Tehnici de fabricare a cărămizilor
Cum funcționează arderea cărămizilor?
Există două metode comune pentru fabricarea cărămizilor. Primul este presarea semi-uscată și uscată. Metoda de turnare a plasticului este a doua metodă de fabricare a cărămizilor. Diferența constă în cantitatea variabilă de umiditate conținută în materia primă în ambele metode de producție. Trebuie remarcat faptul că cea de-a doua metodă de fabricație este cea mai larg utilizată.
Cărămizile turnate din plastic pot fi goale sau solide. Principiul producției ambelor tipuri de cărămizi este același, diferența este că argila este mai bine pregătită pentru cărămizi goale.
Se pot distinge următoarele etape de fabricare a cărămizilor:
- Pregătirea materiilor prime
- Turnare bară
- Uscarea cărămizilor brute
- Ardere
Trebuie remarcat faptul că fiecare etapă este caracterizată de respectarea atentă a parametrilor. De exemplu, pentru a efectua tragerea, care este etapa finală a producției, trebuie respectate toate cerințele tehnice. Tehnologia de ardere a cărămizilor implică respectarea condițiilor de temperatură și de timp. În caz contrar, un produs defect este inevitabil.
Cuptor tunel
Majoritatea fabricilor de cărămizi care produc cărămizi solide și pietre ceramice sunt echipate cu cuptoare de acest tip. Ele reprezintă un tunel prin care se mișcă cărucioare sau o bandă transportoare cu materii prime. Spațiul lor de lucru poate avea unul sau două canale situate în linie dreaptă sau având o formă închisă, inelară.

Principiul de funcționare
Spre deosebire de plantele inelare, aici totul se întâmplă invers: materialul se deplasează prin zonele staționare rămase, clar delimitate de încălzire, recoacere și răcire. Materialul se deplasează secvențial din zonă în zonă. Într-un astfel de cuptor, există doar o singură intrare și o zonă de descărcare. Acestea sunt situate la capetele opuse ale tunelului și sunt echipate cu mecanisme care etanșează ermetic spațiul interior al cuptorului în timpul încărcării și descărcării materialului. Etanșarea are loc automat, ceea ce evită consumul excesiv de lichid de răcire. Spațiul de deasupra podelei, sub transportor sau partea inferioară a cărucioarelor, de asemenea, nu se încălzește, deoarece este îngrădit cu o poartă de nisip.
Gazul natural este utilizat ca purtător de căldură. Uneori sunt modificate pentru a funcționa cu păcură, motorină, motorină pentru încălzire și energie electrică. Este posibilă combinația de opțiuni.
Cuptorul funcționează non-stop. Arzătoarele cu gaz direcționează flăcările de gaz ars pe masa de cărămidă direct (în cuptoare deschise) sau prin ecrane de protecție (în cuptoare cu mufla). Ventilatoarele și captatoarele de fum sunt instalate de-a lungul întregului canal, direcționând cantitatea necesară de aer încălzit și gaze arse către zonele necesare ale cuptorului prin canale speciale de circulație. Aceste dispozitive funcționează independent unul de celălalt și sunt controlate de la distanță de către operator. Cuptorul este încărcat manual de către lucrători, iar descărcarea este mecanizată.
Tehnologia de tragere este automatizată pe cât posibil. Programele speciale de computer cu ajutorul a numeroși senzori monitorizează procesul tehnologic și dau comenzi de control:
- regim de temperatură în toate zonele.
- presiunea aerului.
- viteza cărucioarelor.
Alegerea modului de funcționare al cuptorului se efectuează automat și depinde de parametrii inițiali ai cărămizii brute (tip, formă, dimensiune, nivel de umiditate, tip de cușcă).Controlerul stochează toate modurile posibile în memorie și îl selectează pe cel mai optim. Controlul calității produselor finite este, de asemenea, automatizat. Durata ciclului tehnologic pentru produsele solide este de la 36 la 40 de ore, pietrele goale sunt gata într-o zi.
izkirpicha.com
Cum se trag cărămizile ceramice
Caramida crudă conține de la 8% la 12% umiditate, intră în cuptor pentru ardere, unde este uscat inițial. Apoi temperatura crește la un nivel de 500-800 ° C, la care apare deshidratarea mineralelor din lut. Din acest motiv, produsul se micșorează. La temperaturi peste 200 ° C, se observă eliberarea de impurități organice volatile și aditivi.
În acest stadiu, temperatura de ardere a cărămizii crește cu o rată de 300-350 ° C / h. Temperatura este menținută constantă până când carbonul este ars. Și numai după aceea, temperatura crește la 800 ° C. Expunerea la astfel de temperaturi determină modificarea structurii produsului. De ceva timp, mențin temperatura maximă pentru încălzirea uniformă a cărămizii. Apoi, temperatura începe să scadă treptat.
Timpul de ardere a cărămizii poate ajunge de la 6 ore la 48 de ore. În timp ce acest proces are loc, cărămida se schimbă structural în mod repetat. Dacă se urmărește tehnologia de producție, rezultatul este un produs cu rezistență ridicată și calități rezistente la apă. Se caracterizează prin proprietăți de izolare fonică și termică, precum și rezistență la diferite condiții de temperatură.
Vă recomandăm să citiți:
Ce să cumpărați echipamente pentru producerea cărămizilor Lego în Rusia?
Alegerea unei mașini de cărămidă nisip-var.
Ce este acest proces și caracteristicile tehnologice
Tratamentul termic al materialelor de construcție din lut sub influența temperaturilor ridicate se numește ardere. Aceasta este etapa finală în producția de blocuri de cărămidă. Tehnologia de tragere include 3 etape:
- Incalzire.
- Ardere.
- Răcire.
În prima etapă, cărămida este încălzită la o temperatură de 120 de grade, pentru a se evapora apa din ea. Apoi, pentru a arde impuritățile de origine organică și retragerea finală a lichidului, acesta este încălzit la 600 gr. În etapa următoare, temperatura de ardere a cărămizii este de 920-980 grade. În același timp, lutul începe să se micșoreze, iar puterea este dobândită. În condiții de temperatură maximă constantă, blocul de cărămidă se întărește și dispare de ceva timp. În etapa finală, materialul de construcție rezultat din lut este răcit. Dacă în timpul tratamentului termic nu a existat nicio încălcare a tehnologiei, culoarea blocului va fi roșu-portocaliu, iar structura va fi uniformă. Pentru a obține cărămizi vitrate, este necesară reluarea focului.
Pentru a ajunge la o cărămidă puternică și de înaltă calitate, fără fisuri, este necesar un control strict al temperaturii în timpul tratamentului termic.
Tipuri de cuptoare de cărămidă
În timpul fazei de ardere sunt utilizate diverse cuptoare. Ce echipament pentru cuptorul din cărămidă să fie utilizat în producție depinde de diverși factori. Cuptorul de cărămidă este atât un echipament de proces cât și un sistem deschis termodinamic în același timp. Procesele termice constante au loc în ea.
Cuptor inelar

Cuptor cu cărămidă inelară
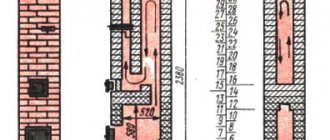
Un tip de cuptor de cărămidă este cuptorul inelar. Aceste cuptoare boltite sunt cele mai utilizate pe scară largă în producția de cărămidă. Dacă un cuptor inelar de cărămidă nu este instalat la o fabrică de producție, atunci este recomandabil să-l utilizați fără acoperiș. Costul construcției este puțin mai scump în comparație cu cuptoarele cu podea, cu toate acestea, întreținerea lor este mult mai convenabilă și mai ușoară.

Diagrama unui cuptor inelar pentru arderea cărămizilor
Arderea cărămizilor într-un cuptor circular oferă un rezultat în calitate care este semnificativ mai mare decât într-un cuptor de podea, iar combustibilul este consumat de câteva ori mai puțin la 1.000 de cărămizi arse.Un alt avantaj al acestor sobe este că pot fi arse cu diferite tipuri de combustibil. Toate acestea au influențat utilizarea pe scară largă a cuptoarelor inelare.
Cuptor tunel
Cuptoarele tunel înlocuiesc cuptoarele inelare, înlocuindu-le treptat. Tot mai multe fabrici mari de cărămidă le folosesc în producția lor. În cuptoarele de tunel, cărămizile se mișcă pe cărucioare speciale, spre deosebire de cele circulare, unde cărămida este staționară, și sunt trecute diferite regimuri de temperatură. Cuptorul tunel pentru coacerea cărămizilor este mai ușor de întreținut, deoarece descărcarea și încărcarea lotului de cărămizi are loc în afara cuptorului, unde există condiții de temperatură acceptabile pentru personal. În plus, este mult mai ușor să mecanizați procesele în fața zonei de lucru decât în aceasta. Cuptorul este un tunel cu șine în interior. Arderea cărămizilor într-un cuptor tunel are loc pe cărucioare, care stau unul câte unul pe toată lungimea tunelului. După un anumit interval de timp, un nou cărucior cu cărămizi brute intră în tunel, iar un cărucior cu produse gata părăsește partea din spate a tunelului.

Cuptor de cărămidă tunel
Cuptoarele pot fi echipate cu o varietate de surse de căldură. Este posibil să se încălzească cuptoarele pentru prăjire cu cărbune, petrol. Se instalează un cuptor electric sau arzătoare pe gaz. Comoditatea serviciului și beneficiile economice ale producției depind de tipul sursei de căldură selectate. Dacă pentru producție este selectat un cuptor cu gaz pentru arderea cărămizilor, atunci indiferent dacă este un cuptor inelar sau tunel, rezultatul va fi de înaltă calitate numai dacă sunt respectați parametrii tehnologici.
S-ar putea să vă intereseze:
Alegerea unei prese pentru producția de cărămizi Lego.
Ce fel de lut este potrivit pentru fabricarea cărămizilor?
Tipuri de cuptoare
Pentru arderea ceramicii și producția de ars, inclusiv cărămizi ceramice, se folosesc cuptoare speciale. Sunt de 2 tipuri:
- tunel;
- inel.
Cuptor tunel

Dispozitivul de tip tunel este un cuptor cu gaz lung, asemănător unui tunel, pentru arderea cărămizilor. În interior există 3 camere și șine. Cărucioarele metalice se deplasează de-a lungul lor cu ajutorul împingătorilor automați. Înainte de a intra în cuptor, acestea sunt încărcate cu cărămidă neacoperită. Intrarea și ieșirea sunt închise ermetic. După uscare într-o cameră, blocurile de cărămidă sunt mutate la 2 pentru ardere. Este asigurat de arzătoarele pe gaz care mențin constant temperatura la nivelul de 920-980 de grade. Apoi, cărămida intră în a treia zonă cu o temperatură mai scăzută, unde este răcită. După sfârșitul modului, împingătoarele rulează cărucioarele din cuptor și blocurile de cărămidă se răcesc complet în afara acestuia.
Cuptor inelar
Dispozitivele de acest tip constau din mai multe secțiuni adiacente sub formă de inel. Fiecare dintre ele are o fereastră pentru încărcarea și descărcarea materialului, precum și propria sursă de încălzire. Cuptorul inelar asigură continuitatea procesului de ardere. Astfel, un lot de blocuri de cărămidă trece prin toate etapele tratamentului termic, aflându-se în același compartiment. Camera adiacentă favorizează încălzirea, blocurile sunt calcinate în detrimentul propriului combustibil, iar răcirea este asigurată de temperatura secțiunii următoare.
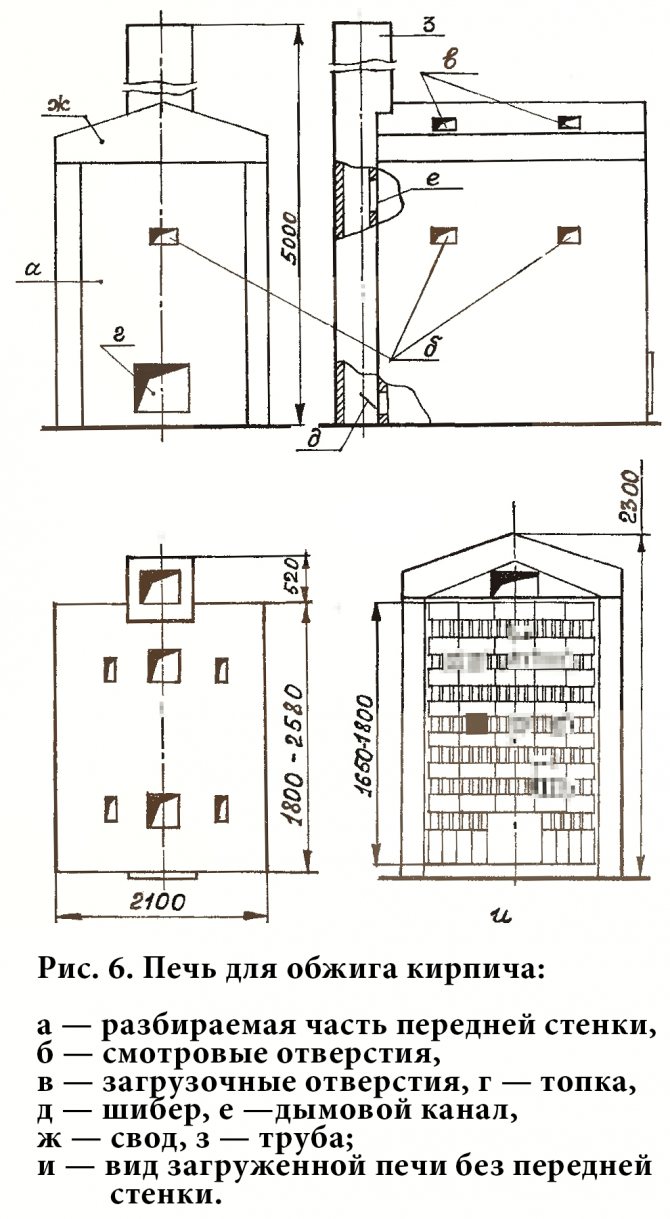
Tragem cărămizi acasă
Dacă te îndepărtezi de volumele mari de producție din fabricile de cărămizi și te gândești la cantități mai mici de producție, atunci este posibil să organizezi arderea cărămizilor ceramice acasă. Pentru a arde o cărămidă în cantități mici, veți avea nevoie de un butoi metalic obișnuit cu o capacitate de 200 până la 250 de litri. Anterior, este necesar să tăiați fundurile din ambele părți.
Tragerea poate fi efectuată și cu ajutorul unui foc.Pentru a face acest lucru, trebuie să săpați o gaură adâncime de jumătate de metru și să instalați un butoi deasupra acestuia, ridicat deasupra marginii găurii la o înălțime de aproximativ 20 cm. Într-un loc în care nu există un fund inferior, este necesar pentru adaptarea suporturilor sub formă de tije sau grătar metalic. Acest lucru este necesar pentru a exista o bază pentru depozitarea cărămizilor în interiorul butoiului.
După ce umpleți butoiul cu cărămizi, acoperiți partea superioară cu un capac pentru a reduce la minimum pierderile de căldură. Arderea durează aproximativ 20 de ore, în funcție de natura compoziției de lut folosită în cărămidă. Este posibil să ardeți cărămizi cu gaz, dar așa cum am menționat mai sus, profitabilitatea economică depinde de tipul de combustibil.
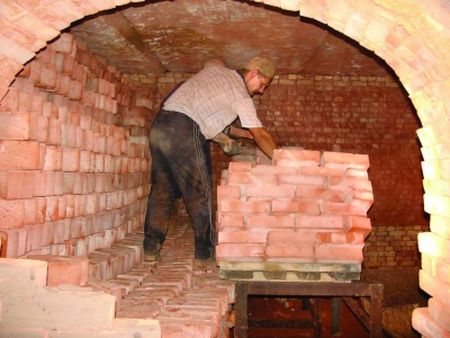
Schema unui cuptor pentru arderea cărămizilor cu gaz
Vă recomandăm aceste articole:
Care sunt cele mai bune matrice pentru cărămizi Lego de cumpărat?
Cum se alege o presă manuală din cărămidă?
Caracteristici ale procesului în mai multe etape de ardere a cărămizilor ceramice într-un cuptor tunel
Creșterea ritmului de construcție și a concurenței între producătorii de materiale de construcții de pe piața uzbecă face necesară creșterea cantității și îmbunătățirea calității cărămizilor de construcție. Soluția la această problemă poate fi obținută prin îmbunătățirea sistemului de control pentru procesele tehnologice de uscare, ardere și ciclul de producție pentru producerea cărămizilor. În timpul tragerii de ardere și uscare se formează proprietățile produsului, care determină calitatea produsului. Include atât indicatori mecanici cât și hidrofizici măsurați (rezistență, rezistență la îngheț și absorbția apei) și defecte vizuale (fisuri, topire, epuizare). Prăjirea și uscarea ar trebui considerate ca procese de transfer de căldură și masă în mai multe etape, care sunt însoțite de transformări de fază și chimice ale materiilor prime.
Procesul tehnologic, producția de cărămizi se desfășoară în principal în cuptoarele tunel, se caracterizează prin distribuirea temperaturii mediului gazos (câmpul de temperatură) și încărcarea produselor, instabilitatea proprietăților semifabricatului, precum și imposibilitatea de a controla proprietățile materialului ceramic în timpul șederii sale lungi (până la 120 de ore) în cuptor, în modul în timp real. Lipsa recomandărilor justificate pentru alegerea câmpului optim de temperatură, ținând cont de indicatorii de calitate ai produsului finit, modificările în proprietățile fluxurilor de material de intrare, starea echipamentelor tehnologice, necesită crearea unui model matematic al procesului, optimizarea și îmbunătățirea sistemului automat de control.
Crearea unui sistem de control al procesului de ardere a cărămizilor ceramice într-un cuptor tunel, care contribuie la îmbunătățirea calității produselor finite prin prevenirea urgențelor, introducerea acțiunilor preventive obținute ca urmare a prezicerii caracteristicilor produselor și determinarea temperaturii optime câmp în condiții de instabilitate a unui semifabricat.
Un cuptor tunel este o instalație de încălzire continuă în care încărcarea produselor se deplasează de-a lungul unui canal de ardere rectiliniu lung către suportul de căldură. Mișcarea produselor prin cuptor are loc datorită împingerii unei mașini noi în canalul de ardere după un anumit timp, care se numește interval de împingere. Mecanismul care împinge mașinile se numește împingător. La intrare și ieșire, cuptorul este echipat cu perdele mecanice pentru a elimina scurgerile de aer în canalul de ardere. O lungime de pre-cameră cu o căruță este situată între perdeaua de intrare și zona de încălzire. Această caracteristică de proiectare a cuptorului este concepută pentru a preveni încălcarea regimului de temperatură al cuptorului atunci când se introduc produse noi. Mașina este împinsă mai întâi în camera preîncălzită, în timp ce perdeaua dintre ea și zona de încălzire este coborâtă. După închiderea orificiului de admisie, perdeaua de ieșire a camerei precomandate este ridicată și mașina este împinsă direct în canalul cuptorului.
Canalul cuptorului este împărțit în mod convențional în poziții, a căror lungime este egală cu lungimea mașinii cuptorului, adică numărul de poziții este egal cu numărul de mașini trase.
La alegerea tipului de încărcare, se iau în considerare proiectarea și dimensiunea canalului de ardere, tipul de produse, combustibilul și metoda de ardere a acestuia, precum și proiectarea echipamentului arzătorului.
Diagrama structurală a producției de cărămizi ceramice poate fi reprezentată ca un lanț de procese tehnologice interconectate (etape). [1] Fig. unu.

Smochin. 1. Schema bloc a producției de cărămizi ceramice
Aspectul taxei. Componentele materiei prime ale încărcăturii (amestecuri de argile și impurități, amestecate în anumite rapoarte) sunt livrate în depozitul de argilă, de unde sunt mutate cu o macara de prindere în buncărele alimentatoarelor individuale, care realizează o alimentare uniformă și volumetrică. dozarea componentelor sarcinii. Dozajul este reglat de înălțimea de ridicare a porților și de viteza benzilor de alimentare, care sunt calculate într-un anumit mod.
Componentele dozate ale încărcăturii sunt alimentate la concasorul cuțitului, unde sunt pre-zdrobite. Apoi, încărcarea trece prin etapa de procesare, care are loc în atelierul corespunzător. Conține alunecări de măcinare umedă, mori cu role de măcinare grosieră și fină, malaxoare de lut. La alergătorii de măcinare umedă, măcinarea, amestecarea, măcinarea, umezirea sarcinii cu apă, zdrobirea și împingerea acesteia prin plăcile cu găuri instalate în zona de măcinare are loc. Dimensiunea maximă a particulelor lotului după alergători este de 50 mm. Bateria de tigaie, instalată sub alergătoare, alimentează încărcătura către un transportor cu bandă, care o livrează la moara cu role. Realizează măcinarea primară și măcinarea sarcinii. Ca urmare a acestei prelucrări, dimensiunea particulelor nu depășește 3-5 mm. După măcinarea inițială, încărcătura este alimentată de un transportor cu bandă la a doua moară cu role. Procesele care au loc în acesta sunt similare cu cele din aparatul anterior, dar dimensiunea maximă a particulelor de încărcare este deja de 1 mm. [2]
După o astfel de prelucrare, sarcina intră în amestecul de argilă. Aici are loc amestecarea intensivă, omogenizarea și umezirea suplimentară a încărcăturii la o umiditate dată de turnare. Iarna, dacă este necesar, masa ceramică este încălzită cu abur. În camera mixerului de lut încărcarea este compactată și presată prin găurile din grătar. Apoi este alimentat în alimentator și de acolo - pentru turnare într-o presă cu vid melcat.
Formare. Masa ceramică se deplasează în jgheabul blocului, în care este aburită și împinsă de lame în partea de tranziție. În el, lamele, înlocuite de un sistem de viermi, împing masa pregătită prin orificiile conice de ieșire. Cuțitele tăie masa în plăci, care sunt introduse în camera de vid pentru dezaerare. De acolo, prin rolele de alimentare, acestea intră în camera melcului, unde un set de viermi sunt împinși prin muștiucul montat pe capul de presare. Astfel, se obține o bară sub forma unei benzi continue. [3]
Tăiere. În interiorul muștiucului, miezurile sunt montate pe un suport special, care se formează prin găuri în bară. O fâșie continuă de cherestea este tăiată în materii prime - produse care sunt stivuite pe cărucioare de uscare și alimentate în uscătoare de tunel.
Uscare. Lichidul de răcire este aerul care vine din zona de răcire a cuptorului tunel. Circulația longitudinală a lichidului de răcire în sistemele de uscare este asigurată de ventilatoarele de evacuare care îndepărtează lichidul de răcire uzat. Reglarea cantității sale se efectuează cu ajutorul amortizoarelor montate la tavanul uscătorului. O parte din lichidul de răcire este preluat din uscător de către ventilatoarele mobile, care îl circulă în direcția transversală a canalelor unității, suflând uniform materia primă.Uscarea este concepută pentru a elimina excesul de umiditate din materia primă, ca indicator al conținutului relativ de umiditate reziduală a materiei prime la ieșirea unității. Conform reglementărilor tehnologice de producție, valoarea acestei variabile este cuprinsă între 1,5-3%. [patru]
Cărucioarele cu materie primă uscată sunt scoase din uscător și trimise la baza de transbordare. Aici materia primă este transferată la mașinile cuptorului. Structura care se obține ca urmare a acestei operații se numește setarea cărămizii. Mașinile încărcate sunt mutate în cuptor, unde sunt trase.
Procesul de ardere este ultimul și cel mai important în producția de cărămizi, deoarece în acest proces se formează în cele din urmă proprietățile produselor care definesc conceptul de „calitate”. Include atât indicatori mecanici cât și hidrofizici măsurați (rezistență, rezistență la îngheț și absorbție a apei etc.) și defecte vizuale (fisuri, topire, burnout etc.).
Ciclul de ardere constă în perioade de încălzire, menținere în zona de temperatură ridicată (sinterizare) și răcire, fiecare dintre aceste perioade fiind caracterizată de anumite procese fizico-chimice care au loc în masa ceramică. Proprietățile finale ale produselor depind de corectitudinea acestor procese, pentru care este necesar să respectați cerințele clare pentru regimul de temperatură și durata de ardere în fiecare poziție a cuptorului.
Astfel, cuptorul tunel este împărțit în mod convențional în 3 zone: încălzire, prăjire și răcire. Zona de încălzire este destinată uscării finale a produselor și încălzirii acestora la temperatura mediului gazos al zonei de ardere. Zona de încălzire este formată din trei secțiuni. Pe prima, situată după precameră, începe uscarea materiei prime pe mașinile nou introduse în cuptor cu căldura gazelor de ardere evacuate, care au trecut deja prin alte secțiuni ale acestei zone (Fig. 1). În a doua secțiune, pe ambele părți ale canalului, există deschideri pentru evacuarea gazelor de ardere din cuptor. În cea de-a treia etapă, produsele sunt încălzite cu gaze arse și produse de ardere a combustibilului care provin din zona de ardere.
Zona de tragere este împărțită în două secțiuni: foc mic și mare. În zona de incendiu mică, semifabricatul este încălzit intens de căldura gazelor de ardere care provin din zona de incendiu mare, precum și de căldura combustibilului ars în arzătoarele din această zonă. Arzătoarele sunt grupate în grupuri de arzătoare situate la fiecare poziție a zonei de ardere. Într-o zonă cu foc mare, produsele sunt păstrate la temperatura maximă.
Zona de răcire este împărțită în mod convențional în zone de răcire rapide și finale. Aerul extern este furnizat zonei de răcire printr-o deschidere în acoperiș și canale prin ieșirea cuptorului de către un ventilator instalat special. Aerul furnizat tunelului din mediu se mișcă de-a lungul acestuia, răcind cărămida. Găurile sunt realizate în ambii pereți ai zonei de răcire, prin care aerul încălzit este îndepărtat din canalul de ardere în canalul de încălzire și este forțat în uscător.
Literatură:
- Ladanyuk A.P., Tregub V.G., Kishenko V.D. Managementul complexelor tehnologice în sisteme integrate computerizate // Probleme de management și informatică. - 2002. - Nr. 2.
- Yaroshchuk I.V., Ostapenko Yu.A. Studiu experimental al cărămizilor care trag într-un cuptor tunel pentru a crea suport matematic pentru sistemul de control. lucrări ale internaționalului VIII. științific și tehnic conf. „Ingineria mecanică și tehnosfera la începutul secolului XXI.” - Volumul Z. - Donetsk: DonSTU, 2001.
- Reglementări tehnologice pentru producerea de pietre și cărămizi ceramice la uzina de materiale ceramice pentru pereți. Aprobat. directorul fabricii de materiale de construcție. - K., 1994 .-- 63 p.
- Ceramică pentru construcția de mașini / Garshin A.P., Gropyanov V.M., Zaitsev G.P., Semenov S.S. - SPb: GTU, 1997 .-- 726 p.
De ce aveți nevoie pentru a cumpăra un cuptor de cărămidă
Dacă vă gândiți să începeți o afacere cu cărămidă ceramică, atunci trebuie să luați în considerare opțiuni mai serioase decât arderea focurilor în curte. Dacă ați decis deja să cumpărați un mini cuptor de cărămidă, atunci trebuie să alegeți cea mai potrivită opțiune. Merită să ne gândim la ce volume sunt planificate să fie produse, deoarece fiecare cuptor are propria capacitate.
De asemenea, un punct important este să alegeți o sobă cu un tip de combustibil adecvat, deoarece în timpul nostru de schimbări rapide ale prețurilor la energie, această problemă necesită o atenție serioasă. Merită luată în considerare fezabilitatea achiziționării unui cuptor cu o capacitate mai mare dacă există planuri de creștere a producției.
Când întrebările privind principalele caracteristici sunt rezolvate, este necesar să alegeți versiunea adecvată a modelului și să începeți să căutați opțiuni pentru o achiziție la prețuri avantajoase. Prețul unui cuptor de cărămidă de la diferiți dealeri și vânzători poate fluctua, deci nu este nevoie să vă grăbiți. Majoritatea reprezentanților care vând aceste produse nu pun prețurile în domeniul public, așa că trebuie să lucrați din greu pentru a găsi multe. Dar rezultatul economiilor poate depăși plăcut toate așteptările!
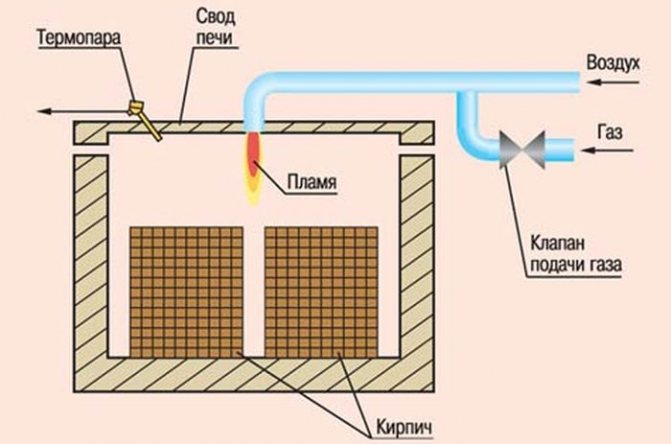
O metodă de tragere a cărămizilor și un dispozitiv pentru punerea sa în aplicare
Invenția se referă la producția de cărămizi și ceramică pentru construcții. EFECT: creșterea intensității procesului, asigurarea uniformității de ardere și îmbunătățirea calității produselor obținute. Setarea cărămizii se formează prin plasarea secvențială a unui produs deasupra altuia cu formarea a două fețe opuse ale stâlpului cu suprafețele solide ale produselor. Stâlpii produselor sunt așezați cu formarea de goluri între fețele menționate ale stâlpilor, suficiente pentru libera mișcare a lichidului de răcire. Cărămizile sunt arse într-un cuptor cu arbore. În canalul de ardere al cuptorului, sunt montate ghidaje verticale, dispuse în grupuri sub forma unui set de canale de ghidare distanțate între ele. Sursele lichidului de răcire sunt plasate în golurile dintre canalele de ghidare și lichidul de răcire este alimentat în golurile dintre marginile matriței produselor. 2 sec. și 12 p.p. f-ly, 10 bolnavi.
DOMENIUL TEHNIC Invenția se referă la industria materialelor de construcție și poate fi utilizată la producerea cărămizilor și a altor produse ceramice, și anume în procesul tehnologic de ardere. Invenția se aplică tuturor tipurilor de cărămizi și pietre ceramice având forma unui paralelipiped dreptunghiular, precum și o formă apropiată de acesta.
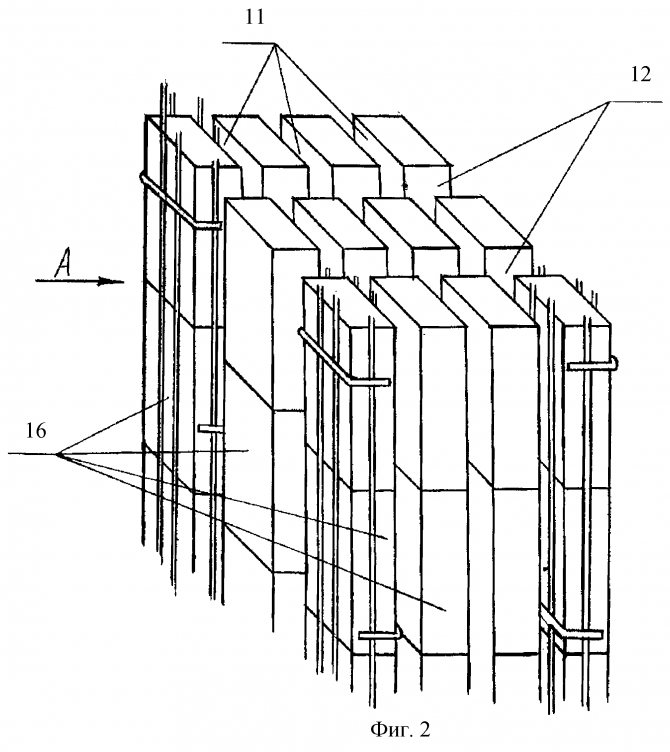
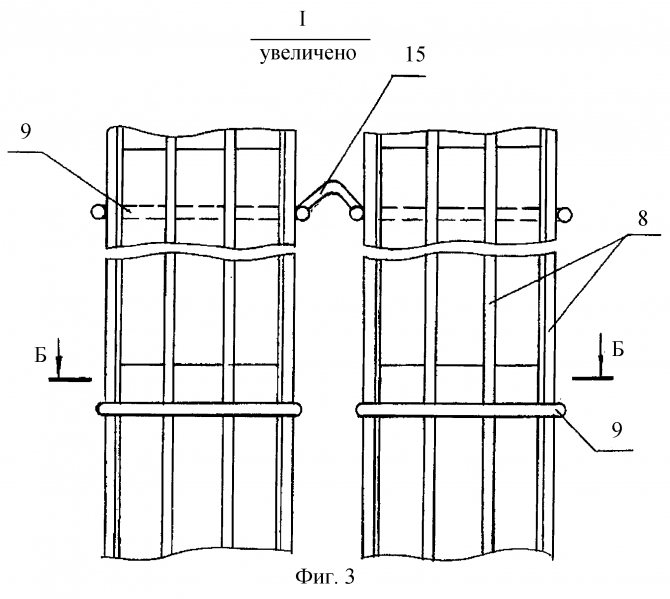
ARTE DE CONTEXT Metodele cele mai cunoscute pentru arderea cărămizilor în cuptoarele inelare și tunel. Cu toate acestea, dezavantajul unor astfel de cuptoare este arderea neuniformă a cărămizilor stivuite, producția greoaie, pierderile de căldură, prezența căruțelor speciale pentru deplasarea încărcăturii produselor. Recent, cuptoarele verticale continue s-au răspândit: arborele și fanta, cu material în mișcare și zone tehnologice staționare. Procesul tehnologic în cuptoarele verticale este dirijat de sus în jos, ceea ce a făcut posibilă utilizarea mișcării produselor sub propria greutate și excluderea vehiculelor speciale pentru deplasarea produselor prin cuptor. În plus, designul vertical al cuptorului a făcut posibilă apropierea surselor de căldură de produsele arse, ceea ce a dus la o creștere a eficienței termice a procesului și la o scădere a timpului de ardere. Astfel, cuptoarele verticale consumă mai puțin material, iar metoda de ardere în astfel de cuptoare este mai rapidă, mai productivă și mai economică. Există o metodă cunoscută de ardere a produselor ceramice (brevet de invenție 2110027, RF, clasa F 27 B 1/00 , F 27 B 9/14, public. 27.04.1998), în care produsele sunt alimentate secvențial în cuptor de către un împingător din presă.Produsele sunt deplasate de-a lungul unui traseu spiralat, care este setat de o masă cu role spirală cu un singur rând, de sus în jos prin zonele de încălzire, ardere și răcire. Canalul de mișcare este format dintr-un spațiu cilindric între pereții cuptorului localizați coaxial (interior și exterior). Încălzirea cărămizilor în zona de ardere se realizează prin intermediul arzătoarelor cu gaz amplasate în peretele exterior al cuptorului. Această metodă asigură o productivitate ridicată a procesului, dar necesită echipamente speciale. În plus, cușca de cărămizi, care este produsele așezate una peste alta, mor pe matriță (adică pat pe pat), nu oferă acces uniform al purtătorului de căldură la întreaga suprafață a produsului, ceea ce duce la arderea inegală a produsul din volumul său. produse ceramice într-un cuptor vertical (brevet de invenție 2098384, RU, clasa C 04 B 33/32, F 27 B1 / 00, public. 10.12.1997), inclusiv furnizarea lichidului de răcire în cușcă în direcția orizontală de mai mulți formați strat cu strat și direcționați unul către celălalt prin fluxuri care converg în centrul cuștii, deplasându-se cu un pas în sus și apoi divergând de la centru în direcții opuse. În acest caz, ambalarea produselor se realizează în așa fel încât alternanțele în înălțime a rândurilor de cărămizi instalate pe marginea lingurii și pe matriță să aibă loc în ea. Dispunerea coliviei de cărămizi instalată pe marginea lingurii nu se modifică și se repetă printr-un rând în înălțime. Oferă canale prin trecerea lichidului de răcire. Setarea rândurilor de cărămizi așezate pe bloc se modifică. În prima versiune, există un canal pentru trecerea lichidului de răcire și acesta trece prin centrul rândului, împărțind rândul în două părți egale. În cea de-a doua versiune, se formează două canale laterale, care sunt situate între sarcină și pereții opuși ai cuptorului, la care cuptoarele sunt adiacente. Mișcarea strat-cu-strat menționată mai sus a lichidului de răcire curge prin canalele formate printr-un anumit aranjament de produse în rânduri se repetă de multe ori, la fel ca și alternarea rândurilor în cușcă. Aceasta asigură o distribuție uniformă a lichidului de răcire și a aerului pentru produsele de răcire de-a lungul înălțimii stivei. Cărămizile brute sunt încărcate manual sau de o mașină automată. Mișcarea cuștii poate fi continuă sau periodică după o anumită perioadă de timp. Întreaga cușcă de cărămizi este ținută și mutată de un dispozitiv special. Avantajul invenției de mai sus este de a îmbunătăți calitatea produselor asigurând uniformitatea de ardere, cu toate acestea, cușca produselor are o structură destul de complexă și necesită un dispozitiv special. Cea mai apropiată de invenția revendicată este o metodă de ardere a produselor ceramice de perete într-un cuptor vertical (brevet de invenție 2031340, RF, clasa F 27 B 1/00, public. 20.03.1995, buletinul 8), care este un ciclu tehnologic care include încărcarea produselor prin mecanismul de încărcare strat cu strat din partea de sus a cuptorului, mișcarea sincronă pe un rând întreaga încărcare de-a lungul canalului de ardere și descărcarea în serie strat-cu-strat a produselor finite din partea de jos a corpului. Produsele sunt încărcate sub formă de stâlpi cu o secțiune de 250x250. La arderea produselor în duze, combustibilul este ars, iar prin dispozitivele de distribuție a gazului lichidul de răcire rezultat părăsește golurile și spală sarcina. Proiectarea sarcinii joacă un rol decisiv atât în procesul de schimb de căldură între produse, cât și în fluxul de gaz. , și în răspândirea căldurii în corpul de cărămidă. Încălzirea inegală a produsului, în special în condiții de ardere de mare viteză, duce la apariția deformării și deformării produsului, ceea ce înseamnă o scădere a calității produsului finit. În consecință, cușca ar trebui să ofere o rezistență minimă la mișcarea gazelor și a aerului, să promoveze distribuția cea mai uniformă a focului pe secțiunea transversală a canalului cuptorului, să fie stabilă și în același timp convenabilă pentru încărcarea și descărcarea cărămizilor.Cușca este perfectă în ceea ce privește ingineria termică, în care produsele sunt instalate astfel încât suprafața maximă posibilă a produsului să fie spălată liber și uniform de agentul de răcire. În soluția conform brevetului 2031340, fiecare coloană cușcă este formată din rânduri de cărămizi instalate una peste cealaltă cu formarea unei secțiuni 250x250, adică ... mai multe produse în fiecare rând al stâlpului. În această versiune a designului cuștii, există lacune labirintice pentru trecerea lichidului de răcire, ceea ce face dificil accesul lichidului de răcire la produse. Ca urmare, intensitatea arderii scade, timpul necesar pentru încălzirea suficientă a produselor crește și, în plus, nu este asigurată încălzirea uniformă a produselor în interiorul cuștii. Este cunoscut un cuptor vertical pentru arderea produselor ceramice (brevet de invenție 2023965 , RF, clasa F 27 V 1/00, public. 30.11.1994, buletinul 22), conținând canale de ardere verticale formate din pereți verticali din material rezistent la căldură, mecanisme de încărcare și descărcare situate pe cadrul cuptorului, respectiv, deasupra intrarea și sub secțiunile de ieșire ale canalelor de tragere. În golurile de perete dintre secțiunile adiacente ale cuptorului, există dispozitive și canale pentru arzător pentru alimentarea cu aer pentru produse de ardere și răcire, precum și canale pentru îndepărtarea aerului încălzit și a gazelor de ardere. Secțiunea de admisie a canalului de tragere este sigilată, iar zonele de tragere și răcire sunt separate prin amortizoare rotative cu arc. Ca elemente ale mecanismului de descărcare a produselor ceramice finite, se utilizează cilindri hidraulici, cleme rotative și un transportor cu bandă. Cuptorul este clasificat ca un cuptor vertical cu fante și are toate avantajele cuptoarelor cu fante enumerate mai sus. În plus, cuptorul implementează un mod eficient de ardere prin convectie la radiații, în care produsele sunt încălzite de fluxul de gaze arse și de radiația termică de la microflaci și de pereții arzătoarelor. și separate de pereți din material rezistent la căldură, ceea ce vorbește despre consumul ridicat de material. Proiectarea cuștii din acest cuptor este un stâlp de produse stivuite ordonat unul peste altul, ceea ce implică prezența unor mici goluri între produsele din cușcă, care, la rândul lor, afectează uniformitatea încălzirii produselor și deci calitatea produselor obținute.aparatul a adoptat un cuptor vertical (brevet de invenție 2031340, RF, clasa F 27 B 1/00, public. 03/20/1995, bul. 8), conținând un corp dreptunghiular vertical cu încălzire , zone de tragere și răcire, partiții orizontale cu ferestre, dispozitive de încărcare și descărcare, cutii de alimentare și evacuare a gazului, încărcare de produse, care este plasată cu un spațiu în ferestrele pereților despărțitori și este un set de stâlpi cu o secțiune de 250x250 mm. Pentru a îmbunătăți reglarea procesului de ardere, cuptorul este echipat cu rezervoare curgătoare cu apă situate în zona de încălzire și răcire și conectate între ele, iar dispozitivele de distribuție a gazului din cuptor sunt realizate sub formă de secțiuni de țeavă dreptunghiulare așezate în rânduri orizontale care se intersectează reciproc, acoperind încărcătura produselor cu pauze la punctele de intersecție pentru ieșire Caracteristicile de proiectare de mai sus ale cuptorului permit îmbunătățirea oarecum a uniformității de ardere, cu toate acestea, dispunerea produselor într-o cușcă sub formă de stâlpii de dimensiuni 250x250 limitează accesul lichidului de răcire la suprafața produselor din interiorul coloanei. intensificarea simultană a procesului de ardere. Problema este rezolvată de faptul că în metoda de ardere a cărămizilor într-un cuptor cu arbore,inclusiv încărcarea produselor din partea superioară a corpului cuptorului cu instalarea pe o sarcină, realizată sub forma unui set de stâlpi de produs distribuiți uniform în volumul cuptorului, mișcarea sincronă a sarcinii de-a lungul canalului de ardere, furnizarea lichidului de răcire golurile dintre stâlpi și descărcarea produselor finite din partea de jos a cuptorului, conform invenției revendicate, fiecare coloană a încărcăturii este formată instalarea secvențială a unui produs pe altul cu formarea a două fețe opuse ale stâlpului de către suprafețele berbecului produsele, stâlpii produselor sunt așezați în canalul de ardere cu formarea de goluri între stâlpii menționați ai stâlpilor suficienți pentru mișcarea liberă a lichidului de răcire, iar lichidul de răcire este furnizat în golurile perpendiculare pe marginile formate de suprafețele ram ale produselor. Rezultatul tehnic, și anume uniformitatea produselor de ardere, se obține prin creșterea suprafeței libere pentru acces uniform al purtătorului de căldură. O astfel de creștere a devenit posibilă datorită structurii propuse a cuștii produsului. În metoda revendicată, fiecare cărămidă este instalată în așa fel încât marginile produsului, cele mai mari ca suprafață, adică matrițele sunt spălate liber de agentul de răcire. În acest caz, într-un caz specific al punerii în aplicare a metodei propuse, cărămizile sunt instalate „cu o lovitură pe o lovitură”, iar în alta - „cu o lingură pe o lingură”. Poke este cea mai mică față a cărămizii, prin urmare, este de preferat să implementați metoda cu instalarea produselor „poke on a poke”. În orice caz de punere în aplicare a metodei, o condiție indispensabilă este formarea a două fețe opuse ale coloanei cu suprafețele solide ale produselor, prin urmare, marginile solide ale produsului, care au cea mai mare suprafață, în orice caz de formare a coloanelor cuștii rămân libere și deschise pentru accesul la agentul de răcire. golurile dintre marginile stâlpilor adiacenți formați de suprafețele solide ale produselor sunt de la 10 la 40 mm, iar golurile dintre marginile perpendiculare pe cele menționate sunt de la 20 la 80 mm. Lacunele sunt utilizate pentru a asigura accesul gratuit al lichidului de răcire la produse. Cu toate acestea, atunci când dimensiunea golurilor dintre marginile formate de suprafețele solide ale cărămizilor este mai mare de 40 mm și dimensiunea este mai mare de 80 mm, pentru golurile dintre margini perpendiculare pe cele de mai sus, este necesară o tensiune suficientă pentru temperatură nu este furnizat. Atunci când dimensiunea golurilor dintre suprafețele fictive ale cărămizilor este mai mică de 10 mm, este imposibil să amplasați elementele de prindere ale mecanismului de fixare în ele pentru a ține stâlpii produselor în timpul descărcării. Dimensiunea golurilor dintre marginile perpendiculare pe suprafețele matriței produselor, mai mică de 20 mm, nu va permite amplasarea surselor de energie termică ale dispozitivelor de ardere și evacuare a gazelor. La finalizarea mișcării stâlpilor produsele din canalul de ardere cu o cantitate egală cu mărimea produsului de-a lungul înălțimii coloanei, produsele sunt descărcate. Descărcarea se efectuează în ordine și preliminar, fiecare produs este fixat într-un rând mai mare decât cel descărcat. Scopul este atins și de faptul că un cuptor cu arboră pentru arderea cărămizilor care conține un canal de ardere, un dispozitiv de încărcare instalat deasupra deschiderea superioară a cuptorului, un dispozitiv situat sub deschiderea inferioară a descărcării cuptorului, inclusiv un mecanism de fixare a încărcăturii și un mecanism de coborâre și descărcare a produselor, surse de energie termică pentru ardere, situat în canalul de ardere și dispozitive de evacuare a gazului, conform conform invenției revendicate, cuptorul este echipat cu ghidaje verticale montate în canalul de ardere, dispuse în grupuri sub forma unui set de ghidaje distanțate unul de altul canale care acoperă liber stâlpii de la instalați succesiv unul peste altul cu formarea a două fețe opuse ale stâlpului produsului de către suprafețele berbecului,în timp ce ghidajele verticale ale canalelor de ghidare adiacente, apropiate de marginile menționate ale stâlpilor, sunt distanțate una de cealaltă, cu formarea de goluri între stâlpii produselor suficiente pentru mișcarea liberă a fluxului de lichid de răcire, iar sursele de energie termică sunt așezate în golurile perpendiculare pe cele menționate Introducerea ghidajelor verticale în structura dispozitivului, spargerea volumului de lucru al cuptorului într-un set de canale de ghidare verticale, face posibilă organizarea secvențială a trecerii produselor arse unul de altul de sus în jos de-a lungul canalului de ardere . Cu această soluție, dimensiunile canalelor sunt cât mai apropiate de dimensiunile coloanei de produse transportate, dar nu împiedică mișcarea produselor. Ghidajele verticale pot fi realizate sub formă de bare verticale din aliaj termorezistent. Tijele sunt combinate în grupuri care formează un canal de ghidare și sunt fixate una de cealaltă prin intermediul unor suporturi orizontale care acoperă tijele de pe una sau cealaltă parte a canalului cu laturi masculine alternante de-a lungul înălțimii canalului. Capsele au doar o conexiune punctuală cu ghidajele, realizate, de exemplu, printr-o metodă de sudare, iar tijele sudate sunt, de asemenea, alternate. Absența unei conexiuni rigide asigură mobilitatea sistemului, elimină distorsiunile și deformările posibile în timpul arderii la temperaturi ridicate. Ghidajele verticale pot fi realizate din benzi subțiri de material rezistent la căldură, cu toate acestea, în orice realizare, grosimea ghidajelor ar trebui să fie semnificativ mai mică decât dimensiunile produselor arse. Aceasta este o condiție necesară pentru a asigura libera circulație a lichidului de răcire între articolele din încărcare. Astfel, setul de caracteristici esențiale listate vă permite să obțineți un rezultat tehnic similar cu metoda, și anume, pentru a asigura arderea uniformă a articolelor în cuptor. Obținerea aceluiași rezultat tehnic indică unitatea conceptului inventiv care leagă metoda și dispozitivul revendicat.Canalele de ghidare pentru deplasarea produselor arse sunt distanțate odată cu formarea de goluri. Dimensiunea golurilor dintre părțile laterale ale canalelor de ghidare corespunzătoare fețelor stâlpilor cuștii formate de suprafețele berbecului produselor este de la 10 la 40 mm, iar dimensiunea golurilor perpendiculare pe acestea este de la 20 la 80 mm . Dimensiunile decalajului corespund condițiilor pentru implementarea metodei de tragere și sunt explicate mai sus. Limita superioară a intervalelor se datorează unor motive tehnologice, și anume faptul că, cu goluri mari, nu va fi creată suficientă tensiune de temperatură pentru a asigura încălzirea necesară a produselor. Limitele inferioare se datorează unor motive tehnice, și anume faptul că în goluri sunt plasate surse de energie termică, dispozitive de evacuare a gazelor și elemente de prindere ale mecanismului de fixare. Cuptorul cu arbore conține surse de energie termică pentru ardere, care pot fi realizate în formă de arzătoare cu fascicul de tip difuzie plasate în canalul de ardere și instalate în așa fel încât locația găurilor pentru ieșirea lichidului de răcire să coincidă cu locația golurilor dintre marginile stâlpilor cuștii formate din suprafețele berbecului produsele. Astfel, fluxurile de lichid de răcire sunt strict orientate și direcționate în golurile dintre fețele stâlpilor cuștii formate de suprafețele berbecului produselor. Această soluție tehnică face posibilă creșterea eficienței termice și a economiei procesului de ardere datorită aproximării maxime a surselor de căldură la produsele arse, de a crește intensitatea procesului datorită orientării stricte a fluxurilor purtătorului de căldură.Pentru a organiza fluxurile purtătorului de căldură, cuptorul poate fi echipat suplimentar cu supape situate orizontal în golurile dintre canalele de ghidare de deasupra surselor de căldură. Cuptorul este prevăzut cu dispozitive de descărcare a gazului realizate sub formă de țevi, iar țevile sunt plasate în volumul de lucru al canalului de ardere a cuptorului și plasate în golurile dintre canalele de ghidare asemănătoare cu dispunerea arzătoarelor pe gaz. Coborârea coloanei produsului se realizează într-un mod pas cu pas datorită interacțiunii mecanismului de fixare, care este rotativ față de axa orizontală a mesei și a transportoarelor cu lanț, care formează împreună un mecanism de descărcare a produselor. canalul de prăjire al cuptorului în procesul de descărcare a rândului inferior de produse. Masa rotativă, instalată cu posibilitatea de mișcare verticală alternativă, vă permite să separați rândul inferior de produse descărcate și să transferați aceste produse în mijloacele de transport, eliminând riscul deteriorării suprafeței produselor finite. Masa rotativă este echipată cu fante situate pe partea opusă axei de rotație a mesei și realizată cu posibilitatea de a trece prin ele transportoare cu lanț. Astfel, este exclusă utilizarea mijloacelor de împingere suplimentare, produsele descărcate sunt plasate direct pe transportor și apoi scoase din zona cuptorului. La realizarea transportorului sub forma unui transportor cu lanț, sunt prevăzute două fire pentru fiecare teanc de produse. În plus față de rezultatul tehnic de mai sus, care a făcut posibilă îmbunătățirea calității produselor fabricate, dispozitivul revendicat se caracterizează prin eficiență datorită distribuției uniforme a sarcinii de căldură pe secțiunea și înălțimea cuptorului, eficiența termică și intensificarea procesului de ardere, datorită apropierii arzătoarelor de produsele arse și, în același timp, consumului redus de material, simplității și ușurința întreținerii și reparației. Lista figurilor din desene Invenția este ilustrată prin desene, care descriu: figura 1 - cuptor cu arbore, reprezentare schematică; în fig. 2 este o diagramă a ambalării produselor cu instalarea cărămizilor „cu o lovitură pe fund”, proiecție izometrică frontală, care prezintă decalajele dintre stâlpii produselor în sarcină și locația ghidajelor pentru stâlpul produsele; în fig. 3 - un element la distanță I din figura 1, care arată poziția relativă a ghidajelor verticale și a consolelor orizontale, formând canale pentru trecerea produselor; figura 4 este o secțiune orizontală b-b din figura 3, care prezintă golurile dintre canalele de ghidare; în fig. 5 este o vedere laterală a cuștii cu o ilustrare schematică a locației arzătoarelor de gaz și a dispozitivelor de aerisire a gazului; în fig. 6 - secțiunea B-B din Fig. 5, care arată distribuția fluxurilor purtătorului de căldură; figura 7 - elemente ale mecanismului de blocare; în fig. 8 - mecanism de descărcare și arată pozițiile extreme ale mesei rotative atunci când se lucrează cu un transportor cu lanț; Fig. 9 este o vedere de sus a unui transportor cu lanț cu produse descărcate; Fig. 10 este o schiță a cărămizii care prezintă marginile. Informații care confirmă posibilitatea realizării invenției Metoda revendicată de ardere a cărămizii a fost implementată prin intermediul dispozitivului revendicat. Un cuptor cu arbore pentru arderea cărămizilor conține (vezi Fig. 1 ) un corp 1, în care se află un canal de tragere 2. Deasupra deschiderii superioare a cuptorului, este instalat un mecanism de încărcare 3. Sub deschiderea inferioară a cuptorului există un mecanism de fixare 4 și un mecanism de coborâre și descărcare a produselor, realizat sub forma unui tabel 5 rotativ în jurul axei orizontale 6, instalat cu posibilitatea de a inversa vertical și de a interacționa cu un transportor cu lanț 7.Cuptorul este echipat cu ghidaje verticale 8, montate în canalul de ardere 2. Ghidajele 8 sunt realizate sub formă de tije verticale realizate dintr-un aliaj termorezistent, dispuse în grupuri prin intermediul unor console orizontale 9 și formând un set de verticale canale de ghidare 10 de același tip pentru trecerea stâlpilor încărcăturii produsului. Suporturile orizontale 9 acoperă tijele dintr-o parte sau alta, alternând de-a lungul înălțimii canalului laturilor masculine (vezi Fig. 3). Canalele de ghidare 10 servesc la organizarea trecerii produselor care sosesc pentru ardere. Dimensiunile canalelor de ghidare sunt cât mai apropiate de dimensiunile produselor care trec prin ele. Canalele de ghidare 10 definesc golurile 11 și 12 între ele (vezi FIG. 4). Dimensiunea golurilor 12 este de 75 mm și se datorează amplasării în ele a surselor de energie termică de ardere, realizate sub formă de arzătoare cu fascicul 13 de tip difuziune, conducte 14 pentru îndepărtarea gazelor de ardere și a aerului încălzit , și supapele 15, realizate sub formă de benzi de profil și instalate orizontal între ghidajele 8 (vezi Fig. 5). Setarea produselor în cuptor este un set de stâlpi 16 (vezi Fig. 2). Fiecare stâlp este obținut prin plasarea secvențială a unui produs pe celălalt pe cea mai mică față, adică „Aruncați o aruncare” (vezi Fig. 10). Arzătoarele 13 au găuri 17 pentru ieșirea lichidului de răcire (vezi Fig. 6). Arzătoarele sunt instalate între canalele de ghidare, iar locația găurilor 17 coincide cu locația golurilor 11 între marginile stâlpilor cuștii 16 formate de suprafețele de berbec ale produselor. Dimensiunea golurilor 11 este de 35 mm. Valoarea se datorează, pe de o parte, din motive tehnologice și este suficientă pentru trecerea liberă a fluxurilor de căldură, pe de altă parte, elementele de prindere 18 ale mecanismului de fixare 4 sunt situate în golurile 11. Mecanismul de fixare 4 este realizat sub forma unui set de cleme elastice 18, individuale pentru fiecare coloană de produse (vezi. 7), care acționează de la o acționare hidraulică și servește pentru a ține stâlpii încărcăturii produselor în timpul descărcării. (vezi Fig. 8) cu fante 19 situate pe partea opusă axei de rotație 6 și realizate cu posibilitatea de a trece prin ele transportoare cu lanț 7. Metoda de ardere a produselor în cuptorul de mai sus este implementată după cum urmează: prin mecanism 3, sarcina pregătită pentru arderea produselor (în cazul nostru, acestea sunt cărămizi) sunt instalate pe rândul superior al stâlpilor 16 din cușca cuptorului cu arbore gata de funcționare. În arzătoarele cu gaz 13, combustibilul gazos este ars, iar agentul de răcire rezultat prin găurile 17 este alimentat cu un flux direcționat în golurile 11 dintre faceți de marginile stâlpilor cuștii formați de suprafețele bloc ale cărămizilor (a se vedea. Fig. 6). Datorită faptului că stâlpii sunt distanțați în volumul cuptorului cu formarea golurilor 11 și 12, agentul de răcire spală liber fiecare stâlp 16 al produselor, asigurând astfel încălzirea uniformă a fiecărei cărămizi. Purtătorul de căldură este cât mai aproape de produsele care urmează să fie arse, ceea ce contribuie la intensitatea arderii și permite, în cel mai scurt timp posibil, cu un consum minim de combustibil, să ardă produse fără defecte cu parametri tehnici ridicați. Supapele 15, care limitează propagarea purtătorului de căldură, curge vertical în sus și direcționează fluxurile purtătorului de căldură în direcția orizontală dintre stâlpii 16 ai produselor, contribuie, de asemenea, la uniformitatea de ardere. Deșeurile de fum obținute ca urmare a arderii și aerul încălzit este captat de conductele 14 și îndepărtat din zona de ardere.După ce a trecut timpul de ardere specificat tehnologic. pilonii 16 ai produselor. Platoul rotativ 5, cu rândul inferior al produselor finite 20 amplasat pe el, este coborât cu o cantitate egală cu înălțimea produsului din coloana de încărcare, separând astfel rândul descărcat de cărămizi.Apoi, masa 5 este rotită în jurul axei orizontale 6, în timp ce produsele descărcate 20 sunt stivuite direct pe transportorul 7 (vezi Fig. 9), trecând în fanta 19 a tabelului 5 și apoi sunt îndepărtate din zona Masa, oferindu-i acestuia din urmă posibilitatea de a urca în poziția inițială. Următorul lot de cărămizi brute se încarcă. Stâlpii 16 sunt dez-fixați. Cușca de cărămidă este coborâtă de dimensiunea cărămizii de-a lungul înălțimii stâlpului de cușcă 16. Apoi are loc descărcarea și ciclul se repetă.
Revendicare
1. O metodă de ardere a cărămizilor într-un cuptor cu arbore, inclusiv încărcarea produselor din partea superioară a corpului cuptorului cu instalarea pe o sarcină, realizată sub forma unui set de stâlpi de produs distribuiți uniform în volumul canalului cuptorului, mișcare sincronă a încărcăturii de-a lungul canalului de ardere, alimentând lichidul de răcire la golurile dintre stâlpi și descărcând din cuptoarele inferioare ale produselor finite, caracterizat prin aceea că fiecare stâlp al încărcăturii este format prin instalarea secvențială a unui produs deasupra altuia pentru a forma doi fețele opuse ale stâlpului cu suprafețele berbecului produselor, stâlpii produselor sunt așezați în canalul de ardere cu formarea de goluri între stâlpii stâlpilor suficienți pentru libera mișcare a lichidului de răcire, iar alimentarea cu lichidul de răcire este efectuate în golurile perpendiculare pe marginile formate de suprafețele berbecului produselor. 3. Metodă conform revendicării 1, caracterizată prin aceea că articolele din coloana coliviei sunt aruncate pe cap. 2. Metodă conform revendicării 1, caracterizată prin aceea că produsele din coloana coliviei sunt plasate cu o lingură pe o lingură. 3. Metodă conform revendicării 2 sau 3, caracterizată prin aceea că golurile dintre marginile stâlpilor adiacenți formați de suprafețele berbecului produselor sunt de 10-40 mm, golurile dintre marginile perpendiculare pe cele menționate sunt de 20-80 mm. . Metoda conform oricăruia dintre paragrafe. 6. Un cuptor cu arbore pentru arderea cărămizilor, care conține un canal de ardere, un dispozitiv de încărcare instalat deasupra deschiderii superioare a cuptorului, un dispozitiv de descărcare situat sub deschiderea inferioară a cuptorului, incluzând un mecanism de fixare a sarcinii și un mecanism de coborâre și descărcare a produselor, surse de energie termică pentru ardere situate în canalul de ardere și dispozitive de evacuare a gazelor caracterizate prin aceea că cuptorul este echipat cu ghidaje verticale montate în canalul de ardere, dispuse în grupuri sub forma unui set de canale de ghidare distanțate între ele, liber îmbrățișarea stâlpilor de la instalarea succesivă una peste cealaltă cu formarea suprafețelor berbecului a două fețe opuse ale stâlpului produselor, în timp ce aproape de marginile menționate ale stâlpilor, ghidajele verticale ale canalelor de ghidare adiacente sunt distanțate de unul cu altul cu formarea de goluri între stâlpii produselor suficiente pentru libera circulație a fluxului de lichid de răcire și sursele de energiile sunt plasate în golurile perpendiculare pe cele de mai sus. 6. Cuptor conform revendicării 6, caracterizat prin aceea că golurile dintre părțile laterale ale canalelor de ghidare corespunzătoare marginilor stâlpilor cuștii formate din suprafețele berbecului produselor sunt de la 10 la 40 mm, iar golurile perpendiculare pe acestea sunt din 20 - 80 mm. 8. Cuptor conform revendicării 6 sau 7, caracterizat prin aceea că ghidajele verticale sunt realizate sub formă de tije verticale din aliaj rezistent la căldură și sunt combinate în grupuri prin intermediul unor suporturi orizontale care acoperă tijele dintr-o parte sau cealaltă parte a canalul, alternând de-a lungul înălțimii canalului laturilor masculine. Cuptorul în conformitate cu oricare dintre paragrafe.6-8, caracterizat prin aceea că sursele de energie termică pentru ardere sunt realizate sub formă de arzătoare cu fascicul de tip difuzie instalate cu alinierea locației găurilor pentru ieșirea lichidului de răcire și a golurilor dintre marginile coliviei stâlpi formați de suprafețele berbecului produselor. 10. Cuptor conform revendicării 9, caracterizat prin aceea că cuptorul este echipat cu supape pentru organizarea fluxurilor de lichid de răcire, situate orizontal în golurile dintre canalele de ghidare de deasupra surselor de energie termică. Cuptorul în conformitate cu oricare dintre paragrafe. 6-10, caracterizat prin aceea că dispozitivele de descărcare a gazului sunt realizate sub formă de țevi situate în golurile dintre canalele de ghidare similare cu sursele de energie termică. Cuptorul în conformitate cu oricare dintre paragrafe. 6-11, caracterizat prin aceea că mecanismul de fixare a sarcinii este realizat sub forma unui set de elemente de prindere individuale pentru fiecare coloană de produs. Cuptorul în conformitate cu oricare dintre paragrafe. 6-12, caracterizat prin aceea că mecanismul de coborâre și descărcare a produselor este realizat sub forma unei mese rotative față de axa orizontală, instalată cu posibilitatea de a inversa vertical. 13. Cuptor conform revendicării 13, caracterizat prin aceea că masa rotativă este prevăzută cu fante situate pe partea opusă axei de rotație a mesei și realizată cu posibilitatea de a trece prin ele transportoare cu lanț.
CIFRE
,
,
,
,
,
,
,
,
,
Construim un cuptor pentru arderea ceramicii cu propriile noastre mâini
Tipul cuptorului este selectat în funcție de numărul de produse care urmează să fie arse. Dacă volumul este mic, facem un cuptor 250-300 litri. Pentru lucrări mai mari, veți avea nevoie cuptor mare, dimensiunea unei camere mici.
Instrumente
Pentru a construi un cuptor mic, aveți nevoie de următoarele instrumente:
- Unelte de lăcătuș - pentru lucrul cu metal. Mașină de sudat, set de chei, piloți, polizor unghiular (polizor unghiular), burghiu, ciocane.
- Pentru lucrul cu cărămizi de ceramică și ceramică - ciocan de zidărie, mistrie, disc diamantat pentru polizoare unghiulare.
- Mijloace de protecție individuală. Un aparat respirator, ochelari de protecție, mănuși și îmbrăcăminte groasă din bumbac sunt o necesitate atunci când lucrați cu polizoare unghiulare și vată minerală.
Comandă de lucru
Cuptorul este format dintr-un corp, arzător, tavan, cameră izolată, capac.
Secvența de construcție:
- Locuințe. Alegem o cutie metalică dreptunghiulară dacă ca căptușeală se folosesc cărămizi din argilă sau butoi din metal, dacă izolăm cu vată minerală refractară.
Într-o structură cilindrică, distribuția căldurii este mai uniformă. Sudăm picioarele pe corp.
- Am pus-o jos în partea de jos a căptușelii cadrului, a pune patru izolatoare ceramice de la liniile electrice sau cărămizi de argilă pe margine - vor servi drept posturi suprapuse.
- Căptușim pereții și acoperișul. Este mai bine să așezați cărămizi de argilă pe mortar. Folosim caolin sau vată bazaltică de înaltă densitate. Răsucim cilindrul dintr-o foaie de vată în mai multe straturi pentru a evita cusăturile - poduri de pierdere a căldurii. Fixați-le pe pereți cu un cablu de azbest și butoane din ceramică. Marginile din partea superioară a izolației sunt înfășurate în exterior, aceasta va sigila și termoizola izolările articulațiilor capacului și ale corpului.
- Vom suprapune postările.
Cu o greutate mare de produse, folosim zidărie uscată de la cărămizi de argilă pentru a se suprapune, cu o greutate mică - plăci de gresie porțelanată de dimensiuni adecvate.
- Instalăm arzătorul. Poate fi achiziționat de la magazinele de alimentare cu gaz. Puterea este mai bine de preluat nu mai puțin de 2 kilowați (depinde de pierderea de căldură și de volumul structurii).
- Găurim o gaură pentru arzător în partea de jos a corpului și a căptușelii. Flacăra nu trebuie să atingă produsele, acesta este principiul principal al plasării duzei. Așezarea duzei pe orizontală facilitează ajustarea și întreținerea.
- Izolăm capacul structurii. Pentru pierderi minime de căldură, izolăm întreaga structură din exterior.
- Lăsăm o gaură în capac pentru ieșirea produselor de ardere și controlul procesului. Oferim o supapă pentru controlul temperaturii.
- Pentru a lua date despre temperatura din interiorul cuptorului, instalăm un termocuplu al unui termometru electronic.
Cuptorul este gata. Se efectuează un test. Dacă zidăria a fost utilizată cu cărămizi de argilă, atunci mai întâi cuptorul este uscat într-un mod ușor.
Cum să ardem ceramica?
Pentru a arde corect ceramica, este important să respectați regimul de temperatură din cuptor. Tragerea are loc în trei etape:
- Evaporarea umezelii. Produsele sunt încălzite până la 250 ° C și stați la temperatura respectivă.
- Strălucind până la 900 ° C într-un cuptor închis. Are loc sinterizarea argilei.
- Răcire treptată.
Cuptoarele nu trebuie doar să dezvolte temperatura necesară, ci și să permită reglarea acesteia. Designul ar trebui să fie cât mai simplu posibil, încărcarea și descărcarea produselor - ușor.