuwid, para sa paggawa ng mga bukas na bahagi, ang mga stiffener ay ipinakilala sa istraktura upang palakasin ang produkto.
- isang malawak na hanay ng naturang mga tubo ng iba't ibang laki ay ipinakita sa mga tindahan: solong-circuit;
- double-circuit (ginawa sa anyo ng isang sandwich at binubuo ng isang panloob at panlabas na tubo);
- corrugated, nailalarawan sa pamamagitan ng mas mataas na kakayahang umangkop.
Tandaan! Sa bahay, posible na technically na gumawa lamang ng isang solong-circuit na tubo.
Kapag pumipili ng isang kapal ng sheet, ang layunin ng tubo ay dapat isaalang-alang. Halimbawa, ang isang galvanized pipe para sa pag-aalis ng tambutso gas mula sa solidong mga kalan ng gasolina at mga fireplace ay dapat na nadagdagan ang paglaban sa mataas na temperatura, at sa parehong oras mataas na mga katangian ng anti-kaagnasan.
Ito ay mahalaga! Ang mas mataas na temperatura ng nagtatrabaho medium, mas makapal ang mga pader ng tubo ay dapat.
Mga Instrumento
Para sa trabaho, kinakailangan ang mga espesyal na tool upang yumuko, wastong sukatin ang anggulo ng liko at gupitin ang tubo sa nais na haba.
Gumagawa ng mga galvanized piping gamit ang iyong sariling mga kamay
Kinakailangan ang mga kasanayan kapag gumaganap ng naturang trabaho, na maiiwasan ang pagpapapangit ng proteksiyon na patong. Kung ang tanong kung paano gumawa ng isang galvanized pipe gamit ang iyong sariling mga kamay ay napagpasyahan, kailangan mong malaman na ang proseso ng pagmamanupaktura ay binubuo ng 3 pangunahing yugto:
- paghahanda: ang sheet ay pinutol alinsunod sa isang paunang sketch;
- paghubog: ang paggawa ng isang produkto ng nais na hugis, mga parameter, seksyon ay nagsisimula;
- kasama ang pangwakas na yugto ng pag-secure ng gilid ng workpiece.
Kapag gumaganap ng bawat hakbang, dapat mong sundin ang mga sunud-sunod na tagubilin, na magbibigay-daan sa iyo upang makakuha ng isang maaasahang produkto nang hindi pinipinsala ang proteksiyon na patong.
Mga kinakailangang tool at materyales
Para sa trabaho kakailanganin mo:
- gunting para sa metal, may mga paghihigpit sa paggamit ng naturang tool - maaari itong magamit upang i-cut ang isang sheet na hindi hihigit sa 0.7 mm ang kapal;
- isang kahoy na martilyo (pinapayagan na gumamit ng isang metal, ngunit may isang rubber pad);
- pliers;
- isang workbench ay kinakailangan para sa pagputol ng mga blangko;
- upang makakuha ng isang produkto ng wastong hugis na may kahit na mga sulok (para sa mga parisukat na tubo), kakailanganin mo ang isang elemento ng pag-calibrate, na maaaring mga sulok ng metal (hanggang sa 1 m ang haba) o isang tubo na may kinakailangang lapad (kapag pumipili, isinasaalang-alang ang laki ng workpiece);
- pinuno;
- anumang pinahigpit na tool na maglilipat ng sketch sa metal.
Sa mga materyales, kinakailangan ng isang sheet ng galvanized sheet. Ang isang kapal na 0.5 mm ay itinuturing na sapat. Mas madaling magtrabaho kasama ang isang sheet, maaari kang makakuha ng isang matibay na produkto.
Pagputol ng workpiece
Ang independiyenteng paggawa ng mga tubo para sa mga personal na pangangailangan ay nagsisimula sa pagtukoy ng diameter (kadalasang pinili ang pagpipilian na 60-100 mm). Pagkakasunud-sunod:
- isang sketch ay nilikha, kung saan ipinahiwatig ang mga kinakailangang sukat, at ang lapad ay dapat na 15 mm na mas malaki, na sa hinaharap ay papayagan kang makakuha ng isang sumasamang gilid;
- ang tabas ng hinaharap na workpiece ay inililipat sa isang sheet ng lata gamit ang isang matalim na tool, ang gawain ay ginaganap sa isang workbench;
- kailangan mong gumawa ng isang rektanggulo, upang makakuha ng isang anggulo ng 90 ° gumamit ng isang parisukat.
Pagbuo ng profile
Ang paggawa ng mga yero na galvanized gamit ang iyong sariling mga kamay ay isinasagawa na isinasaalang-alang ang ilan sa mga subtleties:
- ang pagmamarka ng seksyon ng sheet ay ginawa kung saan ang metal ay baluktot sa ilalim ng mga tiklop: 0.5 cm mula sa isa at 2 hanggang 0.5 cm sa kabilang panig;
- ang tiklop ay nakatiklop sa isang anggulo ng 90 °;
- sa kasong ito, kailangan mong iposisyon ang sulok upang ang gilid nito ay sumabay sa tiklop na linya ng liko;
- gamit ang isang martilyo, hugis ang produkto, kinakailangan upang makamit ang buong pagsunod ng tiklop sa istante ng sulok, upang gawing simple ang trabaho, maaari mo munang yumuko ang metal sa mga plier;
- ang workpiece ay nakabukas, sa kasong ito, ang kulungan ay dapat na matatagpuan sa layo na 1 cm mula sa gilid ng anggulo ng pagkakalibrate, isang anggulo ng 130 ... 150 ° ay nabuo sa tulong ng isang mallet;
- gamit ang isang calibrating na elemento, isang produkto ng nais na hugis ay nilikha; sa huling yugto, ang mga kulungan ay dapat na konektado.
Pagpoproseso ng butt
Sa paggawa ng mga galvanized pipes, mahalaga na matiyak ang pagiging maaasahan ng magkasanib na mga gilid ng workpiece. Ang pinagsamang puwit ay pinoproseso ng pag-compress. Hindi ito nangangailangan ng pagkakalantad sa mataas na temperatura o iba pang mga kundisyon. Ang mga gilid ng gilid ay protektado mula sa pag-ulan. Para sa mga ito, ang isang tiklop na matatagpuan sa itaas ay naka-tap sa isang mallet. Bilang isang resulta, ang seam ay lumiit, na bumubuo ng isang uri ng sandwich.
Maaari mong pagbutihin ang pagiging maaasahan ng istraktura sa pamamagitan ng pag-install ng mga rivet na may isang tiyak na pitch. Hindi kinakailangan ang karagdagang pampalakas ng seam ng tubo.
Mga tagubilin para sa paggawa ng mga galvanized pipes
Una sa lahat, kailangan mong markahan ang sheet ng bakal, ilapat ang mga linya ng tiklop sa isang gilid na may sukat na 5 mm, sa iba pang dalawang beses na 5 mm bawat isa, ang tiklop sa isang gilid ay dapat na mas malawak kaysa sa pangalawa upang mabuo isang malakas na tahi sa hinaharap.Bend ang sheet sa isang 90 ° anggulo sa magkabilang panig gamit ang isang sulok at pliers.

Ito ay mahalaga! Ang hugis ay dapat na nakatiklop nang paunti-unti, lumilipat mula sa isang gilid patungo sa iba pa sa linya ng tiklop.
Pagkatapos, pag-on ang workpiece, nabuo ang mga kulungan, ang anggulo ay nababagay sa 135-140 °, na tinatapik ang mga gilid ng lata gamit ang isang mallet o isang martilyo na may isang malambot na welga, upang hindi makapinsala sa materyal ng produkto. Matapos ang pagbuo ng mga kulungan, maaari kang magpatuloy sa pagbuo ng tubo mismo.
Ikabit ang workpiece sa template ng sukat upang hugisin ito at i-tap ito muli hanggang sa magkakasama ang mga kulungan.
Ang malawak na gilid ay muling baluktot na kahanay sa eroplano ng produkto sa isang anggulo ng 90 °.
Ang huling yugto ay upang sumali sa mga dulo kasama ang isang patag na tahi gamit ang isang mallet.
Pantayin ang mga kulungan, yumuko ang pahalang na bahagi ng ikalawang tiklop, balot nito ang unang tiklop, at pagkatapos ay yumuko ang seam na ito, mahigpit na pinindot ito laban sa eroplano ng tubo.
Maaari mo ring dagdagan ang kasukasuan ng mga metal rivet gamit ang isang welding machine, kahit na madalas na mga galvanized piping na konektado sa isang flat seam ay hindi nangangailangan ng karagdagang pampalakas.