Brazarea țevilor de cupru
Cuprul este un metal scump, dar conductele de cupru au un avantaj competitiv pentru a menține sistemele de cupru la cerere maximă. Fabricat din cupru va oferi o durată de viață lungă și fără probleme a cablajului sanitar pe toată durata de viață a casei, depășind o jumătate de secol. Practicitatea procesării acestor produse constă în simplitatea procesului de lipire - este la temperatură scăzută, ușor de realizat într-un mediu casnic în prezența unui arzător cu gaz sau a unui fier de lipit electric.
Set de instrumente
Setul complet de scule, corpuri de iluminat și materiale utilizate în procesul de lipire este după cum urmează:
- mijloace pentru extinderea, tăierea și dezizolarea țevilor: expansor, tăietor de țevi sau șlefuitor cu cel mai subțire disc, tăietor, hârtie de șlefuit, perie metalică;
- instrument pentru încălzirea metalului și topirea lipitului: lanternă cu gaz sau fier de lipit electric 250 W;
- materiale cu care are loc conexiunea: flux și lipire dintr-un aliaj de tablă cu cupru, antimoniu, argint sau alți aditivi;
- materiale auxiliare - șervețele pentru îndepărtarea excesului de flux, suporturi, mănuși, instrumente de măsurare și marcare.
Țevile de cupru vor fi conectate fără fitinguri - marginea uneia este extinsă cu un expansor de țevi, o altă piesă este introdusă în ea. Îmbinarea se încălzește, iar cusătura este turnată cu lipit de staniu topit - se obține o îmbinare sigilată fiabilă care poate rezista la o presiune suficient de ridicată și la temperaturi ridicate. Puteți lipi corect țevile de cupru înțelegând principiile procesului:
- după tăierea tuburilor înainte de lipire, capetele sunt curățate cu atenție - toate bavurile sunt îndepărtate, iar marginea este șlefuită la o culoare galben strălucitor. Acest lucru trebuie făcut pentru a elimina oxizii din cupru care împiedică lipirea;
- după decapare, este acoperit cu un compus special - flux, care îndepărtează oxigenul, prevenind oxidarea în timpul sudării, ajută lipirea topită să pătrundă adânc în articulație;
- secțiunile acoperite cu flux sunt glisate una peste alta și încălzite cu o torță sau un fier de lipit. În acest caz, tehnologia de lipit cu un fier de lipit diferă de lucrul cu un arzător numai în absența unei flăcări deschise;
- lipirea este adusă la suprafața încălzită sub flacără - cositorul este topit, tras în articulație, răspândindu-se uniform în jurul articulației;
- după răcire, excesul de staniu va cădea singur, iar cusătura va fi închisă ermetic.
Dacă nu aveți abilități speciale în astfel de lipire, este mai bine să o încredințați profesioniștilor.
Sfat. În viața de zi cu zi, devine necesară conectarea tuburilor de aluminiu, care sunt mai dificil de prelucrat decât cuprul. Acest lucru va necesita un echipament de lipit aluminiu și lipit aluminiu - o torță capabilă să încălzească metalul la 400 ° C. Specificitatea procedurii constă în faptul că fluxul nu este utilizat, iar lipirea nu este injectată în flacără, ci se aplică pe îmbinare: se topește din contactul cu metalul fierbinte.




Instrumente necesare
Înainte de a învăța cum să lipiți țevile de plastic, cum să tăiați un sistem existent sau să asamblați unul nou, ar trebui să achiziționați toate echipamentele necesare.

Cel mai important instrument este un fier de lipit. Dar nu cel cu care produsele din cupru sunt ținute împreună sau condensatorii sunt atașați la placă.
Aici aveți nevoie de un fier de lipit special pentru țevile din polipropilenă.
Acesta este un instrument electric, a cărui șină de încălzire are unul sau mai multe scaune pentru duze speciale.
Duzele sunt de obicei incluse și în kit - aveți nevoie de mai multe dintre ele, una pentru fiecare dimensiune a țevii. În kit, în majoritatea cazurilor, există duze pentru țevile 20, 25, 32, 100 mm. Suprafața de lucru este acoperită cu un strat de teflon antiaderent - este important să nu o zgâriați cu un instrument ascuțit, astfel încât să nu puteți curăța accesoriul cu un cuțit, o perie metalică etc.
Modelele bune de fier de lipit sunt echipate cu un termostat, cu care puteți seta temperatura de încălzire dorită. Modelele ieftine sunt uneori echipate cu un senzor termomecanic setat la o singură temperatură.
Puterea modelelor disponibile în comerț, precum și prețul acestora, variază foarte mult. Dacă este de așteptat o cantitate mică de muncă, atunci îl puteți lua pe cel mai ieftin sau chiar puteți cere o închiriere.
Puterea dispozitivului afectează viteza de încălzire, dar nu și calitatea conexiunii.
Pe lângă un fier de lipit, este de asemenea recomandabil să achiziționați foarfece speciale pentru tăierea țevilor din plastic.
Cu ajutorul lor, puteți obține cu ușurință și rapid o tăietură uniformă și îngrijită.
De asemenea, veți avea nevoie de o măsurătoare cu bandă, un marker de alcool (stilou), un cuțit ascuțit și cârpe. Dintre materiale, pe lângă conductele în sine, vor fi necesari conectori de dimensiunea adecvată - cuplaje, îndoiri, tee (pentru tăiere în sisteme deja așezate), adaptoare etc.
Tevi de lipit din polipropilenă PVC (plastic)
Produsele din polimer sunt lipite la temperaturi mai scăzute decât metalul. Le este frică de flăcările deschise, așa că pentru sudare se folosesc fiare de lipit electrice speciale numite mașini de sudat.
Tehnologia de sudare a produselor din polipropilenă (PP) este fundamental diferit de lucrul cu cuprul.
Îmbinarea secțiunilor metalice implică introducerea unui segment în altul și apoi etanșarea cusăturii folosind o sudură dintr-un metal mai moale. În cazul polipropilenei, ambele segmente se topesc, se amestecă, pătrund complet unul în celălalt și, atunci când se solidifică, are loc o conexiune omogenă integrală. O astfel de sudură se numește difuză din cuvântul latin difuzie, adică amestecare. Lipirea țevilor de propilenă înseamnă a face trei lucruri:
- topiți capetele segmentelor până când se înmoaie;
- conectați unul la altul fără viraje inutile;
- așteptați până se răcește - ca rezultat, se formează o secțiune omogenă dintr-o singură bucată.
Țevi de lipit pentru încălzire și instalații sanitare la domiciliu
Datorită simplității procedurii DIY, se efectuează acasă. Pentru a face acest lucru, trebuie să achiziționați:
- mașină de sudat electrică pentru sudarea polipropilenei;
- atașamente pentru dispozitiv (incluse în setul pentru dispozitiv);
- tundător;
- montaj;
- accesorii: marker, cuțit, bandă măsurătoare.
Lipirea polipropilenei este mult mai ușoară decât cuprul
Lipirea personalizată a țevilor de propilenă constă în efectuarea secvențială a următoarelor operațiuni:
- Tăiați țevile la dimensiuni prestabilite, pregătiți armăturile dacă este necesar.
- Tăiați capetele - îndepărtați 1-1,5 mm din stratul protector de sus. Acest lucru se poate face cu un aparat de tundere sau șlefuire cu hârtie smirghel.
- Pregătiți mașina de sudat - echipați-o cu duze pentru diametrul țevilor și conectați-o la rețea. Polipropilena se topește la 250 ° C. Dispozitivul are un comutator de temperatură și un indicator de încălzire. Când se atinge temperatura dorită, dispozitivul dă un semnal sonor sau luminos că este pregătit pentru procesul de sudare.
- Introduceți conducta și armătura în duzele corespunzătoare și păstrați timpul strict conform instrucțiunilor, evitând supraîncălzirea sau supraîncălzirea.
- Scoateți piesele încălzite din duze, apoi lipiți introducând un element în altul. În acest stadiu, acțiunile trebuie să fie sigure și clare - este interzisă mutarea elementelor înainte și înapoi sau rotirea de-a lungul axei.
- Lăsați polipropilena să se răcească - lăsați structura fără solicitări mecanice pentru o vreme.
- Verificați conexiunea vizual pentru defecte: dacă tehnologia este urmată, cusătura se va dovedi uniformă și puternică.
Sudarea țevilor din HDPE folosind fitinguri din polipropilenă.
Sincer, sunt împotriva acestei metode. Acum voi explica de ce:
- Polipropilena și polietilena au puncte de topire diferite. HDPE se topește la puțin peste 100 de grade Celsius, în timp ce polipropilena se topește la 260 de grade. Sudarea se va dovedi a fi de proastă calitate.
- Chiar dacă se dovedește a face o astfel de conexiune, încă nu este clar pentru ce presiune este proiectat și cât timp o poate ține.
Citește și: Greutatea specifică a oțelului inoxidabil 12x18n10t
Prin urmare, vă sfătuiesc să nu pierdeți timp și bani în astfel de experimente.
Brazarea corectă a țevilor mari din HDPE la temperatura normală
Sunt de două tipuri:
- rezistență redusă - sunt realizate sub presiune ridicată și capătă o densitate scăzută;
- de înaltă rezistență (HDPE) - sunt realizate sub presiune scăzută, dar dobândesc o densitate mare.
Un alt nume pentru țevile din polietilenă de înaltă rezistență - HDPE înseamnă polietilenă de joasă presiune. Cuvintele „presiune scăzută” din nume înseamnă condițiile în care produsele au fost fabricate și nu sunt legate de domeniul de aplicare. Polietilena de joasă presiune (HDPE) este utilizată în condiții de presiune și temperatură ridicată - în conductele principale de gaze sau apă. Lipirea corectă a țevilor din polipropilenă nu este o sarcină ușoară.
Deoarece produsele din PEHD sunt produse într-o mare varietate de diametre (20 mm până la 1 m 20 cm) și grosimi ale pereților, există mai multe metode de îmbinare și multe tipuri de echipamente pentru lipirea țevilor din polietilenă. Sudarea țevilor din polietilenă se realizează prin una dintre următoarele metode:
- cap la cap (sau cap la cap);
- în formă de clopot;
- electrofuziune.
Pentru o astfel de lipire, aveți nevoie de o mașină specială de lipit.
Sudarea cap la cap a țevilor din PE în condiții industriale se realizează de o mașină costisitoare și voluminoasă cu acționare mecanică sau hidraulică. Setul dispozitivului include ghidaje pentru centrare, un aparat de tundere pentru tăierea lină a marginilor adiacente, un element de încălzire, acționări și temporizatoare. Tehnologia end-to-end în sine este simplă, dar echipamentul folosit nu este ieftin: prețul unei mașini de sudat pentru țevile din PEHD este în medie de 250 de mii de ruble, iar un element de încălzire separat costă aproximativ 50 de mii.
Schema de lipit pentru țevile din polietilenă cu un fier de lipit în locuri greu accesibile
Lipirea țevilor din polietilenă are loc conform următoarei scheme:
- produsele care trebuie conectate sunt introduse în mașina de sudat țevi, sunt centrate;
- între ele se introduce un instrument automat de orientare, care taie uniform HDPE, îndepărtând cipurile;
- capetele opuse sunt unite, se efectuează controlul vizual al alinierii și etanșeității marginilor;
- capetele de sudat sunt degresate, între ele se instalează un element de încălzire;
- capetele sunt încălzite și topite la o anumită temperatură pentru un anumit timp;
- elementul de încălzire este îndepărtat și conexiunea se răcește pentru o perioadă stabilită de cronometru;
- se obține o conexiune puternică fără a afecta flexibilitatea conductei.
Acasă se întâmplă după același principiu, dar se folosesc dispozitive mai simple - un fier de lipit pentru țevile din polietilenă. Costă de la 30 de mii de ruble, este o oglindă de sudură acoperită cu teflon și poate rezista la temperaturi ridicate - până la 300 ° C.
Parametrii sudării cap la cap a țevilor din polietilenă: temperatura, timpul de încălzire și răcire - depind de diametrul și grosimea peretelui, sunt setați de către sudori conform unui tabel special. Pentru a elimina erorile de pe multe dispozitive, parametrii sunt setați automat.
Sudarea prin electrofuziune a țevilor din HDPE aparține categoriei industriale și constă în topirea secțiunii conductei sub cuplaj, la care este alimentat curentul electric, iar temperatura crește. Cuplajele de electrofuziune pentru țevile din polietilenă consumă o cantitate mare de energie electrică în timpul funcționării și sunt considerate mai costisitoare, dar ajută în cazurile în care este imposibilă utilizarea unui dispozitiv cu dimensiuni mari. Pot fi folosite acasă.
Cum se face o instalație sanitară din țevi din polietilenă?
Puteți colecta alimentarea cu apă în diferite moduri, dar întotdeauna într-o secvență specifică. În primul rând, se dezvoltă un proiect și se cumpără toate componentele structurale. Apoi puteți începe lucrările de construcție.
Lucrări pregătitoare înainte de instalarea țevilor din polietilenă
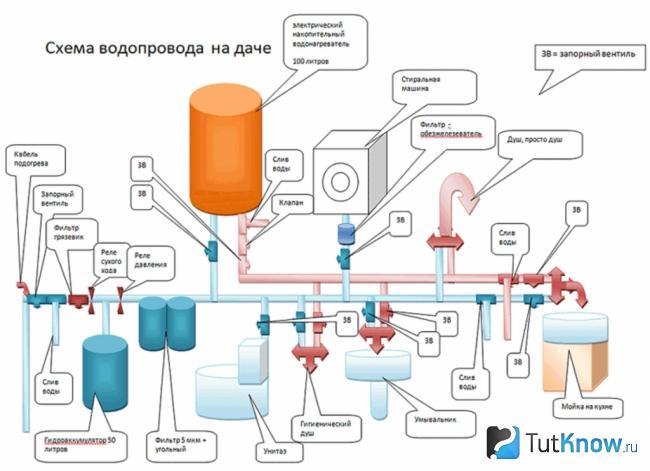
Schema sanitară a țevilor din polietilenă
În prima etapă a instalării, este necesar să se dezvolte o schemă de alimentare cu apă din țevi din polietilenă. În schiță, arată traseul de la sursă la punctele de conectare, indicând trunchiul principal și ramurile. În diagramă, asigurați locația rosturilor de dilatare liniare ale structurii.
Datorită extinderii plasticului, fixați conductele cu cleme cu un design special, care permit liniilor să se miște atunci când sunt încălzite.
Pista poate fi trasă în tăvi speciale sau închisă în caneluri. Determinați dimensiunea țevilor din polietilenă pentru alimentarea cu apă, numărul de fitinguri și decideți cum să conectați tăieturile.
Piața construcțiilor este saturată cu țevi din polietilenă pentru alimentarea cu apă, dar produsele de calitate pot fi achiziționate numai în magazinele mari de hardware. Verificați cu atenție mărfurile:
- Piesele de prelucrat nu trebuie să fie deteriorate mecanic: așchii, crăpături, ciocniri.
- Nu cumpărați un produs ieftin, care poate indica plastic de calitate slabă.
- Toate caracteristicile principale ale țevilor din polietilenă pentru alimentarea cu apă sunt aplicate la suprafață (diametru, presiune admisibilă, temperatură, scop).
Dacă aveți îndoieli cu privire la calitatea produsului, solicitați vânzătorului să furnizeze un certificat de conformitate a acestuia.
Instalarea țevilor din polietilenă cu racorduri

În fotografie, conexiunea țevilor din polietilenă pentru alimentarea cu apă cu fitinguri
Pentru a conecta bucăți de țevi din polietilenă, veți avea nevoie de următoarele instrumente:
- Fier de lipit pentru sudură
... De obicei se vinde complet cu accesorii de diferite diametre. - Foarfece pentru tăierea semifabricatelor
... Cu ajutorul lor, tăierea este netedă, nu este necesară o prelucrare suplimentară a capetelor.
Secvența de instalare a țevilor din polietilenă pentru alimentarea cu apă folosind fitinguri:
- Tăiați numărul necesar de semifabricate conform schemei sanitare.
- La capetele produselor, șanfrează la un unghi de 45 de grade.
- Așezați un fier de lipit lângă principal. Instalați pe acesta duze, al căror diametru corespunde cu diametrul țevii și al racordului.
- Glisați piesele de lucru pe duze.
- Porniți dispozitivul. Temperatura optimă pentru încălzirea polietilenei este de 270 de grade. Dacă există un regulator, acesta poate fi setat manual. La dispozitivele mai simple, setarea se face deja din fabrică.
- După alarma indicatorului, scoateți rapid conducta și armătura de pe fierul de lipit și conectați-le. Nu atingeți articulația timp de câteva minute până când plasticul nu se întărește. Nu este necesar să răciți forțat articulațiile, pentru a nu reduce calitatea articulației.
- Toate elementele traseului sunt fixate în mod similar.
- Conectați conducta la alimentarea cu apă și verificați dacă există scurgeri la fiecare îmbinare.
Sudarea prin electrofuziune a țevilor din polietilenă pentru alimentarea cu apă
În fotografie, instrumente pentru sudarea prin electrofuziune a țevilor din polietilenă
Pentru a instala țevi din polietilenă pentru alimentarea cu apă cu propriile mâini folosind cuplaje electrofuzionale, veți avea nevoie de următoarele echipamente și materiale:
- Aparat de sudura
... Funcția sa este de a energiza ambreiajul pentru o perioadă de timp specificată.Produsul este asamblat pe semiconductori, care asigură eficiență și productivitate ridicate. Dispozitivul este echipat cu un afișaj digital pentru a controla parametrii introduși. Unele modele au un slot pentru un scaner care permite introducerea parametrilor de montare în dispozitiv printr-un cod de bare de pe conector. - Poziționer
... Scopul său este de a compensa ovalitatea țevii, care apare în timpul depozitării și transportului necorespunzător al produsului. - Tăietor de țevi
... Cu ajutorul acestuia, marginile țevii după tăiere sunt plate și fără așchiere. Nu este recomandat să folosiți un cuțit sau ferăstrău pentru sudare prin electrofuziune. - Lichid de curățare a țevilor
... Îndepărtează grăsimea și alte straturi de pe suprafața sudată. Adesea livrat cu fitinguri. Este interzisă curățarea pieselor cu produse care nu sunt destinate polietilenei. - Remover adeziv oxid
... Proiectat pentru a îndepărta stratul superior de plastic cu grosimea de 0,1 mm pentru a crea o suprafață aspră. Extractorul poate fi înlocuit cu un raclet obișnuit.

În fotografie, procesul de sudare prin electrofuziune a țevilor din polietilenă pentru alimentarea cu apă
Instalarea țevilor din polietilenă pentru alimentarea cu apă prin sudare prin electrofuziune se efectuează în următoarea ordine:
- Tăiați piesele cu un tăietor de țevi conform dimensiunilor indicate pe schema de alimentare cu apă.
- Măsurați lungimea manșonului.
- Pe fiecare piesă de prelucrat, marcați cu un marker la o distanță de jumătate din manșon plus 2 cm de marginea țevii.
- Îndepărtați stratul superior de unde plasticul a reacționat cu oxigenul.
- Tevat la capăt pentru a facilita îmbinarea țevii și a conectorului.
- Asigurați-vă că produsul nu este oval, în caz contrar manșonul nu poate fi pus, sau o lipire monolită nu va funcționa.
- Așezați un poziționator pe fiecare țeavă și fixați-l până când este perfect rotund.
- Curățați suprafețele elementelor de praf și degresați cu un compus special.
- Introduceți țeava la jumătate în racordul de electrofuziune. De obicei, există un limitator în interior care nu vă permite să mergeți mai departe. Suprafețele de împerechere trebuie să se atingă sau să fie situate la o distanță minimă una de cealaltă.
- Conectați a doua țeavă în același mod.
- Conectați bornele de sudură la conectorii speciali.
- Utilizați un scaner pentru a citi codul de bare de pe accesoriu.
- Conectați tensiunea la spirală. Într-o perioadă scurtă de timp, polietilena se va înmuia într-o smântână vâscoasă. Difuzarea va avea loc și cele două părți vor deveni una. După răcire, materialul devine din nou solid.
În timpul solidificării, este interzisă modificarea configurației liniei.
Comparativ cu alte metode, sudarea prin electrofuziune a țevilor din polietilenă are următoarele avantaje:
- Reduce probabilitatea de a face docuri cu erori.
- Procedura este absolut sigură pentru alții.
- Conectează elemente fixe.
- Diametrul interior al liniei nu este redus.
- Posibilitatea îmbinării pieselor cu diferite diametre și grosimi ale pereților.
- Consumul de energie electrică este minim.
Sudarea cap la cap a țevilor din polietilenă pentru alimentarea cu apă

În fotografie, un centralizator și un instrument de sudură cap la cap pentru sudarea cap la cap a țevilor din polietilenă
Se utilizează pentru instalarea țevilor din polietilenă cu un diametru mai mare de 50 mm.
Pregătiți următoarele echipamente:
- Centralizator
... Se compune din două jumătăți, dintre care una este mobilă. Permit centrarea conductelor. Patul poate fi acționat manual sau hidraulic pentru a crea presiune. Alimentarea manuală este utilizată pentru asamblarea țevilor cu un diametru de până la 160 mm. Blocul hidraulic este echipat cu un manometru pentru a monitoriza presiunea generată de dispozitiv. - Tundător
... Unealtă de tăiere electrică mică, cu două capete, pentru tăierea de înaltă calitate a capătului țevii. - Încălzitor
... Un fel de lipit pentru topirea marginilor pieselor de prelucrat. Cel mai simplu dispozitiv este „oglinda de sudură”. Se folosește la sudarea produselor fără un centralizator și un dispozitiv de descărcare pentru instalarea liniilor de curgere liberă.

În fotografie, procesul de sudare a țevilor din polietilenă pentru un sistem de alimentare cu apă
Procesul de sudare cap la cap a țevilor din polietilenă pentru alimentarea cu apă este după cum urmează:
- Asigurați-vă că nu există ovalitate la capătul conductei.
- Măsurați grosimea produsului la îmbinare, care ar trebui să fie aceeași. Îndeplinirea condiției va asigura rezistența maximă a îmbinării după sudare.
- Instalați un centralizator lângă pistă. Așezați conductele în ea într-o poziție în care puteți instala un încălzitor între ele. Asigurați-vă că sunt aliniate.
- Fixați piesele cu cleme, câte 2 pentru fiecare țeavă. Strângeți mai întâi clema din spate. Aduceți-l pe cel frontal până îl atinge și înșurubați-l cu puțin efort, astfel încât să nu apară ovalitatea.
- Setați dispozitivul la presiunea de lipire. Pentru a face acest lucru, purgați aerul din sistemul dispozitivului și strângeți din nou supapa până când centralizatorul începe să se miște.
- Reglați presiunea necesară pentru lipire. De obicei, valoarea este indicată în tabelul furnizat împreună cu instrumentul.
- Curățați conexiunile conductelor de murdărie, nisip și alte resturi.
- Instalați tunderea lângă marginea produsului. Porniți-l și mutați piesa de prelucrat pe dispozitiv, care va șambla 2x45 de la capăt. Repetați operația pe cealaltă conductă.
- Purgeți aerul și îndepărtați părțile de centrare.
- Mutați dispozitivul până când atinge elementele și asigurați-vă că nu sunt aliniate.
- Curățați suprafețele cu alcool sau cu un solvent propriu.
- Încălziți fierul de lipit la 270 de grade.
- Înainte de a conecta conductele din polietilenă pentru alimentarea cu apă, setați timpul pentru lipirea planificată pe dispozitiv, stabilit de la masă.
- Așezați vârful încălzitorului între piesele de prelucrat.
- Mutați țevile pe fierul de lipit și lăsați până când se formează o margine groasă de 1 mm.
- E timpul să sudăm. După ce expiră, demontați fierul de lipit.
- Deplasați produsele foarte rapid cu centralizatorul unul către celălalt până când intră în contact și lăsați-le sub presiune timp de 5 secunde.
- Eliberați presiunea și timpul de răcire. Plasticul trebuie să se întărească natural, fără accelerare, altfel rezistența articulației se va deteriora.
Când instalați un sistem de alimentare cu apă din țevi din polietilenă, urmați recomandările noastre:
- De-a lungul întregului proces, respectați temperatura fierului de lipit, controlați încălzirea pieselor care trebuie unite, înălțimea bavului și presiunea asupra îmbinării.
- Lucrați pe o suprafață plană.
- Efectuați andocarea dacă se respectă alinierea elementelor conectate. Abaterea axelor - nu mai mult de 10% din grosimea produsului.
- În timpul procedurii, acoperiți capetele opuse ale conductelor, astfel încât curenții de aer să nu răcească masa topită.
- Așezați produsele în centralizator astfel încât marcajele de pe suprafața lor să fie aliniate.
- Înainte de procedură, efectuați o operație de încercare, în timpul căreia microparticulele sunt îndepărtate din încălzitor. Ștergeți suprafața tundătorului cu o cârpă curată înainte de utilizare.
Instalarea conductelor XLPE pentru alimentarea cu apă
În fotografie, procesul de conectare a țevilor din polietilenă reticulată
Secțiunile XLPE sunt conectate cu fitinguri filetate. Pentru muncă, veți avea nevoie de cele mai simple dispozitive - foarfece, chei pentru înșurubarea piulițelor, o măsură cu bandă.
Procesul de așezare a țevilor pentru un sistem de alimentare cu apă realizat din polietilenă reticulată este după cum urmează:
- Aliniați capătul țevii cu foarfeca.
- Chanferați capetele la un unghi de 45 de grade.
- Scoateți piulița și inelul O din racord.
- Glisați piulița pe țeavă și apoi inelul.
- Trageți secțiunea care alunecă peste conector.
- Umeziți suprafața cu apă cu săpun.
- Glisați inelul O spre fiting.
- Glisați conectorul pe țeavă până când se oprește.
- Țineți fitingul cu o cheie și strângeți piulița cu a doua. Ea va apăsa capetele produselor împreună.
- După asamblarea întregii linii, verificați dacă nu există scurgeri la îmbinare prin alimentarea cu apă sub presiunea de funcționare.
Țevi de clorură de polivinil armat
Lipirea se poate face folosind aceeași mașină care este utilizată pentru sudarea analogilor din polipropilenă. Pereții produselor din PVC sunt mai groși și mai rigizi, astfel încât sunt necesare fitinguri pentru a le conecta. Punctul lor de topire este mai mic, prin urmare acest tip nu este utilizat pentru alimentarea cu apă caldă - pereții conductei sunt deformați sub influența temperaturilor ridicate. Sudarea se efectuează cu o mașină de sudat electric cu duze, pe care se topesc capetele produselor care trebuie îmbinate. Pentru a lipi corect țevile din pvc, trebuie să efectuați mai mulți pași:
- curățați marginile;
- îndepărtați armătura, dacă există;
- setați temperatura de topire la cel mult 200 ° C.
Instrumentele, corpurile de iluminat, secvența de acțiuni sunt aceleași ca atunci când se lucrează cu probe de polipropilenă.
PRIVESTE FILMAREA
În viața de zi cu zi, țevile din polipropilenă, polietilenă sau PVC sunt adesea denumite cu un cuvânt general drept plastic, iar principiile conexiunii lor au multe în comun. Nu toată lumea poate lipi țevile în mod corespunzător, dar toată lumea poate învăța.
Astăzi, produsele din polimer sunt utilizate în multe domenii ale vieții și industriilor noastre. Dar HDPE - polietilena de joasă presiune - este deosebit de populară. Acest material este puternic, durabil, ușor de instalat datorită greutății sale specifice reduse. Conductele pentru diverse scopuri sunt adesea realizate din țevi din polietilenă. Pentru a conecta piese de prelucrat individuale, produsele HDPE sunt sudate. În articolul nostru vom vorbi despre soiurile și caracteristicile sudării țevilor HDPE.
Masă de sudură
Diferite mese de sudură sunt disponibile ca instrumente suplimentare pentru realizarea unei conexiuni corecte, de înaltă calitate din PEHD. Acestea determină parametrii necesari pentru produse pentru sudare, condițiile de temperatură, proprietățile mecanice și perioada de timp pentru topirea / răcirea produselor.
Toate aceste puncte trebuie luate în considerare la efectuarea lucrărilor, deoarece implementarea lor va depinde de fiabilitatea, caracteristicile de rezistență ale comunicațiilor sudate prin conducte.
Tabelul intervalelor de timp pentru produsele de sudură arată nu numai timpul de lucru, ci și pentru ce diametre ale produselor este tipic.
Soiuri de conexiuni
Pentru a conecta țevile din polietilenă, puteți utiliza următoarele metode:
- Detaşabil. Pentru a realiza o astfel de îmbinare a semifabricatelor din HDPE, vor fi necesare flanșe de oțel. Principala caracteristică a acestui principiu de andocare este că conducta poate fi demontată în timpul funcționării.
- Nedetașabil. În acest caz, nu va funcționa pentru a dezasambla comunicațiile. Pentru a realiza o astfel de conexiune, piesele de prelucrat trebuie sudate. Pentru aceasta, poate fi utilizată una dintre următoarele metode:
- sudarea la capăt a semifabricatelor din polietilenă;
- sudarea produselor HDPE prin cuplaje.
Pentru asamblarea conductelor din elemente cu diametru mare, se folosesc fitinguri termorezistente sau sudură cap la cap. Atunci când se utilizează ambele metode, se obține o conexiune monolitică fiabilă.
Tipuri de conexiuni HDPE
Sudarea țevilor HDPE implică următoarele tipuri de conexiuni:
- Detașabil, care poate fi demontat în timpul funcționării. Flanse de oțel sunt utilizate pentru acest tip de conexiune.
- Conexiuni dintr-o singură bucată - demontarea conductelor sudate în perioada operațională nu este prevăzută.
A doua opțiune de conectare poate fi realizată utilizând două tehnologii: sudarea cap la cap a conductelor din polietilenă, sudarea țevilor din polietilenă folosind cuplaje.
Așezarea conductelor de diametru mare, se realizează cu ajutorul unor fitinguri termorezistente, echipamente de sudură cap la cap. Folosind oricare dintre opțiuni, se obține o conexiune monolitică destul de fiabilă.
Sudarea cap la cap a produselor HDPE
Sudarea cap la cap a țevilor din HDPE necesită utilizarea echipamentelor de sudură.Datorită faptului că nu se utilizează piese suplimentare în timpul sudării, procesul de instalare este mult simplificat. În acest fel, numai semifabricatele din HDPE pot fi sudate.
Atenție: sudarea cap la cap a produselor HDPE de înaltă calitate va funcționa numai dacă se efectuează cu o singură cusătură. Datorită acestui fapt, puterea de îmbinare a pieselor care urmează a fi îmbinate va fi maximizată.
Sudarea cap la cap a țevilor din polietilenă este cea mai eficientă și versatilă tehnologie, deoarece menține flexibilitatea materialului pe întreaga conductă. Această metodă poate fi aplicată indiferent de tipul instalației de conducte utilizate (șanț, fără șanț sau deschis).
Sudarea cap la cap a țevilor din polietilenă se realizează în următoarea ordine:
- Pentru început, capetele pieselor de prelucrat trebuie să fie instalate în centralizatorul echipamentului de sudură.
- După ce piesele sunt aliniate și fixate, folosind un șervețel de bumbac și alcool, este necesar să curățați capetele de praf, murdărie și grăsime.
- Apoi capetele care trebuie sudate sunt prelucrate cu ajutorul unui dispozitiv orientat. Tunderea este oprită când încep să se formeze așchii uniforme cu o grosime de cel mult 0,5 mm. Piesa de prelucrat poate fi acum îndepărtată, iar paralelismul capetelor poate fi verificat manual.
- Dacă se găsește un spațiu inacceptabil între suprafețele de sudat, operația de tăiere trebuie repetată.
- După aceea, conductele sunt lipite. Pentru a face acest lucru, folosind un element de încălzire cu un strat antiaderent, capetele pieselor sunt încălzite la temperatura necesară.
- Când capetele sunt suficient de topite, separăm produsele de sudat și, de asemenea, îndepărtăm elementul pentru încălzire din zona de sudare.
- După aceea, capetele de sudat pot fi închise și presiunea de strângere poate fi crescută până când atinge valoarea cerută.
- Sudura trebuie menținută sub presiune pentru o perioadă de timp specificată.
- După aceea, se verifică calitatea sudurii. Pentru aceasta, se evaluează aspectul bavului, lățimii și înălțimii.
Sudare cu extruder
Este puțin mai dificil să lucrați cu un uscător de mâini sau un fier de lipit, deoarece trebuie să controlați suplimentar nu numai timpul de încălzire, ci și propriile mișcări. Dacă sudarea se efectuează incorect, integritatea conductelor din PEHD poate fi încălcată sau cusătura deteriorată.
Foto - invertor profesional
Instrucțiuni pas cu pas pentru sudarea cu un invertor:
- Este necesar să tăiați comunicarea la o anumită dimensiune, asigurați-vă că ați curățat capătul;
- Temperatura pentru sudarea HDPE este de 260 de grade, un fier de lipit este instalat la acest nivel, duzele de sudură sunt instalate și încălzite în același timp;
- Înainte de a începe lucrul, adâncimea necesară de instalare este măsurată și notată în mod necesar, trebuie să fie de cel puțin 2 mm; Instalare foto-montare
- Cea mai dificilă parte a acestui proces este momentul în care trebuie să centrați fitingul și conducta în duză. O mașină profesionistă conține un mecanism special de centrare în setul complet, dacă nu este acolo, atunci încearcă să faci totul foarte precis;
- După conectare, acestea sunt împinse în semn (nu în articulație) și păstrate pentru un anumit timp;
- La sfârșitul lucrului, dispozitivul se oprește, iar locul de sudare a țevii este fixat pentru răcire.
Este foarte important să nu supraexpuneți dispozitivul de fixare, dacă sudarea este prea strânsă, atunci HDPE va deveni foarte subțire sau va exista un aflux de polietilenă pe diametrul interior. Pentru a controla acest moment, se folosește un tabel special:
| Diametru exterior, mm | Cusătură sudată, mm | Încălzire, sec | Conexiune, sec | Răcire, sec |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 32 | 50 | 12 | 8 |
Video: Sudarea prin electrofuziune a țevilor din PEHD
www.kanalizaciya-stroy.ru
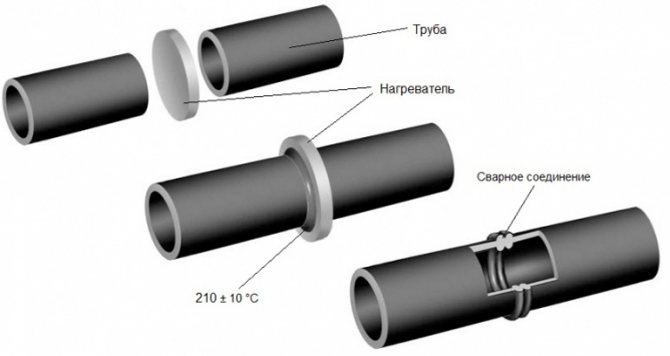
Sudarea prin soclu a semifabricatelor din HDPE
Sudarea țevilor din HDPE prin metoda de cuplare se realizează folosind o unitate specială de sudură numită un fier de lipit, precum și un set de duze speciale care pot diferi ca diametru. Mărimea duzei este selectată în funcție de diametrul țevilor din polietilenă sudate.
Cuplarea brazării conductelor HDPE se realizează folosind fitinguri. Configurarea acestor produse poate varia. Se prezintă sub formă de unghiuri, tee sau cuplaje. Cu această metodă de lipit, capetele pieselor și armăturilor sunt sudate.
Important: principalul avantaj al sudării cu mufă este că poate fi realizat în locuri greu accesibile în care deplasarea axială a pieselor de prelucrat este dificilă.
Încălzirea pieselor din polietilenă se realizează prin contactul piesei de prelucrat cu partea metalică încălzită a unității de sudură. Se compune din două părți de rulare:
- mandrina încălzește suprafața interioară a armăturii;
- conducta de încălzire este introdusă în manșon.
Pentru a instala această duză în orificiul unității de lipit, manșonul și mandrina trebuie răsucite împreună.
Lipirea țevilor din polietilenă utilizând metoda de cuplare implică următoarele măsuri pregătitoare:
- Piesele de prelucrat trebuie tăiate cu foarfece speciale la dimensiunea dorită. În acest caz, este necesar să se asigure că tăierea este strict perpendiculară pe axa longitudinală a produsului.
- Înainte de efectuarea lipirii, capetele pieselor de prelucrat care trebuie îmbinate trebuie curățate.
- Pentru a preveni răcirea nedorită în timpul sudării, capetele țevii care nu sunt conectate în prezent sunt sigilate cu dopuri.
- După aceea, trebuie să curățați suprafața duzei de sudură de particule materiale care ar fi putut rămâne după lucrările anterioare.
Acum puteți începe procesul de sudare în sine, care se efectuează în următoarea succesiune:
- În primul rând, duza trebuie încălzită la temperatura de sudare. Când valoarea atinge nivelul necesar, indicatorul de pe corpul de lipit va da un semnal.
- După aceea, conducta HDPE trebuie introdusă în manșon până se oprește. La rândul său, fitingul este, de asemenea, împins pe dorn până se oprește. Deoarece diametrele sunt ușor diferite, va trebui făcut un efort pentru a finaliza procedura.
- Selectăm timpul de sudare a țevilor în conformitate cu tabelele speciale, unde acest indicator este indicat pentru produsele de diferite diametre.
- În procesul de introducere a elementului tubular și alunecare pe armătură, excesul de material de pe suprafața pieselor de prelucrat este topit și stors. Ca urmare, o margelă inelară se formează de-a lungul marginii elementelor sudate - o jartieră.
- Presiunea la introducerea pieselor trebuie oprită în momentul în care piesa de prelucrat și armătura ajung la oprire. Este foarte important să respectați această condiție, deoarece altfel conexiunea nu va fi suficient de puternică. Deoarece este dificil să se determine cu precizie adâncimea de imersiune a piesei de prelucrat, este necesar să se măsoare mai întâi această valoare și să se marcheze țeava.
- Scoateți apoi piesele de sudat din duză. După aceea, instalați conducta în fiting, astfel încât să se sprijine strâns de cordonul inelar. Lăsați elementele conectate să se răcească. În același timp, nu trebuie să le răsuciți și să le supuneți diferitelor influențe mecanice.
Sudarea cap la cap
Sudarea cap la cap a țevilor din HDPE este destinată probelor cu un diametru mai mare de 5 cm. Pentru aceasta este prevăzută o unitate specială de sudură.
Principiul produselor de sudură: capetele țevilor sunt preîncălzite, după care sunt conectate sub presiune. Plasticul topit formează o articulație monolitică care nu este inferioară în caracteristici de rezistență unui produs solid.
Sudarea cap la cap a conductelor PND se poate face independent. Înainte de sudare, este necesar să fixați în siguranță capetele produselor în corpurile unității, numai atunci poate fi introdusă placa de încălzire.
După încălzirea suficientă a plasticului, adică la temperatura de topire, țigla este îndepărtată, iar țevile sunt presate sub o anumită presiune. Când cusătura este complet rece, puteți scoate produsele din dispozitivele de sudură.
Caracteristicile procedurii de conectare:
- Acest tip de sudură poate fi utilizat pentru țevi cu același diametru, fitinguri.
- Grosimea peretelui produselor trebuie să fie mai mare de 5 mm.
- Sudarea difuză este recomandată numai atunci când temperatura aerului ambiant nu este mai mică de 15 grade și nu mai mult de 45 de grade plus.
- Sudarea unei conducte PND este considerată foarte economică, deoarece mașina de sudat utilizată pentru acest tip de material consumă mult mai puțină energie electrică în comparație cu echipamentele proiectate pentru sudarea țevilor metalice.
Sudarea prin electrofuziune
Pentru a face o astfel de conexiune, este necesar un cuplaj electric special, în care sunt montate elemente de încălzire încorporate. Dacă comparăm această sudare cu sudarea cap la cap, atunci va costa mai mult din cauza necesității de a achiziționa cuplaje electrice scumpe.
Cu toate acestea, această tehnică are avantajele sale:
- Deoarece bavura nu se formează pe suprafața interioară a conductelor, permeabilitatea conductei nu scade.
- Această metodă de sudare este convenabilă de utilizat într-un spațiu restrâns, unde nu va fi posibilă instalarea unei unități sudate supradimensionate.
Pentru conectarea a două piese într-o secțiune dreaptă a conductei, se utilizează cuplaje electrofuzionale convenționale. Cu toate acestea, în unele cazuri, pot fi necesare teuri de electrofuziune și ramuri de șa. Pentru a finaliza lucrarea, veți avea nevoie de o unitate de sudură cu electrofuziune.
Procedura de sudare se realizează folosind un accesoriu sudat din polietilenă. Acesta este un produs special care are spirale încorporate care acționează ca elemente de încălzire. În acest caz, o parte a materialului de montaj, care este topită datorită spiralei încălzite, este conectată cu materialul polimeric al piesei de prelucrat, formând o conductă monolitică continuă. Apropo, spirala rămâne în cusătura rezultată pentru totdeauna.
Important: tehnologia electrofuziunii permite o conexiune de înaltă rezistență. Cu toate acestea, datorită costului ridicat al acestei metode, este utilizată la instalarea comunicațiilor sub presiune pentru transportul produselor din gaze și petrol.
Sudarea cu electrofuziune se efectuează în următoarea succesiune:
- Cu ajutorul echipamentelor speciale de tăiere, țevile sunt tăiate în bucăți de dimensiunea dorită.
- Mai mult, piesele de prelucrat trebuie curățate de murdărie și degresate la punctul de sudură. Electrofuzia trebuie supusă aceluiași tratament.
- Apoi se fac semne pe elementele tubulare care vă vor permite să controlați adâncimea de introducere a țevii în manșon.
- Pentru a preveni răcirea nedorită a elementelor în timpul sudării, capetele libere ale conductei sunt înfundate.
- Cu ajutorul firelor speciale, unitatea de sudură este conectată la cuplajul electric, butonul de pornire este apăsat.
- După o anumită perioadă de timp, unitatea se va opri singură, ceea ce va însemna finalizarea sudării.
- Conexiunile obținute în acest mod pot fi operate numai după o oră.
Atenție: principala condiție pentru obținerea unei cusături de înaltă calitate este imobilitatea pieselor în timpul procesului de sudare și răcire.
Următoarele cerințe sunt impuse îmbinărilor sudate obținute:
- Margeaua inelară a sudurii trebuie să se suprapună peste marca marcată pe piesa de prelucrat înainte de sudare.
- Deplasarea admisibilă a secțiunilor de țevi una față de alta nu depășește 10% din grosimea peretelui unui element din PEHD.
- Dacă grosimea peretelui piesei de prelucrat nu trebuie să depășească 5 mm, atunci înălțimea cordonului unei cusături sudate de înaltă calitate ar trebui să fie de aproximativ 2,5 mm. În cazul țevilor de sudură cu grosimea peretelui de 6-20 mm, înălțimea cordonului trebuie să fie mai mare de 5 mm.
Atunci când alegeți o metodă pentru sudarea semifabricatelor din HDPE, merită luate în considerare condițiile de funcționare ale utilităților instalate. Doar luând în considerare acest factor se poate construi o conductă fiabilă și de înaltă calitate, care să funcționeze eficient pentru întreaga perioadă alocată acesteia.
Adăugați la marcaje
Când devine necesar să înlocuiți conducta din casă, se pune întrebarea dacă să o faceți singur sau să apelați un maestru. Destul de recent, a sunat un instalator pentru a repara o instalație sanitară a fost un lucru familiar și natural de făcut. Dar acum, când au apărut țevi de plastic (metal-plastic, polipropilenă, plastic, produse HDPE), care au un cost redus, o rezistență destul de bună și o metodă de instalare necomplicată, se pot găsi tot mai multe cazuri de auto-instalare. Lipirea țevilor din polietilenă va salva semnificativ procesul de instalare a unui sistem de alimentare cu apă.
Tipuri de țevi din plastic: polietilenă, polipropilenă, metal-plastic.
Dar cum să vă lipiți și ce este necesar pentru asta?










Secvența de lucru
Merită să începeți cu pregătirea - întocmirea unui proiect pentru un sistem de alimentare cu apă, determinarea numărului de îmbinări necesare, alegerea unui diametru al conductei etc.
Instalarea produselor de conducte din polipropilenă este permisă numai la căldură, lipirea la temperaturi sub zero nu poate fi efectuată.
În viața de zi cu zi, țevile cu diametrul de 20, 25, 32 mm sunt de obicei utilizate, 100 mm sunt foarte rare. Pentru a lipi corect, urmați această secvență:
- Pasul 1. Fierul de lipit este asamblat, instalat pe un suport, atașat la dimensiunea dorită a duzei.
- Pasul 1. Fierul de lipit pornește pentru a se încălzi, în timp ce se încălzește, puteți pregăti țevi și fitinguri pentru lipit.
- Pasul 1. Capătul țevii și armătura care trebuie fixată sunt puse simultan pe fierul de lipit.
- Pasul 1. Când plasticul se încălzește la temperatura dorită, elementele sunt îndepărtate și ancorate între ele, fără răsucire, fără înclinare, cu un ușor efort.
- Pasul 1. Trebuie să țineți noua conexiune câteva secunde, apoi să o puneți la răcit câteva minute.
- Pasul 1. Suprafața duzei este curățată de reziduuri de plastic cu o cârpă. Trebuie să lucrați cu atenție pentru a nu vă arde.
- Pasul 1. Puteți trece la următoarea articulație.
Capetele care trebuie fixate trebuie să fie curate și să nu fie deteriorate.
Lucrarea trebuie făcută cu grijă, îmbinând fără probleme elementele. În același timp, pentru comoditate, vă puteți concentra pe liniile de pe laturile țevilor și armăturilor.
De asemenea, este extrem de important să mențineți corect intervalele de încălzire, menținere, răcire a pieselor.
Această abilitate vine cu abilitate, în timp ce începătorii pot fi ghidați de intervalele de timp recomandate de producători, indicate în tabel:
| Dimensiunea țevii, mm | Timp de încălzire a pieselor | Timp de andocare | Perioada de răcire |
| 63 | 22-26 s | 8 sec | 6 minute |
| 50 | 16-20 s | 6 sec | 4 minute |
| 40 | 11-13 s | ||
| 32 | 7-8 s | ||
| 25 | 6-7 s | 4 sec | 2 minute |
| 20 | 5-6 s |
Datele sunt aproximative, trebuie respectate dacă temperatura aerului din camera în care se desfășoară lucrările este de 20-22 grade. Dacă aerul este mai rece, atunci timpul de încălzire trebuie crescut, iar dacă aerul este mai cald, atunci acesta poate fi redus.
Pentru persoanele fără experiență, vă recomandăm să luați câteva accesorii de rezervă pentru antrenament și în cazul unui defect de lucru.
Dacă doriți să fiți 100% sigur de rezultat, puteți tăia una dintre articulațiile de testare - articulația ar trebui să arate ca un monolit, fără cusături.
Doar în acest caz puteți fi sigur că îmbinarea nu se va dispersa din cauza presiunii ridicate a apei.
https://www.youtube.com/watch?v=cKhs8bBxZBk
Ce tip de produse ar trebui să alegeți?
Nu cu mult timp în urmă, țevile metalice erau cele mai comune și accesibile în domeniul aprovizionării cu apă, dar acum au apărut o varietate de sisteme din plastic. Fiecare tip are propriile sale argumente pro și contra. Principalele avantaje generale ale structurilor din plastic sunt comoditatea și ușurința instalării, rezistența la coroziune, performanțe bune (cum ar fi lipsa de sunet a apei curgătoare, durata de viață lungă etc.).
Să aruncăm o privire la unele dintre ele:
- Țevile din plastic armat au o conductivitate termică bună, dar nu sunt foarte rezistente la solicitări mecanice.
- Pentru metal-plastic, sunt necesare fitinguri și un instrument de sertizare, nu este necesar un dispozitiv special de sudură. Folosit pentru orice tip de apă.
- Produsele din polipropilenă necesită utilizarea unor echipamente speciale pentru sudarea pieselor, au o gamă largă de aplicații, sunt posibile diverse variații: multistrat, fibră de sticlă, monostrat, fibră de carbon.
- Țevile din polietilenă reticulată au caracteristici de performanță crescute, în timpul instalării se folosesc doar metode de conectare la rece, astfel de elemente nu trebuie lipite, sunt utilizate pentru încălzire și alimentare cu apă.
- Structurile din PVC sunt cea mai ieftină opțiune. Astfel de elemente au o structură rigidă, permit atât așezarea ascunsă cât și deschisă a conductei, nu necesită instrumente speciale pentru instalare.
- Țevile din polietilenă sau HDPE (sisteme din polietilenă de joasă presiune) au performanțe bune.
Recent, au început să fie folosite de meșteri din diferite companii. Caracteristicile acestui tip sunt greutatea redusă, instalarea simplă și rapidă a secțiunilor și elementelor țevii, lipsa interacțiunii cu apa și nesusceptibilitatea la coroziune, costuri reduse și durabilitate. Sunt folosite pentru depunerea apei tehnice și potabile. Pentru instalarea elementelor, sunt utilizate fitinguri speciale și lipirea țevilor din polietilenă într-unul din cele două moduri (îmbinare cap la cap sau într-o priză). Dacă lipiți corect părți ale sistemelor HDPE, conducta vă va încânta cu durabilitate, fiabilitate și rezistență.
Procesul de construcție a instalării țevilor
Este demn de remarcat faptul că întrebarea (atât din plastic, cât și din HDPE), poate fi mai degrabă echivalată cu o întrebare decât cu aceasta, deoarece procesul în sine este foarte simplu. Toate secțiunile sunt montate folosind fitinguri și conectate la conductă prin lipire, deci cel mai important lucru este selectarea unui dispozitiv adecvat. Dar să ne uităm la ordinea generală a metodei de îmbinare.
Unelte și piese:
- Fier și fier de lipit. O puteți cumpăra în orice magazin de instrumente specializate, în timp ce nu ar trebui să urmăriți opțiuni ieftine, deoarece acest lucru va afecta calitatea lucrării. Cereți sfaturi de la experți sau consultanți din magazin și aceștia vă vor ajuta să găsiți cel mai bun fier de lipit pentru aplicația dvs. Fiecare fier de lipit are un dispozitiv similar, singura diferență este în tipul de uz casnic sau profesional, precum și în diametru, pentru care este selectată perechea de biți necesară pentru suprafețe / piese externe și interne. Datorită unui instrument bine ales , ca un fier de lipit, va fi posibil să se încălzească țeava și să se conecteze strâns capetele, realizând astfel „lipirea” a două secțiuni de țeavă și formând o conexiune fiabilă și puternică timp de mulți ani.
- Cuplaje, fitinguri, colțuri, dopuri, tee, cleme pentru montare pe perete, încălzitoare. Nu uitați de un simplu creion de construcție, bandă de măsurare și foarfece de plastic.
Luați în considerare cu atenție locația și desenați un desen al viitoarei conducte
Verificați toate piesele, tăiați materialele cu pierderi și inexactități minime. Dacă este posibil, găsiți-vă un asistent care vă va ajuta în toate lucrările și vă va permite să efectuați instalarea mai precis, dar dacă acest lucru nu este posibil, atunci îl puteți face singur.
O metodă larg răspândită este instalarea rapidă, în care piesele trebuie lipite într-un interval de temperatură de peste 180 ºС. Această metodă de lipire a țevilor din polietilenă vă permite să asamblați conducta suficient de repede.
Este necesar să luați doi biți: folosind un fier de lipit și biți de diametru mai mare, încălziți marginea exterioară a segmentului de țeavă și folosiți un bit de diametru mai mic - marginea interioară, după care elementele sunt încălzite. Apoi, este necesar să conectați cele două părți și să le apăsați ferm și strâns, unind ușor marginile. Apoi, este imperativ să așteptați ceva timp pentru a repara și a răci toate elementele.
Totul este suficient de simplu.Principalul lucru este un fier de lipit și un material bun.
Țevile din polietilenă HDPE sunt utilizate în aproape toate sistemele moderne de comunicații, de la alimentarea cu apă la conductele de gaz și canalele de cablu. Sunt puternici, flexibili și durabili. Instalarea corectă a unui sistem de conducte din polietilenă va asigura fiabilitatea acestuia chiar și la îmbinările secțiunilor de țevi, iar cunoașterea modului de conectare a țevilor din PEHD cu propriile mâini va economisi bani la instalarea lor.
Echipamente aplicate
Pentru a efectua conectarea probelor de polietilenă, o mașină specială este proiectată pentru sudarea țevilor din PEHD, care pot avea diferite modificări. Alegerea echipamentului se bazează pe următorii parametri: grosimea peretelui, diametrul conductelor utilizate. Ca urmare, poate fi:
- instrument de sudare manuală;
- mașină de sudat specializată pentru conducte cu diametru mare;
- dispozitive suplimentare.
Unealta de mana
Sudarea manuală a țevilor din HDPE este posibilă cu un instrument de sudare manuală, dar cu produse cu diametru mic. Orice model de sculă este destinat îmbinării produselor, al căror diametru corespunde gamei stabilite de producător.
Astfel de dispozitive se încadrează, de asemenea, în două categorii principale:
- aparat de sudat manual pentru sudarea cap la cap sub presiune;
- instrument de sudare manuală pentru sudarea produselor într-o priză.
Dispozitivele concepute pentru conectarea la priză sunt realizate pentru probe cu un diametru de 2-11 cm. Sunt acoperite cu un compus special antiaderent. Pachetul de echipamente include:
- instrument de asamblare;
- încălzitoare, diferite duze;
- clemă - suport pentru dispozitiv;
- cutie metalică pentru depozitarea părților componente ale dispozitivului.
Unitățile de sudură concepute pentru prelucrarea capului sunt utilizate pentru produsele din PEHD, al căror diametru este cuprins între 2-30 cm. Au o greutate redusă, sunt destul de convenabile de utilizat (plăcile de încălzire pot fi schimbate ușor și rapid).
Instrument de sudură cu țeavă de diametru mare
Instrumentele pentru sudarea țevilor din PEHD, al căror diametru este cuprins între 30-40 cm, se numesc mașini de sudat. Cu ajutorul unor astfel de dispozitive, se realizează o conexiune de înaltă calitate a probelor de polipropilenă cu pereți groși de diametru mare.
Echipamentul este conceput pentru a efectua următoarele opțiuni de sudare:
- fundul;
- electrofuziune.
- în clopot.
Împărțirea după principiul muncii:
- cu acționare hidraulică;
- cu acționare mecanică;
- programat pentru sudarea cap la cap.
În ciuda unei selecții largi de echipamente de sudură la joasă presiune pentru țevile din polietilenă, există unele universale, care sunt aplicabile pentru conductele de orice diametru. Aparatele de acest tip oferă posibilitatea de a efectua un număr destul de mare de conexiuni în cel mai scurt timp posibil. Toate modelele de instrumente de sudură pentru produse din polietilenă au aproximativ același set de piese principale.
Instalarea conductei în sistem
Țevile HDPE sunt produse în lungimi măsurate de lungime standard - 6 și 12 metri fiecare, precum și în bobine sau bobine lungi - 100-500 metri fiecare. În procesul de instalare a acestora în sistem într-o cameră specifică, cu siguranță vor fi necesare următoarele operații:
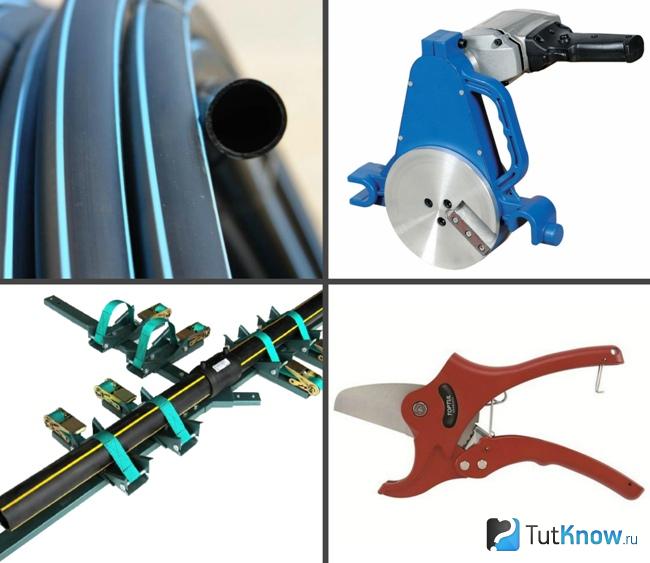
- Tăierea (tăierea) țevilor din polietilenă pentru lipire sau conexiune de montaj. Această operațiune trebuie efectuată foarte atent, astfel încât tăierea să fie cât mai netedă, fără fisuri și bavuri, perpendicular pe suprafața țevii. O astfel de incizie poate fi efectuată folosind:
- Tăietor manual sau electric care poate manipula țevi cu diametrul de 15 până la 30 mm,
- Freză circulară pentru țevi de uz casnic cu diametre de la 15 la 160 mm,
- Așa-numita "ghilotină de țeavă", utilizată pentru a crea o tăiere de înaltă calitate a unei țevi cu diametrul de 63 până la 350 mm,
- Un ferăstrău cu bandă este cel mai scump instrument profesional și este capabil să creeze tăieturi curate și uniforme ale țevilor cu diametrul de până la 1600 mm.
- Îndreptarea inelelor bobinei în secțiuni drepte va fi necesară la achiziționarea unei înregistrări mari de țevi. Dificultatea constă în faptul că, atunci când îndreptați conducta, o puteți deteriora accidental. Aici trebuie să vă amintiți că materialul țevii este HDPE, care este un polimer termoplastic. Prin urmare, pentru o ușoară schimbare de formă, este suficient să țineți produsele pentru o perioadă scurtă de timp într-un loc cald (într-o cameră încălzită, la soare) sau să le clătiți cu apă fierbinte. După aceea, se vor îndoi ușor.
- Formarea unui unghi prin îndoirea segmentelor de linie dreaptă. În acest caz, va fi necesară mai multă încălzire a unei anumite zone decât la îndreptarea arcului. Pentru a face acest lucru, utilizați încălzirea cu aceeași apă fierbinte, un uscător de păr din clădire sau un arzător cu gaz simplu.
ATENŢIE! Pentru a îndoi conducta HDPE, aceasta trebuie încălzită foarte atent, deoarece cu o încălzire scăzută se poate rupe la îndoire și o temperatură prea ridicată o poate deteriora.
Metode de conectare
Metodele de conectare a țevilor din polietilenă pot fi împărțite în două grupe principale: instalarea utilizând piese suplimentare (cuplaje și fitinguri) și sudarea directă a îmbinărilor.
Sudare
Cusăturile de sudură asigură cea mai puternică îmbinare dintr-o singură bucată, cu îmbinări complet sigilate, rezistând la sarcini similare suprafețelor solide. Brazarea se aplică țevilor cu diametrul de peste 50 mm și necesită o mașină specială de sudat.
Sudarea secțiunilor de țevi din HDPE poate fi efectuată:
- Fund. În acest caz, este necesară o uniformitate specială a tăieturilor și deplasarea lor una față de cealaltă cu cel mult 10% din grosimea peretelui țevii. Lucrarea are loc secvențial:
- Secțiunile conductelor sunt curățate de toți contaminanții și degresate (de exemplu, cu alcool sau alte substanțe),
- Ambele capete sunt încălzite până la vâscozitatea polimerului,
- Secțiunile conductelor sunt conectate cu presiune și fixate nemișcate până se răcesc complet. În acest caz, trebuie să vă asigurați că cusătura se dovedește a fi uniformă, fără depresiuni și proeminențe pentru a asigura fiabilitatea acesteia.
- Cu utilizarea unui manșon de electrofuziune. Aici veți avea nevoie și de un aparat pentru lucrul cu astfel de cuplaje, care au o spirală încorporată și se pot topi rapid când se încălzește:
- Capetele țevii curățate și degresate sunt fixate în manșon,
- Terminalele aparatului sunt conectate la orificiile spiralei înainte ca acesta să înceapă să se topească,
- Conducta este fixată până se răcește complet.
Vedeți videoclipul pentru cum se face acest lucru.
IMPORTANT! Cuplajele sudate sunt utilizate de obicei în locuri greu accesibile în care sudarea simplă este dificilă: atunci când se creează legături sau se repară sisteme deja instalate, în puțuri etc.
Instalare
Montarea directă înseamnă crearea de conexiuni detașabile folosind fitinguri de toate tipurile disponibile: cuplaje, coturi de colț, tee, reglabile pe 4 lungimi etc. Astfel de conexiuni se efectuează de obicei în sisteme în care nu este necesară rezistența superioară a îmbinărilor montate sau în zone în care poate fi necesară dezmembrarea și reconstrucția (de exemplu, într-o casă privată pentru a conecta un sistem de irigare extern pentru perioada de vară).
Instalarea fără sudură poate fi realizată în următoarele moduri:
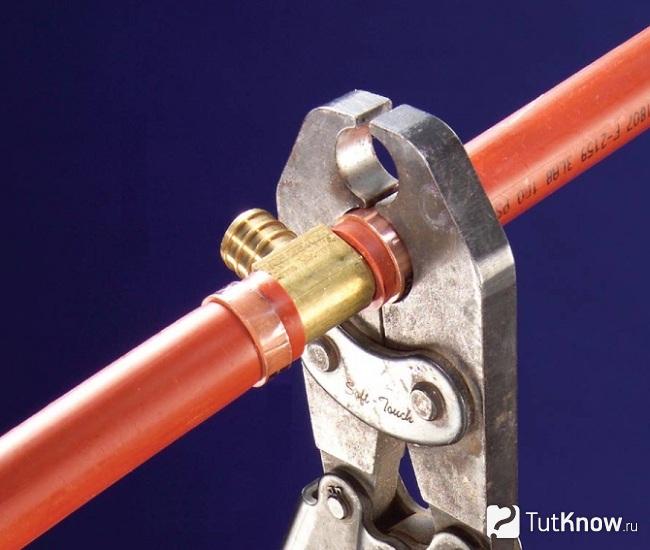
- Conexiunea țevilor cu ajutorul prizelor dispuse pe ele, echipate cu inele O, pentru care este suficient doar să puneți elementele corespunzătoare ale țevilor între ele și să apăsați bine.
- Conexiunea de montare cu elemente de compresie are loc în mai multe etape: o piuliță de strângere este trasă peste tăierea țevii;
- conducta este pusă pe racordul racordului strâns până se oprește;
- piulița de strângere se strânge cu chei.
Opțiuni de instalare
Din punct de vedere tehnologic, este posibilă conectarea țevilor HDPE fără sudură sau folosind o mașină specială de sudat. Ambele metode au avantajele și dezavantajele lor, luați în considerare avantajele fiecărei metode de fixare.
Sudarea sau presarea la rece este cea mai simplă opțiune, este o metodă foarte ieftină și accesibilă, care se realizează folosind cuplaje speciale. Această tehnologie este utilizată în principal pentru conducte cu diametre mari - de la 20 la 300 mm. Fitingurile de compresie sudate la rece au următoarele pro:
- Ușurință în utilizare;
- Selecție largă de dimensiuni;
- Asigurarea unei conexiuni strânse cu rate de etanșare ridicate.
Dar presarea este utilizată în principal numai pentru fixarea conexiunilor de apă fără presiune. Țevile din plastic au o rigiditate relativ redusă, datorită căreia, sub presiune internă puternică, cusătura se poate dispersa pur și simplu, spre deosebire de elementele de fixare pentru sudare, care sunt considerate „moarte”.
Sudarea clasică sau, așa cum se spune, lipirea țevilor din HDPE poate fi efectuată prin metoda electrofuziunii sau pentru implementarea acesteia se folosește o anumită mașină de sudat. Cuplajele de electrofuziune sunt o metodă foarte practică de conectare a conductelor metalice de gaz, precum și a liniilor de alimentare cu apă din plastic. Un cuplaj cu un anumit diametru este instalat pe secțiunea liberă a ramurii, după care a doua secțiune a țevii este împinsă în ea. O astfel de lipire se mai numește lipire cap la cap, datorită faptului că, pentru a realiza o fixare cât mai durabilă și mai strânsă, este necesar să se instaleze foarte bine părți ale conductei cu un spațiu minim.
Foto - fitinguri
Este convenabil să lucrați cu cuplaje pe diametre mari, dar aceasta nu este cea mai bună soluție pentru curbele lavoarului sau pentru comunicațiile de încălzire. Pe de altă parte, conexiunile HDPE cu flanșă, dacă este necesar, pot fi îndepărtate și reparate urgent.
Foto - fund
Lipirea manuală a țevilor se realizează folosind un fier de lipit; necesită echipamente speciale pentru organizarea conexiunilor HDPE. Pentru o astfel de lucrare, temperatura elementelor de încălzire și timpul de menținere sunt foarte importante. Vă rugăm să rețineți că acești parametri sunt selectați în funcție de caracteristicile tehnice ale dispozitivului de lipit, grosimea HDPE și diametrul coturilor.
Avantajele tehnicii:
- Aceasta este cea mai durabilă și mai fiabilă opțiune. Datorită implementării fixării dintr-o singură bucată, poate fi utilizat atât pentru capul de presiune HDN, cât și pentru conexiunile fără presiune ale supapelor de oprire;
- Conexiunile cu flanșă pot fi utilizate atât pentru fixarea unui sistem extern, cât și pentru instalarea conductelor principale interne;
- Nu este necesară o pregătire prealabilă. Este suficient să vizionați videoclipul și să citiți standardele SNiP, care indică în detaliu cum să tăiați, instalați și fixați.
Însă dezavantajele includ faptul că conexiunea nu poate fi eliminată, dacă este necesar. În ciuda tuturor avantajelor acestui lucru, uneori este necesar să deschideți și să curățați conducta.