
Ito ay halos imposibleng isipin ang pabahay ng isang modernong tao na walang mga polymer. Ang low-density polyethylene ay naging tanyag lalo na at kumuha ng isang makabuluhang sektor sa sanitary ware market. Ngayon, ang karamihan sa mga pipeline ay ginawa mula rito, kung saan dinadala ang iba't ibang media, pati na rin ang mga fittings ng pipeline sa kanila. Ang mga tubo ng HDPE ay naging tanyag dahil sa kanilang hindi mapag-aalinlanganan na mga pakinabang, pati na rin ang simpleng pag-install - kahit na ang isang tao na walang espesyal na pagsasanay ay maaaring gampanan ito. Ngunit, tulad ng sa anumang negosyo, mayroon din itong sariling mga kakaibang katangian at nuances, kaya't hindi makakasakit sa isang nagsisimula upang malaman muna kung paano maayos na mai-install ang mga HDPE na tubo gamit ang kanyang sariling mga kamay. Basahin ang artikulong ito, ito ang tungkol dito.
- 2 Mga pamamaraan ng pagkonekta ng mga tubo
2.1 Permanenteng koneksyon
2.1.1 Pipe welding welding
- 2.1.2 welding ng electrofusion
Mga tampok sa pag-install
Kapag pinapagod ang mga tubo ng HDPE, dapat tandaan na ang magkasanib na hinang ay isang piraso. Para sa paggawa ng isang matibay na hinang magkasanib, kinakailangan na gumamit ng dalubhasang kagamitan. Sa una, pinakamahusay na subukan na gawin ang gawain sa magaspang na mga bahagi.
Kapag lumilikha ng isang koneksyon sa mga fitting ng compression, kinakailangan upang piliin ang pagpipilian upang paghiwalayin ang mga indibidwal na elemento. Ang isang pinagsamang ginawa sa mga kabit ay maaaring makatiis ng pag-load ng indibidwal na pag-init ng mainit na tubig, ngunit hindi ito dinisenyo para sa martilyo ng tubig o presyur sa industriya. Ang welding seam ay angkop para sa pagsali sa mga malalaking bahagi ng diameter.
Pagtatayo ng mga bahay
41 pagboto
+
Boses para!
—
Laban!
Ang mga tubo na gawa sa polyethylene ay ginagamit nang higit pa at mas aktibo. Ang mga teknikal na katangian ng naturang mga produkto ay ginagawang posible na gamitin ang mga ito para sa pang-industriya na pangangailangan at sa proseso ng pagbuo ng mga pipeline para sa mga domestic na layunin. Ang mataas na kalidad na may isang mababang mababang presyo ng mga polyethylene pipes ay lumilikha ng isang matatag na pangangailangan para sa kanila. Bilang karagdagan, madali silang mai-install at kumonekta. Isaalang-alang kung paano nangyayari ang hinang ng mga polyethylene pipes sa bahay.
Pagkonekta ng mga polyethylene pipes
Ang mga nagpasya na palitan ang dating pipeline ng isang plastik ay walang alinlangan na pahalagahan ang modernong pagkakaiba-iba ng mga uri ng plastik. Ngunit sa kabilang banda, ang isang malawak na assortment ay nagbigay ng ilang mga paghihirap, dahil ang bawat uri ay nangangailangan ng isang espesyal na pag-uugali sa panahon ng pag-install. Ang mga tubo na gawa sa isang espesyal na materyal - ang tinatawag na cross-linked polyethylene - ay lalong lumalaban sa panlabas na mga kadahilanan at maaasahan.
Ang mga tubo na gawa sa polyethylene ay maaaring magamit para sa pagtatayo ng mga pipeline ng presyon at di-presyon. Sa mga termino sa domestic, ang mga naturang tubo ay ginagamit, madalas, upang tipunin ang isang sistema ng supply ng tubig. Upang makumpleto ang pag-install ng pipeline gamit ang iyong sariling mga kamay, mahalaga na malaman ng mga artesano sa bahay ang mga parameter ng mga kasukasuan ng mga polyethylene pipes.

Ang mga pangunahing uri ng koneksyon para sa mga polyethylene pipes: koneksyon gamit ang mga karagdagang elemento ng pagkonekta na tinatawag na mga fittings, puwit at electrofusion welding. Sa mga natanggal na koneksyon, bilang panuntunan, malinaw ang lahat. Nakaugalian na gumamit ng mga natanggal na koneksyon kapag na-install ang loob ng pipeline. Ang pagtula ng mga tubo na may mga kabit ay isang simpleng pamamaraan na maaaring gawin ito ng sinumang tao na walang kaunting karanasan sa bagay na ito.
Gayunpaman, ang pagpili ng mga naturang koneksyon ay nagbibigay-daan sa isang limitadong saklaw ng trabaho upang maisakatuparan, samakatuwid, kapag nag-install ng isang sistema ng supply ng tubig, hindi mo magagawa nang hindi hinang ang mga polyethylene piping gamit ang iyong sariling mga kamay. Bilang isang uri ng koneksyon, makakatulong ang hinang na mapanatili ang lakas at kakayahang umangkop ng pipeline. Ang isa pang mahalagang kalamangan ay ang pag-install ng mga tubo ay maaaring isagawa sa ibabaw ng lupa, pagkatapos na maaari silang mailagay sa isang trinsera; ang isang walang paraan na trench ay katanggap-tanggap din.
Mga panuntunan sa hinang ng tubo
Ang teknolohiya ng mga pamamaraan ng hinang para sa mga polyethylene pipes ay iba, ngunit maraming mga pangunahing prinsipyo ang nalalaman. Ito ay nagkakahalaga ng pagbibigay pansin sa kanila kapag nagsisimula ng anumang hinang. Tingnan natin nang mabuti ang mga ito:

Ang mga polyethylene pipes ay dapat magkaroon ng parehong kapal ng dingding at pantay na lapad, maging pisikal at kimikal na magkatugma sa bawat isa (ang impormasyong ito ay dapat suriin sa tagagawa.
- Ang mga dulo ng mga tubo ay dapat na malinis bago simulan ang trabaho.
- Kapag hinang ang mga tubo, inirerekumenda na i-minimize ang impluwensya ng panlabas na mga kadahilanan at kondisyon ng panahon:
- sa masyadong mababang temperatura, kailangan mong painitin ang silid, tulad ng ipinakita sa video tungkol sa hinang na mga polyethylene pipes;
- kung mayroong hangin at walang mga bintana, lumikha ng isang hadlang ng anumang materyal tulad ng isang tent;
- sa kaso ng masaganang sikat ng araw, protektahan ang mga ibabaw upang ma-welding mula sa direktang mga ray upang maiwasan ang sobrang pag-init ng kanilang mga indibidwal na lugar.
- Inirerekumenda na isara ang mga dulo ng mga tubo na hindi kasangkot sa hinang sa mga plugs, dahil ang pagdagsa ng malamig na hangin ay maaaring magpababa ng temperatura ng mga hinang na lugar sa ibaba ng kinakailangang isa (maliban sa kaso kapag ang malamig na hinang ng mga polyethylene pipes ay isinasagawa ).
- Tanggalin ang anumang mga mekanikal na epekto sa mga produktong ito sa panahon ng proseso ng hinang mismo at sa panahon ng paglamig ng mga tubo.
Mga pamamaraan ng hinang ng tubo
At agad kang may isang katanungan - anong teknolohiya ng hinang ang isang polyethylene pipe ang mas gusto, at kung anong uri ng welding ng tubo ang karaniwang posible. Kung pupunta ka upang magwelding ng mga tubo gamit ang iyong sariling mga kamay, dapat mong lubos na maunawaan ang buong pamamaraan, mga materyales at kagamitan na ginagamit kapag hinang ang mga polyethylene pipes. Walang kumplikado sa teknolohiya ng mga welding polyethylene pipes, dahil ang mga modernong welding machine ay pinasimple para magamit.
Socket hinang
Ang socket welding, o kung tawagin din itong "pagkabit", ay nagsasangkot ng koneksyon ng mga tubo na gumagamit ng mga espesyal na kabit. Ang mga kabit, tulad ng mga tubo mismo ng polyethylene, ay inirerekumenda na bilhin gamit ang isang margin sa kaso ng maling hinang, lalo na kung kailangan mong gawin ang pamamaraan sa unang pagkakataon.
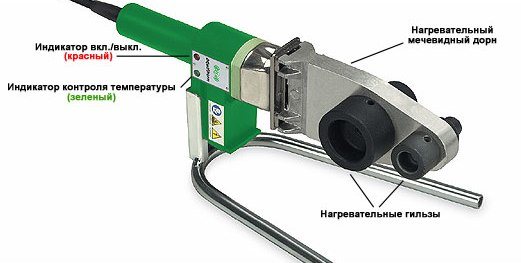
Para sa pamamaraang ito ng hinang na polyethylene, inirerekumenda na maghanda ng mga espesyal na kagamitan, na isang welding machine. Ang mga manu-manong welding machine ay dinisenyo para sa manu-manong hinang ng mga tubo at mga kabit ng maliliit na diametro - hanggang sa 50 millimeter. Sa kabila ng mga limitasyong ito, ang mga hand-hand welding machine ay gawa para sa buong saklaw ng mga polyethylene pipes, na idinisenyo para sa socket welding na may mga fittings (hanggang sa 125 millimeter).
Mayroon ding mga mechanical welding machine na idinisenyo para sa mekanikal na socket welding ng malalaking diameter na polyethylene pipes - mula sa 40 millimeter at higit pa, kung ang lakas ng pagkakahanay ng mga tubo at angkop ay mahusay. Ang mga nasabing aparato ay nagbibigay ng bilis at kaginhawaan ng pagsasagawa ng socket welding ng mga polyethylene pipes, at ginawang posible upang makamit ang mataas na kalidad na mga welded joint.
Ihanda ang mga sumusunod na accessories para sa socket welding:
- Mga welding nozel o adaptor. Kailangan nilang palitan pana-panahon dahil sa pagkasuot ng patong ng Teflon. Para sa isang tiyak na diameter ng mga pipa ng polyethylene, kinakailangan ng isang pares ng mga nozzles ng kaukulang diameter.
- Mga tool sa paggupit.Ang mga nasabing bagay ay kinakailangan para sa pagputol ng mga tubo kapag inilalagay ang pipeline at para sa paghuhubad ng layer ng aluminyo mula sa mga pinalakas na tubo bago hinang.
Ang mga ibabaw na dapat na hinang ay sa kasong ito ang panlabas na bahagi ng tubo at ang panloob na bahagi ng angkop. Ang parehong mga ibabaw ay pinainit gamit ang isang welding nozzle na binubuo ng mga sumusunod na bahagi: mandrel - kalahati upang maiinit ang angkop at manggas - kalahati upang maiinit ang dulo ng tubo.
Ang socket welding ng polyethylene pipes ay isinasagawa sa ganitong paraan. Ang welding machine ay dapat na magpainit sa nais na temperatura. Ang angkop ay inilalagay sa mandrel hanggang sa tumigil ito, alinsunod sa mga tagubilin para sa hinang na mga tubong polyethylene. Ang aksyon na ito ay karaniwang nangangailangan ng kaunting pagsisikap. Sa parehong oras, itulak ang dulo ng polyethylene pipe hanggang sa manggas. Gawin ang mga manipulasyong ito nang mabilis hangga't maaari.
Tandaan na ang panlabas na lapad ng manggas ay bahagyang mas malaki kaysa sa panloob na lapad ng tubo, at ang panloob na lapad ng pag-angkop ay bahagyang mas mababa kaysa sa panlabas na diameter ng mandrel. Ang labis na panlabas na layer ng mga tubo sa panahon ng pag-init ay natunaw at kinatas sa anyo ng isang roller, na tinatawag na burr. Ang pagbawas sa diameter ng mga tubo ay nagbibigay-daan sa pagpasok sa nozel na inilaan para sa hinang.
Sa katulad na paraan, ang burr ay pinipiga din sa angkop, pinapayagan itong ganap na magkasya sa mandrel. Ang mga bahagi ay lumipat sa dingding ng pag-init ng nguso ng gripo hanggang sa tumigil sila. Kailangan mong pakiramdam ang sandaling ito sa iyong kamay, napakahalaga pagdating sa paghinto ng anumang presyon sa mga bahagi. Dagdag dito, ang mga bahagi ay dapat na gaganapin sa posisyon na ito para sa kinakailangang oras.
Matapos ang pag-expire ng inilaang agwat, kailangan mong mabilis na alisin ang angkop, pagkatapos alisin ang tubo mula sa nozel at ihanay ang dalawang bahagi nang magkakasama. Pagkatapos lumamig, makakatanggap ka ng isang piraso na bahagi ng polyethylene. Pagkatapos nito, ang isang pangalawang tubo ay hinang sa kabilang dulo ng angkop. Kung balak mong gumamit ng isang pipe welding machine nang isang beses lamang, mas kapaki-pakinabang ito mula sa isang pang-ekonomiyang pananaw na huwag bilhin ito, ngunit upang rentahan ito. Kaya maaari mong bawasan ang gastos ng hinang mga polyethylene pipes.

Ang kalidad ng koneksyon ay direktang nakasalalay sa kawastuhan ng mga ginawang manipulasyon. Kapag ang hinang ng socket ng mga pipa ng polyethylene, ang mga pagkakamali ng sumusunod na kalikasan ay madalas na nagagawa. Ang una sa kanila ay ang tubo ay hindi ganap na naipasok sa umaangkop sa panahon ng pagkakahanay, dahil kung saan nabuo ang isang puwang sa pagitan ng panloob na paghinto at ng tubo. Ang koneksyon na ito ay mukhang ordinaryong sa labas, ngunit sa loob ng isang seksyon ay nabuo na may isang malaking panloob na lapad ng mga tubo at isang mas maliit na kapal ng pader.
Kapag pinagsasama ang mga bahagi, ang hindi kinakailangang pagsisikap ay nagpapukaw din ng mga problemang nauugnay sa pagiging maaasahan ng koneksyon. Kaya, sa loob ng tubo, sa ilalim ng presyon ng angkop na paghinto, nabuo ang isang labis na burr, na lilikha ng isang balakid sa daloy ng gas o tubig sa hinaharap.
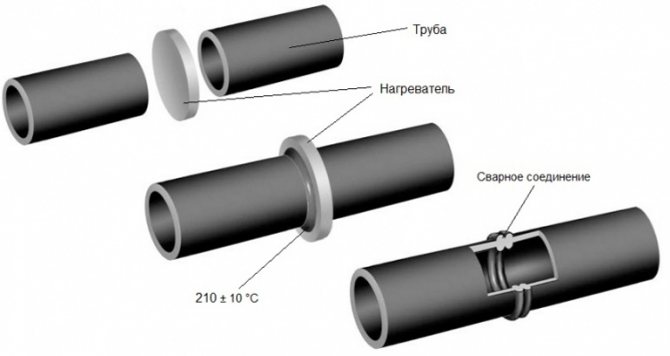
Pag-welding ng butt
Ang pinakatanyag ay ang tsart na pang-teknolohikal para sa welding ng puwit ng mga polyethylene pipes. Sa pamamagitan ng pagpili ng diskarteng ito ng hinang, maaari mong mabawasan nang malaki ang iyong paggamit ng enerhiya. Bilang karagdagan, ang welding welding ay hindi nangangailangan ng mabibigat na kagamitan, na ginagawang mas madali ang pag-install.
Ang pamamaraan na ito ay ginagamit upang magwelding ng mga tubo na may kapal na pader ng higit sa 5 millimeter at isang diameter na higit sa 50 millimeter. Ang antas ng polyethylene ng mga elemento na magkaka-welding ay dapat na pareho. Samakatuwid, bago magsagawa ng welding welding, ito ay nagkakahalaga ng pag-uuri ng mga tubo at fittings sa pamamagitan ng consignment. Mas mabuti na magwelding ng mga tubo na ginawa sa parehong batch. Bilang karagdagan, hindi ito magiging labis upang subukan ang mga tubo para sa ellipticity.
Ang teknolohiya ay batay sa pag-init ng tubo nagtatapos sa isang kagamitan sa pag-init bago ang proseso ng pagtunaw. Kapag ang mga tubo ay sumali sa estado na ito, ang mga bahagi ay sumali sa antas ng molekula. Isinasagawa ang welding ng butt sa saklaw mula sa minus 15 degree hanggang sa 45 degree Celsius.
Kapag hinang end-to-end ang mga tubo ng polyethylene, ang tanong ay agad na lumitaw: kung magkano ang puputulin mula sa mga tubo. Pagkatapos ng lahat, ang seksyon ng tubo ay huli na mababawas ng distansya ng hinang. Hanapin ito sa mga tagubilin para sa hinang na mga tubong polyethylene o sukatin ang pares na nguso ng gripo sa tool. Ang distansya na ito ay magkakaiba para sa iba't ibang mga diameter ng tubo. Halimbawa, para sa isang 20 millimeter pipe, ang distansya na ito ay 14.5 millimeter, para sa isang 32 millimeter pipe, 18 millimeter, ayon sa pagkakabanggit.
Dagdag dito, inirerekumenda na mag-apply ng mga marka bago magwelding ng bawat bahagi ng sistema ng supply ng tubig upang ang tubo ay hindi patuloy na masukat at upang madagdagan ang ulit ng welding. Ang mga koneksyon ay magiging pareho sa hitsura, ang pagsisikap para sa paglalagay at pag-alis ng mga blangko mula sa pinainit na nguso ng gripo ay mahuhulaan.
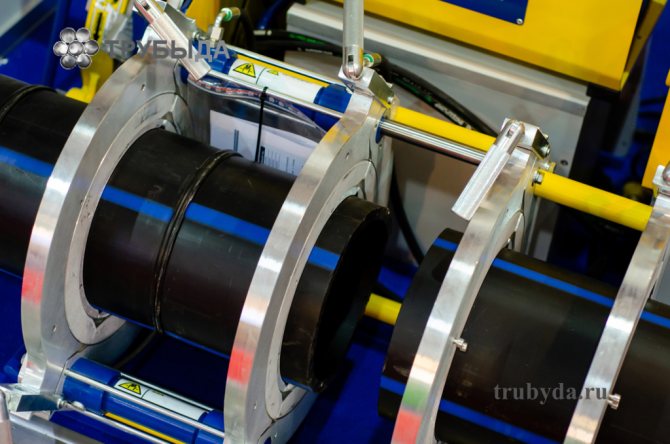
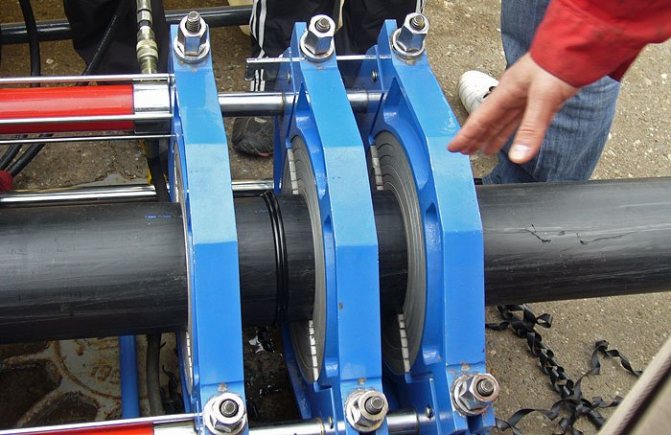
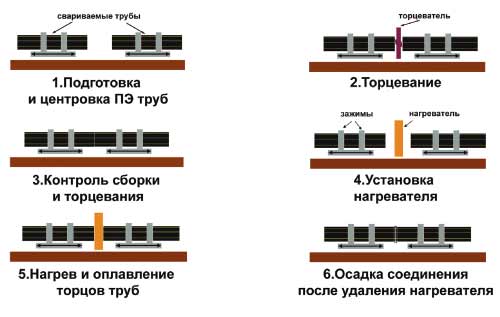
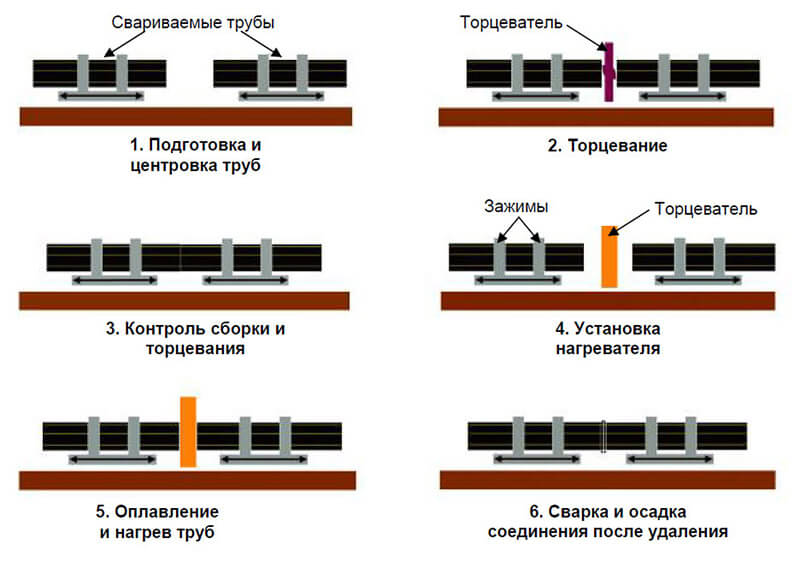
Ang hinang ng butt ng isang polyethylene pipe ay namamalagi sa pag-init ng mga dulo ng mga hinang na elemento sa isang lagkit na daloy ng estado at pagsali sa kanila sa ilalim ng presyon. Ang mga dulo ng mga tubo ay dapat na maayos na matigas sa mga clamp ng isang espesyal na patakaran ng pamahalaan, isang plate sa pag-init ang inilalagay sa pagitan nila. Pindutin ang mga dulo laban sa plato gamit ang isang tiyak na presyon at magbabad hanggang magsimula ang proseso ng pagtunaw.

Ang oras ng pag-init ay nakasalalay sa diameter ng mga polyethylene pipes at ang lakas ng ginamit na aparato. Matapos maabot ang kinakailangang antas ng pag-init, alisin ang plato, at sumali sa puwit na puwit, habang kailangan mong maglapat ng presyon sa kanila. Ngayon ang natira lamang ay maghintay hanggang ang materyal ng polimer ay ganap na lumamig.
Upang ang welding welding ng mga pipa ng polyethylene ay maganap nang mabilis at tumpak hangga't maaari, kinakailangan na gumamit ng mga aparato na may haydroliko o mekanikal na drive. Ang pinaka-advanced na mga aparato ay may kontrol sa software.
Ang paggamit ng naturang aparato ay nakikilala sa pamamagitan ng isang buong listahan ng mga kalamangan: awtomatikong kontrol ng proseso, na ibinubukod ang kadahilanan ng tao at ang kakayahang tumpak na kalkulahin ang oras na kinakailangan upang hinangin ang nakaplanong bilang ng mga tubo.
Pag-welding ng tubo ng electrofusion
Ang welding ng electrofusion ng mga polyethylene pipes ay ginagamit para sa mga tubo ng iba't ibang mga kapal ng pader at iba't ibang mga diameter, kapag nag-i-install ng isang hindi presyon na pipeline - mga sistema ng kanal at paagusan ng gravity, na nagpapasok sa isang mayroon nang pipeline at nag-aayos ng mga mayroon nang mga pipeline.
Ang pamamaraan para sa hinang na mga tubo na gumagamit ng isang pagkabit ng electrofusion ay dinisenyo upang makakuha ng mga hinang na magkasanib na maaaring makatiis ng mga presyon hanggang sa 16 na mga atmospera. Ang mga electrofusion joint ang pinakamahal kung ihahambing sa welding welding, at tataas ang halaga ng hinang na mga polyethylene pipes sa kasong ito.
Upang maisakatuparan ang hinang electrofusion, kakailanganin mo ng mga espesyal na kabit, halimbawa, mga pagkakabit ng electrofusion na may naka-embed na pampainit ng kuryente, na nagpapainit sa mga dulo ng mga tubo. Kung magpasya kang gumawa ng electrofusion welding ng mga polyethylene pipes, dapat mong sundin ang mga tagubiling ito. Upang magsimula, ihanda ang mga kinakailangang bahagi, at linisin din ang lugar kung saan ka nagtatrabaho, piliin ang mga parameter ng hinang, depende sa laki ng tubo at mga naka-embed na bahagi.

Pagkatapos ito ay kinakailangan upang malinis nang malinis ang panloob na ibabaw ng electrofusion at ang mga ibabaw ng mga tubo upang maiugnay mula sa kontaminasyon. Para sa paglilinis at sabay na degreasing na mga produkto, inirerekumenda na gumamit ng mga punas na pinapagbinhi ng isang lubos na pabagu-bago ng likido, halimbawa, alkohol.
Ang mga dulo ng mga tubo na dapat na hinang ay dapat na maingat at pantay na gupitin upang maiwasan ang dumadaloy na tinunaw na polyethylene sa tubo. Alisin ang oxidized layer mula sa ibabaw ng tubo. Ang mga oxide na nabuo sa panahon ng paggawa ng mga tubo ay maaaring alisin nang wala sa loob sa pamamagitan ng paglilinis gamit ang mga espesyal na scraper.
Ayusin ang mga tubo sa nakaposisyon, habang kinokontrol ang kanilang pagkakahanay. Upang higit na maprotektahan ang mga koneksyon mula sa pagpasok ng alikabok, kaugalian na gumamit ng pambalot na tape na pambalot. Ginagamit ang mga plugs upang mai-seal ang mga bukas na tubo na nagtatapos upang maiwasan ang pagkawala ng produktibong pagkawala ng init.Ang boltahe ay dapat na mailapat sa mga terminal ng elektrikal na pagkabit, bilang isang resulta kung saan ang pag-angkop ay magpapainit, hinang ang mga tubo.

Sa buong oras ng hinang ng mga polyethylene pipes, kasama ang oras ng paglamig, ang lugar ng tubo na may mga kabit ay dapat na mahigpit na maayos at manatiling nakatigil sa panahon ng hinang. Huwag kalimutan ang tungkol sa mga hakbang sa kaligtasan kapag nagsasagawa ng gawaing hinang. Lalo na isinasaalang-alang ang maliit na karanasan sa hinang mga polyethylene pipes, kahit na sa tingin mo na ang pamamaraan ay madali at simple.
Kalidad na kontrol ng mga tahi
Ang isang sapilitan na bahagi ng pamamaraan para sa hinang na mga polyethylene pipes ay ang kontrol sa kalidad ng mga kasukasuan na ginawa. Posibleng ipagpatuloy ang pagproseso ng mga tubo sa hinaharap lamang pagkatapos masuri ang lahat ng mga koneksyon na ginawa. Ang mga ginawang seam ay dapat na eksaktong sumunod sa itinatag na mga teknikal na kinakailangan, pagkatapos lamang ang koneksyon ay maaaring kumpiyansang makilala bilang may mataas na kalidad.
Ang isang pipeline na binuo mula sa mga polyethylene pipes na may maayos na pagkakakonekta ay tatagal ng ilang dekada nang hindi nangangailangan ng karagdagang pagpapanatili at pagkumpuni. Narito ang mga pangunahing kinakailangan at parameter para sa hinang na mga tubong polyethylene, na ipinapataw sa kalidad ng tahi sa panahon ng visual na inspeksyon:
- Ang magkasanib na ibabaw ng tubo ay hindi dapat magmukhang isang lumubog na uka, iyon ay, hindi ito dapat matatagpuan sa ibaba ng pangkalahatang antas ng pipeline.
- Mahalaga na mapanatili ang pagkakahanay ng mga tubo. Ang pag-aalis ng mga produktong hinang na may kaugnayan sa bawat isa ay pinapayagan, ngunit hindi hihigit sa 10% ng kapal ng pader. Halimbawa, kung ikaw ay mga hinang na tubo na may mga dingding na 5 millimeter ang kapal, kung gayon ang offset ay hindi dapat lumagpas sa 0.5 millimeter.
- Gayundin, ang taas ng mga rolyo na nabuo sa loob ng mga polyethylene pipes at labas sa kanilang ibabaw ay limitado. Kapag hinang ang mga tubo na may kapal na 5 millimeter, ang taas ng butil ay hindi dapat lumagpas sa 2.5 millimeter. Kung ang kapal ng pader ng tubo ay 6-20 millimeter, kung gayon ang taas ng roller ay dapat na limitado sa 5 millimeter.
Kaya, ang mga polyethylene pipes ay malawakang ginagamit para sa pag-assemble ng mga pipeline para sa iba't ibang mga layunin. Kapag gumagawa ng trabaho sa isang bahay o apartment, posible na magwelding ng mga polyethylene piping gamit ang iyong sariling mga kamay. Nakasalalay sa laki ng mga tubo at sa layunin ng pipeline, isang diskarte sa hinang ang napili, at ang mastering ng teknolohiya ng gawaing ito ay hindi magiging mahirap. Sapat na upang pag-aralan ang mga rekomendasyong panteorya at paghihigpit sa pamamaraan, pagkatapos na maaari mong ligtas na simulan ang pagsasanay!
Mga paraan ng hinang
Ang teknolohiya ng hinang na mga polyethylene pipes ay isinasagawa ng maraming mga pamamaraan. Ang bawat isa sa kanila ay may ilang mga tampok, nangangailangan ng paggamit ng iba't ibang mga uri ng mga tool, natutuyo.
Sumiklab
Para sa hinang PE pipes gamit ang socket na pamamaraan, dapat gamitin ang mga espesyal na kabit. Bilang karagdagan, kakailanganin mo ang mga sumusunod na tool:
- calibrator;
- pamutol ng tubo;
- welding machine para sa mga polymeric na materyales;
- tool sa pag-chamfer;
- isang hanay ng mga nozzles para sa pagpainit.
Mga sunud-sunod na tagubilin para sa pagsasagawa ng trabaho:
- Gupitin ang mga tubo sa laki.
- Gumamit ng isang tool na chamfering upang putulin ang gilid na isasama.
- I-calibrate ang butas upang makakuha ng isang perpektong bilog.
- Linisan ang mga bumabawas na ibabaw mula sa alikabok, degrease.
- Itakda ang temperatura ng pag-init ng welding machine sa 210 degree Celsius. Pagkatapos ng pag-init sa temperatura na ito, ang tagapagpahiwatig sa aparato ay magaan.
- I-install ang handa na tubo at pagkabit sa dalawang mga nozel na naayos sa welding machine.
- Pagkatapos ng pag-init, alisin ang dalawang bahagi, ikonekta silang magkasama.
Hintaying lumamig ang kasukasuan.
Butt
Ang pamamaraan ay ginagamit para sa mga produktong hinang na may kapal na pader na lumalagpas sa 5 mm. Mga kinakailangang kagamitan, tool:
- Ang mekanismo para sa pagproseso ng mga hiwa ay isang facer.
- Isang aparato para sa pagkakahanay ng coaxial ng dalawang bahagi na may kaugnayan sa bawat isa - sentralisador.
- Control system para sa mga awtomatikong proseso.
- Ginamit ang welding machine para sa koneksyon sa pagtatapos.
- Magmaneho para sa pagkonekta ng mga indibidwal na elemento.
- Pagbawas ng pagsingit.
Proseso ng trabaho:
- Ayusin ang dalawang dulo ng piping sa centering frame.
- Malinis, mag-chamfer sa mga kasukasuan na isasama.
- Ang welding mirror ay nagpapainit ng dalawang bahagi ng pipeline nang sabay-sabay.
- Sa ilalim ng presyon, ang dalawang bahagi ay gaganapin hanggang sa cool.
Upang makagawa ng isang malakas na seam, kailangan mong pamilyar ang iyong sarili sa talahanayan ng puwit ng welding para sa mga polyethylene pipes.

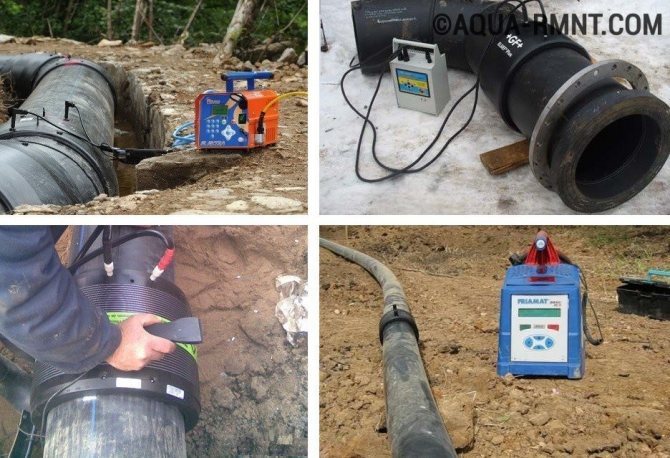
Welding machine para sa mga polyethylene pipes
Extruder
Ang mga bricking HDPE piping na may extruder ay ginagamit sa paggawa sa paggawa ng mga pipeline ng mga kumplikadong hugis. Mga sunud-sunod na tagubilin para sa pagsasagawa ng trabaho:
- Gupitin ang mga bahagi sa kinakailangang sukat, linisin ang mga ito mula sa mga burr.
- Linisin ang mga cut point mula sa dumi, i-degrease ang mga ito.
- Spot welding upang i-fasten ang mga bahagi nang magkasama.
- Weld ang magkasanib na may isang extruder.
Upang dalhin ang seam sa isang katanggap-tanggap na hitsura, kailangan mong maghintay para sa plastic na cool, buhangin ito ng liha.
Mga pagkakabit ng electrofusion
Ang hinang na mga tubo ng HDPE na may mga pagkabit ng electrofusion ay itinuturing na isang mamahaling pamamaraan na nangangailangan ng pagbili ng ilang mga naubos at tool. Ang mga pagkakabit ng electrofusion ay mga bahagi ng plastik na maraming elemento ng pag-init na naka-mount sa loob. Kapag gumagamit ng mga kabit, dapat kang gumamit ng isang espesyal na welding machine na walang isang segment ng pag-init.




Butt welding ng mga polyethylene pipes

Pag-welding ng butt
Ang pinakakaraniwang paraan ng pagsali sa HDPE ay ang welding welding. Ito ay talagang napaka-matipid at madaling gamitin. Bilang karagdagan, nagbibigay ito ng sapat na mapagkukunan ng koneksyon. Ang pamamaraan ay nangangailangan ng dalubhasang kagamitan sa hinang. Ang pamamaraan ay angkop para sa mga lugar na kung saan ang mga tubo ay malayang gumagalaw nang sapat at kung saan kanais-nais na iwanan ang kakayahang umangkop.
Ang pamamaraan ay maaaring gamitin para sa bukas na pagtula ng tubo, pati na rin sa mga trenches.
Pamamaraan ng hinang ng butt:
- Ang dalawang piraso ay naka-mount sa isang may-hawak ng welder na gumagabay sa mga workpiece laban sa bawat isa nang walang pag-aalis.
- Dagdag dito, ang mga yunit ay naayos sa may-ari na may mga clamp.
- Gamit ang isang solusyon sa alkohol, ang mga gilid ay dapat na malinis ng iba't ibang mga kontaminante. Maipapayo na gumamit ng mga materyales na hindi naiiwan sa likod.
- Ang mga gilid ay machined din sa mekanikal sa pamamagitan ng pagbabawas. Binibigyan sila ng naaangkop na form. Isinasagawa ang pagpoproseso hanggang sa sandali, hanggang sa lumitaw ang mga chips na may kapal na mas mababa sa 0.5 mm.
- Pagkatapos ay kailangang manu-manong suriin ng master ang mga dulo para sa parallelism. Kung nangyari ang mga puwang, ang pamamaraan ng pagbabawas ay paulit-ulit.
- Ang elemento ng pag-init ay sabay na nagpapainit sa mga dulo ng mga produktong isasali.
- Kaagad na natunaw ng kaunti ang mga gilid, huminto ang pag-init, at ang mga produkto mismo ay mahigpit na konektado sa bawat isa. Ang mga bahagi ay pinindot hanggang sa ang koneksyon ay may sapat na lakas. Sa karamihan ng mga kaso, sapat na ang 5-10 minuto.
- Matapos isagawa ang trabaho, kinakailangan upang maingat na suriin ang hinang seam, at tiyakin din na ang koneksyon ay malakas.

Tapusin ang machining
Ang pangwakas na kalidad ng paghihinang ay nakasalalay sa kalidad ng paunang gawain. Ang maayos at nakahanda na mga gilid ay mas mahusay na magkwelding magkasama. Kaya, isang napakahusay na resulta ay maaaring makamit.
Mahalaga! Ang welding ng butt ay dapat na isinasagawa gamit ang isang seam. Kung hindi man, ang lakas at tibay ng koneksyon ay magiging minimal.
Mga kasangkapan at kagamitan
Ang mga kagamitan, tool para sa trabaho ay napili depende sa kung aling paraan ng hinang ang gagamitin. Tiyaking kailangan mo ng isang pamutol ng tubo, isang mekanismo ng chamfering. Halimbawa, para sa electrofusion welding ng polyethylene pipes, kailangan ng isang espesyal na welding machine at mga bahagi ng pag-init.
Ang welding ng thermistor ng mga polyethylene pipes ay nangangailangan ng paggamit ng mga naka-embed na bahagi ng pag-init ng kuryente. Para sa paraan ng puwit, kakailanganin mo ang isang sentralisador, isang haydroliko na drive, at isang nakaharap na tool.
Mga parameter ng hinang at pagkakasunud-sunod ng mga pagpapatakbo
Kasama sa mga parameter ng welding ng puwit ang:
- Ang antas ng presyon sa mga dulo.
- Ang temperatura kung saan natutunaw ang materyal. Nakasalalay sa tatak.
- Ang puwersa kung saan ang mga dulo ay pinindot laban sa elemento ng pag-init.
- Tagal ng proseso.
Sinusubaybayan ang presyon gamit ang isang gauge ng presyon sa isang awtomatikong patakaran ng pamahalaan. Kung ang presyon ay nilikha nang manu-mano, kung gayon ang presyon ay maaaring subaybayan nang biswal, at ang oras ng proseso ng pag-compress gamit ang isang stopwatch.

Pagkakasunud-sunod ng mga pagpapatakbo:
- Ang unang hakbang sa hinang na mga tubo ng polyethylene ay ang linisin ang mga dulo ng mga tubo na isasama.
- Ang pag-aayos ng mga tubo sa sentralisador ng aparato, kung saan ang welding ng polyethylene. Pagputol ng mga dulo ng mga tubo na may isang pamutol upang matiyak ang patayo ng axis. Sa kasong ito, ang mga natapos na workpiece ay nasuri upang walang mga puwang.
- Ang pagpainit ng tubo ay nagtapos sa isang welding mirror sa isang temperatura ng pagkatunaw na halos 220 ° C.
- Ang pagpindot sa mga dulo ng mga tubo ng kinakailangang puwersa.
- Inaalis ang natapos na tubo mula sa aparato.
Upang maunawaan kung paano hinangin ang mga plastik na tubo, ang video sa aming website ay magbibigay ng mas detalyadong impormasyon. Sa gayon, magagawa mong magtrabaho ang iyong sarili kung mayroon kang mga kinakailangang kagamitan.
Higit pa sa paksang ito sa aming website:
- Welding ng polypropylene pipes - video ng proseso Dahil sa kanilang mababang gastos at kadalian ng koneksyon, ang mga plastik na tubo ay sumakop sa isang nangungunang posisyon sa pag-install ng mga sistema ng supply ng init at tubig. Kung ikukumpara sa mga istrukturang metal, mga polypropylene pipes ...
- Mga uri ng electrode para sa hinang - hinang na may mga electrode sa video Ang welding electrode ay isang metal rod na may iba't ibang haba na ginamit sa proseso ng mga bahagi ng hinang mula sa iba't ibang mga materyales. Ang kanilang pangunahing layunin ay upang matustusan ang kasalukuyang kuryente sa ...
- Ang hinang para sa mga nagsisimula - mga tutorial sa video Sa ilalim ng salitang hinang ito sa pangkalahatan ay tinanggap na nangangahulugang isang teknolohikal na proseso kung saan, bilang isang resulta ng pag-init, isang intermolecular at interatomic bond ay itinatag sa pagitan ng mga bahagi. Kaya, ang mga direktang materyales ay konektado. Karamihan ...
- Mga tutorial sa video ng gawaing hinang - panonood ng mga aralin sa hinang ng inverter para sa mga baguhan na nagsisimula ng mga nagsisimula ay dapat na manuod ng mga tutorial sa welding video upang maiwasan ang mga karaniwang pagkakamali at gawing mataas ang kalidad at ligtas ang kanilang gawa. Dapat mong palaging tandaan na ...
Ibahagi sa iyong mga kaibigan sa mga social network ang isang link sa materyal na ito (mag-click sa mga icon):
Mga yugto ng trabaho
Upang magwelding ng mga tubo ng HDPE gamit ang iyong sariling mga kamay sa bahay, gamitin ang pamamaraan ng pagsali sa mga bahagi sa isang pinagsamang. Mga yugto ng trabaho:
- I-crop ang mga elemento sa kinakailangang mga sukat.
- Chamfer, isentro ang dalawang bahagi.
- Alisin ang mga lungga at dumi mula sa mga bahagi upang maiugnay. Degrease ang mga ito sa alkohol.
- Init ang dalawang bahagi gamit ang isang plastic welder.
- Gamitin ang iyong mga kamay upang mapagsama ang dalawang bahagi.
Maghintay hanggang sa lumamig ang tahi. Buhangin ang mga kuwintas ng plastik na may pinong papel na emery. Ang pamamaraan ng magkasanib na puwit ay nagbibigay ng kakayahang umangkop ng pipeline kasama ang buong haba, na itinuturing na isang plus. Kung kailangan mong gumawa ng isang tahi sa isang lugar na mahirap maabot, ipinapayong piliin ang pamamaraan ng pagkabit. Ang mga split joint ay angkop para sa paggawa ng pansamantalang piping.
Ang hinang ng mga polyethylene pipes ay itinuturing na isang maaasahang pamamaraan ng paggawa ng mga plastik na pipeline. Maraming pamamaraan ng trabaho ang nakikilala, na magkakaiba sa bawat isa sa kagamitan na ginamit, sa mga yugto ng hinang. Maaari kang gumawa ng isang malakas na koneksyon sa iyong sarili.
Teknolohiya ng hinang electrofusion

Sa larawan - hinang ang pagkabit
- Ang mga polyethylene pipes ay matatagpuan sa parehong antas na may kaugnayan sa bawat isa.Kung may kasamang mga espesyal na adjustable na nakatayo na gabay na itinakda, ginagamit namin ang mga ito, kung hindi, ginagawa namin ito nang may improvisadong pamamaraan.
- Pinuputol namin ang mga dulo ng isang espesyal na pamutol, na nagbibigay ng kakayahang i-cut sa isang anggulo ng 90º.
Mahalaga: Huwag gupitin ang mga tubo na may kutsilyo o lagari, dahil hindi nito makakamtan ang pinakamainam na kalidad at pantay ng hiwa.
- Gamit ang isang basang walang lint at isang degreaser na nakabatay sa alkohol, maingat na punasan ang mga dulo mula sa labas at mula sa loob.
- Sa bawat isa sa mga tubo, sinusukat namin mula sa dulo ang isang distansya na katumbas ng kalahati ng pagkabit at markahan ito ng isang espesyal na puting marker.
- Inaalis namin ang layer ng ibabaw kasama ang buong sinukat na distansya. Para sa mga layuning ito, gumagamit kami ng isang espesyal na scraper, na kasama sa kumpletong hanay ng welding machine.
Mahalaga: Sa anumang kaso hindi mo dapat gampanan ang gayong gawain gamit ang papel de liha, dahil ang mga indibidwal na butil ng nakasasakit sa polyethylene ay magpapalabas ng paghihinang.
- Kasama sa sinusukat na gilid, kung saan magtatapos ang pagkabit, nag-i-install kami ng isang espesyal na salansan, na magkakasunod na papayagan ang pagpoposisyon ng tubo.
- Degrease ang nalinis na seksyon ng tubo.
- I-install namin ang pagkabit sa magkabilang dulo at i-on ang kagamitan para sa hinang na mga pipa ng HDPE. Ang paghihinang ay tumatagal ng halos 4 na minuto, habang ang plastik ay tumatagal ng halos 10 minuto upang mag-cool down.
Mga kinakailangang kagamitan para sa koneksyon
Ang bawat isa sa mga pamamaraan ng pagsali ay nangangailangan ng isang tukoy na tool:
- Panghinang;
- Mga hugis na bahagi na may mga electric spiral.
Kapag pumipili ng isang panghinang na bakal para sa hinang, dapat tandaan na, depende sa hugis ng gumaganang katawan, nahahati sila sa:
- Pamalo;
- Halata naman
Ang mga aparato ng unang uri ay karaniwang ginagamit para sa welding ng puwit ng mga tubo sa mga lugar na mahirap maabot. Hindi alintana alin sa mga bakal na bakal ang pipiliin, ang kapangyarihan nito ay dapat ding isaalang-alang. Ang parameter na ito ay pinili bilang mga sumusunod. Ang diameter ng tubo sa mm ay pinarami ng 10. Kung balak mong ikonekta ang mga elemento na may diameter na 50 mm, pagkatapos ay isang 500 W na panghinang na iron ang dapat bilhin.
Ang mga modernong kagamitan para sa hinang na mga tubo ng HDPE ay mahirap isipin nang walang elektronikong pagpuno. Magagamit din ito sa mga bakal na panghinang. Karamihan sa mga modelo ay nilagyan ng elektronikong regulasyon na nagbibigay-daan sa iyo upang tumpak na maitakda ang temperatura ng pag-init.
Para sa hinang na mga tubo ng HDPE, kakailanganin mo rin ang mga nozzles ng bakal na panghinang. Magagamit ang mga ito na may dalawang uri ng mga patong:
- Teflonov;
- Na-metallize.
Bukod dito, ang huli ay nakikilala sa pamamagitan ng pinakamataas na mga katangian ng lakas. Kapag pumipili ng isang tool para sa hinang ng mga tubo ng HDPE gamit ang iyong sariling mga kamay, kailangan mong tandaan na ang isang de-kalidad na seam ay maaaring makuha lamang kapag gumagamit ng de-kalidad na kagamitan.
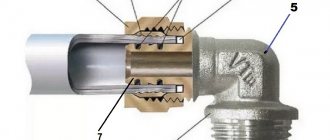
Natanggal na koneksyon at mga kabit para dito
Ang pag-install ng mga tubo na gumagamit ng mga pagkabit ay hindi palaging maaasahan, ngunit ginagamit pa rin ito ng madalas.
Ang pamamaraang ito ay may mga kalamangan:
- Una, ang mga espesyal na tool ay hindi kinakailangan para sa pagpapatupad nito, isang wrench lamang ang maaaring kailanganin, at kahit na kapag nagtatrabaho kasama ng malalaking mga tubo ng diameter.
- Pangalawa, ang isang nababakas na koneksyon ay maaaring gawin sa mga lugar kung saan imposible ang hinang, halimbawa, sa ilalim ng tubig.
- Pangatlo, ang pamamaraang ito ay dinisenyo para sa mabilis na pagpupulong ng pipeline.
Para sa tulad ng isang koneksyon, maaaring magamit ang tanso o HDPE fittings ng isang uri ng welded compression, kumpleto sa mga plugs at kakayahang umangkop na mga seal. Ang proseso ng paghahanda ay kapareho ng para sa hinang.
Ang pagputol ng tubo sa mga piraso ng kinakailangang haba, ang kanilang mga dulo ay nalinis ng dumi. Ang tanging kondisyon ay dapat silang mahigpit na patayo sa katawan.
Ang susunod na hakbang ay upang ihanda ang angkop. Upang gawin ito, ang nut ng unyon ay pinaluwag ng ilang mga liko at ang tubo ay pinilit sa selyo. Susunod, ang isang collet na may isang nababanat na singsing ay inilalagay at ang nut ay hinihigpit.
Mayroong dalawang paraan upang makagawa ng isang nababakas na koneksyon:
- Bell-type, gamit ang mga rubber seal;
- Flanged sa mga tumataas na elemento.
Inirerekumenda ng mga dalubhasa na gamitin ang pangalawang pamamaraan, dahil mas maaasahan ito at praktikal na hindi mas mababa sa hinang.
Pag-install ng mga tubo na may mga pagkabit
Ang pamamaraang ito ay napaka maaasahan, at bukod sa, ito ay simple at hindi nangangailangan ng malalaking gastos sa pananalapi. Ang mga HDPE welded coupling ay gawa sa polyethylene, samakatuwid mayroon silang mababang gastos, ngunit sa parehong oras ay lumalaban sila sa stress ng mekanikal at labis na temperatura.
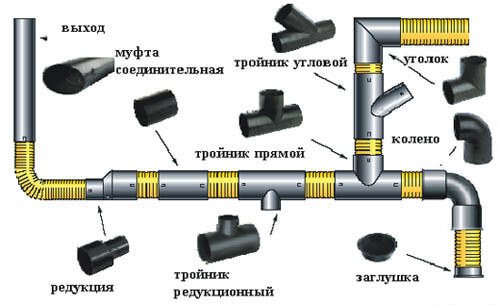
Iba't ibang mga scheme ng koneksyon at uri ng mga kabit
Ang isa pang kalamangan sa paggamit ng nasabing mga elemento ng pagkonekta ay ang kanilang kagalingan sa maraming kaalaman. Maaari silang magamit upang tipunin ang iba't ibang mga pipeline. Bilang karagdagan, ang mga espesyal na paglipat ng paglipat ay ginawa para sa pag-install ng HDPE at mga metal na tubo.
Paano ikonekta ang mga polyethylene pipes
Ang mga kondisyon ng pagpapatakbo ay nakakaimpluwensya sa pagpili ng pamamaraan ng pagkonekta ng mga elemento ng pipeline sa isang solong system.
Kung ang pare-pareho ang presyon ay naroroon sa linya, pagkatapos ay napili ang welding ng mga tubo ng HDPE para sa mga hangaring ito. Magbibigay ito ng mas mahigpit na koneksyon. Kadalasan din itong ginagamit dahil kayanin ang isang magandang likido na ulo.
Kung ang likido ay dumadaloy sa pamamagitan ng system ng gravity, kung gayon mas mahusay na gumamit ng isang koneksyon na maaaring matanggal.
Sinusundan nito na ang mga kasukasuan ay maaaring may dalawang uri:
- natanggal (flanged o socket);
- isang piraso (hinangin).
Samakatuwid, bago pumili ng isang paraan ng koneksyon, dapat kang magpasya sa uri ng pipeline at kalkulahin ang presyon ng pagtatrabaho.
Bumalik sa talaan ng nilalaman
Mga Pangunahing Kaalaman sa Teknolohiya
Sa puwit na hinang, ang pag-aayos ng mga dulo ng mga polyethylene pipes ay nangyayari pagkatapos ng kanilang paglambot sa ilalim ng impluwensya ng elemento ng pag-init ng kagamitan sa hinang. Bilang isang resulta ng naturang hinang ng mga tubo ng HDPE, isang malakas na seam ang nabuo, na tumutugma sa mga teknikal na parameter na may natitirang ibabaw ng mga pipa ng polyethylene.
Hindi tulad ng hinang na mga tubo ng HDPE na gumagamit ng mga pagkabit, ang koneksyon ng mga elemento ng komunikasyon sa pamamagitan ng welding welding ay maaaring magamit upang ayusin ang mga bahagi na gawa sa polyethylene ng parehong marka. Upang makakuha ng isang de-kalidad na seam sa panahon ng pag-install ng mga komunikasyon, ang mga HDPE piping ay hinang sa mga temperatura mula -15 ° C hanggang +45 ° C, na tiyak na sumusunod sa teknolohiya.
Permanenteng koneksyon ng mga pipa ng HDPE
Upang lumikha ng isang maaasahang pinagsamang gamit ng iyong sariling mga kamay, maaari mong gamitin ang isa sa mga iminungkahing pamamaraan sa ibaba.
Ang unang paraan: puwit.
Dinisenyo para sa trabaho na may diameter na 5 cm. Para sa naturang koneksyon, mayroong isang espesyal na welding machine, kung saan ipinasok ang mga tubo, nagpainit sila at nakakonekta dahil sa presyon. Dahil ang plastik ay nagsimulang mawala ang solidong istraktura nito sa ilalim ng impluwensya ng mataas na temperatura, kung gayon, nang naaayon, ang tinunaw na materyal ay pinagsama. Kaya, isang monolithic seam ang nakuha.
Upang makagawa ng gayong koneksyon, kinakailangan upang mahigpit na ayusin ang mga dulo ng mga elemento sa mga espesyal na clamp. Pagkatapos nito, upang maiinit ang tubo, dapat dalhin ang isang espesyal na plate ng pag-init. Sa lalong madaling maging malambot ang materyal, ang elemento ng pag-init ay aalisin, at ang mga bahagi mismo ay mahigpit na pinindot laban sa bawat isa. Sa kasong ito, ang presyon ay kinokontrol. Sa sandaling lumamig ang produkto, aalisin ito mula sa mga clip.
Ang butt welding ng HDPE pipes ay may sariling mga katangian, na dapat maging pamilyar, lalo na para sa mga makaka-engkwentro sa prosesong ito sa unang pagkakataon:
- gumagana lamang ang pamamaraang ito sa mga tubo ng parehong lapad o kapag gumagamit ng mga kabit;
- ang mga elementong ginamit ay dapat na may kapal na pader na hindi bababa sa 0.5 cm;
- ang pamamaraang hinang na ito ay ginagamit kung ang temperatura ay nag-iiba sa pagitan ng 15-45 ° C sa loob ng bahay o sa labas, kung saan isasagawa ang buong proseso.
Ang paggamit ng makina ay isang malaking kalamangan. Sa panahon ng pagpapatakbo, kahit na ang makina ay de-kuryente, hindi ito makakain ng labis na kuryente.Lalo na kapag inihambing mo ito sa isang welding machine na gumagana sa mga cast iron pipe.
Ang pangalawang paraan: sa pamamagitan ng mga pagkabit ng electrofusion.
Sa kasong ito, posible na lumikha ng isang pipeline na makatiis ng isang pag-load ng 16 na mga atmospheres. Ngunit alang-alang sa pagkamakatarungan, dapat sabihin agad na ang hinang gamit ang mga kambal na elektrikal ay mas mahal kaysa sa welding welding. Ito ay dahil sa ang katunayan na sa kasong ito kinakailangan na gumamit ng mga espesyal na kagamitan para sa hinang - mga overhead na elektrikal na pagkabit.
Sa pamamagitan ng gayong hinang, ang mga dulo ng mga elemento na dapat na ma-welding ay dapat ihanda, kung saan sila ay nalinis at ginagamot ng mga solusyon sa degreasing.
Dagdag dito, ang mga kabit ay inilalagay sa mga kasukasuan, na nilagyan ng mga naka-embed na electric heater. Sila ang nagbibigay ng mataas na temperatura, na nagpapahintulot sa polyethylene na lumambot. Sa sandaling ang lahat ng mga elemento ay nasa kanilang mga lugar, ang boltahe ay nakabukas.
Kaya, ang mga tubo ay pinainit at ang mga dulo ay konektado. Sa sandaling lumamig ang produkto, handa na itong gamitin. Ngunit mayroong isang maliit na pananarinari dito. Sa panahon ng paglamig, mahalagang kontrolin na ang mga elemento ay nakatigil, kung hindi man ay mawawala ang pagkakakonekta nito.
Ang welding na gumagamit ng mga electrofusion coupling ay ginagamit sa karamihan ng mga kaso kung kailan maraming mga kasukasuan ang kailangang gawin.
Ang pamamaraang ito ay maginhawa para sa paglikha ng isang karagdagang sangay ng pipeline kapag mayroong isang handa nang sistema. Ngunit kung may pangangailangan na magtrabaho kasama ang isang malaking bilang ng mga kasukasuan, mas mabuti na gumamit ng welding welding, dahil mas kumikita ito.
Pagpili ng isa o ibang pamamaraan, dapat mong matukoy kung ano ang mas mahalaga para sa iyong sarili: kalidad at pagiging maaasahan o ekonomiya.
Bumalik sa talaan ng nilalaman
Mga pamamaraan para sa pagsali sa mga PE pip
Ang mga polyethylene pipelines ay naka-install sa dalawang paraan: gamit ang mga fittings at flanges o maraming uri ng hinang.
Ang koneksyon ay nangangailangan ng mga espesyal na kabit (mga pagkabit at sockets) at wala ang mga ito. Para sa mga tubo na may kapal na pader na mas mababa sa 4.5 (mga diameter na 50-110 mm), ginagamit ang hinang gamit ang mga kabit, para sa mas malaking mga tubo na may isang mas makapal na pader, ang welding welding at extruder ay katanggap-tanggap.
Pagsasabog
Ang pamamaraan ng pagsasabog ay binubuo sa pag-init ng mga dulo sa isang malapot na daloy ng estado. Ang mga nakahanda na dulo ng mga blangko ay sumali at bahagyang nai-compress. Sa ilalim ng impluwensya ng presyur, ang mga mobile polymer molekula ay lumipat sa mga bahagi na isasali, ihalo, kapag pinalamig, patatagin sa isang bagong posisyon, bumubuo ng mga bagong bono ng kemikal at matiyak ang maaasahang pagdirikit ng mga tubo sa bawat isa.

Maling i-solo ang anumang paraan ng hinang bilang welding ng diffusion. Sa katunayan, ang anumang hinang ng polyethylene ay batay sa proseso ng pagsasabog ng pinainit na mga molekula.
Paraan ng Bell
Hindi ang pinaka tipikal na paraan. Mayroong dalawang mga pagkakaiba-iba ng pagpapatupad: sa pamamagitan ng socket pipa at pagkabit. Ang pamamaraan mismo ay kahawig ng hinang ng mga pipeline ng polypropylene: isang socket o mga pagkabit at mga workpiece ay pinainit gamit ang isang panghinang na bakal na may isang espesyal na nguso ng gripo. Pagkatapos ang workpiece ay ipinasok sa socket ng isa pang tubo o manggas, naayos, pinindot at hinawakan. Ang oras ng hinang ay 20 segundo. Kung ginagamit ang mga pagkabit, pagkatapos ang pangalawang tubo ay na-solder sa pagkabit sa parehong paraan. Ang gastos ng mga pagkabit ay mababa, ang mga produktong may socket ay bihirang matatagpuan sa mga tindahan. Ang koneksyon ay maaasahan at matibay, ang mga maliliit na diametro ay maaaring welded.

Pag-welding ng butt
Nalalapat ang pamamaraang ito sa mga tubo na may kapal na pader ng higit sa 4.5-5 mm at isang diameter na higit sa 50 mm.
Bago isagawa ang trabaho, gupitin ang polyethylene pipe na mahigpit na patayo at maingat na linisin ang mga dulo. Pagkatapos ang tubo ay naayos sa welding machine at maingat na nakasentro. Ang isang pampainit ay ipinakilala sa pagitan ng mga dulo ng mga tubo para sa pagpainit, ang mga tubo ay pinindot laban dito at pinainit hanggang lumambot ang mga dulo. Pagkatapos ang pampainit ay mabilis na inalis, ang mga dulo ay naka-compress sa isang paraan na ang isang maliit na anular bead ay nabuo sa kantong - burr. Palamigin ang kasukasuan, pagkatapos alisin ang makina. Ang gawain ay may sariling mga subtleties, nangangailangan ito ng dalawang tao.
Extruder hinang
Extrusion - hinang gamit ang isang maliit na patakaran ng pamahalaan, kung saan ang tinunaw na polyethylene ay kinatas sa ilalim ng presyon. Ang mga hilaw na materyales sa anyo ng mga tungkod o pellet ay na-load sa extruder. Ginagamit ang pagpilit sa mga linya ng presyon na may kapal na pader na higit sa 6 mm, ngunit maaari rin itong magamit upang i-patch up ang mga pipeline na hindi presyon ng alkantarilya na may isang mas manipis na dingding. Ang kantong ay pinainit ng isang stream ng mainit na hangin. Maipapayo na mag-chamfer ng mga dulo.

Ang kalidad ng tahi ay napakataas. Ang bentahe ng pamamaraan ay posible na magwelding ng isang nakalagay na polyethylene pipe nang hindi tinatanggal ang pipeline.
Welding ng electrofusion
Ito ang pinaka maaasahan, maginhawa at maraming nalalaman na pamamaraan ng koneksyon. Maaari itong magamit kahit sa mga lugar na mahirap maabot. Ngunit, sa kasamaang palad, ito rin ang pinakamahal - ang mga pagkakabit ng electrofusion ay hindi mura, ang welding machine ay nagkakahalaga din ng malaki. Ang hinang na may mga pagkabit ng thermistor ay ginagamit mula sa maliit hanggang sa pinakamalaking diameter ng mga pipeline ng polyethylene.
Sa welding ng thermistor, ang mga blangko ng polyethylene ay pinutol na mahigpit na patayo, maingat na nalinis mula sa mga lungga at alikabok, na ipinasok sa manggas, at nakasentro gamit ang mga espesyal na aparato. Mayroong isang elemento ng pag-init sa manggas. Nakakonekta ito sa isang espesyal na makina ng hinang, kasalukuyang ibinibigay, pinapainit ng elemento ang pagkabit at mga dulo ng tubo, at ang mga ito ay hinang.

Sa ganitong uri ng hinang, napakahalaga na panatilihing hindi gumagalaw ang kasukasuan hanggang sa ganap itong lumamig.
Aling paraan ang mas mahusay
Bago piliin ang pinakamahusay na pamamaraan ng koneksyon, kinakailangan upang matukoy kung alin ang naaangkop sa isang partikular na kaso, depende sa diameter ng pipeline.
Ang pinaka maaasahan at maraming nalalaman na pamamaraan ay hinang na may mga pagkabit ng thermistor. Ngunit ang mga pagkabit, lalo na ang malalaking diameter, ay mahal, mahal at isang welding machine (ngunit maaari mo itong rentahan). Samakatuwid, ang gayong hinang ay hindi masyadong karaniwan kapag nag-aayos ng isang pribadong bahay.
Mas madalas na ang mga ito ay pantal na hinang o gumagamit ng mga paghihinang na panghinang. Ang welding butt ay ginagamit sa mga polyethylene pipes na may malaking kapal ng pader, na karaniwang hindi ginagamit sa mga pribadong bahay. Ang welding welding ay hindi pa masyadong karaniwan, higit sa lahat dahil sa mababang katanyagan ng pamamaraan.