Sådan laver du et rør af tin - gør det selv tinrør
Hjemmebygere prøver at finde de mest budgetmæssige muligheder for at løse problemer. Derfor er spørgsmålet om, hvordan man laver et rør ud af tin med egne hænder, relevant for mange amatørhåndværkere. Når alt kommer til alt kan et hjemmelavet rørformet produkt fremstillet af tin være meget sammenligneligt med tagrender eller hylstre, der ligger på hylderne i specialbutikker.

Derfor skal du lære mere om processen med at fremstille et tinrør, der har egenskaber som fabriksprodukter.
Rørfremstilling
Instruktioner til produktion af galvaniseret metalvalsning fra stål, der overholder begge standarder, tillader oprettelse af rørformede produkter ved hjælp af en elektrisk svejset metode.
Det består også af følgende faser, der besvarer spørgsmålet om, hvordan man laver et galvaniseret rør med egne hænder:
- Råmaterialet til en lignende produktion er hjulpet af strimler (fladt metalplade), der leveres til produktion i form af ruller.... Disse ruller vikles op og skæres i strimler langs længden;
- Ved afslutningen af skæringen svejses strimlerne i et endeløst bånd, der vikles på en speciel tromle... Denne procedure sikrer kontinuiteten i den kommende produktion;
- Ved hjælp af rullerne dannes et rundt emne med en åben søm;
- Derefter skal det udtagne emne svejses langs sømmen.... Til dette kan en af følgende mest populære metoder have været anvendt:
- HF - induktionssvejsning, en af de billigste;
- TIG - svejsning med en wolframelektrode i en argonatmosfære.
Bemærk! TIG-svejsede rør betragtes som de mest pålidelige på grund af det faktum, at svejsning udføres med lavere hastighed, under apparatets lysbue formår det at smelte en enorm overflade nær sømmen. Men pålideligheden af mere billige materialer er fuldt ud tilstrækkelig til f.eks. Opvarmning eller vandforsyning.
- Det varme produkt dyppes i koldt vand i slutningen af svejsningen;
- Derefter testes røret i en fejldetektor, som afslører sømfejl;
- Derefter overføres røret til kalibreringsruller, som eliminerer ufuldkommenheder i størrelse og form.;
- Derefter skæres det resulterende rør i stykker med en given længde;
- En anden kontroloperation, der består i visuel inspektion;
- Færdige produkter pakkes og sendes til lageret.
Galvaniseringsproces
Men galvaniserede metalrør er ikke kun svejset stål, og derudover er de også korrosionsbeskyttende.
Lad os finde ud af, hvordan rør er galvaniserede:
- Varm metode til belægning - set fra lagets ensartethed og beskyttende træk betragtes denne metode som den bedste. Til gennemførelsen er et rør nok i et varmt zinkbad;
Bemærk! Der er en begrænsning for denne metode, og den kan ikke bruges, hvis metallet indeholder mere end 0,2% kulstof.
- Galvaniseret galvanisering - produktet nedsænkes i en elektrolyt, hvor der skabes en potentiel forskel mellem zinkelektroden og stål. Som et resultat opnås en pålidelig ensartet belægning, hvis tykkelse er let at kontrollere;
- Gas-termisk udvikling består i sprøjtning af zinksmelt, der sprøjtes på overfladen under påvirkning af varm luft;
- Termisk diffusion involverer som en metode til galvanisering overførsel af zink til en gasformig tilstand ved en høj temperatur, hvorefter dets molekyler har tendens til at lægge sig på overfladen af et koldt rør;
- Kold galvanisering kan anvendes til enhver form for overfladebehandling undtagen rørets indvendige diameter. I dette tilfælde fortyndes zinkpulver i lak og påføres som maling på produktet fra en dåse eller spray.
På trods af det store udvalg af moderne materialer til antikorrosionsbehandling er galvanisering stadig den bedste løsning til vandforsyning, gasledninger eller opvarmning. (Se også artiklen Kloaksystem: Højdepunkter.)
Råd. Et galvaniseret jernrør med dimensioner på 32 eller 100 mm er meget bedre end dets plast- eller kompositmodeller på grund af dets høje modstandsdygtighed over for mekanisk virkning og driftstemperatur. Installation af galvaniserede rør er ikke en så tidskrævende procedure for at opgive det på bekostning af pålideligheden og kvaliteten af det system, der oprettes.
Funktioner i kildematerialet
Før du begynder at fremstille et rør af et metalplade, skal du stifte bekendtskab med det materiale, som røret skal fremstilles af, og dets funktioner. Til at begynde med er det værd at sige, at dette er produkter af rullende type, med andre ord, tin er et stålplade, der har passeret gennem valseværkerne og har en tykkelse på 0,1-0,7 mm.
Ud over rullende operationer indebærer fremstillingen af blikplader også behandling af færdige valsede produkter fra dannelsen af ætsende processer. For at gøre dette påføres et lag af materiale på stålet efter valsning, hvilket ikke er udsat for korrosion.

Resultatet af de udførte handlinger er en stålplade, hvis bredde kan variere fra 512 til 1000 mm med en krom- eller zinkbelægning. Det færdige produkt er plastik, så tin kan let håndteres. I dette tilfælde kan de valsede afstivere sammenlignes i styrke med stålprodukter. Dette muliggør brug af metalplader til fremstilling af produkter med komplekst design.
Ramme monteringsproces
Efter forberedelse af alle dele til båden fortsætter vi med den direkte proces med samling af båden fra galvaniseret stål og plader med egne hænder. For at gøre dette skal du gøre følgende:
Anbefalet læsning: Leder du efter det rigtige, når du bruger en PVC oppustelig båd med en motor?
- I buen er det nødvendigt at kombinere to sider og et trekantet emne til buen. Negle eller selvskærende skruer kan bruges som forbindelseselementer. Hvis blokken stikker ud over siderne, skal den skæres i et niveau.
- Det næste trin er at installere en midlertidig afstandsstykke. Denne proces skal tilgås nøje. Så når siderne ikke bøjes, skal afstandsstykket arkiveres i en ikke for stor vinkel.
- Efter installation af afstandsstykket er det nødvendigt at bøje siderne yderligere. Et reb eller et par hjælpere gør jobbet.
- Vi erstatter den bageste del, justerer, fjerner den nødvendige affasning. Du skal passe godt for ikke at efterlade huller. Alt skal passe tæt.
- Når vi er færdige med pasformen, hammer vi siderne og savede alle fremspring.
- Når siderne er samlet, installerer vi permanente stiver, mens vi fjerner de midlertidige. Hvor meget detaljer, der skal indstilles, afhænger af ejerens præference.
Før du fastgør trædelene med søm eller selvskærende skruer, er det værd at forbore hullerne med en boremaskine. Denne metode forhindrer pladerne i at revne.
Det sidste trin i samlingen af trækonstruktionen vil blive affaset på de nedre dele af siderne, afstandsstykker og belægning af et beskyttende antiseptisk lag.
Nødvendige værktøjer
Listen over værktøjer og apparater, der er nødvendige for at fremstille galvaniserede skorstensrør med egne hænder, skyldes egenskaberne af tin, især blødhed og plasticitet. Behandling af denne type materiale kræver ikke anvendelse af en særlig indsats, der er nødvendig for at arbejde med arkmaterialer.
Derfor kræves følgende sæt værktøjer til produktion af tinrør til skorstenen:
- Saks til skæring af metal. Dette værktøj hjælper med let at skære arkmaterialet i de ønskede stykker, da den største arktykkelse når 0,7 mm.
- Hammer med blødt hoved. Du kan også bruge et træhammer, hammer eller stålværktøj med et blødt gummigreb. Den sidstnævnte mulighed bruges dog meget omhyggeligt eller overhovedet ikke taget, da den kan forårsage deformation af et tyndt tinblik og ødelægge hele arbejdet.
- Tang. Ved hjælp af dette værktøj løser de spørgsmålet om, hvordan man bøjer et rør lavet af tin, fordi det er stål, selvom det er tyndt, er det derfor umuligt at bøje det med dine hænder.
- Arbejds bord. Denne enhed er nødvendig ved skæring af materiale og ved påføring af markeringer.
- Kalibreringselement. Det kan være et rørformet produkt med en diameter på mere end 10 centimeter samt et hjørne med kanter på 7,5 centimeter. Disse elementer skal være godt fastgjort, da nitning af stødleddet udføres på deres overflade.
Ud over disse værktøjer skal du forberede en lineal eller målebånd og en markør, som er en stålstang med en skarp kant.
Rørmaterialer og værktøj
Til fremstilling af et galvaniseret rør med en diameter på 100 mm er det nødvendigt at forberede følgende materialer og værktøjer:
- Først og fremmest har du brug for et ark af galvaniseret stål.
- Mallet gummi eller træ. Det er nødvendigt at være særlig opmærksom på dette værktøj, da kvaliteten af det færdige produkt vil afhænge af dets kvalitet i fremtiden. Dens vægt skal være tung nok, men skræddersyet, så slagkraften kan kontrolleres. Hammeren skal også være fast, men ikke for hård.
- Saks til metal. Der er ingen specielle anbefalinger til dette værktøj, det vigtigste er, at de skærer godt, og på store fly var det praktisk at arbejde med dem.
- Skraber til metal. Du kan lave det selv ved at slibe enhver metalstang, endda en stor søm.
- Lineal.
- Et vandret fast stålrør. Dens diameter skal være 90 mm, og dens længde skal være mindst 1 m. Et sådant rør kaldes "pistol", og det er på det, at produkterne samles.
- Metalhjørne. Det er installeret på kanten af arbejdsbordet. Det skal være ret massivt og stabilt, da metallet er foldet på det. Hjørnes længde er 1 m.

Forberedende fase
Først påføres markeringer på tinarket, langs hvilket halvfabrikatet skæres. Med andre ord er den nødvendige del skåret fra et bestemt metalplade, hvorfra konturen af det fremtidige rør vil blive dannet. Mærkeprocessen udføres som følger: Arket lægges ud på en arbejdsbænk, og et segment svarende til rørets længde måles fra den øverste kant. Her er et mærke lavet af en markør.

Derefter trækkes en linje langs dette mærke vinkelret på sidekanten ved hjælp af en firkant. Nu langs denne linje er omkredsen af røret, det samme gøres langs den øverste kant. Samtidig tilføjes ca. 1,5 cm langs begge kanter for at danne sammenføjningskanterne. De øvre og nedre mærker er forbundet, og emnet skæres ud.
For at bestemme omkredsen kan du bruge et målebånd, eller du kan huske skolens geometrisk kursus.
Hvordan man laver et rørlegeme af tin
Formålet med dette trin er at danne rørets profil. En linje trækkes langs længden af emnet i bunden og toppen, langs hvilken foldene bøjes. I dette tilfælde måles 5 mm på den ene side og 10 mm på den anden. Foldene skal bøjes i en vinkel på 90 0. For at gøre dette lægges arbejdsemnet på et stålhjørne og justerer foldelinjen med hjørnet. Slå kanten med en hammer, bøj den til den vinkelrette side af hjørnet.
Det anbefales at bøje produktet gradvist og passere med en hammer i hele dets længde. I dette tilfælde kan du begynde at bøje med en tang.

Nu ved folden, hvis størrelse er 10 mm, laves endnu en fold til at danne en slags bogstav G. I processen med at folde folden skal du sikre, at den øverste fold er parallel med emnet, og dens længde er 5 millimeter. Når du tegner en foldfoldelinje, skal du på den ene side måle 0,5 cm en gang og på den anden side - to gange 0,5 cm hver.
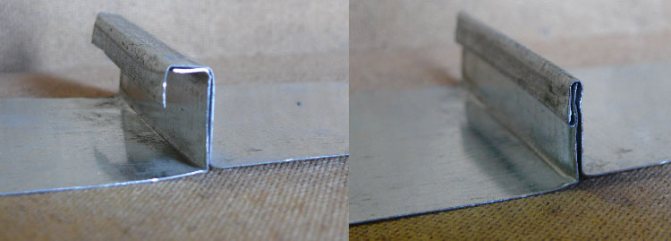
Behandling af sømleddet
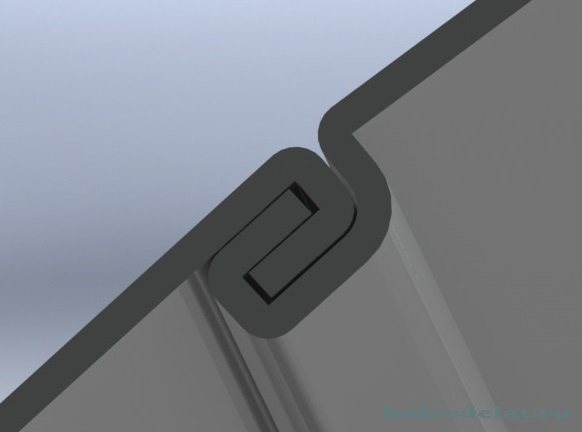
Den sidste fase involverer behandling af stødsømmen, dvs. krympning af den. For at gøre dette foldes den øverste del af den L-formede fold ned og indpakker kanten af den anden fold. Resultatet skal være en slags sandwich vinkelret på røret. For at få en stødssvejsning skal du trykke sandwichen på produktet.

For større pålidelighed er stødsømmen forstærket med nitter. Dog gør-det-selv-rør lavet af tin ved hjælp af denne metode til sammenføjning behøver ikke yderligere forstærkning.
Sådan laver du et rør af tin - gør det selv tinrør
Hjemmebygere prøver at finde de mest budgetmæssige muligheder for at løse problemer. Derfor er spørgsmålet om, hvordan man laver et rør ud af tin med egne hænder, relevant for mange amatørhåndværkere. Når alt kommer til alt kan et hjemmelavet rørformet produkt fremstillet af tin være meget sammenligneligt med tagrender eller hylstre, der ligger på hylderne i specialbutikker.
Derfor skal du lære mere om processen med at fremstille et tinrør, der har egenskaber som fabriksprodukter.
Hvordan man laver et rør fra galvaniseret med egne hænder
Produkter lavet af galvaniseret stål er holdbare, giver ikke efter for rust og opfører sig ikke i hverdagen dårligere end rustfrit stål, selvom de er meget billigere. I dagens artikel foreslår jeg at være mere opmærksom på dette beskedne materiale og fortælle dig, hvordan du laver et galvaniseret rør med dine egne hænder.
Men uden beskyttende belægning er jernholdigt metal udsat for korrosion, ruster hurtigt og bliver ubrugeligt. Forzinkning løste dette problem med succes. Og på trods af at galvaniserede rør og stålrør har samme form, har et galvaniseret produkt en række fordele.
Hvad er bedre, køb et galvaniseret ark af den krævede tykkelse og bøj røret selv, eller gå til butikken og køb et færdigt produkt?
Lad os som sædvanligt starte med prisen. Et færdigt rør med en diameter på mm og en længde på 3 meter vil koste os omkring rubler. Omkostningerne ved materialet i dette tilfælde er rubler, resten er arbejdsomkostninger og sælgers margen. Og hvis du planlægger at organisere et helt dræningssystem? Du kan selv se, at du bliver nødt til at overbetale for færdige produkter ved 2.
Selvfremstillede rør letter den økonomiske byrde betydeligt. Derudover har fabriksprodukter strengt definerede dimensioner, og nogle gange er det svært at finde den rigtige til dit system. Og tykkelsen på det færdige rør overstiger normalt ikke 1 mm. Det er bydende nødvendigt at huske, at ethvert fabriksprodukt, i modsætning til hjemmelavet, gennemgår streng kvalitetskontrol, har en perfekt rund overflade og nøjagtigheden af svejsningen.
Hvis det blev besluttet at lave en del på egen hånd, skal du starte med at vælge et materiale, i vores tilfælde et galvaniseret ark med den krævede tykkelse. Fabrikszinkbelagt stålplade skal overholde GOST. De vigtigste egenskaber, som du skal være opmærksom på, når du vælger: De mest almindelige galvaniserede tykkelser er fra 0.
Jo tyndere arket, jo lettere er det at behandle, hvilket er vigtigt for fremstilling af produkter derhjemme. Men glem ikke - mindre tykkelse - mindre styrke.
Tees bruges til forgrening og tilslutning af rørledninger. En skrå lige tee er svejset fra rør med samme diameter.Mærkning af tee-elementerne til efterfølgende skæring og svejsning udføres ved hjælp af reamer-mønstre, der påføres røret, langs hvilken der skæres en skærelinie på røret med kridt. Excel-tabellen, vi tilbyder, giver dig mulighed for at få dimensioner til at konstruere mønstre af fejer i tillægget og huller i bagagerummet til fremstilling af skrå lige tees af enhver diameter, med en hvilken som helst hældningsvinkel i tillægget.
Der er 3 klasser af materiale i overensstemmelse med tykkelsen af zinklaget. Lad os sammenfatte dataene i en tabel for nemheds skyld.
Funktioner i kildematerialet
Før du begynder at fremstille et rør af et metalplade, skal du stifte bekendtskab med det materiale, som røret skal fremstilles af, og dets funktioner. Til at begynde med er det værd at sige, at dette er produkter af rullende type, med andre ord, tin er et stålplade, der har passeret gennem valseværkerne og har en tykkelse på 0,1-0,7 mm.
Ud over rullende operationer indebærer fremstillingen af blikplader også behandling af færdige valsede produkter fra dannelsen af ætsende processer. For at gøre dette påføres et lag af materiale på stålet efter valsning, hvilket ikke er udsat for korrosion.
Resultatet af de udførte handlinger er en stålplade, hvis bredde kan variere fra 512 til 1000 mm med en krom- eller zinkbelægning. Det færdige produkt er plastik, så tin kan let håndteres. I dette tilfælde kan de valsede afstivere sammenlignes i styrke med stålprodukter. Dette muliggør brug af metalplader til fremstilling af produkter med komplekst design.
Nødvendige værktøjer
Listen over værktøjer og apparater, der er nødvendige for at fremstille galvaniserede skorstensrør med egne hænder, skyldes egenskaberne af tin, især blødhed og plasticitet. Behandling af denne type materiale kræver ikke anvendelse af en særlig indsats, der er nødvendig for at arbejde med arkmaterialer.
Derfor kræves følgende sæt værktøjer til produktion af tinrør til skorstenen:
- Saks til skæring af metal. Dette værktøj hjælper med let at skære arkmaterialet i de ønskede stykker, da den største arktykkelse når 0,7 mm.
- Hammer med blødt hoved. Du kan også bruge et træhammer, hammer eller stålværktøj med et blødt gummigreb. Den sidstnævnte mulighed bruges dog meget omhyggeligt eller overhovedet ikke taget, da den kan forårsage deformation af et tyndt tinblik og ødelægge hele arbejdet.
- Tang. Ved hjælp af dette værktøj løser de spørgsmålet om, hvordan man bøjer et rør lavet af tin, fordi det er stål, selvom det er tyndt, er det derfor umuligt at bøje det med dine hænder.
- Arbejds bord. Denne enhed er nødvendig ved skæring af materiale og ved påføring af markeringer.
- Kalibreringselement. Det kan være et rørformet produkt med en diameter på mere end 10 centimeter samt et hjørne med kanter på 7,5 centimeter. Disse elementer skal være godt fastgjort, da nitning af stødleddet udføres på deres overflade.
Ud over disse værktøjer skal du forberede en lineal eller målebånd og en markør, som er en stålstang med en skarp kant.
Kan galvaniserede rør bruges til en skorsten
Før du vælger en skorsten af denne type, skal du tage højde for de mulige risici og nuancer ved driften.
Skader på galvaniserede skorstene
Det er muligt at bruge galvaniserede rør i rustfrit stål til skorstenen, men du bliver nødt til at tage højde for visse nuancer, der er forbundet med metalets funktion og egenskaber. En af vejledningerne til galvanisering siger følgende:
- Opvarmning af zink over 419,5 ° C er farligt. På dette tidspunkt dannes metaloxid, især under forhold med høj luftfugtighed. Dampene er giftige og fører til alvorlig forgiftning.
- Rent zink er ikke farligt for menneskers sundhed og er indeholdt i hans krop: tænder, bugspytkirtel, blod osv.
- Teknisk zink er særligt farligt - for at give metallet de nødvendige tekniske egenskaber under produktionen tilføjes arsen, antimon og bly til urenheden.
Ud fra alt det ovenstående kan det konkluderes, at et galvaniseret skorstensrør sikkert kan bruges i røggassystemer med lave temperaturer af røggasser. Sandwich-strukturer, hvor den indre kontur er lavet af rustfrit stål, og den ydre er galvaniseret, påvirker absolut ikke menneskers sundhed.
Galvaniseret skorstens levetid
Rørets levetid afhænger af mange faktorer, men generelt kan skorstenen godt vare op til 10 år uden tab af tæthed. For at øge levetiden skal du overholde følgende anbefalinger:
- Det er nødvendigt at isolere en galvaniseret skorsten med et enkelt kredsløb. Uden varmeisolering holder røret ikke længe på grund af korrosion fra kondensat og udbrænding på grund af ophobet sod. Isolering af et galvaniseret rør i skorstenens ydre sektion er en obligatorisk foranstaltning.
- Galvaniseret maling forlænger produktets levetid betydeligt.
- Tykkelsen på det stål, der anvendes til skorstenen, skal være mindst 1 mm. Galvaniseret stål med en lavere tykkelse brænder hurtigt ud. På byggeforum kan du finde oplysninger om, at dette materiale på 0,6-0,8 mm brændte ud efter seks måneders drift.
Under alle tekniske forhold garanteres det galvaniserede rør mindst 10 - 15 år.
Forberedende fase
Først påføres markeringer på tinarket, langs hvilket halvfabrikatet skæres. Med andre ord er den nødvendige del skåret fra et bestemt metalplade, hvorfra konturen af det fremtidige rør vil blive dannet. Mærkeprocessen udføres som følger: Arket lægges ud på en arbejdsbænk, og et segment svarende til rørets længde måles fra den øverste kant. Her er et mærke lavet af en markør.
Derefter trækkes en linje langs dette mærke vinkelret på sidekanten ved hjælp af en firkant. Nu langs denne linje er omkredsen af røret, det samme gøres langs den øverste kant. Samtidig tilføjes ca. 1,5 cm langs begge kanter for at danne sammenføjningskanterne. De øvre og nedre mærker er forbundet, og emnet skæres ud.
Hvordan man laver et rørlegeme af tin
Formålet med dette trin er at danne rørets profil. En linje trækkes langs længden af emnet i bunden og toppen, langs hvilken foldene bøjes. I dette tilfælde måles 5 mm på den ene side og 10 mm på den anden. Foldene skal bøjes i en vinkel på 90 0. For at gøre dette lægges arbejdsemnet på et stålhjørne og justerer foldelinjen med hjørnet. Slå kanten med en hammer, bøj den til den vinkelrette side af hjørnet.
Det anbefales at bøje produktet gradvist og passere med en hammer i hele dets længde. I dette tilfælde kan du begynde at bøje med en tang.
Nu ved folden, hvis størrelse er 10 mm, laves endnu en fold til at danne en slags bogstav G. I processen med at folde folden skal du sikre, at den øverste fold er parallel med emnet, og dens længde er 5 millimeter. Når du tegner en foldfoldelinje, skal du på den ene side måle 0,5 cm en gang og på den anden side - to gange 0,5 cm hver.
Når du har afsluttet formningen af foldene, kan du gå videre til dannelsen af rørlegemet. Til dette anbringes et tomt ark på et kalibreringselement og tappes med en hammer eller andet egnet værktøj for at opnå en profil med en bestemt form. Arbejdsemnet får først en U-form og bliver derefter rundt. I dette tilfælde skal foldene sammenføjes.
Sådan laver du en spand med dine egne hænder af tin
Kategori: Inventar 23 307
3
Hvordan man laver en spand med egne hænder af tin, galvaniseret jern eller rustfrit stål med lige vægge. Skær et produktmønster ud af materialet
h
- højde (indstil den angivne værdi)
d
- diameter (indstil den angivne værdi)
l
- omkreds (fundet ved beregning)
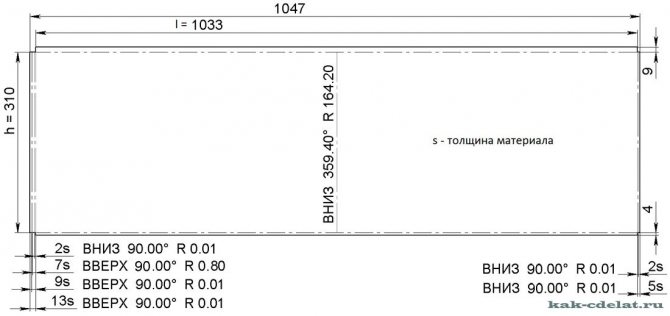
l = πd = 3,14 * 329 = 1033
(mm)
h = 310
(mm)
CYLINDERFREMSTILLING
Marker hullerne til fastgørelse af øret midt i fejningen
1.
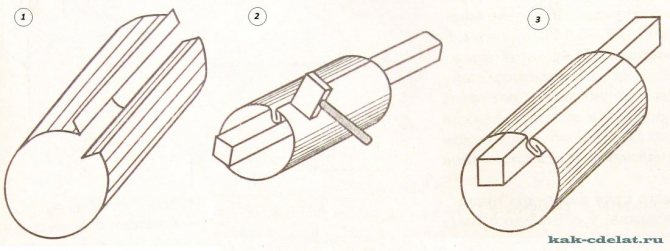
På en rektangulær plade af tyndplade galvaniseret stål GOST 14918-80, på en selvfremstillet manuel pladebøjningsmaskine eller manuelt ved hjælp af en hammer og en stang, fold arkets kanter "langs højden" i modsatte retninger. Vi bøjer arket i en cylinder.
2.
Vi fastgør de foldede kanter. Tryk den resulterende søm jævnt med en hammer eller hammer i hele cylinderens længde.
3.
For at sømmen skal forblive inde i cylinderen, er det nødvendigt at udføre følgende handling: Drej den færdige søm, så den er tæt på tømmerets kant; når vi rammer sømmen med en hammer, får vi den ydre overflade af cylinderen uden en udragende søm.
FOLD ENHED
Rabatbredden afhænger af dets formål: at modtage en lås; wire rullende.
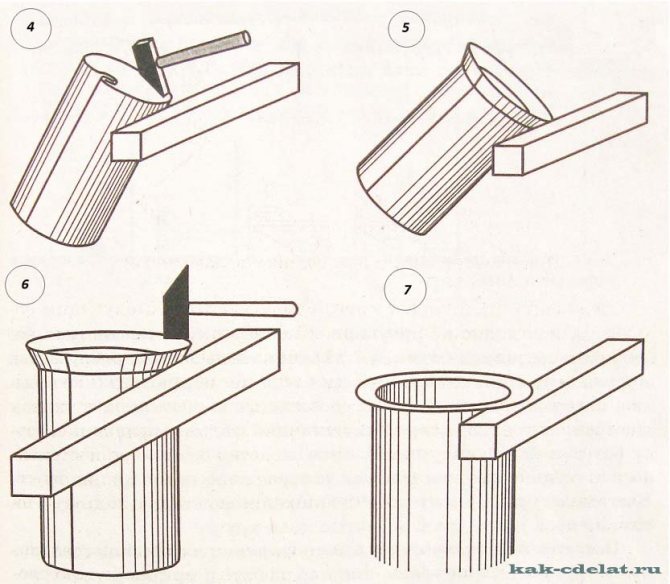
4.
Indstil cylinderen til sin oprindelige position i forhold til stangen. Vi banker med en hammer og bøjer folden.
5.
Vi banker med den spidse side af hammeren. Vi overvåger foldens bredde - den skal være den samme.
6.
Ret folden ind ved at banke med hammerens stumpe side.
7.
Til sidst bøjes den foldede søm i en ret vinkel.
WIRE RULLER
Vi sætter en cirkel rundt om flangenes omkreds,

lavet af tråd, hvis diameter skal svare til cylinderens udvendige diameter.

Vi afrunder den cirkulære kant og afslutter endelig sømmen.
FORBINDELSE I BUNDEN AF CYLINDER
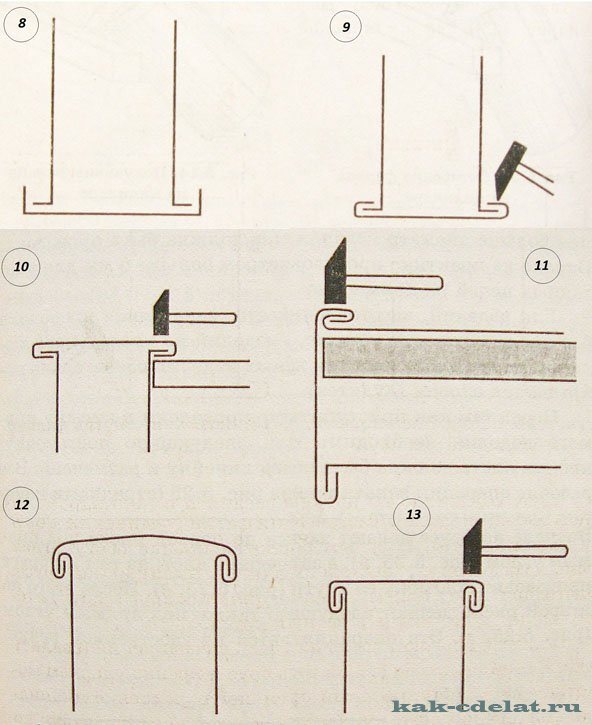
8.
Fold kanterne ved cirklen og indsæt dem i cylinderen.
9.
Med lette slag fra hammerens spidse del, bøj folden inde i cirklen.
10.
Med faste slag af hammerens stumpe del banker vi sømmen på stangen, mens vi drejer cylinderen.
11.
Vi dumper folden på cylinderens ydre plan.
12.
Hvis arbejdet resulterer i en konveks bund, er det nødvendigt at justere det.
13.
I bunden af bunden skal du slå med den stumpe del af hammeren langs hele cirkelens omkreds. I dette tilfælde vil bunden blive planeret, kanterne på forbindelsen får en udtalt kontur.
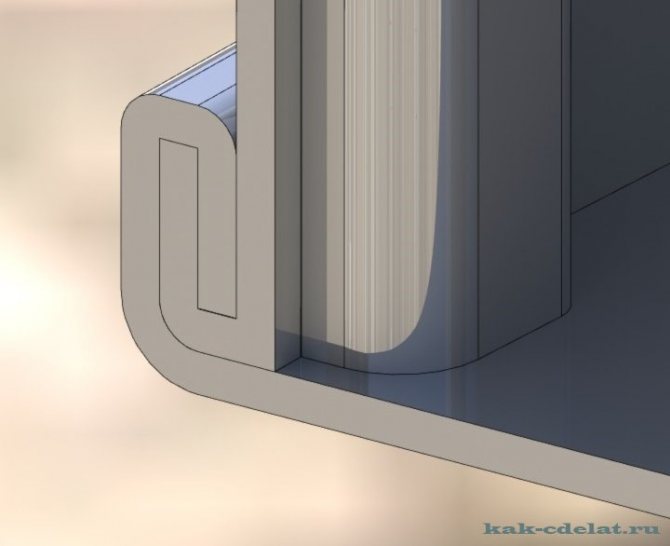
MONTERING AF MELLEMVÆRKET
Bunden af skovlen kan fastgøres til den mellemliggende ramme, og den mellemliggende ramme kan fastgøres til cylinderen.
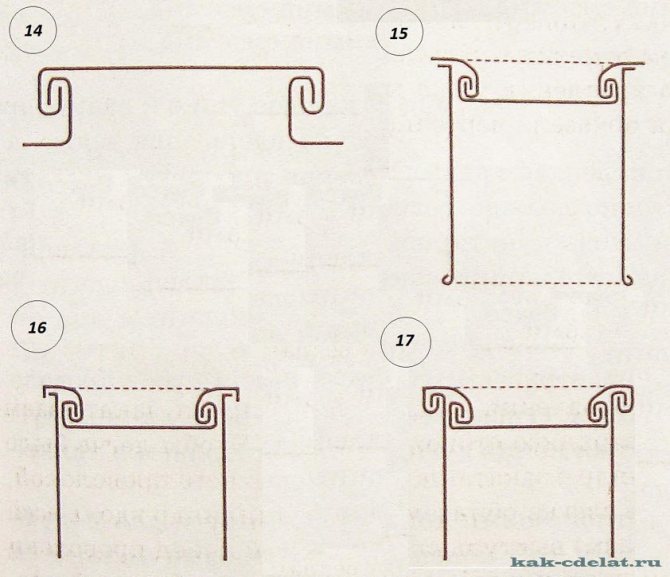
14.
Vi fikser bunden af spanden med en bøjle.
15.
Vi forbinder rammen med cylinderen (skovllegeme).
16.
Vi bøjer folden ved bøjlen.
17.
Vi dumper folden på cylinderens ydre plan og banker grundigt rundt omkredsen af hele omkredsen.
PRODUKTION AF ØJET

Skær ørerne fra et lignende materiale. Stans eller bor gennem huller: to til nitter; en til et metalhåndtag.
GØR ET HÅNDTAG
Bøj håndtaget fra en metaltråd med en diameter på 5 ... 6 (mm) GOST 18143-72.

Hvordan man laver en spand med egne hænder af tin - som du kan se, intet kompliceret. Efter at have mestret en simpel model. Du kan gå videre til en mere kompleks skrånende model.
Bestil tegning
Del med dine venner!
Behandling af sømleddet
Den sidste fase involverer behandling af stødsømmen, dvs. krympning af den. For at gøre dette foldes den øverste del af den L-formede fold ned og indpakker kanten af den anden fold. Resultatet skal være en slags sandwich vinkelret på røret. For at få en stødssvejsning skal du trykke sandwichen på produktet.
For større pålidelighed er stødsømmen forstærket med nitter. Dog gør-det-selv-rør lavet af tin ved hjælp af denne metode til sammenføjning behøver ikke yderligere forstærkning.
Hvordan laver man et galvaniseret rør med egne hænder?
Du kan frit købe galvaniserede rør, men prisen på sådanne produkter er ret høj, så ønsket om at lave et galvaniseret rør med dine egne hænder dikteres først og fremmest af økonomiske overvejelser.
Samtidig kræver fremstilling af galvaniserede rør ikke brug af særlig indsats, specielle dyre armaturer og værktøjer og en eller anden form for professionel viden, så enhver hjemmelavet håndværker kan klare dette, i hvis arsenal der er et sæt standard tømrerarbejde værktøjer.
Fordele og ulemper ved galvaniserede rør
Brugere inkluderer fordelene ved et galvaniseret skorstensrør:
- langvarig korrosionsbestandighed,
- hurtig opvarmning af skorstenen og som et resultat sikrer god træk
- enkel samlingsmetode,
- en glat overflade inde i kanalen, som ikke tillader sod at blive hængende på væggene,
- evnen til at trække stikkontakten gennem væggen
Ulemper:
- kort levetid for en filial med en væg,
- når produktet skæres, begynder skærelinjerne at ruste efter kort tid,
- mindre skader fører til ødelæggelse af beskyttelseslaget,
- dannelse af en stor mængde kondens.
Karakteristika for galvaniserede rør
Galvaniserede metalrør bruges til at udstyre skorstene; de er populære på grund af deres lette vægt og følgelig nem installation. Galvaniserede skorstene kræver ikke konstruktion af et fundament, og dette reducerer omkostningerne til skorstensudstyr betydeligt.

Sådanne rør opfylder brandsikkerhedsstandarder, der tåler temperaturer op til 900 °, så de kan endda bruges til røgudsugning fra kedler og ovne til fast brændsel.
Også galvaniserede rør i hjemmekonstruktion bruges til at udstyre tagrender. Sådanne rør er allerede ret overkommelige med hensyn til omkostninger, men på samme tid kan processen gøres endnu billigere ved hjælp af håndlavede produkter.
Nødvendige værktøjer og materialer
For at fremstille et rør med en diameter på 100 mm har vi brug for følgende værktøjer og materialer:
- Hammer af træ eller gummi. Generelt vil kvaliteten af det færdige produkt primært afhænge af kvaliteten af dette værktøj. Hammeren skal være tung nok, men sådan at det er let at kontrollere slagets kraft, ikke særlig fast, men stadig tæt nok.
- Saks til metal. Enhver vil gøre, det vigtigste er, at det er praktisk for dem at skære metal på store fly.
- Metalhjørne, mindst 1 m langt, monteret på kanten af arbejdsbordet. Det er på det, at metallet vil bøjes, så det skal være stabilt og tilstrækkeligt massivt.
- Stålrør med en diameter på 60-90 mm, fastgjort vandret - "pistol". Det vil blive brugt til at samle produkter. Derfor bør dens længde heller ikke være mindre end 1 m.
- Lineal.
- Skraber til metal. Enhver slibet metalstang gør det op til et stort søm.
- Faktisk er selve pladen af galvaniseret metal 0,5 mm tyk.
Hvad du har brug for for at lave et galvaniseret rør
Hjemme, for at fremstille et galvaniseret rør, har du brug for et ark af tin, materialet kræver ikke brug af særlig indsats på grund af dets blødhed og duktilitet.
Tin er industrielt fremstillet af tyndt stålplade med en tykkelse på 0,1 til 0,7 mm på rullende maskiner, hvorefter de er dækket med et korrosionsbeskyttende lag af krom, tin eller zink. Endelig skæres emnerne i standardstørrelser med en bredde på 512 mm til 2000 mm.

Styrken af sådanne produkter er på ingen måde ringere end modstykker i stål, især hvis materialet har yderligere afstivere, men på samme tid er det meget plastisk og giver dig mulighed for manuelt at montere rørledninger med kompleks form. Anti-korrosionsbelægning beskytter røret mod det ydre miljø.
Problemet med sådanne rør er utilstrækkelig bøjningsstyrke, og derfor fremstilles stivere til konstruktionen til fremstilling af åbne dele for at styrke produktet.
- en bred vifte af sådanne rør i forskellige størrelser præsenteres i butikkerne: enkelt kredsløb;
- dobbelt kredsløb (lavet i form af en sandwich og bestående af et indre og ydre rør);
- bølgepap, kendetegnet ved øget fleksibilitet.
Bemærk! Derhjemme er det teknisk muligt kun at fremstille et rør med et enkelt kredsløb.
Når du vælger en pladetykkelse, skal rørets formål tages i betragtning. For eksempel skal et galvaniseret rør til fjernelse af røggas fra komfurer og ildsteder med fast brændsel have øget modstandsdygtighed over for høje temperaturer og på samme tid høje antikorrosionsegenskaber.
Det er vigtigt! Jo højere temperaturen på arbejdsmediet er, desto tykkere skal rørvæggene være.
Instrumenter
Til arbejde kræves specialværktøj til at bøje, måle bøjningsvinklen korrekt og skære røret til den ønskede længde.
Fremstilling af galvaniserede rør med egne hænder
Der kræves færdigheder, når der udføres sådant arbejde, hvilket undgår deformation af beskyttelsesbelægningen. Hvis spørgsmålet om, hvordan man laver et galvaniseret rør med egne hænder, afgøres, skal du vide, at fremstillingsprocessen består af 3 hovedfaser:
- forberedelse: arket skæres efter en foreløbig skitse;
- støbning: fremstillingen af et produkt med den ønskede form, parametre, sektion begynder;
- den sidste fase inkluderer fastgørelse af emnet.
Når du udfører hvert trin, skal du følge trinvise instruktioner, som giver dig mulighed for at få et pålideligt produkt uden at deformere beskyttelsesbelægningen.
Nødvendige værktøjer og materialer
Til arbejde har du brug for:
- saks til metal, der er begrænsninger for brugen af et sådant værktøj - med dets hjælp kan du skære et ark, der ikke er mere end 0,7 mm tykt;
- en træhammer (det er tilladt at bruge en metal, men med en gummipude);
- tang;
- der kræves en arbejdsbænk til skæring af emner;
- for at få et produkt med den rigtige form med jævne hjørner (til firkantede rør) skal du bruge et kalibreringselement, som kan være metalhjørner (op til 1 m langt) eller et rør med den krævede diameter (når du vælger, tag i betragtning størrelsen på emnet);
- lineal;
- ethvert skærpet værktøj, der overfører skitsen til metal.
Af materialerne kræves et galvaniseret ark. En tykkelse på 0,5 mm betragtes som tilstrækkelig. Det er lettere at arbejde med et sådant ark, du kan få et holdbart produkt.
Skæring af emnet
Uafhængig produktion af rør til personlige behov begynder med at bestemme diameteren (ofte vælges indstillingen 60-100 mm). Sekventering:
- der oprettes en skitse, hvor de krævede dimensioner er angivet, og bredden skal være 15 mm større, hvilket i fremtiden giver dig mulighed for at få en sammenføjningskant;
- konturen af det fremtidige emne overføres til et tinark ved hjælp af et skarpt værktøj, arbejdet udføres på en arbejdsbænk;
- du skal lave et rektangel for at få en vinkel på 90 ° skal du bruge en firkant.
Profildannelse
Fremstilling af galvaniserede rør med egne hænder udføres under hensyntagen til nogle af de finesser:
- markering af pladesektionen foretages, hvor metallet vil bøjes under foldene: 0,5 cm fra den ene og 2 til 0,5 cm på den anden side;
- folden foldes i en vinkel på 90 °;
- i dette tilfælde skal du placere hjørnet, så dets kant falder sammen med foldbøjningslinjen;
- ved hjælp af en hammer skal du forme produktet, det er nødvendigt at opnå fuld overholdelse af folden til hylden i hjørnet for at forenkle arbejdet kan du først bøje metallet med en tang;
- emnet vendes, i dette tilfælde skal folden placeres i en afstand på 1 cm fra kanten af kalibreringsvinklen, en vinkel på 130 ... 150 ° dannes ved hjælp af en hammer;
- ved hjælp af et kalibreringselement oprettes et produkt med den ønskede form; i sidste trin skal foldene være forbundet.
Butt svejsebehandling
Ved fremstilling af galvaniserede rør er det vigtigt at sikre pålideligheden af samlingen af arbejdsemnets kanter. Buttfugen behandles ved kompression. Dette kræver ikke udsættelse for høje temperaturer eller andre forhold. Kantens kanter beskyttes mod atmosfærisk nedbør. Til dette tappes en fold placeret ovenpå med en hammer. Som et resultat krymper sømmen og danner en slags sandwich.
Du kan forbedre strukturens pålidelighed ved at installere nitter med en bestemt stigning. Yderligere forstærkning af rørsømmen er ikke påkrævet.
Instruktioner til fremstilling af galvaniserede rør
Først og fremmest skal du markere jernpladen ved at anvende foldfoldelinier på den ene side med en størrelse på 5 mm, på den anden to gange 5 mm hver, folden på den ene side skal være bredere end den anden for at danne en stærk søm i fremtiden.Bøj arket i en vinkel på 90 ° på begge sider ved hjælp af et hjørne og en tang.

Det er vigtigt! Formen skal foldes gradvist og bevæge sig fra den ene kant til den anden langs foldelinjen.
Derefter dannes foldene, drejes arbejdsemnet, vinklen justeres til 135-140 °, banker kanterne på blikket med en hammer eller en hammer med en blød angriber for ikke at beskadige produktets materiale. Efter dannelsen af foldene kan du fortsætte med dannelsen af selve røret.
Fastgør arbejdsemnet til størrelsesskabelonen for at forme det, og tryk det igen, indtil foldene kommer sammen.
Den brede kant er igen bøjet parallelt med produktets plan i en vinkel på 90 °.
Den sidste fase er at slutte enderne sammen med en flad søm ved hjælp af en hammer.
Ret foldene ind, bøj den anden foldes vandrette del, pakk den første fold ind med den, og bøj derefter sømmen, og tryk den tæt mod rørets plan.
Du kan desuden styrke forbindelsen med metalnitter ved hjælp af en svejsemaskine, selvom galvaniserede rør ofte er forbundet med en flad søm ikke har brug for yderligere forstærkning.