
Alegând o țeavă de profil pentru structuri de susținere pe cont propriu, clientul înțelege importanța calculelor exacte ale parametrilor și sarcinilor. În acest articol vom încerca să ne dăm seama dacă merită economisită la calcule.
Odată cu venirea verii, începe sezonul de construcții pentru companii, proprietari de cabane, cabane de vară. Cineva construiește un foișor, o seră sau un gard, alte persoane blochează acoperișul sau construiesc o casă de baie. Și când apare o întrebare în fața clientului cu privire la structurile de susținere, alegerea se rezolvă mai des pe o țeavă de profil din cauza costului redus și a rezistenței la îndoire cu greutate redusă.
Care este sarcina pe conducta de profil
O altă întrebare este cum să calculați dimensiunile unei țevi de profil, astfel încât să treceți cu „puțin sânge”, să cumpărați o țeavă care să fie potrivită pentru sarcină. Pentru fabricarea de balustrade, garduri, sere, puteți face fără calcule. Dar dacă construiți un baldachin, acoperiș, vizor, nu puteți face fără calcule serioase ale sarcinii.
Important! Fiecare material rezistă stresului extern, iar oțelul nu face excepție. Când sarcina pe conducta de profil nu depășește valorile admise, structura se va îndoi, dar va rezista la sarcină. Dacă greutatea sarcinii este eliminată, profilul va reveni la poziția inițială. Dacă valorile de încărcare admise sunt depășite, conducta se deformează și rămâne așa pentru totdeauna, sau se rupe la cot.
Pentru a elimina consecințele negative, atunci când calculați o conductă de profil, luați în considerare:
- dimensiunile și secțiunea (pătrată sau dreptunghiulară);
- stres structural;
- rezistența oțelului;
- tipuri de sarcini posibile.
Clasificarea sarcinilor pe o țeavă de profil
Conform SP 20.13330.2011, următoarele tipuri de sarcini se disting prin timpul de acțiune:
- constante, a căror greutate și presiune nu se modifică în timp (greutatea părților unei clădiri, a solului etc.);
- temporar pe termen lung (greutatea scărilor, cazanele din cabană, pereții despărțitori din gips-carton);
- pe termen scurt (zăpadă și vânt, greutatea oamenilor, mobilier, transport etc.);
- speciale (cutremure, explozii, lovituri de mașini etc.).
Pe o notă!
De exemplu, construiți un baldachin în curtea unui teren și utilizați un tub în formă ca structură de susținere. Apoi, atunci când calculați conducta, țineți cont de sarcinile posibile:
- material pentru baldachin;
- greutatea zăpezii;
- vânt puternic;
- posibila coliziune a mașinii cu suportul în timpul parcării nereușite în curte.
Pentru a face acest lucru, utilizați SP 20.13330.2011 „Sarcini și impacturi”. Acesta conține hărțile și regulile necesare pentru calcularea corectă a încărcării profilului.
Scheme de proiectare a încărcării pe o țeavă de profil
În plus față de tipurile și tipurile de sarcină de pe profile, la calcularea țevii sunt luate în considerare tipurile de suporturi și natura distribuției sarcinii. Calculatorul calculează folosind doar 6 tipuri de scheme de calcul.
Sarcini maxime pe conducta de profil
Unii cititori își pun întrebarea: „De ce fac astfel de calcule complexe dacă trebuie să sudez balustrada pentru pridvor”. În astfel de cazuri, nu este nevoie de calcule complexe, luând în considerare nuanțele, deoarece puteți recurge la soluții gata făcute (tab. 1, 2).
| Tabelul 1. Încărcare pentru un tub de formă pătrată | ||||||
| Dimensiuni țevi, mm | ||||||
| 1 metru | 2 metri | 3 metri | 4 metri | 5 metri | 6 metri | |
| 40x40x2 | 709 | 173 | 72 | 35 | 16 | 5 |
| 40x40x3 | 949 | 231 | 96 | 46 | 21 | 6 |
| 50x50x2 | 1165 | 286 | 120 | 61 | 31 | 14 |
| 50x50x3 | 1615 | 396 | 167 | 84 | 43 | 19 |
| 60x60x2 | 1714 | 422 | 180 | 93 | 50 | 26 |
| 60x60x3 | 2393 | 589 | 250 | 129 | 69 | 35 |
| 80x80x3 | 4492 | 1110 | 478 | 252 | 144 | 82 |
| 100x100x3 | 7473 | 1851 | 803 | 430 | 253 | 152 |
| 100x100x4 | 9217 | 2283 | 990 | 529 | 310 | 185 |
| 120x120x4 | 13726 | 3339 | 1484 | 801 | 478 | 296 |
| 140x140x4 | 19062 | 4736 | 2069 | 1125 | 679 | 429 |
| Tabelul 2. Încărcare pentru țeavă de formă dreptunghiulară (calculată pentru latura mai mare) | ||||||
| Dimensiuni țevi, mm | ||||||
| 1 metru | 2 metri | 3 metri | 4 metri | 5 metri | 6 metri | |
| 50x25x2 | 684 | 167 | 69 | 34 | 16 | 6 |
| 60x40x3 | 1255 | 308 | 130 | 66 | 35 | 17 |
| 80x40x2 | 1911 | 471 | 202 | 105 | 58 | 31 |
| 80x40x3 | 2672 | 658 | 281 | 146 | 81 | 43 |
| 80x60x3 | 3583 | 884 | 380 | 199 | 112 | 62 |
| 100x50x4 | 5489 | 1357 | 585 | 309 | 176 | 101 |
| 120x80x3 | 7854 | 1947 | 846 | 455 | 269 | 164 |

Este interesant!
Folosind calcule gata făcute, amintiți-vă că tabelele 2 și 3 indică sarcina maximă, din care se va îndoa țeava, dar nu se va rupe. Când sarcina este îndepărtată (vântul puternic se oprește), profilul își va recâștiga starea inițială. Depășirea sarcinii maxime chiar și cu 1 kg duce la deformarea sau distrugerea structurii, prin urmare, cumpărați o țeavă cu o marjă de siguranță care este de 2 până la 3 ori mai mare decât valoarea limită.





Caracteristici ale producției de țevi metalice profilate
Conform metodei de producție, țevile profilate sunt deformate la cald și la rece. Datorită ductilității metalelor, profilarea oricărui semifabricat de oțel este disponibilă sub influența temperaturilor ridicate. Pe tăietură (în secțiune), conductele au forma:
- pătrat;
- dreptunghi;
- oval.
Profilul arcuit plat-oval (sau țevile ovale) nu este mai puțin solicitat, iar producția sa este în creștere. Tehnologia formării lor practic nu diferă de laminarea țevilor profesionale standard. Aceasta este, parcă, o opțiune intermediară între structurile rotunde și dreptunghiulare, iar indicatorii lor de calitate și rezistență sunt cu un ordin de mărime mai mare decât cei ai acestor produse. Tehnologia pentru producția de dimensiuni standard a țevilor presupune:
- metoda de formare la rece a produselor rotunjite printr-o presă;
- sudarea foilor dreptunghiulare din oțel.

Secțiunea țevilor profilate
În conformitate cu GOST, țevile de orice dimensiune (în inci și mm) sunt formate folosind două tehnologii care diferă semnificativ unele de altele:
- Prin sudarea unui profil de foaie sau bandă (o cusătură poate reduce calitatea produsului numai la sarcini semnificative, iar produsul are un preț mai mic).
- Tijele rotunjite trec presarea pieselor de aceeași formă pe o lamă (tehnologia este mai scumpă, produsele fără sudură suportă sarcina maximă în cadre verticale).
Metode de calcul al sarcinilor pe o conductă de profil
Pentru a calcula sarcinile pe profile, sunt utilizate următoarele metode:
- calculul sarcinii folosind tabele de referință;
- utilizarea formulei de solicitare de îndoire;
- determinarea sarcinii folosind un calculator special.
Cum se calculează încărcarea utilizând tabelele de referință
Această metodă este precisă și ia în considerare tipurile de suporturi, fixarea profilului pe suporturi și natura sarcinii. Pentru a calcula devierea unei țevi de profil folosind tabele de căutare, sunt necesare următoarele date:
- valoarea momentului de inerție al țevii (I) din tabelele GOST 8639-82 (pentru țevi pătrate) și GOST 8645-68 (pentru țevi dreptunghiulare);
- valoarea lungimii spanului (L);
- valoarea sarcinii țevii (Q);
- valoarea modulului de elasticitate din SNiP curent.
Aceste valori sunt înlocuite în formula dorită, care depinde de ancorarea pe suporturi și de distribuția sarcinii. Pentru fiecare model de proiectare a sarcinii, se modifică formulele de deviere.
Calcul conform formulei pentru tensiunea maximă de îndoire a unei țevi de profil
Calculul tensiunii la încovoiere se calculează utilizând formula:
unde M este momentul de încovoiere al forței și W este rezistența.
Conform legii lui Hooke, forța elastică este direct proporțională cu cantitatea de deformare. Acum sunt înlocuite valorile pentru profilul dorit. În plus, formula este rafinată și completată, pe baza caracteristicilor oțelului pentru țeava de profil, sarcină etc.
Vei fi interesat de:
- produce structuri metalice: Hangare și structuri prefabricate Copertine din policarbonat și carton ondulat Grilaje clasice și forjate, grilaje glisante precum ...
- O haină de blană pentru o reședință de vară Izolație termică ecologică Aranjament Casa veche din piatră nu păstra căldura foarte bine și avea nevoie de izolație. Proprietarii au decis ...
- produce grile glisante ...
- Bunăstarea clădirii ridicate pe ea depinde de alegerea corectă și calitatea fundației. Fundația trebuie să fie stabilă, durabilă, ceea ce se realizează ...
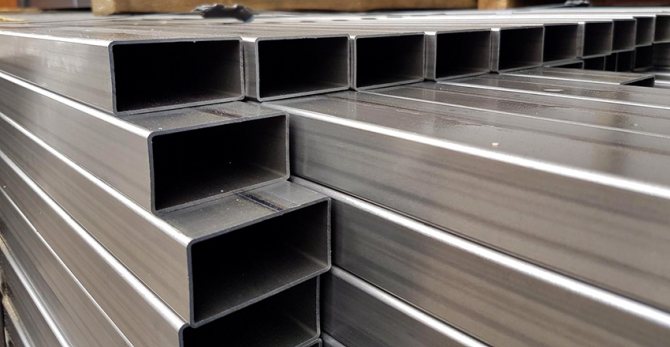
Țevile profilate devin un material de construcție din ce în ce mai popular.Se utilizează pentru construirea unor elemente de construcție precum podea, cadru de susținere, grinzi.
O astfel de utilizare pe scară largă este asociată în primul rând cu simplitatea construcției, funcționării, întreținerii structurilor, precum și cu greutatea redusă a produselor în sine. Cu toate acestea, este important să ne amintim că țeava de profil trebuie să aibă o rezistență la îndoire crescută, iar modul de calcul al acesteia va fi discutat mai târziu în articol.
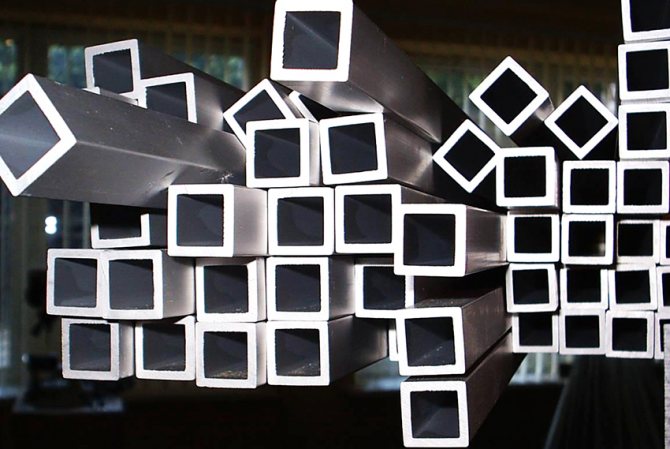
Țevile profilate sunt țevi care au o secțiune transversală diferită de o secțiune transversală circulară. Cele mai frecvente opțiuni sunt produsele dreptunghiulare și pătrate. După cum sa menționat deja, popularitatea specială a acestui tip este asociată cu unul dintre avantajele sale cheie - designul va avea o greutate redusă.
Mai mult, forma specifică simplifică foarte mult fixarea una de cealaltă și de alte suprafețe. Acest tip de produse pentru construcții, conform GOST, este fabricat dintr-o gamă largă de metale și aliaje. Cu toate acestea, cele mai frecvent utilizate sunt țevile profilate din oțel carbon și oțel slab aliat.
Fiecare metal are o calitate naturală importantă - un punct de rezistență. Poate fi minim sau maxim. Acesta din urmă, de exemplu, este cauza deformării structurilor ridicate, duce la îndoiri și, ca urmare, la fracturi.
Atunci când efectuați o îndoire, este important să evaluați caracteristici precum dimensiunea, secțiunea, tipul de produs, densitatea acestuia, precum și rigiditatea materialului și flexibilitatea acestuia. Cunoscând toate aceste proprietăți generale ale metalului, se poate înțelege cum se va comporta structura în timpul funcționării.
Este important să ne amintim că, atunci când îndoiți produsul, părțile interne ale structurii sunt comprimate, densitatea lor crește și ele însele scad în dimensiune. În consecință, stratul exterior devine mai lung, mai puțin dens, dar mai întins.
În același timp, zonele din mijloc își păstrează caracteristicile originale chiar și după finalizarea procesului. Prin urmare, ar trebui să ne amintim întotdeauna că în în timpul îndoirii, tensiunea va apărea neapărat chiar și în zone cât mai îndepărtate de zona neutră
... Presiunea maximă va fi în acele straturi care sunt foarte aproape de această axă foarte neutră.


Metode de îndoire a țevilor fără elemente de fixare
Foarte des, există momente în care conducta trebuie îndoită chiar acum și nu mai târziu. Din păcate, nu fiecare casă are un dispozitiv de îndoit țevi și trebuie să inventezi ceva pe cont propriu.
Principalul lucru nu este să exagerați atunci când utilizați mijloace improvizate, toată lumea înțelege ce se va întâmpla dacă îndoiți conducta. Aceasta și posibilele sale daune, deformare excesivă, viraj greșit etc. Deci, să luăm în considerare câteva metode de îndoire „la cald” a țevilor din diferite materiale.
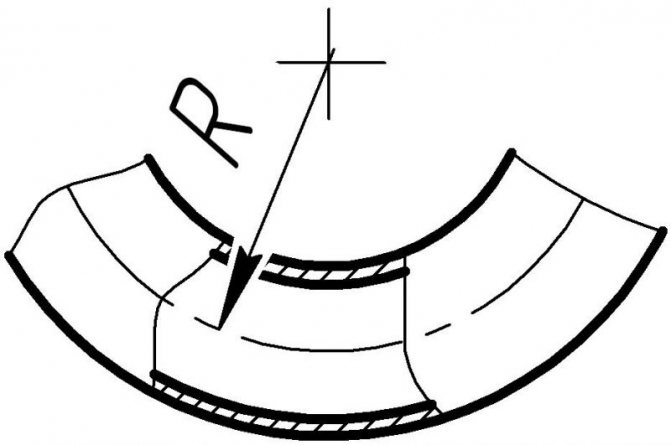
Razele de îndoire admisibile pe baza rezistenței materialului
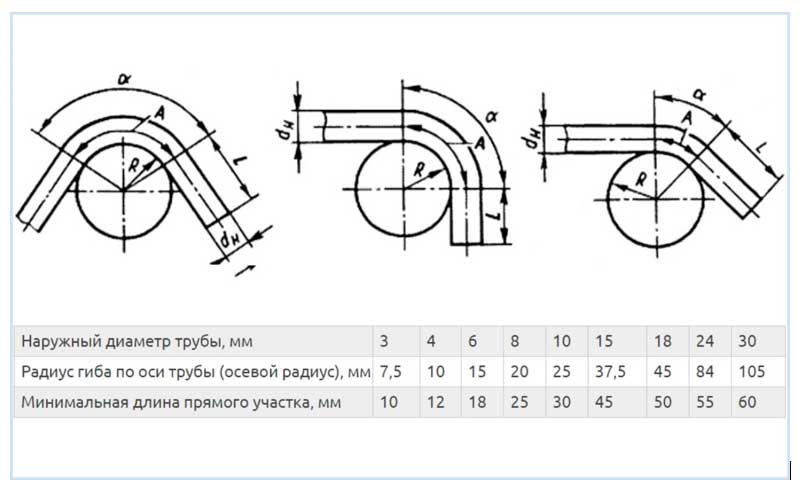
GOST reglează în detaliu atât proprietățile și caracteristicile elementelor, cât și procedura de la transformare. Aceasta include raza minimă de îndoire a țevii de profil. Se determină în funcție de condițiile în care se efectuează îndoirea. Când se îndoaie cu nisip cu care este ambalat sau prin încălzire, diametrul exterior ar trebui să înceapă de la 3,5DN.
Dacă comandantul are capacitatea de a aplica, ceea ce permite efectuarea operațiunilor necesare fără încălzire sau alte acțiuni suplimentare, atunci în acest caz diametrul ar trebui să fie de cel puțin 4DN.
Dacă doriți să faceți o curbă care ar fi suficient de abruptă, de exemplu, pentru a realiza o canalizare îndoită sau o conductă, atunci diametrul ar trebui să fie de cel puțin 1DN, deoarece îndoirea va fi în alte moduri, în principal folosind temperaturi ridicate.
Desigur, valorile prevăzute de standardele de stat pot fi ușor reduse, atunci trebuie să calculați foarte atent rezistența la îndoire a țevii.Dacă metoda de îndoire face posibil să fim siguri că grosimea peretelui scade cu 15% față de cea inițială, atunci în acest caz sunt posibile abateri de la GOST, iar îndoirea în sine poate fi efectuată mai mică decât valorile indicate, ceea ce va nu va avea un efect semnificativ asupra forței în viitor.


Tevi de cupru
Dacă în cazul oțelului totul este simplu, atunci cuprul tinde să se spargă rapid și să se deterioreze în timpul îndoirii. Pentru a evita consecințele nedorite, se poate folosi nisip obișnuit.
Se toarnă nisipul în cavitate înainte de îndoire. Asigurați-vă că este uscat. Apoi, încălziți punctul de îndoire cu un arzător. Hârtia simplă vă va ajuta să verificați dacă există suficientă căldură. Ar trebui să se aprindă dacă îl aduceți la țeavă. Apoi, treptat, fără mișcări bruște, este necesar să se scoată la iveală raza de îndoire necesară a țevilor. Principalul lucru este să fii atent, deoarece poți obține cu ușurință o pauză în material.
Formule și tabele aplicate
Pentru a efectua cu succes, fără complicații neprevăzute, calculul conductei pentru deviere, trebuie să calculați dimensiunea piesei în lungime. Această valoare este calculată utilizând o formulă simplă care arată ca:
L = 0,0175 × r × α + I
În această expresie, principalii indicatori sunt reprezentați de următoarele expresii de litere:
- r este raza de îndoire a țevii de profil (mm);
- α - corespunde unghiului pe care doriți să îl obțineți în cele din urmă;
- I este distanța de 100/300 utilizată atunci când lucrați cu echipamente speciale pentru a ține piesa de prelucrat.
La calcularea unei țevi pentru deviere, o etapă importantă în lucru este calcularea elementului pliabil.
Priveste filmarea
Atunci când facem o evaluare, trebuie să estimăm dimensiunea zonei care trebuie îndoită. Formula pentru aceasta este extrem de simplă, arată astfel:
U = π × α / 180 (r + DH / 2)
Aici, elementele incluse în formulă pot fi reprezentate după cum urmează:
- π în acest caz este considerat egal cu 3,14;
- α - este unghiul de îndoire, exprimat în grade;
- r - raza de îndoire (mm);
- DH este diametrul exterior.
Pentru confortul comandantului și pentru cea mai mare siguranță în timpul lucrului, precum și în timpul funcționării structurilor ridicate realizate din cupru și alamă, GOST-urile conțin cei mai mici indicatori pentru principalele caracteristici utilizate pentru a calcula rezistența la îndoire a unei țevi de profil. Aceste informații sunt conținute în GOST-urile nr. 494/90, nr. 617/90.
Pentru comoditate, principalele caracteristici necesare pentru determinarea rezistenței la îndoire a unei țevi de profil sunt în tabel.
Tabelul 1.
În timp ce tabelul anterior conținea în principal valori fixe pentru elementele de cupru și alamă, următorul va conține date pentru elementele din oțel. Acest tabel vă permite să estimați sarcina de îndoire a unei țevi modelate (GOST nr. 3262/75).
Masa 2.
După cum sa menționat deja, grosimea peretelui joacă un rol important în calcularea rezistenței la îndoire a unei țevi pătrate (precum și a unei rotunde). De aceea, tabelul următor face posibilă luarea în considerare simultan atât a grosimii peretelui, cât și a diametrului în calcule.
Tabelul 3.
Procesul tehnologic de îndoire
După cum sa menționat deja pe bună dreptate, orice deformare a structurii metalice provoacă stres suplimentar pe pereții structurii. Pe stratul interior, acest lucru se datorează creșterii densității metalului datorită comprimării și nu pe secțiunea exterioară, cauza, dimpotrivă, devine tensiune, ceea ce reduce densitatea metalului.
În timpul îndoirii, forma secțiunii se modifică conform așteptărilor. Acest lucru este valabil pentru țevile rotunde, dreptunghiulare și pătrate. Pentru ultimele două, aceste modificări nu sunt foarte pronunțate, ceea ce nu se poate spune despre cele rotunde.
Acest lucru face ca profilul inelului să fie oval. Este de remarcat faptul că cea mai mare schimbare de formă poate fi observată direct la locul pliului și, cu cât este mai departe de acesta, cu atât secțiunea va rămâne mai aproape de forma inițială.
Priveste filmarea
Cu toate acestea, este important să evaluați corect forța de impact, gradul de deformare al țevii pentru a evita rupturile și distorsiunile inutile.Pentru o piesă cu un diametru de până la 20 mm, gradul de deformare ovală nu trebuie să depășească 15%.
Cu o creștere a profilului, valoarea scade și mai mult și este de numai 12,5%. Un alt element important este prezența pliurilor (produsele cu pereți subțiri sunt deosebit de sensibile la aceasta). Acest factor este foarte important dacă structura de îndoire va servi drept conductă.
Pliurile formate reduc permeabilitatea, cresc rezistența fluidului care trece și mărește gradul de înfundare. Deci, atunci când utilizați o țeavă îndoită în acest scop, este necesar să abordați cu atenție alegerea grosimii peretelui produsului.
Care este sarcina pe conducta de profil
Calculul rezistenței la îndoire a unei țevi este redus la o simplă determinare a tensiunii maxime într-un anumit punct al structurii. Este important să înțelegem din ce material este format profilul, deoarece fiecare dintre ele are propriul indicator de stres.
Pentru calcule corecte, trebuie să aplicați formula corectă. În acest caz, se aplică prevederile legii lui Hooke, care afirmă că forța elastică este direct proporțională cu deformarea. Expresia pentru calcule este următoarea:
TENSIUNE = M / W, unde:
- M este valoarea gradului de îndoire de-a lungul axei de-a lungul căreia acționează forța;
- W este valoarea rezistenței la îndoire luată de-a lungul aceleiași axe.
De unde știi dacă calculele sunt corecte?
După cum sa menționat, fiecare metal sau aliaj are propriile valori normale de solicitare. Determinarea acestor valori este una dintre sarcinile principale cu care vă confruntați atunci când decideți să construiți o clădire dintr-un profil.
Pentru a fi sigur de corectitudinea rezultatelor, trebuie să cunoașteți câteva reguli importante și, desigur, să le urmați.
- Efectuați toate calculele cu precizie, cu precizie, fără grabă. În fiecare etapă, cineva ar trebui să fie ghidat de formulele adecvate, fără a încerca să ajusteze valorile pentru a se potrivi celor convenabile pentru sine.
- După ce ați calculat rezistența la îndoire a țevii de profil, trebuie să vă asigurați că indicatorii obținuți nu depășesc valorile maxime specificate.
- Luați în considerare materialul din care este realizat profilul, grosimea pereților, pentru a preveni distrugerea sau deformarea acestuia, ceea ce împiedică funcționarea structurii în viitor.
- Înainte de efectuarea calculelor, este necesar să se descrie schematic elementul viitor. Pe baza acestui desen tehnic, se pot face calcule mai precise, care vor fi asigurate împotriva erorilor asociate cu o neînțelegere a formei structurii.
Priveste filmarea
Urmând toate regulile necesare, precum și măsurile de siguranță, chiar și un neprofesionist poate fi sigur că toate rezultatele sale la calcularea rezistenței la îndoire a țevilor vor fi corecte și rezultatul va avea succes. Verificarea constantă a calculelor și controlului dvs. în fiecare etapă a lucrării este cheia pentru finalizarea cu succes a cazului.
Adăugați la marcaje
Roman Gennadievici, Omsk pune întrebarea:
O zi buna! A apărut următoarea întrebare: cum se calculează devierea unei țevi de profil? Adică aș vrea să știu ce sarcină maximă poate rezista o țeavă de profil de o dimensiune sau alta, pentru a determina această dimensiune. Eu nu înțeleg asta, așa că vă rog să vorbiți în expresii ușor de înțeles și să explicați toate denumirile din formule. Concluzia este că am câteva idei de amenajare a unei magazii de vară, aș vrea să o fac dintr-un profil din oțel, așa că trebuie să știți exact ce mărime să o cumpărați, astfel încât să nu mai aveți nevoie să o refaceți mai târziu. Vă mulțumim anticipat pentru răspunsuri.
Expertul răspunde:
O zi buna! Calculul țevilor profilate pentru deviere se efectuează folosind o formulă simplă: M / W, unde M este momentul de încovoiere al forței și W este rezistența. Esența implementării sale este simplă. În acest caz, se aplică legea lui Hooke: forța elastică are o dependență proporțională directă de deformare.Prin urmare, cunoscând gradul de deformare și valoarea maximă a tensiunii pentru un anumit material, puteți alege parametrul de care aveți nevoie.
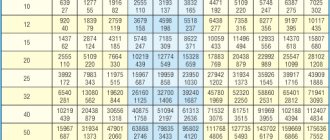
Figura 1. Rezistențele de proiectare ale metalului de bază al structurilor de construcție.
Deci, M = FL, unde F este deformarea, exprimată în kilograme, iar L este umărul forței, exprimat în centimetri. Umărul este distanța de la punctul de atașament până la punctul în care se aplică forța.
De asemenea, este necesar să se determine rezistența maximă (R), de exemplu, pentru oțelul St3 este egal cu 2100 kg / centimetru pătrat.
Acum, pentru calcul ulterior, transformăm expresia și obținem: R = FL / W, transformăm din nou și obținem: FL = RW, de unde F = RW / L. Din moment ce cunoaștem parametrii, cu excepția lui W, atunci rămâne doar de găsit. Pentru aceasta, parametrii conductei de profil sunt necesari, adică a este lățimea exterioară, a1 este interiorul, b este înălțimea exterioară, b1 este interiorul și, de asemenea, le înlocuiește corect în egalități pentru a găsi valoarea necunoscută pentru diferite axe: Wx = (wa ^ 3 - b1 (a1) ^ 3) / 6a, Wy = (ab ^ 3- a1 (b1) ^ 3) / 6b.
Dacă produsul are o secțiune pătrată, atunci formula devine și mai simplă, deoarece acum indicele W în ambele direcții (orizontală și verticală) va fi același, iar egalitatea în sine va fi simplificată, deoarece lungimea și lățimea profilului sunt la fel.
Pentru aceste egalități, calculele se pot face folosind un calculator obișnuit. Valorile pentru încărcările maxime sunt o referință, deci nu este dificil să le găsești pe Internet. În fig. 1 arată un astfel de tabel mic. În el veți găsi numerele necesare pentru diferite tipuri de oțel pentru deviere, tensiune și compresie - poate fi util.
22 iulie, 2020 Specializare: decorare fațadă, decor interior, construcție cabane de vară, garaje. Experiența unui grădinar și grădinar amator. De asemenea, are experiență în repararea mașinilor și motocicletelor. Hobby-uri: cântarea la chitară și multe altele, pentru care nu este suficient timp :)
Pentru a efectua rotația conductei, se folosesc fitinguri speciale - unghiuri și tee. Cu toate acestea, uneori există situații în care este necesară îndoirea conductei. De regulă, dacă un începător își asumă această muncă, țeava se prăbușește sau chiar se rupe la cot, așa că în continuare vă voi prezenta câteva dintre secretele meșterilor populari care vă vor permite să faceți față cu succes acestei sarcini acasă.
Țevi de plastic
Este foarte dificil să îndoiți plasticul pentru a nu deteriora materialul și a nu reduce grosimea pereților. Pentru aceasta, este mult mai bine să achiziționați adaptoare speciale. Dar cum să îndoiți corect țevile de plastic dacă nu există o modalitate de a obține un colț? Pentru a face acest lucru, trebuie să aveți la dispoziție un uscător de păr de construcție.
Pentru a lucra cu el, trebuie să setați temperatura la 140 de grade și să încălziți încet întreaga suprafață a țevii. Principala condiție este de a preveni supraîncălzirea, deoarece plasticul la 175 de grade poate deveni deja complet lichid. După atingerea plasticității dorite a materialului, produsul este îndoit. Pentru a evita schimbarea grosimii peretelui exterior, bucăți mici din același material sunt suprapuse pe acesta și, de asemenea, încălzite cu un uscător de păr. Acest lucru le permite să fie sudate și să evite ruperea țevii exact la îndoire.
Metode de îndoire a țevilor
Necesitatea de îndoire a țevilor poate apărea în mai multe cazuri, de exemplu, în timpul instalării unei conducte, dacă trebuie să „ocoliți” orice obstacol. De asemenea, este adesea necesar să se recurgă la această operațiune în procesul de fabricare a diferitelor structuri metalice, cum ar fi magazii, sere, foișoare etc.
Trebuie remarcat faptul că, atunci când vine vorba de îndoirea țevilor, ne referim la următoarele tipuri:
Metal rotund
Procesul de îndoire a pieselor metalice cu secțiune circulară este destul de complicat, deoarece sunt ușor deformate și uneori chiar rupte. Prin urmare, atunci când îndoirea se face într-un mediu industrial, mai ales dacă este necesară o rază mică, se realizează o proiectare a îndoirii țevilor înainte de a efectua această operație.
Acasă, desigur, nu veți avea nevoie de o formulă exactă pentru calcularea unei țevi pentru îndoire. Singurul lucru pe care trebuie să-l determinați este raza minimă admisibilă. Înțelesul său depinde în mare măsură de modul în care se efectuează această operație:
- la încălzirea unei părți ambalate cu nisip
- R = 3,5xDH; - folosind o mașină de îndoit țevile
(îndoire la rece) - R = 4xDH; - aplecându-se pentru a obține pliuri ondulate
(îndoire la cald) - R = 2,5хDH.
Puteți obține o rază minimă egală cu două diametre prin tragere la cald sau ștanțare. Cu toate acestea, este imposibil să faci o astfel de îndoială acasă.
Aceste formule utilizează următoarele valori:
Trebuie să spun că există un calcul mai universal - raza ar trebui să fie de cel puțin cinci diametre ale țevii.
Deci, am descoperit puțin teoria, acum să trecem la practică. După cum sa menționat mai sus, există mai multe modalități de a rezolva această problemă. Cea mai simplă dintre ele este utilizarea unei mașini speciale - un dispozitiv de îndoit țevi.
Adevărat, prețul unei astfel de unelte este destul de ridicat - costul unei mașini hidraulice, care permite îndoirea pieselor de lucru cu diametrul de până la patru inci, începe de la 15.000-16.000 de ruble. Costul unui îndoitor manual de țevi, care vă permite să lucrați cu piese cu un diametru de până la un inch, este de 4.700-5.000 de ruble.
Dacă trebuie să vă confruntați adesea cu o astfel de operațiune, dar nu doriți să plătiți bani mari pentru o mașină de îndoit țevi, o puteți face singură. Pe portalul nostru puteți găsi informații detaliate despre cum să faceți o mașină pentru îndoirea țevilor de profil cu propriile mâini.
Cu toate acestea, mașina de îndoit nu este întotdeauna la îndemână, în plus, dacă trebuie să efectuați această operație o dată, cu siguranță nu are sens să cumpărați un instrument pentru aceasta. În acest caz, puteți face o îndoire cu chei.
Acest lucru se face după cum urmează:
- în primul rând, trebuie să trasați o rază de îndoire pe un loc adecvat;
- apoi sunt introduse tije metalice de-a lungul conturului. Este de dorit să le așezați cât mai aproape unul de celălalt. Pentru fiabilitate, tijele pot fi betonate.
Lângă tija extremă, trebuie să introduceți alta, astfel încât partea îndoită să poată încapea între ele. Acest lucru este necesar pentru a remedia problema;
- atunci trebuie să turnați sare sau nisip în țeava îndoită. În acest caz, dopurile trebuie ciocănite în găurile de pe ambele părți;
- după aceea, piesa este fixată între primele două tije și apoi se îndoaie în jurul restului tijelor, așa cum se arată în diagrama de mai sus.
O alternativă la această opțiune este de a folosi cârlige care sunt atașate la o bucată de placaj și care formează raza necesară, ca în fotografia de mai sus. Dacă doriți să obțineți un diametru mai mic, un disc lat sau o rolă ar trebui să fie utilizate ca șablon.
Trebuie să spun că ambele metode sunt potrivite pentru piese cu un diametru de cel mult 16-20 mm. Dacă doriți să îndoiți o piesă cu un diametru mai mare, îndoirea ar trebui să fie bine încălzită.
Dacă trebuie să formați semifabricate din metale neferoase care au o rezistență la flexiune semnificativ mai mică decât omologii din oțel, puteți utiliza un arc. Acesta din urmă trebuie să corespundă strict diametrului interior, deoarece este introdus în tub. Desigur, puteți pune arcul în exterior, dar în acest caz este incomod să faceți o îndoire.
După ce a protejat tubul cu un arc, se îndoaie cu propriile mâini. Lucrarea trebuie făcută cu atenție pentru a atinge raza dorită fără a deteriora piesa.
Profil
Țevile profilate sunt mult mai dificil de îndoit, deoarece datorită formei lor au o rezistență crescută. Produsele cu secțiuni mici pot fi îndoite folosind metodele descrise mai sus.
Există, de asemenea, un alt mod de a îndoi o țeavă de profil, care vă permite să lucrați cu piese cu o secțiune suficient de mare. Principiul său este următorul:
- nisipul sau sarea trebuie să fie turnate în piesa de prelucrat și apoi să conecteze capetele cu dopuri;
- în plus, piesa trebuie fixată în siguranță într-un menghină;
- atunci zona de pliere ar trebui încălzită la foc roșu;
- după aceea, piesa de prelucrat trebuie tăiată cu un ciocan până se obține raza dorită.
Dacă aveți o mașină de sudat și un polizor, atunci puteți îndoi piese de prelucrat chiar și cu cel mai mare diametru fără eforturi mari. Acest lucru se face după cum urmează:
- în primul rând, raza de îndoire este marcată pe piesa de prelucrat;
- mai departe de-a lungul întregii raze, trebuie să marcați benzile pe cele trei laturi ale profilului gol. Cu cât raza este mai mică, cu atât pasul dintre dungi ar trebui să fie mai mic;
- apoi râșnița face tăieturi pe trei laturi ale piesei conform marcajelor făcute;
- acum piesa de prelucrat este îndoită fără probleme;
- după obținerea unghiului dorit, tăieturile trebuie sudate;
- la sfârșitul lucrului, trebuie să curățați cusăturile și să le măcinați.
În acest fel, pot fi produse părți chiar și de forme complexe, în timp ce precizia îndoirii este foarte mare. Cu toate acestea, este necesară experiența cu un polizor și un aparat de sudat.
Plastic armat
Pe de o parte, țevile metal-plastic se îndoaie foarte ușor, dar pe de altă parte, se rup ușor. Prin urmare, lucrarea trebuie făcută foarte atent. Trebuie reamintit faptul că raza minimă de îndoire a unei țevi metal-plastic este similară cu raza golurilor metalice, adică trebuie să aibă cel puțin cinci diametre.
Dacă diametrul țevii este de 16 mm, atunci poate fi îndoit fără dispozitive speciale. Acest lucru se face după cum urmează:
- ia partea cu ambele mâini de sus. În acest caz, așezați degetele mari sub țeavă, paralel cu ea și apropiați-le, așa cum se arată în fotografia de mai sus;
- apoi îndoiți țeava cu ambele mâini și asigurați-vă că asigurați sprijinul cu degetele mari;
- îndoirea țevii la raza necesară, deplasați-o în palme spre stânga sau spre dreapta și apoi repetați procedura;
- în acest fel, îndoiți piesa de prelucrat și deplasați-o până obțineți unghiul dorit.
Pentru a „umple mâna”, practicați această procedură pe țevi, deoarece este probabil ca la început piesele de prelucrat să se rupă.
Este mult mai dificil să îndoiți o țeavă cu un diametru de 20 mm în jurul degetelor. Prin urmare, orice altă suprafață adecvată poate fi utilizată ca opritor. Cu toate acestea, este cel mai convenabil să efectuați această lucrare folosind un conductor cu arc, care poate fi atât extern, cât și intern, adică care se introduce în interiorul piesei de prelucrat.
Pentru a face o îndoire cu un jig interior în mijlocul unei piese lungi, legați-o de o frânghie și apoi împingeți-o la adâncimea dorită. După finalizarea îndoirii, scoateți arcul trăgând de frânghie.
Țeavă de profil utilizată în construcții: dimensiuni, tabele
Fiecare tip de țevi, grinzi și profile este proiectat pentru un scop specific. Pentru construcții, sunt potrivite produsele cu grosimea medie a peretelui de 8-12 mm. La fabricarea unui astfel de metal laminat, se utilizează țevi din oțel St3sp / ps5, produse în conformitate cu GOST 14637-89. De asemenea, se folosește metal de înaltă rezistență de calitate 09G2S (acesta este un profil în conformitate cu GOST 19281-89).
Cele mai populare sunt țevile profesionale - metal laminat universal cu nervuri de rigidizare. Sunt utilizate pentru construcții:
- sporturi și locuri de joacă;
- complexe sportive și piscine;
- garduri și garduri;
- structuri metalice de tip cadru;
- copertine pentru toate tipurile de scopuri;
- panouri publicitare și panouri publicitare;
- stâlpi și turnuri;
- stații de transport public etc.
Fiecare obiect necesită un profil specific. Conform standardizării, produsele sunt clasificate în funcție de forma secțiunii lor ca „dreptunghi”, „pătrat”, „oval” și „poligon”.
Ieșire
După cum am aflat, există destul de multe moduri populare de a îndoi conductele. Cu puțină practică, puteți obține rezultate bune. Cu toate acestea, trebuie amintit că calitatea îndoirii efectuate pe echipamentele profesionale va fi întotdeauna mai mare.
Videoclipul din acest articol oferă informații suplimentare despre cum să îndoiți țevile din plastic armat.Dacă în procesul de efectuare a acestei operații aveți dificultăți, puneți întrebări în comentarii și cu siguranță voi încerca să vă ajut.
22 iulie 2020
Dacă vrei să-ți exprimi recunoștința, să adaugi clarificări sau obiecții, întreabă ceva autorului - adaugă un comentariu sau spune-ți mulțumire!
În construcțiile industriale și private, conductele profilate sunt frecvente. Sunt folosite pentru construirea de anexe, garaje, sere, foișoare. Modelele sunt atât dreptunghiulare clasice, cât și ornate. Prin urmare, este important să calculați corect îndoirea țevii. Acest lucru va păstra forma și va oferi structurii rezistență și durabilitate.
Țevi din plastic armat
Pe măsură ce răspândirea țevilor metal-plastic, mulți au început să le folosească în toate comunicațiile posibile. Sunt fiabile, practice, ieftine și ușor de instalat. Dar cum să îndoiți țevile metal-plastic? Pentru aceasta se folosește fie munca manuală simplă (dacă metalul din țeavă este moale), fie metoda de îndoire cu ajutorul unui arc (s-a discutat mai sus). Este obligatoriu să îndepliniți condiția că este imposibil să îndoiți țeava metal-plastic mai mult de 15 grade pentru fiecare 2 centimetri. Dacă acest parametru este neglijat, conducta poate deveni pur și simplu inutilizabilă din cauza unei cantități mari de daune.
Proprietăți metalice flexibile
Metalul are propriul său punct de rezistență, atât maxim cât și minim.
Sarcina maximă pe structură duce la deformări, îndoiri inutile și chiar îndoiri. Atunci când calculăm, acordăm atenție tipului de țeavă, secțiune, dimensiuni, densitate, caracteristici generale. Datorită acestor date, se știe cum se va comporta materialul sub influența factorilor de mediu.
Luăm în considerare că sub presiune pe partea transversală a țevii, stresul apare chiar și în puncte îndepărtate de axa neutră. Zona cu cea mai tangențială tensiune va fi cea situată în apropierea axei neutre.
În timpul îndoirii, straturile interioare din colțurile îndoite se contractă, scad în dimensiune, iar straturile exterioare se întind, se prelungesc, dar straturile din mijloc își păstrează dimensiunile originale după sfârșitul procesului.
Țevile de îndoit sunt utilizate pe scară largă în viața de zi cu zi
FD Plast țeavă ondulată cu strat dublu
Sortimentul include țevi ondulate cu dublu strat FD Plast... Diametrele interioare sunt cuprinse între 110 și 800 mm și clasa de rigiditate SN8-SN9. Sunt fabricate din polietilenă de joasă presiune (HDPE) și se caracterizează prin rezistență la mediul agresiv și durabilitate. Adâncimea acestor țevi poate fi de până la 15 metri. Țevile ondulate FD Plast au manoperă de înaltă calitate la un preț relativ mic.
Preț pentru țeavă ondulată dublu strat cu mufă SN8
| Diametru exterior, mm | Diametru interior, mm | Preț, l.m. |
| 110 | 94 | de la 150 de ruble. |
| 133 | 110 | de la 188 freca. |
| 160 | 136 | de la 268 freca. |
| 190 | 160 | de la 312 freca. |
| 200 | 171 | de la 358 frecați. |
| 230 | 200 | de la 455 freca. |
| 250 | 216 | de la 567 freca. |
| 290 | 250 | de la 767 freca. |
| 315 | 271 | din 871 freca. |
| 340 | 300 | din 1096 freca. |
| 400 | 343 | din 1357 freca. |
| 460 | 400 | din 1609 freca. |
| 500 | 427 | din 2061 freca. |
| 575 | 500 | de la 2295 freca. |
| 695 | 600 | de la 3130 freca. |
| 923 | 800 | de la 5832 freca. |
Listă de prețuri pentru țevi FD Plast
Cum se fac calcule corecte
Calculul unei conducte de profil pentru deviere este determinarea gradului de solicitare maximă într-un punct specific al conductei.
Fiecare material are un grad normal de solicitare. Acestea nu afectează produsul în sine. Pentru a face calculele corect, ar trebui aplicată o formulă specială. Este necesar să se asigure că indicatorii nu depășesc valorile maxime admise. Conform legii lui Hooke, forța elastică rezultată este direct proporțională cu deformarea.
La calcularea îndoirii, este de asemenea necesar să se aplice formula de solicitare, care arată ca M / W, unde M este indicatorul de îndoire de-a lungul axei, pe care cade forța, dar W este indicatorul de rezistență la îndoire de-a lungul aceleiași axe.
Îndoirea țevii trebuie să fie corectă și exactă
Structuri dintr-o țeavă de profil
S-a menționat mai sus că o mare varietate de structuri metalice pot fi realizate din țevi dreptunghiulare.Atunci când realizați o structură dintr-un profil metalic, este necesar să acordați o atenție specială calculelor. Calculele corecte vor asigura fiabilitatea structurii.
Dacă vorbim despre structuri ușoare care nu sunt afectate de sarcini mici, atunci calculele aici, desigur, ar trebui făcute, dar chiar dacă există erori în ele, acest lucru nu este critic. Erorile în calculele sarcinii, inclusiv cele asociate cu îndoirea țevilor, nu ar trebui să fie permise dacă se construiesc clădiri serioase.
Procesul tehnologic de îndoire
Îndoirea creează un anumit grad de stres în pereții metalici. Stresul de tracțiune se obține pe secțiunea exterioară și tensiunea de compresiune pe secțiunea interioară. Datorită acestor influențe, înclinarea axei se schimbă.
În procesul de îndoire la locul îndoit, forma secțiunii transversale se schimbă. Ca urmare, profilul inelului devine oval. O formă ovală mai clară este văzută la mijlocul devierii, dar spre sfârșit și spre început deformarea scade.
Pentru țevile cu o secțiune transversală de până la 20 mm, ovalitatea în locul deformat nu trebuie să depășească 15%. Pentru țevile cu o secțiune transversală de 20 și mai mult - 12,5%.
Acordați atenție faptului că pot apărea pliuri în zona concavă a produselor cu pereți subțiri. La rândul lor, acestea afectează negativ funcționarea sistemului (reduc permeabilitatea mediului de lucru, cresc nivelul de rezistență hidraulică, gradul de înfundare).
Țevile curbate sunt utilizate în industrie și construcții private
Razele de îndoire admisibile ale conductei
Țevile au o rază minimă de îndoire conform standardelor guvernamentale.
Dacă îndoirea se realizează prin încălzire și șlefuire, diametrul exterior al țevii este de cel puțin 3,5DN.
Formarea unei țevi pe o mașină de îndoit țevi (fără încălzire) - cel puțin 4DN.
Îndoirea atunci când este încălzită cu un arzător cu gaz sau într-un cuptor pentru a obține pliuri semi-ondulate este posibilă cu un index de 2,5DN.
Dacă îndoirea este prevăzută pentru o abruptă (pentru îndoirile de canalizare îndoite realizate prin brosare la cald sau prin ștanțare) - nu mai puțin de 1DN.
Îndoirea țevii poate fi mai mică decât valorile specificate. Totuși, acest lucru este posibil dacă metoda de fabricație garantează că pereții conductelor sunt subțiați cu 15% din grosimea totală.
Efectuăm calculul rezistenței la îndoire a țevii în mod responsabil.
Îndoirea țevilor de diferite diametre
Formule și tabele
Pentru a calcula devierea conductei, determinăm lungimea piesei. Se calculează folosind această formulă:
L = 0,0175 ∙ R ∙ α + l
R este raza de îndoire în mm;
α este valoarea unghiului;
I - secțiune dreaptă de 100/300, necesară pentru prinderea produsului (atunci când lucrați cu instrumentul).
La calcularea îndoirii unei țevi de profil, luăm în considerare dimensiunea elementului îndoit. Acesta este determinat de următoarea formulă:
A = π ∙ α / 180 (R + DH / 2)
Valoarea numărului π = 3,14;
α este unghiul de îndoire în grade;
R - valoarea razei (valoarea este luată în considerare în mm);
DH este diametrul de pe exteriorul conductei.
Razele minime de îndoire pentru produsele din cupru și alamă sunt date în tabel. Datele corespund GOST-urilor nr. 494/90 și nr. 617/90. În plus, aici sunt date și valorile pentru diametrul exterior, lungimea minimă a piesei libere statice.
Îndoirea țevilor profilate poate fi realizată pe mașini speciale
Diagrama de îndoire a țevilor
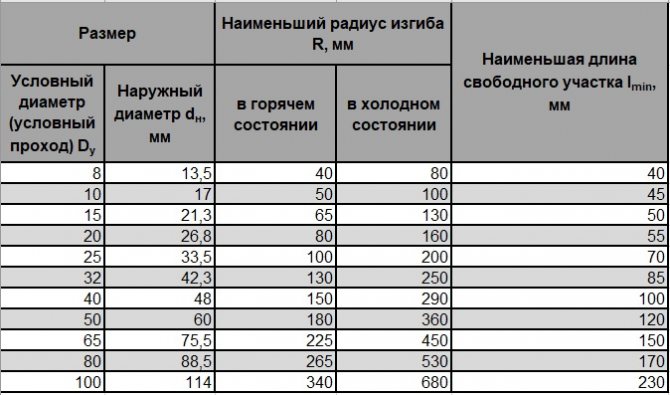
Tabelul următor vă va ajuta să calculați o țeavă rotundă pentru îndoire. Include date referitoare la analogi de oțel (indicatorii corespund GOST nr. 3262/75).
| Dimensiunile țevii | Raza minimă de îndoire | Lungime liberă minimă | ||
| Trecere condiționată | Extern | Fierbinte | Rece | |
| 8 | 13,5 | 40 | 80 | 40 |
| 10 | 17 | 50 | 100 | 45 |
| 15 | 21.3 | 65 | 130 | 50 |
| 20 | 26.8 | 80 | 160 | 55 |
| 25 | 33.5 | 100 | 200 | 70 |
| 32 | 42.3 | 130 | 250 | 85 |
| 40 | 48 | 150 | 290 | 100 |
| 50 | 60 | 180 | 360 | 120 |
| 65 | 75.5 | 225 | 450 | 150 |
| 80 | 88.5 | 265 | 530 | 170 |
| 100 | 114 | 340 | 680 | 230 |
Pentru a nu face o greșeală în calcule, ar trebui să se ia în considerare și diametrul și grosimea peretelui conductelor.
Mașină de îndoit hidraulică manuală
Îndoiți țeava cu propriile mâini
Dacă o faceți singur, va ajuta calcularea țevii pentru îndoire, a cărei formulă este simplă și universală (acestea sunt 5 diametre ale țevii).
Calculăm îndoirea pe piese cu o secțiune transversală de 1,6 cm.
Primul pas: trebuie să înțelegeți clar ce fel de cerc va fi rezultatul (pentru o îndoire corectă, este necesară o pătrime din cerc).
Al doilea pas: definiți raza - 16 înmulțită cu 5. Rezultatul este de 80 mm.
Al treilea pas: calculați punctele de pornire pentru curbă. Pentru a face acest lucru, utilizați formula C = 2π ∙ R: 4. Valoarea C este lungimea conductei care va fi utilizată în lucrare. Se utilizează două numere pi, precum și un indicator al razei exterioare a țevii.
Pasul 4: valorile sunt înlocuite cu date cunoscute: 2 ∙ 14 ∙ 80: 4. Ca urmare, obținem 125 mm. Aceasta va fi lungimea secțiunii unde raza minimă de îndoire este de 80 mm.
Dacă nu puteți lucra cu formulele, calculăm devierea conductei de profil folosind un calculator (un program special este ușor de găsit pe Internet).
Există mai multe tipuri de astfel de instrumente. Dispozitivul de îndoire a segmentelor asigură lucrări pe baza șabloanelor speciale. Forma lor este deja calculată pentru un anumit diametru și formă a pliului. Instrumentul ajută la remodelarea țevilor până la 180˚.
Echipamentul de susținere are un segment care se deplasează în interiorul viitorului produs. Acest lucru previne deformarea, deschide accesul la mai multe zone simultan.
Indiferent de tipul de instrument utilizat, ne amintim că calculele corecte, verificate în mod repetat, sunt cheia instalării cu succes.
De unde știi dacă calculele sunt corecte?
Fiecare material, inclusiv metalul din care sunt realizate țevi dreptunghiulare, are un indicator al stresului normal. Stresul care apare în practică nu ar trebui să depășească acest indicator. De asemenea, trebuie avut în vedere faptul că forța elastică este cu atât mai mică, cu cât sarcina acționează asupra conductei este mai mare.
În plus, trebuie să țineți cont de formula M / W. Unde momentul de încovoiere al axei acționează asupra rezistenței la încovoiere.
Pentru a obține calcule mai precise, este reprezentată o diagramă, adică o imagine a unei piese care reflectă maxim caracteristicile unei piese date, în acest caz, a unei țevi dreptunghiulare.
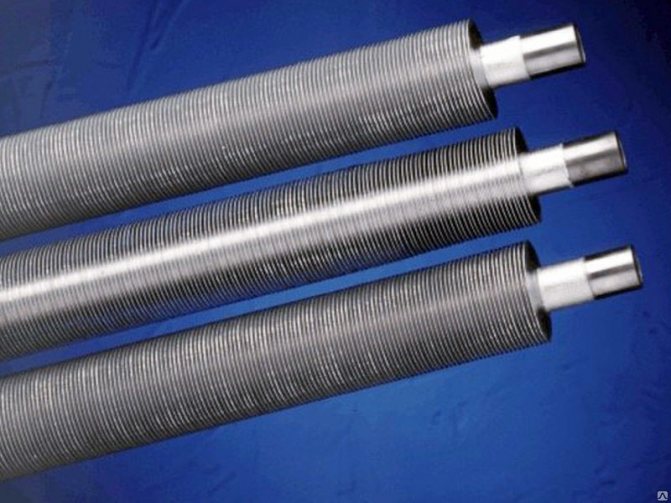
Parametrii geometrici ai conductelor cu aripioare AVO
| Raportul de avertizare | Diametru exterior, mm | Înălțimea coastei, mm | Număr de nervuri pe 1 m lungime liniară | Lungimea țevii, mm |
| 9 | 49 | 10,5 | 286 | 12 000 |
| 14,6 | 56 | 14 | 333 | 12 000 |
| 20 | 57 | 15 | 400 | 12 000 |
| 22 | 57 | 15 | 433 | 12 000 |
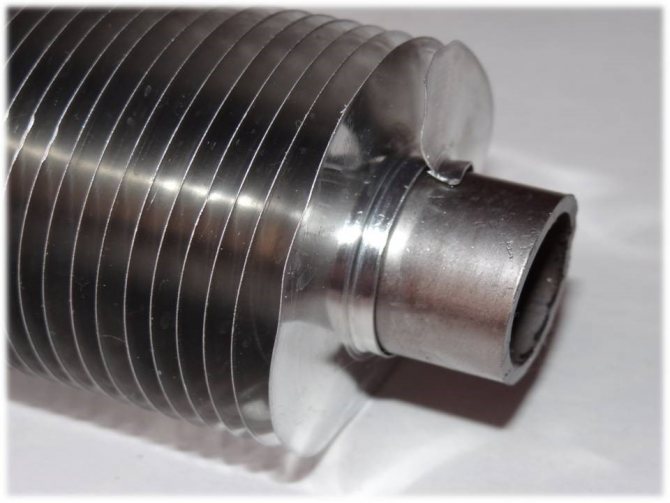
Introducerea pe scară largă a suprafețelor convective cu tuburi nervurate transversale (de exemplu, diferite modele AVO) în sectorul energetic și în industrie a devenit posibilă pe baza metodelor de finning a tuburilor, folosind următoarele tehnologii:
- Laminare - o țeavă cu un diametru mai mare cu o grosime dată de aluminiu este pusă pe țeava de susținere, din care nervurile sunt ulterior stoarse prin deformare folosind rolele mașinii;
- Înfășurare - o bandă de aluminiu este înfășurată pe țeava de susținere, care poate avea mai multe opțiuni de fixare: într-o canelură sau fără.
Apropo, citiți și acest articol: Răcitoare de ulei AVOM
În același timp, există probleme cu metodele exacte și universale de calculare a caracteristicilor lor termice și aerodinamice, îmbunătățirea în continuare a acestor suprafețe și intensificarea transferului de căldură în ele. Soluția la aceste probleme a fost într-o anumită măsură limitată de lipsa unei imagini fizice fiabile a proceselor de transport pe suprafețe cu nervuri transversale.
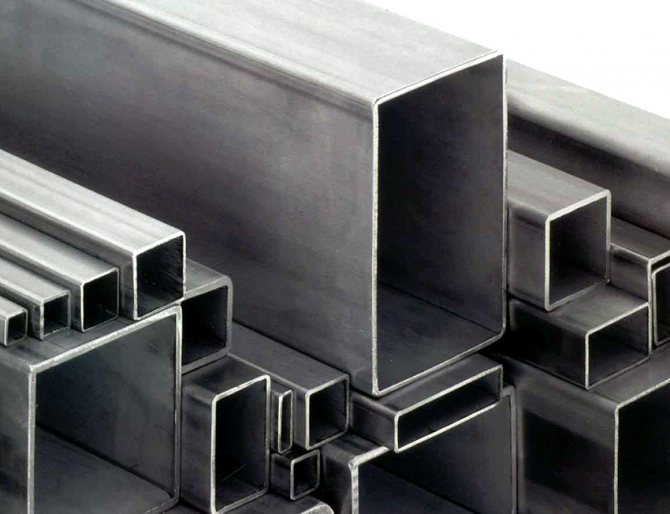
Țevi de profil: dimensiuni și prețuri, scop și funcționalitate
Țevile pătrate sunt utilizate în diverse industrii, inclusiv la producerea și instalarea de structuri metalice pentru uz exterior și interior. Nu există cerințe speciale pentru acestea în ceea ce privește calitatea suprafeței. Un profil de uz general este produs pe baza benzilor de oțel laminate la cald, grosimea variază în intervalul de 1,5-5 mm. După caracteristicile funcționale sau condițiile de utilizare, produsele sunt clasificate în următoarele tipuri:
Costul unui profil dreptunghiular începe de la 51,5 mii de ruble pe 1 tonă
- profile metalice în scopuri generale și speciale;
- produse pentru producția de petrol, transportul gazelor și explorarea geologică;
- echipamente de foraj și carcasă;
- compresoare și echipamente de pompare;
- țevi de apa;
- produse din oțel rezistente la căldură pentru cazane;
- echipamente chimice;
- autostrăzi mari;
- suporturi din oțel cu rigidizatoare pentru construcție;
- produse durabile în scopuri polivalente.
Important! Pentru a îmbunătăți calitatea sau a reduce costul produselor, la cererea clientului, este posibil să se modifice tehnologia și să se schimbe gradul de oțel.
Utilizarea produselor laminate este larg răspândită în inginerie mecanică și construcții, agricultură, sisteme de comunicații și rafinare a petrolului. Toți parametrii, inclusiv lungimea țevii și grosimea peretelui, sunt reglementați de GOST 13663-86.
Profilul de uz general este produs cu o grosime a peretelui cuprinsă între 1,5-5 mm.
Prețurile pentru produsele de laminare a țevilor:
- Profil pătrat - de la 52 de mii de ruble / 1 tonă și de la 22 de ruble. pentru 1 alergare. m.
- Profil dreptunghiular - de la 51,5 mii ruble / 1 tonă și de la 26 ruble. pentru 1 alergare. m.
Lungimea secțiunilor țevii, în funcție de scop, variază de la 1 la 12 m.
Proprietățile profilelor din oțel pentru producția de mobilier
Proprietățile de proiectare ale profilelor ovale și pătrate au fost evaluate în producția de mobilier. Au fost folosite ca rame și picioare, baze pentru paturi pliabile și mecanisme pentru transformarea canapelelor. Profilele sunt, de asemenea, utilizate ca elemente auxiliare pentru forjare și imitarea acesteia, precum și fragmente decorative. Principalele funcții ale produselor metalice profilate sunt sarcinile și estetica.
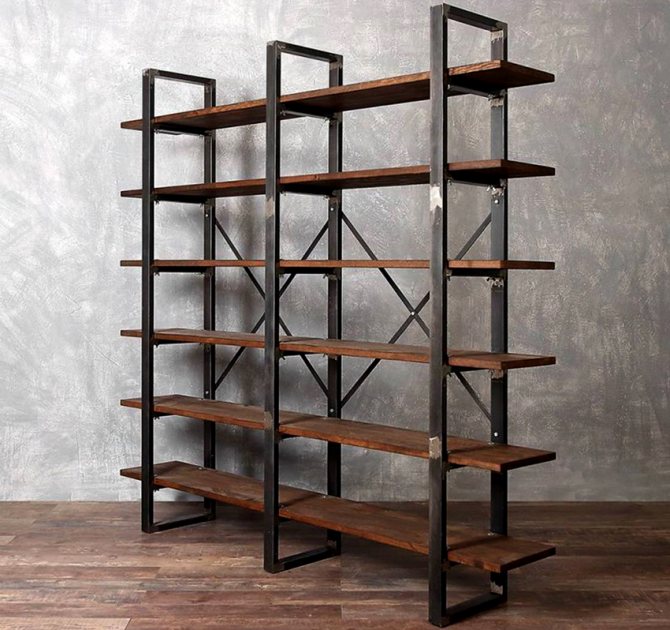
Profilele pătrate și ovale sunt utilizate pe scară largă în fabricarea mobilierului
În conformitate cu particularitățile de aplicare, produsele sunt clasificate în 36 de dimensiuni standard. Țevile de mobilă au un format mic:
- produsele cu secțiune dreptunghiulară variază de la 20x10 la 40x25 mm;
- părțile unui profil pătrat au o dimensiune de cel mult 30x30 mm.
Sfaturi utile! Pe lângă conductele obișnuite, sunt utilizate pe scară largă și semifabricatele îndoite, care se recomandă să fie comandate direct de la producător. Plasticitatea metalului face posibilă îndoirea unei țevi de oțel (dimensiuni arbitrare) la unghiul necesar, formând structuri arcuite și alte structuri complexe.
Tabelul de dimensiuni al țevilor profilate din oțel cu lungime măsurată și nedeterminată:
| Tipul de rulare a țevii | Diametru, mm | Grosimea peretelui, mm |
| Turnare prin electrofuziune | 10-100 | 1-5 |
| Deformare la cald | 60-180 | 4-14 |
| Deformare la rece | 10-120 | 1-8 |
Instrumente și materiale necesare
Pentru a îndoi o țeavă de plastic pe bază de polietilenă de joasă presiune în diverse situații, poate fi necesar următorul instrument:
- mașină specială de turnare;
- uscător de păr de construcție sau de lipit puternic (cu capacitatea de a modifica temperatura de funcționare);
- arzător de gaz convențional;
- șablon de îndoire realizat ținând cont de unghiul de formare necesar.

Îndoiți conducta HDPE cu un uscător de păr
Fiecare dintre aceste instrumente este potrivit pentru o metodă specifică de îndoire a pieselor de prelucrat și poate fi utilizat acasă. Atunci când puneți conducte de apă într-o zonă de grădină, se recomandă utilizarea elementelor de marcă pentru a asigura obținerea unor îmbinări de flanșă fiabile.
Țevi din polietilenă de calitate PERT
În ultimii ani, s-a înregistrat o creștere activă în utilizarea țevilor din PE-RT (polietilenă cu rezistență la temperatură ridicată). La sfârșitul anului 2010, Dow Chemical a introdus cele mai recente dezvoltări în domeniul materialelor pentru alimentarea cu apă caldă și încălzire, permițând extinderea domeniului de aplicare al PE-RT tip II pentru producția de țevi utilizate în construcția de înălțime mare. clădiri.
PE-RT a fost creat ca un înlocuitor al polietilenei reticulate PEX, care, în ciuda proprietăților sale, are unele inconveniente pentru producătorii și consumatorii de țevi: nu poate fi sudat, nu poate fi reciclat și necesită reticulare. În timp ce PE-RT este un material termoplastic comun (cum ar fi polipropilena PPRC), are proprietăți apropiate de PEX, dar acest material nu necesită reticulare în timpul procesării, ceea ce permite creșterea productivității liniei prin eliminarea etapei de reticulare PE din procesul tehnologic.Profilul de temperatură standard al extruziunii permite prelucrarea materiilor prime pe echipamente standard, este perfect sudat folosind mașini de sudat convenționale. Prin urmare, din ce în ce mai mulți producători de țevi o preferă pe XLPE.
Țevile PE-RT din Europa au fost furnizate Rusiei de la mijlocul anilor 90 ai secolului trecut. Astăzi, ritmul de dezvoltare a producției interne din acest material este natural pentru stadiul actual de dezvoltare. Deși materialul este încă considerat destul de nou pentru piața rusă, interesul pentru acesta din partea organizațiilor de instalare crește în fiecare an. Având în vedere proprietățile materialului și creșterea producției de țevi PE-RT de către producătorii ruși, tendința de a înlocui țevile din oțel, polipropilenă și pex va deveni din ce în ce mai evidentă în fiecare an.
Dezvoltările în catalizatori și tehnologiile de fabricație au condus la crearea unei noi familii de produse foarte diferențiate pe bază de copolimeri etilenă-a-olefine. Acești polimeri constituie baza unei noi clase de materiale din polietilenă - PERT (Polietilenă cu rezistență la temperatură ridicată
- polietilenă cu rezistență crescută la căldură)
pentru producerea de conducte pentru alimentarea cu apă caldă și încălzire.
PE-RT este recomandat pentru fabricarea absolut a tuturor conductelor
pentru sisteme de încălzire și alimentare cu apă caldă și rece. Unicitatea acestor materiale constă în faptul că, pentru a obține o rezistență hidrostatică bună pe termen lung, la temperaturi ridicate
nu trebuie să fie cusute
... Aceasta oferă avantaje semnificative de procesare față de sistemele din polietilenă reticulată (PEX).
S-au făcut progrese majore în înțelegerea relației structură-proprietate a polimerilor de polietilenă. Prin dezvoltarea unei tehnologii îmbunătățite și utilizarea catalizatorilor
poate sa
controlul implementării și plasăriico-monomer
în coloana vertebrală a polimerului. Această precizie mai mare în determinarea microcristalinității polimerului permite crearea de noi combinații de caracteristici de performanță. Acum este posibil să se producă polimeri de polietilenă care combină performanța la temperaturi ridicate cu flexibilitatea sau o fluiditate mai bună pe termen lung pentru o rigiditate dată.
Dimensiuni conducte profilate, tipuri de prelucrare produse laminate
Cele mai populare sunt următoarele dimensiuni (lungime măsurată de până la 12 m și în mai multe segmente de format):
- țevi pătrate - secțiune de la 15x15 la 60x60 mm;
- profil dreptunghiular - secțiune de la 15x20 la 44x80 mm.
Țevile de oțel profilate (dimensiunile sunt reglementate de GOST) conform metodei de prelucrare sunt împărțite în principal în următoarele tipuri:
- fără sudură prelucrată la rece (trasă la rece și laminată la rece);
- țevi de oțel fără sudură deformate la cald (laminate la cald, presate la cald și forjate la cald);
- sudat deformat la cald (longitudinal, cusătură spirală);
- produse fără sudură (turnate centrifugal, laminate la cald și trase la căldură);
- longitudinal (electric și sudat);
- țevi înfășurate, sudate și sudate la cuptor;
- lucrat la rece (tras și laminat);
- țevi de oțel tratate la suprafață;
- produse prelucrate (lustruite și lustruite) cu acoperire metalică și nemetalică;
- nichelat și cu acoperire anticorozivă.
Se cunosc următorii parametri de bază ai unei conducte de profil:
- vedere de profil (formă geometrică pe o tăietură);
- oțel sau alt metal;
- lungimea țevii;
- diametrul secțiunii (dimensiunile țevii în inci și în milimetri);
- grosimea peretelui;
- prezența unei cusături;
- prezența prelucrării suplimentare: zincare, măcinare, lustruire etc.
Țevile sunt produse cu tăieturi prelucrate, cu fire la unul sau ambele capete și cu un tip diferit de finisare finală:
- tije metalice conice și expandate;
- țevi de oțel purtătoare;
- produse cu capete supărate și alte tipuri de prelucrare.



Necesități de construcție: țevi profilate, dimensiuni ale peretelui
În prezent, cele mai populare sunt profilele de mobilier și construcții.Țevile cu secțiune transversală dreptunghiulară și pătrată sunt produse în conformitate cu standardele GOST 30245-2003. Este dificil să ne imaginăm construcții industriale, militare și civile fără ele. Aceste produse sunt utilizate pentru fabricarea unor astfel de structuri:
- clădiri de tip cadru;
- scări și trepte;
- suprapuneri;
- magazii și ferme;
- rafturi și suporturi;
- coloane de pod;
- deschideri feroviare;
- depozite și complexe din domeniul logisticii.
Metode de formare a țevilor din HDPE
Pentru a îndoi țevile tipice din PEHD într-un mediu casnic, ar trebui să utilizați tehnici dovedite care sunt utilizate cu succes de meșterii populari. Printre abordările cunoscute ale acestui proces, se remarcă următoarele tehnici:
- Utilizarea unui uscător de păr de lipit sau de construcție.
- Umplerea cavității conductei cu apă fierbinte (apă clocotită).
- Umpleți-l cu o compoziție vrac încălzită la 80-90 de grade (sare sau nisip de râu).
Îndoiți o țeavă de plastic acasă este permisă și în alte moduri (cu un arzător de gaz, de exemplu).
Notă! Este posibilă și cea mai simplă abordare, constând în încălzirea plăcii țevii la soare vara.
Dar această metodă de îndreptare a conductei este realizabilă numai pe timp foarte cald (la o temperatură a aerului de cel puțin 30 de grade).
Cu un volum mare de semifabricate de țevi și necesitatea de a le îndoi cu precizie ridicată, vor fi necesare echipamente speciale de turnare. Este solicitat în producția industrială și este rar folosit în viața de zi cu zi.