Mga diskarte sa paggawa ng brick
Paano gumagana ang pagpapaputok ng brick?
Mayroong dalawang karaniwang pamamaraan para sa paggawa ng mga brick. Ang una ay semi-dry at dry pagpindot. Ang pamamaraan ng paghuhulma ng plastik ay ang pangalawang pamamaraan ng paggawa ng brick. Ang pagkakaiba ay nakasalalay sa iba't ibang halaga ng kahalumigmigan na nilalaman sa hilaw na materyal sa parehong mga pamamaraan ng paggawa. Dapat pansinin na ang pangalawang pamamaraan ng pagmamanupaktura ay pinaka malawak na ginagamit.
Ang mga plastik na hulma na brick ay maaaring guwang o solid. Ang prinsipyo ng paggawa ng parehong uri ng mga brick ay pareho, ang pagkakaiba ay ang luad ay mas lubusang nakahanda para sa mga guwang na brick.
Ang mga sumusunod na yugto ng paggawa ng brick ay maaaring makilala:
- Paghahanda ng mga hilaw na materyales
- Paghulma ng bar
- Pagpatuyo ng mga hilaw na brick
- Nasusunog
Dapat pansinin na ang bawat yugto ay nailalarawan sa pamamagitan ng maingat na pagtalima ng mga parameter. Halimbawa, upang maisagawa ang pagpapaputok, na kung saan ay ang huling yugto ng produksyon, dapat sundin ang lahat ng mga kinakailangang panteknikal. Ang teknolohiyang pagbaril ng brick ay nagpapahiwatig ng pagsunod sa parehong mga kondisyon sa temperatura at oras. Kung hindi man, ang isang sira na produkto ay hindi maiiwasan.
Tunnel oven
Karamihan sa mga pabrika ng brick na gumagawa ng solong solidong mga brick at ceramic bato ay nilagyan ng mga pugon ng ganitong uri. Kinakatawan nila ang isang lagusan kung saan gumagalaw ang mga trolley o isang conveyor belt na may hilaw na materyales. Ang kanilang puwang sa pagtatrabaho ay maaaring magkaroon ng isa o dalawang mga channel na matatagpuan sa isang tuwid na linya o pagkakaroon ng isang sarado, anular na hugis.

Prinsipyo ng pagpapatakbo
Sa kaibahan sa mga singsing na halaman, narito ang lahat nangyayari sa ibang paraan: ang materyal ay gumagalaw sa natitirang nakatigil, malinaw na naka-demark na mga zone ng pag-init, pagsusubo at paglamig. Sunud-sunod ang paggalaw ng materyal mula sa zone patungo sa zone. Sa gayong pugon, mayroon lamang isang pasukan at isang lugar ng paglabas. Matatagpuan ang mga ito sa kabaligtaran na mga dulo ng lagusan at nilagyan ng mga mekanismo na hermetically tinatakan ang panloob na puwang ng pugon habang naglo-load at nag-aalis ng materyal. Awtomatikong nangyayari ang sealing, na maiwasan ang labis na pagkonsumo ng coolant. Ang puwang sa itaas ng sahig, sa ilalim ng conveyor o sa ilalim ng mga trolley ay hindi rin nagpapainit, dahil ito ay nabakuran ng isang pintuang buhangin.
Ginagamit ang natural gas bilang isang carrier ng init. Minsan binago ang mga ito upang tumakbo sa fuel oil, diesel fuel, pagpainit na langis, at elektrisidad na enerhiya. Posible ang pagsasama-sama ng mga pagpipilian.
Gumagana ang oven sa paligid ng orasan. Ang mga gas burner ay nagdidirekta ng mga nasusunog na gas sa brick brick nang direkta (sa mga bukas na hurno) o sa pamamagitan ng mga proteksiyon na screen (sa mga muffle furnace). Ang mga tagahanga at mga naninigarilyo ng usok ay naka-install sa buong buong channel, na nagdidirekta ng kinakailangang halaga ng pinainit na hangin at mga gas na tambutso sa mga kinakailangang zone ng pugon sa pamamagitan ng mga espesyal na channel ng sirkulasyon. Ang mga aparatong ito ay gumagana nang nakapag-iisa sa bawat isa at malayuang kinokontrol ng operator. Ang pugon ay manu-manong na-load ng mga manggagawa, at ang pagdiskarga ay mekanisado.
Ang teknolohiya ng pagpapaputok ay awtomatiko hangga't maaari. Ang mga espesyal na programa sa computer sa tulong ng maraming mga sensor ay sinusubaybayan ang proseso ng teknolohikal at nagbibigay ng mga utos ng kontrol:
- temperatura ng rehimen sa lahat ng mga zone.
- presyon ng hangin
- ang bilis ng trolley.
Ang pagpili ng operating mode ng pugon ay awtomatikong isinasagawa at nakasalalay sa mga paunang parameter ng hilaw na brick (uri, hugis, laki, antas ng kahalumigmigan, uri ng hawla).Iniimbak ng tagontrol ang lahat ng posibleng mode sa memorya at pipiliin ang pinaka pinakamainam. Ang kontrol sa kalidad ng mga tapos na produkto ay awtomatiko din. Ang tagal ng teknolohiyang pag-ikot para sa mga solidong produkto ay mula 36 hanggang 40 oras, ang mga guwang na bato ay handa na sa isang araw.
izkirpicha.com
Paano pinaputok ang mga ceramic brick
Naglalaman ang hilaw na brick mula 8% hanggang 12% na kahalumigmigan, pumapasok sa hurno para sa pagpapaputok, kung saan ito ay paunang tuyo. Pagkatapos ang temperatura ay tataas sa antas ng 500-800 ° C, kung saan nangyayari ang pagkatuyot ng mga mineral mula sa luwad. Dahil dito, lumiliit ang produkto. Sa temperatura na higit sa 200 ° C, sinusunod ang pagpapalabas ng pabagu-bago ng isip na mga impurities at additives.
Sa yugtong ito, ang temperatura ng brick firing ay tumataas sa isang rate na 300-350 ° C / h. Panatilihin ang temperatura hanggang sa masunog ang carbon. At pagkatapos lamang nito, tumaas ang temperatura sa 800 ° C. Ang pagkakalantad sa naturang mga temperatura ay sanhi ng pagbabago ng produkto ng istraktura nito. Para sa ilang oras, pinapanatili nila ang maximum na temperatura para sa pare-parehong pag-init ng brick. Pagkatapos ang temperatura ay nagsimulang mabawasan nang paunti-unti.
Ang oras ng pagbaril ng brick ay maaaring umabot mula 6 na oras hanggang 48 na oras. Habang nagaganap ang prosesong ito, ang brick ay istrakturang nagbabago nang paulit-ulit. Kung sinusunod ang teknolohiya ng produksyon, ang output ay isang produkto na may mataas na lakas at mga kalidad na hindi lumalaban sa tubig. Ito ay nailalarawan sa pamamagitan ng mga katangian ng pagkakabukod ng tunog at init, pati na rin ang paglaban sa iba't ibang mga kondisyon ng temperatura.
Inirerekumenda namin ang pagbabasa:
Ano ang bibilhin ng kagamitan para sa paggawa ng mga Lego brick sa Russia?
Pagpili ng isang sand-lime brick machine.
Ano ang prosesong ito at tampok ng teknolohiya
Ang paggamot sa init ng mga materyales sa gusali na luwad sa ilalim ng impluwensya ng mataas na temperatura ay tinatawag na pagpapaputok. Ito ang pangwakas na yugto sa paggawa ng mga brick block. Ang teknolohiya ng pagpapaputok ay may kasamang 3 yugto:
- Nag-iinit.
- Nasusunog.
- Paglamig.
Sa unang yugto, ang brick ay pinainit sa temperatura na 120 degree, upang mag-alis ng tubig mula rito. Pagkatapos, upang sunugin ang mga impurities ng organikong pinagmulan at ang pangwakas na pag-alis ng likido, ito ay pinainit sa 600 gr. Sa susunod na yugto, ang temperatura ng brick firing ay 920-980 degrees. Sa parehong oras, ang luad ay nagsisimulang lumiliit, at nakuha ang lakas. Sa ilalim ng mga kundisyon ng isang pare-pareho ang maximum na temperatura, ang brick block ay tumitigas at nalalanta nang ilang oras. Sa huling yugto, ang nagresultang materyal na gusali ng luad ay pinalamig. Kung sa panahon ng paggamot sa init ay walang paglabag sa teknolohiya, ang kulay ng bloke ay magiging orange-red, at ang istraktura ay magiging pare-pareho. Upang makakuha ng mga glazed brick, kinakailangan ang muling pagpapaputok.
Upang magtapos sa isang malakas at de-kalidad na fired brick na walang mga bitak, kinakailangan ang mahigpit na pagkontrol sa temperatura sa panahon ng paggamot sa init.
Mga uri ng hurno ng brick
Ang iba't ibang mga hurno ay ginagamit sa yugto ng pagpapaputok. Aling mga kagamitan sa hurno ng brick ang gagamitin sa produksyon ay nakasalalay sa iba't ibang mga kadahilanan. Ang brick hurno ay parehong isang kagamitan sa proseso at isang thermodynamic open system nang sabay. Nagaganap ang mga tuloy-tuloy na proseso ng thermal na ito.
Ring furnace

Singkaw ng brick brick
Ang isang uri ng hurno ng brick ay singsing na hurno. Ang mga vault na hurno na ito ang pinaka malawak na ginagamit sa paggawa ng ladrilyo. Kung ang isang anular brick na hurno ay hindi na-install sa isang planta ng produksyon, ipinapayong gamitin ito nang walang bubong. Ang gastos sa konstruksyon ay bahagyang mas mahal kung ihahambing sa mga oven na nasa sahig, subalit, ang kanilang pagpapanatili ay mas maginhawa at madali.

Scheme ng isang singsing na hurno para sa pagpapaputok ng mga brick
Ang pagpapaputok ng mga brick sa isang pabilog na hurno ay nagbibigay ng isang resulta sa kalidad na makabuluhang mas mataas kaysa sa isang hurno sa sahig, at ang gasolina ay natupok maraming beses na mas mababa sa bawat 1,000 fired brick.Ang isa pang bentahe ng mga kalan na ito ay maaari silang maputok ng iba't ibang uri ng gasolina. Ang lahat ng ito ay naka-impluwensya sa laganap na paggamit ng mga ring furnace.
Tunnel oven
Ang mga oven ng tunnel ay pinapalitan ang mga oven ng singsing, unti-unting pinapalitan ang mga ito. Parami nang parami ang malalaking mga pabrika ng brick na ginagamit ang mga ito sa kanilang paggawa. Sa mga lagayan ng lagusan, ang mga brick ay lumilipat sa mga espesyal na trolley, taliwas sa mga paikot, kung saan nakatigil ang brick, at iba`t ibang mga rehimeng temperatura ang dumaan dito. Ang lagusan ng lagusan para sa pagluluto ng mga brick ay mas madaling mapanatili, sapagkat ang pag-aalis ng karga at pag-load ng batch ng mga brick ay nagaganap sa labas ng hurno, kung saan may mga katanggap-tanggap na kondisyon ng temperatura para sa mga tauhan. Bilang karagdagan, mas madaling mag-mekanize ng mga proseso sa harap ng lugar ng trabaho kaysa dito. Ang hurno ay isang lagusan na may riles sa loob. Ang mga nagpapaputok na brick sa isang lagayan ng lagusan ay nagaganap sa mga trolley, na isa-isang tumayo sa buong haba ng lagusan. Matapos ang isang tiyak na agwat ng oras, isang bagong trolley na may mga hilaw na brick ang pumapasok sa lagusan, at ang isang troli na may mga nakahandang produkto ay umalis sa likuran ng lagusan.

Tunn brick brick
Ang mga hurno ay maaaring nilagyan ng iba't ibang mga mapagkukunan ng init. Posibleng i-init ang mga hurno para sa litson na may karbon, langis. Ang isang electric furnace ay naka-install, o mga gas burner. Ang kaginhawaan ng serbisyo at pang-ekonomiyang pakinabang ng produksyon ay nakasalalay sa uri ng napiling mapagkukunan ng init. Kung ang isang gas na hurno para sa pagpapaputok ng mga brick ay napili para sa produksyon, kung anuman ito ay isang anular o lagusan ng lagusan, ang resulta ay magiging mataas na kalidad lamang kung ang mga teknolohikal na parameter ay sinusunod.
Maaaring interesado ka sa:
Pagpili ng isang pindutin para sa paggawa ng mga Lego brick.
Anong uri ng luwad ang angkop para sa paggawa ng brick?
Mga uri ng pugon
Para sa pagpapaputok ng mga keramika at paggawa ng fired, kabilang ang mga ceramic brick, ginagamit ang mga espesyal na hurno. Ang mga ito ay may 2 uri:
- lagusan;
- singsing
Tunnel oven

Ang aparato na uri ng lagusan ay isang mahaba, tulad ng lagusan ng gas na hurno para sa pagpapaputok ng mga brick. Sa loob mayroong 3 mga silid at daang-bakal. Ang mga metal trolley ay gumagalaw kasama sila sa tulong ng mga awtomatikong pusher. Bago pumasok sa pugon, ang mga ito ay puno ng hindi natapos na brick. Hermetically selyadong ang pasukan at exit. Pagkatapos ng pagpapatayo sa 1 silid, ang mga brick block ay inililipat sa 2 para sa pagpapaputok. Ito ay ibinibigay ng mga gas burner na patuloy na nagpapanatili ng temperatura sa antas ng 920-980 degree. Pagkatapos ang brick ay pumapasok sa ikatlong zone na may isang mas mababang temperatura, kung saan ito ay cooled. Matapos ang pagtatapos ng mode, ang mga pusher ay pinaliligid ang mga trolley mula sa pugon at ang mga brick block ay cool na ganap na labas nito.
Ring furnace
Ang mga aparato ng ganitong uri ay binubuo ng maraming mga katabing seksyon sa anyo ng isang singsing. Ang bawat isa sa kanila ay may isang window para sa paglo-load at pagdiskarga ng materyal, pati na rin ang sarili nitong mapagkukunan ng pag-init. Tinitiyak ng singsing ng singsing ang pagpapatuloy ng proseso ng pagpaputok. Kaya, ang isang pangkat ng mga bloke ng ladrilyo ay dumadaan sa lahat ng mga yugto ng paggamot sa init, na nasa parehong kompartimento. Ang katabing silid ay nagtataguyod ng pag-init, ang mga bloke ay nakakalkula sa gastos ng kanilang sariling gasolina, at ang paglamig ay ibinibigay ng temperatura ng susunod na seksyon.
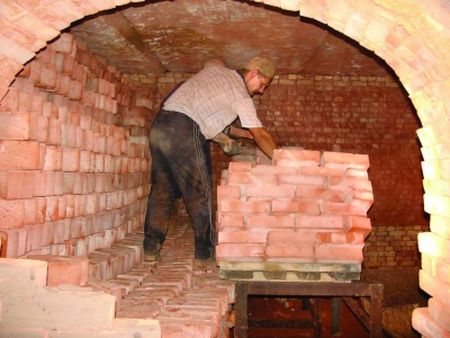
Nagpaputok kami ng mga brick sa bahay
Kung tumabi ka mula sa malalaking dami ng paggawa sa mga pabrika ng brick at iniisip ang tungkol sa mas maliit na dami ng produksyon, posible na ayusin ang pagpapaputok ng mga ceramic brick sa bahay. Upang masunog ang isang brick sa kaunting dami, kakailanganin mo ang isang ordinaryong bariles ng metal na may kapasidad na 200 hanggang 250 liters. Dati, kinakailangan upang gupitin ang mga ilalim dito sa magkabilang panig.
Maaari ring maisagawa ang pag-apoy gamit ang apoy.Upang gawin ito, kailangan mong maghukay ng butas na kalahating metro ang lalim, at mag-install ng isang bariles sa itaas nito, itinaas sa itaas ng gilid ng butas sa taas na mga 20 cm. Sa isang lugar kung saan walang mas mababang ilalim, kinakailangan upang iakma ang mga suporta sa anyo ng mga tungkod o isang metal na rehas na bakal. Kinakailangan ito upang may batayan para sa pag-iimbak ng mga brick sa loob ng bariles.
Matapos punan ang bariles ng mga brick, takpan ang itaas na bahagi ng takip upang mabawasan ang pagkawala ng init. Ang pagpapaputok ay tumatagal ng humigit-kumulang 20 oras, depende sa likas na katangian ng luwad na komposisyon na ginamit sa brick. Posibleng sunugin ang mga brick gamit ang gas, ngunit tulad ng nabanggit sa itaas, ang kakayahang kumita ng ekonomiya ay nakasalalay sa uri ng gasolina.
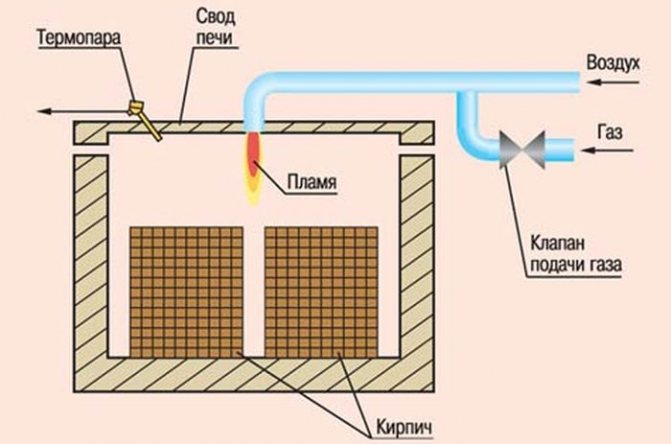
Diagram ng isang pugon para sa pagpapaputok ng mga brick na may gas
Inirerekumenda namin ang mga artikulong ito:
Ano ang pinakamahusay na matris para mabili ng mga brick ng Lego?
Paano pumili ng isang manu-manong brick press?
Mga tampok ng multistage na proseso ng pagpapaputok ng mga ceramic brick sa isang lagusan ng lagusan
Ang pagdaragdag ng tulin ng konstruksyon at kumpetisyon sa pagitan ng mga tagagawa ng mga materyales sa gusali sa merkado ng Uzbek ay kinakailangan upang madagdagan ang dami at mapabuti ang kalidad ng mga brick ng gusali. Ang solusyon sa problemang ito ay maaaring makamit sa pamamagitan ng pagpapabuti ng control system para sa mga teknolohikal na proseso ng pagpapatayo, pagpapaputok, at ang ikot ng produksyon para sa paggawa ng mga brick. Nasa panahon ng pagdaan ng pagpapaputok at pagpapatayo na nabuo ang mga katangian ng produkto, na tumutukoy sa kalidad ng produkto. Kabilang dito ang parehong sinusukat na mga tagapagpahiwatig ng mekanikal at hydrophysical (lakas, paglaban ng hamog na nagyelo at pagsipsip ng tubig) at mga depekto sa paningin (bitak, natutunaw, nasusunog). Ang pag-litson at pagpapatayo ay dapat isaalang-alang bilang multistage heat at mass transfer na proseso, na sinamahan ng mga pagbabago sa phase at kemikal ng mga hilaw na materyales.
Ang teknolohikal na proseso, ang paggawa ng mga brick ay isinasagawa pangunahin sa mga oven ng tunel, nailalarawan sa pamamahagi ng temperatura ng madulas na daluyan (patlang ng temperatura) at pagkarga ng mga produkto, ang kawalang-tatag ng mga katangian ng semi-tapos na produkto, pati na rin ang imposible ng pagkontrol sa mga pag-aari ng ceramic na materyal sa panahon ng mahaba (hanggang 120 oras) na manatili sa real time. Ang kakulangan ng mga napatunayan na rekomendasyon para sa pagpili ng pinakamainam na patlang ng temperatura, isinasaalang-alang ang mga tagapagpahiwatig ng kalidad ng tapos na produkto, mga pagbabago sa mga pag-aari ng mga daloy ng materyal na input, ang estado ng kagamitan na pang-teknolohikal, kinakailangan ang paglikha ng isang modelo ng matematika ng proseso, nito pag-optimize at pagpapabuti ng awtomatikong control system.
Paglikha ng isang control system para sa proseso ng pagpapaputok ng mga ceramic brick sa isang lagusan ng lagusan, na nag-aambag sa pagpapabuti ng kalidad ng mga natapos na produkto sa pamamagitan ng pag-iwas sa mga emerhensiya, na nagpapakilala ng mga pre-emptive na pagkilos na nakuha bilang isang resulta ng paghula ng mga katangian ng mga produkto at pagtukoy ng pinakamainam na temperatura larangan sa mga kondisyon ng kawalang-tatag ng isang semi-tapos na produkto.
Ang isang tunel na hurno ay isang tuloy-tuloy na pag-install ng pag-init kung saan ang singil ng mga produkto ay gumagalaw kasama ang isang mahabang rekord ng pagpaputok ng rectilinear patungo sa carrier ng init. Ang paggalaw ng mga produkto sa pamamagitan ng pugon ay nangyayari dahil sa pagtulak ng isang bagong kotse sa nasusunog na channel pagkatapos ng isang tiyak na oras, na tinatawag na agwat ng pagtulak. Ang mekanismo na nagtutulak ng mga kotse ay tinatawag na isang pusher. Sa pasukan at exit, ang pugon ay nilagyan ng mga kurtina ng makina upang maalis ang pagsipsip ng hangin sa firing channel. Sa pagitan ng kurtina sa pasukan at ng zone ng pag-init ay mayroong isang prechamber na isang haba ng karwahe. Ang tampok na disenyo ng pugon na ito ay dinisenyo upang maiwasan ang paglabag sa rehimen ng temperatura ng pugon kapag pinipilit ang mga bagong produkto. Ang kotse ay unang itinulak sa prechamber, habang ang kurtina sa pagitan nito at ng pagpainit ay ibinaba. Matapos isara ang papasok, ang outlet na kurtina ng prechamber ay itinaas at ang kotse ay itulak nang direkta sa channel ng pugon.
Ang channel ng hurno ay ayon sa hinati na nahahati sa mga posisyon, ang haba nito ay katumbas ng haba ng kotse ng hurno, iyon ay, ang bilang ng mga posisyon ay katumbas ng bilang ng mga kotse na pinaputok.
Kapag pumipili ng uri ng pagsingil, isinasaalang-alang ang disenyo at sukat ng firing channel, ang uri ng mga produkto, ang gasolina at ang pamamaraan ng pagkasunog nito, at ang disenyo ng kagamitan sa burner.
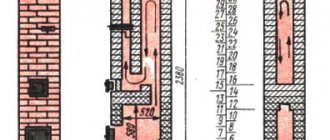
Ang diagram ng istruktura ng paggawa ng mga ceramic brick ay maaaring kinatawan bilang isang kadena ng magkakaugnay na mga teknolohikal na proseso (yugto). [1] Larawan isa

Fig. 1. I-block ang diagram ng paggawa ng mga ceramic brick
Ang layout ng singil. Ang mga sangkap ng hilaw na materyal ng pagsingil (mga paghahalo ng mga clay at impurities, na halo-halong sa ilang mga ratio) ay inihatid sa imbakan ng luad, mula sa kung saan inililipat sila ng isang grab crane sa mga hopper ng mga indibidwal na feeder ng kahon, na nagsasagawa ng pare-parehong pagpapakain at volumetric dosis ng mga bahagi ng singil. Ang dosis ay kinokontrol ng pagtaas ng taas ng mga pintuan at ang bilis ng mga feeder belt, na kinakalkula sa isang tiyak na paraan.
Ang mga dosed na bahagi ng pagsingil ay pinakain sa pandurog ng kutsilyo, kung saan sila ay paunang durog. Pagkatapos ang singil ay dumaan sa yugto ng pagproseso, na nagaganap sa kaukulang workshop. Naglalaman ito ng mga runner para sa wet grinding, roller mills para sa magaspang at pinong paggiling, mga mixer ng luad. Sa mga nagpapatakbo ng wet paggiling, paggiling, paghahalo, paggiling, pamamasa ng singil sa tubig, pagdurog at pagtulak nito sa mga plato na may mga butas na naka-install sa paggiling zone ay nagaganap. Ang maximum na laki ng maliit na butil ng batch pagkatapos ng mga runners ay 50mm. Ang pan mixer, na naka-install sa ilalim ng mga runner, pinapakain ang singil sa isang conveyor ng sinturon, na inihahatid sa roller mill. Isinasagawa nito ang pangunahing paggiling at paggiling ng singil. Bilang isang resulta ng pagproseso na ito, ang laki ng maliit na butil ay hindi hihigit sa 3-5 mm. Matapos ang paunang paggiling, ang singil ay pinakain ng isang conveyor ng sinturon sa pangalawang roller mill. Ang mga proseso na nagaganap dito ay katulad ng sa nakaraang patakaran ng pamahalaan, ngunit ang maximum na laki ng mga particle ng pagsingil ay 1mm na. [2]
Pagkatapos ng naturang pagproseso, ang singil ay pumapasok sa timpla ng luad. Dito nagaganap ang masinsinang paghahalo, homogenization at karagdagang pamamasa ng singil sa isang naibigay na kahalumigmigan sa paghubog. Sa taglamig, kung kinakailangan, ang ceramic mass ay pinainit ng singaw. Sa silid ng panghalo ng luad, ang singil ay siksik at pinindot sa mga butas sa rehas na bakal. Pagkatapos ay ipinakain ito sa feeder, at mula doon - para sa paghubog sa isang worm vacuum press.
Bumubuo. Ang ceramic mass ay lumilipat sa labangan ng bloke, kung saan ito ay steamed at itinulak ng mga blades sa transitional part. Sa loob nito, ang mga blades, pinalitan ng isang sistema ng mga bulate, itulak ang nakahandang masa sa pamamagitan ng mga butas ng tapered outlet. Pinutol ng mga kutsilyo ang masa sa mga plato, na kung saan ay pinakain sa silid ng vacuum para sa pagkasira ng katawan. Mula doon, sa pamamagitan ng mga roll ng feed, ipinasok nila ang silid ng bulate, kung saan ang isang hanay ng mga bulate ay itinulak sa pamamagitan ng tagapagsalita na naka-mount sa pindutin ang ulo. Kaya, ang isang bar ay nakuha sa anyo ng isang tuluy-tuloy na strip. [3]
Pagputol. Sa loob ng tagapagsalita, ang mga core ay naka-mount sa isang espesyal na bracket, na nabubuo sa pamamagitan ng mga butas sa bar. Ang isang tuluy-tuloy na strip ng timber ay pinutol sa mga hilaw na materyales - mga produkto na nakasalansan sa mga pagpapatayo ng kotse at pinakain sa mga tunnel dryer.
Pagpapatayo. Ang coolant ay ang hangin na nagmumula sa paglamig ng zone ng lagusan. Ang paayon na sirkulasyon ng coolant sa mga sistema ng dryer ay ibinibigay ng mga tagahanga ng tambutso na nag-aalis ng ginugol na coolant. Ang pagsasaayos ng dami nito ay isinasagawa sa tulong ng mga damper na naka-mount sa kisame ng dryer. Ang bahagi ng coolant ay kinuha mula sa dryer ng mga mobile na tagahanga, na nagpapalipat-lipat nito sa nakahalang direksyon ng mga channel ng unit, pantay na pamumulaklak ng hilaw na materyal.Ang pagpapatayo ay idinisenyo upang alisin ang labis na kahalumigmigan mula sa hilaw na materyal, bilang isang tagapagpahiwatig na kung saan ay ang kaugnay na natitirang nilalaman ng kahalumigmigan ng hilaw na materyal sa outlet ng yunit. Ayon sa mga teknolohikal na regulasyon ng produksyon, ang halaga ng variable na ito ay nasa saklaw na 1.5-3%. [apat]
Ang mga trolley na may tuyong hilaw na materyal ay hinihila mula sa dryer at ipinadala sa base ng transshipment. Dito inililipat ang hilaw na materyal sa mga sasakyan ng hurno. Ang istraktura na nakuha bilang isang resulta ng operasyon na ito ay tinatawag na setting ng brick. Ang mga kargadong kotse ay inililipat sa hurno, kung saan sila pinaputok.
Ang proseso ng pagpapaputok ay ang huli at pinakamahalaga sa paggawa ng mga brick, dahil sa panahon ng prosesong ito na ang mga pag-aari ng mga produkto na tumutukoy sa konsepto ng "kalidad" ay nabuo sa wakas. Kasama dito ang parehong sinusukat na mga tagapagpahiwatig ng mekanikal at hydrophysical (lakas, paglaban ng hamog na nagyelo at pagsipsip ng tubig, atbp.) At mga depekto sa paningin (mga bitak, pagkatunaw, burnout, atbp.).
Ang siklo ng pagpapaputok ay binubuo ng mga panahon ng pag-init, hawak sa lugar ng mataas na temperatura (sintering) at paglamig, ang bawat isa sa mga panahong ito ay nailalarawan sa ilang mga proseso ng physicochemical na nagaganap sa ceramic mass. Ang pangwakas na mga katangian ng mga produkto ay nakasalalay sa kawastuhan ng mga prosesong ito, kung saan kinakailangan upang sumunod sa malinaw na mga kinakailangan para sa temperatura ng rehimen at ang tagal ng pagpapaputok sa bawat posisyon ng pugon.
Kaya, ang hurnong tunnel ay ayon sa kombensyonal na nahahati sa 3 mga zone: pag-init, pag-ihaw at paglamig. Inilaan ang zone ng pag-init para sa pangwakas na pagpapatayo ng mga produkto at ang kanilang pag-init sa temperatura ng madulas na daluyan ng firing zone. Ang zone ng pag-init ay binubuo ng tatlong mga seksyon. Sa una, na matatagpuan pagkatapos ng prechamber, ang pagpapatayo ng hilaw na materyal ay nagsisimula sa mga bagong ipinakilala na mga kalan ng hurno na may init ng mga tambutso na tambutso, na nakapasa na sa iba pang mga seksyon ng zone na ito (Larawan 1). Sa pangalawang seksyon, sa magkabilang panig ng channel, may mga bukana para sa flue gas outlet mula sa pugon. Sa ikatlong yugto, ang mga produkto ay pinainit na may mga gas na tambutso at mga produktong pagkasunog ng gasolina na nagmula sa firing zone.
Ang firing zone ay nahahati sa dalawang seksyon: maliit at malaking sunog. Sa maliit na lugar ng sunog, ang semi-tapos na produkto ay masidhing pinainit ng init ng mga gas na tambutso na nagmula sa malaking lugar ng sunog, pati na rin sa init ng gasolina na sinunog sa mga burner ng lugar na ito. Ang mga burner ay naka-grupo sa mga grupo ng burner na matatagpuan sa bawat posisyon ng firing zone. Sa isang zone ng mataas na sunog, ang mga produkto ay pinapanatili sa maximum na temperatura.
Ang paglamig ng zone ay ayon sa pagkakaugnay sa mabilis at huling paglamig ng mga zone. Ang panlabas na hangin ay ibinibigay sa paglamig zone sa pamamagitan ng isang pambungad sa bubong at mga channel sa outlet ng pugon ng isang espesyal na naka-install na fan. Ang naka-supply na hangin sa lagusan mula sa kapaligiran ay gumagalaw kasama nito, pinapalamig ang brick. Ang mga butas ay ginawa sa magkabilang dingding ng paglamig ng zone, kung saan ang pinainit na hangin ay inalis mula sa firing channel patungo sa pagpainit na channel, at pinilit sa dryer.
Panitikan:
- Ladanyuk A.P., Tregub V.G., Kishenko V.D. Pamamahala ng mga teknolohikal na kumplikado sa mga sistemang isinama sa computer // Mga Suliranin ng Pamamahala at mga Informatic. - 2002. - Hindi. 2.
- Yaroshchuk I.V., Ostapenko Yu.A. Pang-eksperimentong pag-aaral ng mga brick na nagpapaputok sa isang lagusan ng lagusan upang lumikha ng suporta sa matematika para sa control system. gawa ng VIII international. pang-agham at panteknikal conf. "Ang mekanikal na engineering at technosfir sa pagsisimula ng XXI siglo." - Volume Z. - Donetsk: DonSTU, 2001.
- Mga regulasyong pang-teknolohikal para sa paggawa ng mga ceramic bato at brick sa halaman ng mga ceramic wall material. Naaprubahan direktor ng halaman ng mga materyales sa gusali. - K., 1994 .-- 63 p.
- Mga keramika sa pagbuo ng makina / Garshin A.P., Gropyanov V.M., Zaitsev G.P., Semenov S.S. - SPb: GTU, 1997. - 726 p.
Ano ang kailangan mo upang bumili ng isang brick hurno
Kung sa tingin mo tungkol sa pagsisimula ng isang negosyong ceramic brick, kung gayon kailangan mong isaalang-alang ang mas malubhang mga pagpipilian kaysa sa pagsunog ng mga bonfires sa bakuran. Kung napagpasyahan mong bumili ng isang mini oven ng brick, pagkatapos ay kailangan mong piliin ang pinakaangkop na pagpipilian. Ito ay nagkakahalaga ng pag-iisip tungkol sa kung anong mga volume ang pinlano na gawin, dahil ang bawat pugon ay may sariling kakayahan.
Gayundin isang mahalagang punto ay upang pumili ng isang kalan na may angkop na uri ng gasolina, dahil sa ating oras ng mabilis na pagbabago sa mga presyo ng enerhiya, ang isyung ito ay nangangailangan ng seryosong pagsasaalang-alang. Ito ay nagkakahalaga ng isasaalang-alang ang pagiging posible ng pagbili ng isang hurno na may mas mataas na kapasidad kung may mga plano upang madagdagan ang produksyon.
Kapag nalutas ang mga katanungan sa pangunahing katangian, kinakailangang piliin ang naaangkop na bersyon ng modelo at simulang maghanap ng mga pagpipilian para sa isang pagbili ng bargain. Ang presyo ng isang hurno ng brick mula sa iba't ibang mga dealer at nagbebenta ay maaaring magbagu-bago, kaya hindi na kailangang magmadali. Karamihan sa mga kinatawan na nagbebenta ng mga produktong ito ay hindi naglalagay ng mga presyo sa pampublikong domain, kaya't kailangan mong magsikap upang makahanap ng napakahusay. Ngunit ang resulta ng pagtipid ay maaaring kawili-wiling lumampas sa lahat ng mga inaasahan!
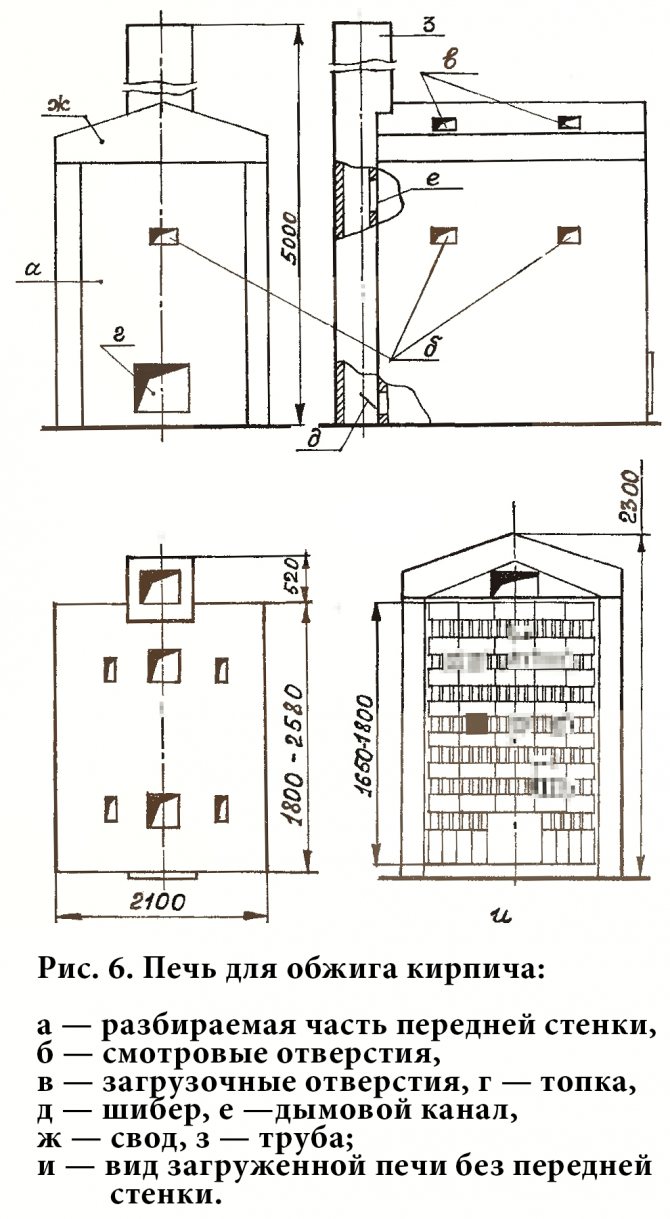
Isang pamamaraan ng pagpapaputok ng mga brick at isang aparato para sa pagpapatupad nito
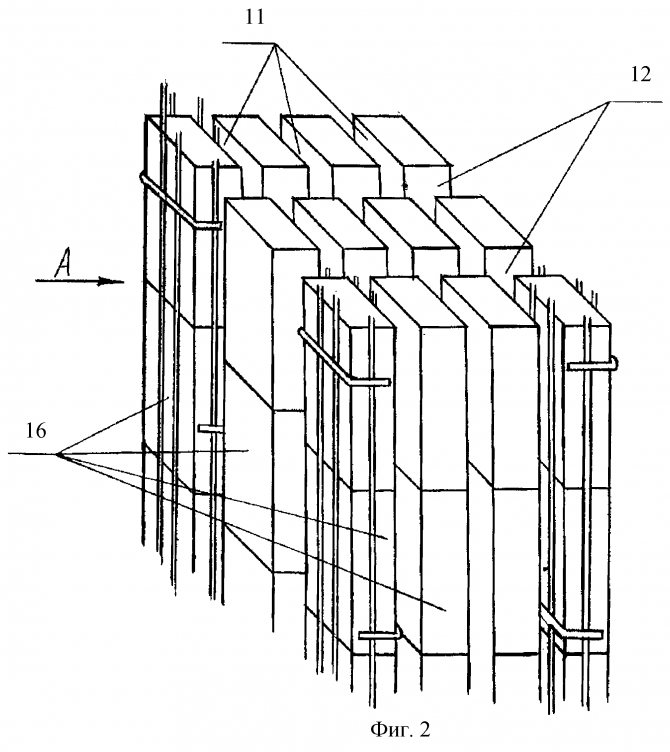
Ang pag-imbento ay may kaugnayan sa paggawa ng mga brick at pagbuo ng mga keramika. EPEKTO: pagdaragdag ng tindi ng proseso, pagtiyak sa pagkakapareho ng pagpapaputok at pagpapabuti ng kalidad ng mga produktong nakuha. Ang setting ng ladrilyo ay nabuo sa pamamagitan ng sunud-sunod na paglalagay ng isang produkto sa tuktok ng isa pa kasama ang pagbuo ng dalawang kabaligtaran na mga mukha ng haligi na may mga solidong ibabaw ng mga produkto. Ang mga haligi ng mga produkto ay inilalagay na may pagbuo ng mga puwang sa pagitan ng nabanggit na mga gilid ng mga haligi na sapat para sa libreng paggalaw ng coolant. Ang mga brick ay pinaputok sa isang hurno ng baras. Sa pagpapaputok na channel ng pugon, naka-mount ang mga patayong patnubay, nakaayos sa mga pangkat sa anyo ng isang hanay ng mga gabay na channel na magkakalayo sa isa't isa. Ang mga mapagkukunan ng coolant ay inilalagay sa mga puwang sa pagitan ng mga channel ng gabay at ang coolant ay pinakain sa mga puwang sa pagitan ng mga gilid ng ram ng mga produkto. 2 sec at 12 p.p. f-ly, 10 may sakit.
Teknikal na LARANGAN Ang pag-imbento ay nauugnay sa industriya ng mga materyales sa gusali at maaaring magamit sa paggawa ng mga brick at ilang iba pang mga ceramic na produkto, lalo na sa teknolohikal na proseso ng pagpapaputok. Ang pag-imbento ay nalalapat sa lahat ng mga uri ng brick at ceramic bato na may hugis ng isang hugis-parihaba na parallelepiped, pati na rin ang isang hugis na malapit dito.
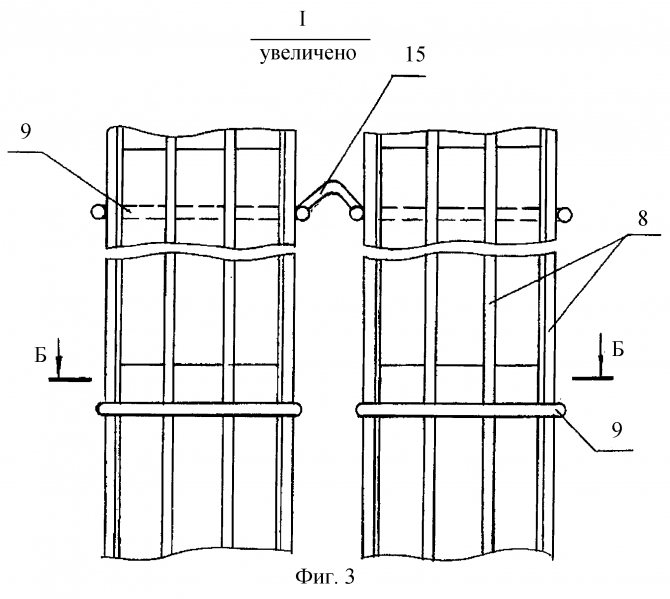
BACKGROUND ART Ang pinakalawak na kilalang mga pamamaraan para sa pagpapaputok ng mga brick sa mga ring ng tunnel at lagusan. Gayunpaman, ang kawalan ng naturang mga hurno ay ang hindi pantay na pagpapaputok ng mga nakasalansan na brick, masalimuot na produksyon, pagkalugi sa init, pagkakaroon ng mga espesyal na cart para sa paglipat ng karga ng mga produkto. Kamakailan lamang, ang mga patayong tuluy-tuloy na hurno ay laganap: baras at puwang, na may gumagalaw na materyal at hindi gumagalaw na mga teknolohikal na sona. Ang proseso ng teknolohikal sa mga patayong hurno ay nakadirekta mula sa itaas hanggang sa ibaba, na naging posible upang magamit ang paggalaw ng mga produkto sa ilalim ng kanilang sariling timbang at ibukod ang mga espesyal na sasakyan para sa paglipat ng mga produkto sa pamamagitan ng pugon. Bilang karagdagan, ang patayong disenyo ng hurno ay ginagawang posible upang mailapit ang mga mapagkukunan ng init sa mga pinaputok na produkto, na humantong sa pagtaas ng thermal na kahusayan ng proseso at pagbawas sa oras ng pagpapaputok. Samakatuwid, ang mga patayong oven ay mas mababa sa pag-ubos ng materyal, at ang pamamaraan ng pagpapaputok sa mga naturang hurno ay mas mabilis, mas produktibo at matipid. Mayroong isang kilalang pamamaraan ng pagpapaputok ng mga ceramic na produkto (patent para sa pag-imbento 2110027, RF, klase F 27 B 1/00 , F 27 B 9/14, lathala. 04/27/1998), kung saan sunud-sunod na pinakain ang mga produkto sa pugon ng isang pusher mula sa press.Ang mga produkto ay inililipat kasama ang isang spiral path, na itinakda ng isang spiral single-turn roller table, mula sa itaas hanggang sa ibaba sa pamamagitan ng mga pagpainit, pagpapaputok at mga paglamig na mga zone. Ang channel ng paggalaw ay nabuo ng isang cylindrical gap sa pagitan ng mga pader ng pugon ng coaxally na matatagpuan (panloob at panlabas). Ang pagpainit ng mga brick sa firing zone ay isinasagawa sa pamamagitan ng mga gas burner na matatagpuan sa panlabas na pader ng pugon. Ang pamamaraang ito ay nagbibigay ng isang mataas na pagiging produktibo ng proseso, ngunit nangangailangan ng mga espesyal na kagamitan. Bilang karagdagan, ang hawla ng mga brick, na kung saan ay mga produkto na inilatag sa ibabaw ng bawat isa mamatay sa die (ie kama sa kama), ay hindi nagbibigay ng pare-parehong pag-access ng carrier ng init sa buong ibabaw ng produkto, na humantong sa hindi pantay na pagpapaputok ng ang produkto sa dami nito. ceramic na mga produkto sa isang patayong pugon (patent para sa pag-imbento 2098384, RU, klase C 04 B 33/32, F 27 B1 / 00, lathala. 10.12.1997), kasama ang supply ng coolant sa hawla sa pahalang na direksyon ng maraming nabuong layer-by-layer at nakadirekta sa bawat isa sa pamamagitan ng mga stream na nagtatagpo sa gitna ng hawla, gumagalaw ng isang hakbang pataas at pagkatapos ay lumihis mula sa gitna sa mga kabaligtaran na direksyon. Sa kasong ito, ang pag-iimpake ng mga produkto ay ginaganap sa isang paraan na ang mga paghahalili sa taas ng mga hilera ng mga brick na naka-install sa gilid ng kutsara at sa mamatay ay nagaganap dito. Ang layout ng hawla ng mga brick na naka-install sa gilid ng kutsara ay hindi nagbabago at inuulit sa isang hilera sa taas. Nagbibigay ito sa pamamagitan ng mga channel para sa pagpasa ng coolant. Ang setting ng mga hanay ng mga brick na inilatag sa block ay nagbabago. Sa unang bersyon, mayroong isang channel para sa pagpasa ng coolant, at dumadaan ito sa gitna ng hilera, na hinahati ang hilera sa dalawang pantay na bahagi. Sa pangalawang bersyon, nabuo ang dalawang mga channel sa gilid, na matatagpuan sa pagitan ng singil at ng kabaligtaran na dingding ng pugon, kung saan katabi ang mga hurno. Ang nabanggit na paggalaw ng layer-by-layer ng coolant ay dumadaloy sa mga channel na nabuo ng isang tiyak na pag-aayos ng mga produkto sa mga hilera ay paulit-ulit na maraming beses, tulad ng paghahalili ng mga hilera sa hawla. Tinitiyak nito ang pantay na pamamahagi ng coolant at hangin para sa mga lumalamig na produkto kasama ang taas ng stack. Ang mga hilaw na brick ay nai-load nang manu-mano o ng isang awtomatikong makina. Ang paggalaw ng hawla ay maaaring maging tuloy-tuloy o pana-panahon pagkatapos ng isang tiyak na tagal ng panahon. Ang buong hawla ng mga brick ay gaganapin at inililipat ng isang espesyal na aparato. Ang bentahe ng naimbento sa itaas ay upang mapabuti ang kalidad ng mga produkto sa pamamagitan ng pagtiyak sa pagkakapareho ng pagpapaputok, gayunpaman, ang hawla ng mga produkto ay may isang kumplikadong istraktura at nangangailangan ng isang espesyal na aparato para sa paglipat. Ang pinakamalapit sa inaangkin na imbensyon ay isang pamamaraan ng pagpapaputok ng mga produktong ceramic sa pader sa isang patayong pugon (patent para sa pag-imbento 2031340, RF, klase F 27 B 1/00, lathalain. 03/20/1995, bulletin 8), na ay isang teknolohiyang pag-ikot na nagsasama ng paglo-load ng mga produkto sa pamamagitan ng layer-by-layer na mekanismo ng paglo-load mula sa tuktok ng hurno, magkasabay na paggalaw pababa sa isang hilera ang buong singil kasama ang firing channel at layer-by-layer batch na pagdiskarga ng mga natapos na produkto mula sa ilalim ng katawan. Ang mga produkto ay nai-load sa anyo ng mga haligi na may isang seksyon ng 250x250. Kapag nagpapaputok ng mga produkto sa mga nozel, sinusunog ang gasolina, at sa pamamagitan ng mga aparatong pamamahagi ng gas, ang nagresultang coolant ay umalis sa mga puwang at naghuhugas ng hawla. Ang disenyo ng hawla ay gumaganap ng isang mapagpasyang papel kapwa sa proseso ng pagpapalitan ng init sa pagitan ng mga produkto at daloy ng gas, at sa pagkalat ng init sa katawan ng brick. Ang hindi pantay na pag-init ng produkto, lalo na sa ilalim ng mga kundisyon ng mabilis na pagbaril, ay humahantong sa paglitaw ng warpage at pagpapapangit ng produkto, na nangangahulugang isang pagbawas sa kalidad ng natapos na produkto. Dahil dito, ang hawla ay dapat magbigay ng kaunting paglaban sa paggalaw ng mga gas at hangin, itaguyod ang pinaka-pare-parehong pamamahagi ng apoy sa seksyon ng pugon channel, maging matatag at sa parehong oras na maginhawa para sa paglo-load at pag-aalis ng mga brick.Ang hawla ay perpekto sa paggalang ng thermal engineering, kung saan naka-install ang mga produkto upang ang maximum na posibleng lugar sa ibabaw ng produkto ay malaya at pantay na hugasan ng coolant. Sa solusyon ayon sa patent 2031340, ang bawat haligi ng hawla ay nabuo ng mga hilera ng brick na naka-install sa tuktok ng bawat isa sa pagbuo ng isang seksyon 250x250, ibig sabihin ... maraming mga produkto sa bawat hilera ng haligi. Sa bersyon na ito ng disenyo ng hawla, may mga puwang ng labyrinthine para sa pagpasa ng coolant, na nagpapahirap sa pag-access ng coolant sa mga produkto. Bilang isang resulta, bumababa ang tindi ng pagpapaputok, ang oras na kinakailangan para sa sapat na pag-init ng mga produkto ay tumataas, at, bilang karagdagan, hindi natitiyak ang pare-parehong pagpainit ng mga produkto sa loob ng hawla. Ang isang patayong pugon para sa pagpapaputok ng mga ceramic na produkto ay kilala (patent para sa pag-imbento 2023965 , RF, klase F 27 V 1/00, lathalaing 30.11.1994, bulletin 22), na naglalaman ng mga patayong pagpapaputok ng mga channel na nabuo ng mga patayong pader na gawa sa materyal na lumalaban sa init, nakakarga at nag-aalis ng mga mekanismo na matatagpuan sa frame ng pugon, ayon sa pagkakabanggit, sa itaas ng pumasok at sa ibaba ng mga seksyon ng outlet ng mga channel ng pagpapaputok. Sa mga puwang sa dingding sa pagitan ng mga katabing seksyon ng pugon, may mga aparato ng burner at channel para sa pagbibigay ng hangin para sa mga produkto ng pagkasunog at paglamig, pati na rin ang mga channel para sa pag-alis ng pinainit na mga gas at tambutso. Ang seksyon ng pumapasok ng channel ng pagpapaputok ay selyadong at ang mga pagpapaputok at paglamig ng mga zone ay pinaghihiwalay ng umiikot na mga damper na puno ng spring. Bilang mga elemento ng mekanismo para sa pagdiskarga ng natapos na mga produktong ceramic, ginagamit ang mga haydrolyang silindro, rotary clamp at isang belt conveyor. Ang pugon ay inuri bilang isang patayong puwang ng pugon at mayroong lahat ng mga pakinabang ng mga puwang ng pugon na nakalista sa itaas. Bilang karagdagan, ang pugon ay nagpapatupad ng isang mabisang radiation-convective firing mode, kung saan ang mga produkto ay pinainit ng daloy ng mga gas na tambutso at thermal radiation mula sa microflakes at mga dingding ng mga burner. Gayunpaman, ang pugon ay binubuo ng maraming mga seksyon na naglalaman ng isang patayong pagpapaputok ng channel at pinaghiwalay ng mga pader na gawa sa materyal na lumalaban sa init, na nagsasalita ng mataas na pagkonsumo ng materyal. Ang disenyo ng hawla sa pugon na ito ay isang haligi ng mga produktong nakasalansan nang maayos sa tuktok ng bawat isa, na nagpapahiwatig ng pagkakaroon ng maliliit na puwang sa pagitan ng mga produkto sa hawla, na kung saan, nakakaapekto sa pagkakapareho ng pag-init ng mga produkto, at samakatuwid ang kalidad ng mga produktong nakuha. ang aparato ay nagpatibay ng isang patayong pugon (patent para sa pag-imbento 2031340, RF, klase F 27 B 1/00, publication. 03/20/1995, bull. 8), naglalaman ng isang patayong hugis-parihaba na katawan na may pag-init , pagpapaputok at paglamig ng mga zone, pahalang na mga pagkahati na may mga bintana, pag-load at pag-unload ng mga aparato, supply ng gas at outlet box, pag-load ng mga produkto, na inilalagay na may isang puwang sa mga bintana ng mga partisyon at isang hanay ng mga haligi na may isang seksyon ng 250x250 mm. Upang mapabuti ang regulasyon ng proseso ng pagpapaputok, ang pugon ay nilagyan ng dumadaloy na mga tangke na may tubig na matatagpuan sa pagpainit at paglamig ng zone at konektado sa bawat isa, at ang mga aparatong pamamahagi ng gas ng pugon ay ginawa sa anyo ng mga hugis-parihaba na mga seksyon ng tubo na inilatag kapwa intersecting pahalang na mga hilera, na sumasakop sa pag-load ng mga produkto na may mga break sa mga puntos ng intersection para sa exit Ang mga tampok na disenyo sa itaas ng pugon ay ginagawang posible upang medyo mapabuti ang pagkakapareho ng pagpapaputok, subalit, ang pag-aayos ng mga produkto sa isang hawla sa anyo ng ang mga haligi ng 250x250 na laki ay naglilimita sa pag-access ng coolant sa ibabaw ng mga produkto sa loob ng haligi. sabay-sabay na pagpapaigting ng proseso ng pagpapaputok. Ang problema ay nalutas ng katotohanang sa pamamaraan ng pagpapaputok ng mga brick sa isang shaft furnace,kabilang ang paglo-load ng mga produkto mula sa tuktok ng katawan ng pugon na may pag-install sa isang singil, na ginawa sa anyo ng isang hanay ng mga haligi ng produkto na pantay na ibinahagi sa dami ng pugon, kasabay na paggalaw ng singil sa kahabaan ng firing channel, na nagbibigay ng coolant sa mga puwang sa pagitan ng mga haligi at pag-aalis ng mga natapos na produkto mula sa ilalim ng pugon, ayon sa inaangkin na imbensyon, ang bawat haligi ng pagkarga ay nabubuo ng sunud-sunod na pag-install ng isang produkto sa isa pa na may pagbuo ng dalawang kabaligtaran na mga mukha ng haligi ng mga ibabaw ng ram ng ang mga produkto, ang mga haligi ng mga produkto ay inilalagay sa channel ng pagpapaputok na may pormasyon ng mga puwang sa pagitan ng mga nasabing haligi ng mga haligi na sapat para sa libreng paggalaw ng coolant, at ang coolant ay ibinibigay sa mga puwang na patayo sa mga gilid na nabuo ng mga ibabaw ng ram ng mga produkto. Ang teknikal na resulta, katulad ang pagkakapareho ng mga produktong pagpapaputok, ay nakakamit sa pamamagitan ng pagtaas ng libreng ibabaw para sa pantay na pag-access ng carrier ng init. Ang nasabing pagtaas ay naging posible dahil sa iminungkahing istraktura ng cage ng produkto. Sa na-claim na pamamaraan, ang bawat brick ay naka-install sa isang paraan na ang mga gilid ng produkto, ang pinakamalaking sa ibabaw na lugar, ibig sabihin ang mga namatay ay malayang hinuhugasan ng coolant. Sa kasong ito, sa isang tukoy na kaso ng pagpapatupad ng iminungkahing pamamaraan, ang mga brick ay naka-install na "na may isang poke sa isang poke", at sa isa pa - "na may isang kutsara sa isang kutsara". Ang poke ay ang pinakamaliit na mukha ng brick, samakatuwid, mas mabuti na ipatupad ang pamamaraan sa pag-install ng mga produktong "poke on poke". Sa anumang kaso ng pagpapatupad ng pamamaraan, ang isang kailangang-kailangan na kondisyon ay ang pagbuo ng dalawang kabaligtaran ng mga haligi na may solidong ibabaw ng mga produkto, samakatuwid, ang mga solidong gilid ng produkto, na mayroong pinakamalaking lugar sa ibabaw, sa anumang kaso ng pagbuo ng mga haligi ng hawla ay mananatiling libre at bukas para sa pag-access sa coolant. ang mga puwang sa pagitan ng mga gilid ng mga katabing haligi na nabuo ng mga solidong ibabaw ng mga produkto ay mula 10 hanggang 40 mm, at ang mga puwang sa pagitan ng mga gilid na patayo sa sinabi ng mga mula 20 hanggang 80 mm. Ginagamit ang mga puwang upang matiyak ang libreng pag-access ng coolant sa mga produkto. Gayunpaman, kapag ang laki ng mga puwang sa pagitan ng mga gilid na nabuo ng mga solidong ibabaw ng mga brick ay higit sa 40 mm at ang laki ay higit sa 80 mm, para sa mga puwang sa pagitan ng mga gilid na patayo sa nabanggit sa itaas, kinakailangan ng sapat na stress ng temperatura para sa pagpapaputok ay hindi ibinigay. Kapag ang laki ng mga puwang sa pagitan ng mga ibabaw ng dummy ng mga brick ay mas mababa sa 10 mm, imposibleng mailagay ang mga elemento ng clamping ng mekanismo ng pag-aayos sa kanila upang hawakan ang mga haligi ng mga produkto habang inaalis. Ang laki ng mga puwang sa pagitan ng mga gilid patayo sa mga die ibabaw ng mga produkto, mas mababa sa 20 mm, ay hindi papayagan ang paglalagay ng mga mapagkukunan ng thermal enerhiya ng pagpapaputok at mga gas exhaust device sa kanila. Sa pagkumpleto ng paggalaw ng mga haligi ng ang mga produkto sa channel ng pagpapaputok ng isang halagang katumbas ng laki ng produkto kasama ang taas ng haligi, ang mga produkto ay ibinaba. Isinasagawa ang pagkarga sa pagkakasunud-sunod, at pauna, ang bawat produkto ay naayos sa isang hilera na mas mataas kaysa sa na-unload. Ang layunin ay nakamit din sa pamamagitan ng ang katunayan na ang isang baras ng hurno para sa pagpapaputok ng mga brick na naglalaman ng isang firing channel, isang nakakabit na aparato na naka-install sa itaas ng itaas na pagbubukas ng hurno, isang aparato na matatagpuan sa ilalim ng mas mababang pagbubukas ng paghuhugas ng hurno, kabilang ang mekanismo ng pag-aayos ng singil at isang mekanismo para sa pagbaba at pag-aalis ng mga produkto, mga mapagkukunan ng thermal enerhiya para sa pagpapaputok, na matatagpuan sa channel ng pagpapaputok at mga aparato ng gas na naubos, ayon sa sa inaangkin na imbensyon, ang pugon ay nilagyan ng mga patayong patnubay na naka-mount sa firing channel, na nakaayos sa mga pangkat sa anyo ng isang hanay ng mga gabay na may pagitan mula sa isa pang mga channel na malayang tinatakpan ang mga haligi mula sa sunud-sunod na pag-install ng isa sa tuktok ng iba pang mga pagbuo ng mga ibabaw ng ram ng dalawang kabaligtaran na mga mukha ng haligi ng produkto,habang ang mga patayong gabay ng katabing mga channel ng gabay na malapit sa nabanggit na mga gilid ng mga haligi ay magkakahiwalay sa bawat isa sa pagbuo ng mga puwang sa pagitan ng mga haligi ng mga produkto na sapat para sa libreng paggalaw ng coolant flow, at ang mga mapagkukunang thermal enerhiya ay inilagay sa mga puwang patayo sa mga nabanggit. Ang pagpapakilala ng mga patayong patnubay sa istraktura ng aparato, pagsira sa dami ng gumaganang pugon sa isang hanay ng mga patayong channel ng gabay, ginagawang posible upang ayusin ang daanan ng mga pinaputok na produkto nang sunud-sunod nang sunud-sunod mula sa itaas hanggang sa ibaba kasama ang firing channel . Sa solusyon na ito, ang mga sukat ng mga channel ay mas malapit hangga't maaari sa mga sukat ng na-transport na haligi ng mga produkto, ngunit hindi nila hadlangan ang paggalaw ng mga produkto. Ang mga patnubay na patayo ay maaaring gawin sa anyo ng mga patayong bar na gawa sa haluang lumalaban sa init. Ang mga tungkod ay pinagsama sa mga pangkat na bumubuo ng isang gabay na channel, at naayos sa bawat isa sa pamamagitan ng mga pahalang na braket na sumasakop sa mga tungkod sa isa o sa kabilang panig ng channel na may mga alternating lalaking panig kasama ang taas ng channel. Ang mga staple ay may koneksyon lamang sa punto sa mga gabay, na ginawa, halimbawa, sa pamamagitan ng isang paraan ng hinang, at ang mga hinang na pamalo ay pinalitan din. Ang kawalan ng isang mahigpit na koneksyon ay tinitiyak ang kadaliang kumilos ng system, tinatanggal ang mga pagbaluktot at pagpapapangit na posible habang nagpapaputok ng mataas na temperatura. Ang mga patayong patnubay ay maaaring gawin ng manipis na piraso ng materyal na lumalaban sa init, gayunpaman, sa anumang sagisag, ang kapal ng mga gabay ay dapat na mas mababa nang mas malaki kaysa sa mga sukat ng pinaputok na mga produkto. Ito ay isang kinakailangang kondisyon para matiyak ang libreng sirkulasyon ng coolant sa pagitan ng mga item na sinisingil. Samakatuwid, ang nakalistang hanay ng mga mahahalagang tampok ay nagbibigay-daan sa iyo upang makakuha ng isang teknikal na resulta na katulad ng pamamaraan, katulad, upang matiyak ang pare-parehong pagpapaputok ng mga item sa pugon Ang pagkuha ng parehong teknikal na resulta ay nagpapahiwatig ng pagkakaisa ng imbentong konsepto na kumokonekta sa naangkin na pamamaraan at aparato. Ang mga gabay na channel para sa paglipat ng mga fired na produkto ay may spaced hiwalay sa pagbuo ng mga puwang. Ang laki ng mga puwang sa pagitan ng mga gilid ng mga gabay na channel na naaayon sa mga mukha ng mga haligi ng hawla na nabuo ng mga ibabaw ng ram ng mga produkto ay mula 10 hanggang 40 mm, at ang laki ng mga puwang na patayo sa kanila ay mula 20 hanggang 80 mm. . Ang mga laki ng puwang ay tumutugma sa mga kundisyon para sa pagpapatupad ng paraan ng pagpapaputok at ipinaliwanag sa itaas. Ang pinakamataas na limitasyon ng mga agwat ay sanhi ng mga teknolohikal na kadahilanan, katulad, ang katunayan na may malalaking puwang, hindi sapat ang pagkapagod ng temperatura na nilikha upang matiyak ang kinakailangang pagpainit ng mga produkto. Ang mas mababang mga limitasyon ay sanhi ng mga teknikal na kadahilanan, lalo, ang katotohanan na ang mga puwang ay tumatanggap ng mga mapagkukunang thermal enerhiya, mga aparato ng gas na maubos at mga elemento ng clamping ng mekanismo ng pag-aayos. Ang pugon ng baras ay naglalaman ng mga mapagkukunang thermal enerhiya para sa pagpapaputok, na maaaring gawin sa anyo ng diffusion-type na mga burner ng sinag na inilagay sa firing channel at na-install sa isang paraan na ang lokasyon ng mga butas para sa outlet ng coolant ay kasabay ng lokasyon ng mga puwang sa pagitan ng mga gilid ng mga haligi ng hawla na nabuo ng mga ibabaw ng ram ng mga produkto. . Kaya, ang mga daloy ng coolant ay mahigpit na nakatuon at nakadirekta sa mga puwang sa pagitan ng mga mukha ng mga haligi ng hawla na nabuo ng mga ibabaw ng ram ng mga produkto. Ginagawang posible ng solusyong panteknikal na ito upang madagdagan ang kahusayan ng init at ekonomiya ng proseso ng pagpapaputok dahil sa maximum na pagtatantya ng mga mapagkukunan ng init sa pinaputok na mga produkto, upang madagdagan ang tindi ng proseso dahil sa mahigpit na oryentasyon ng daloy ng heat carrier.Upang maisaayos ang daloy ng carrier ng init, ang pugon ay maaaring karagdagang kagamitan sa mga balbula na matatagpuan nang pahalang sa mga puwang sa pagitan ng mga gabay na channel sa itaas ng mga mapagkukunan ng init. Ang teknolohiya ng pagpapaputok na gumagamit ng mga gas burner ay nangangailangan ng mga espesyal na channel upang alisin ang mga produktong pagkasunog ng gas. Ang pugon ay binibigyan ng mga aparato ng paglabas ng gas na ginawa sa anyo ng mga tubo, at ang mga tubo ay inilalagay sa dami ng pagtatrabaho ng hurno ng hurno at inilalagay sa mga puwang sa pagitan ng mga gabay na channel na katulad ng pag-aayos ng mga gas burner. Ang pagbaba ng haligi ng produkto ay isinasagawa sa isang sunud-sunod na mode dahil sa pakikipag-ugnay ng mekanismo ng pag-aayos, na paikot na nauugnay sa pahalang na axis ng talahanayan at mga conveyor ng kadena, na magkasama na bumubuo ng isang mekanismo para sa pag-aalis ng mga produkto. ang roasting channel ng pugon sa proseso ng pag-aalis ng ibabang hilera ng mga produkto. Ang rotary table, na naka-install na may posibilidad na suklian ang patayong paggalaw, ay nagbibigay-daan sa iyo na paghiwalayin ang mas mababang unloaded na hilera ng mga produkto at ilipat ang mga produktong ito sa paraan ng transportasyon, tinanggal ang peligro ng pinsala sa ibabaw ng mga natapos na produkto. Ang rotary table ay nilagyan ng mga puwang na matatagpuan sa gilid sa tapat ng axis ng pag-ikot ng talahanayan, at ginawang may posibilidad na dumaan sa kanila ng mga chain conveyor. Kaya, ang paggamit ng karagdagang paraan ng pagtulak ay hindi kasama, ang mga hindi na -load na produkto ay inilalagay nang direkta sa conveyor, at pagkatapos ay tinanggal mula sa furnace zone. Kapag ginaganap ang conveyor sa anyo ng isang chain conveyor, dalawang mga thread ang ibinigay para sa bawat stack ng mga produkto. Bilang karagdagan sa nabanggit na teknikal na resulta, na naging posible upang mapabuti ang kalidad ng mga produktong gawa, ang inaangkin na aparato ay nailalarawan sa pamamagitan ng thermal kahusayan dahil sa pare-parehong pamamahagi ng pag-load ng init sa seksyon at taas ng pugon, thermal na kahusayan at pagpapaigting ng proseso ng pagpapaputok, dahil sa kalapitan ng mga burner sa mga pinaputok na produkto, at sabay na maliit na pagkonsumo ng materyal, pagiging simple at kadalian ng pagpapanatili at pagkumpuni Ang listahan ng mga numero ng mga guhit Ang imbensyon ay isinalarawan ng mga guhit, na naglalarawan: pigura 1 - baras ng pugon, eskematiko na representasyon; sa igos Ang 2 ay isang diagram ng pag-iimpake ng mga produkto na may pag-install ng mga brick na may isang "sundot sa isang puwit", pangharap na isometric projection, na nagpapakita ng mga puwang sa pagitan ng mga haligi ng mga produkto sa pagkarga at ang lokasyon ng mga gabay para sa haligi ng ang mga produkto; sa igos 3 - isang remote na elemento I ng pigura 1, ipinapakita ang kamag-anak na posisyon ng mga patayong patnubay at pahalang na mga braket, na bumubuo ng mga channel para sa daanan ng mga produkto; ang pigura 4 ay isang pahalang na seksyon b-b sa pigura 3, na nagpapakita ng mga puwang sa pagitan ng mga gabay na channel; sa igos Ang 5 ay isang paningin sa gilid ng hawla na may isang eskematiko na paglalarawan ng lokasyon ng mga gas burner at gas venting device; sa igos 6 - seksyon B-B sa Larawan 5, na nagpapakita ng pamamahagi ng mga daloy ng carrier ng init; pigura 7 - mga elemento ng mekanismo ng pagla-lock; sa igos 8 - mekanismo ng pag-unload at ipinapakita ang matinding posisyon ng rotary table kapag nagtatrabaho kasama ang isang chain conveyor; Ang Fig. 9 ay isang nangungunang pagtingin sa isang chain conveyor na may mga hindi na -load na produkto; Ang Fig. 10 ay isang sketch ng isang brick na ipinapakita ang mga gilid. Ang impormasyong nagkukumpirma ng posibilidad ng pagsasagawa ng imbensyon Ang naangkin na pamamaraan ng pagpapaputok ng isang ladrilyo ay ipinatupad sa pamamagitan ng na-claim na aparato. Ang isang hurno ng baras para sa pagpapaputok ng mga brick ay naglalaman ng (tingnan ang Larawan 1 ) isang katawan 1, kung saan matatagpuan ang isang firing channel 2. Sa itaas ng itaas na pagbubukas ng pugon, isang mekanismo ng paglo-load ang 3 na naka-install. Sa ilalim ng mas mababang pagbubukas ng pugon ay mayroong mekanismo ng pag-aayos 4 at isang mekanismo para sa pagbaba at pag-aalis ng mga produkto, na ginawa sa anyo ng isang talahanayan 5 paikutin sa paligid ng pahalang na axis 6, na naka-install na may posibilidad na gantihan nang patayo at nakikipag-ugnay sa isang chain conveyor 7.Ang pugon ay nilagyan ng mga patayong gabay na 8, na naka-mount sa firing channel 2. Ang mga gabay na 8 ay ginawa sa anyo ng mga patayong pamalo ng haluang lumalaban sa init, na nakaayos sa mga pangkat sa pamamagitan ng mga pahalang na braket 9 at bumubuo ng isang hanay ng parehong uri. ng mga patayong channel ng gabay 10 para sa pagpasa ng mga haligi ng pag-load ng produkto. Ang pahalang na mga staple 9 ay sumasakop sa mga tungkod mula sa isang gilid o sa iba pa, alternating kasama ang taas ng channel ng mga panig ng lalaki (tingnan ang Larawan 3). Ang mga gabay na channel na 10 ay nagsisilbi upang ayusin ang daanan ng mga produktong darating para sa pagpapaputok. Ang mga sukat ng mga channel ng gabay ay mas malapit hangga't maaari sa mga sukat ng mga produktong dumadaan sa kanila. Ang mga channel ng gabay na 10 ay tumutukoy sa mga puwang 11 at 12 sa pagitan nila (tingnan ang Larawan 4). Ang laki ng mga puwang 12 ay 75 mm at sanhi ng lokasyon sa kanila ng mga mapagkukunan ng thermal energy ng pagpapaputok, na ginawa sa anyo ng mga sinusunog na sinag 13 ng uri ng pagsasabog, mga tubo 14 para sa pagtanggal ng mga gas na tambutso at pinainit na hangin , at mga balbula 15, na ginawa sa anyo ng mga profile strips at naka-install nang pahalang sa pagitan ng mga gabay 8 (tingnan ang Larawan 5). Ang setting ng mga produkto sa oven ay isang hanay ng mga haligi 16 (tingnan ang Larawan 2). Ang bawat haligi ay nakuha sa pamamagitan ng sunud-sunod na paglalagay ng isang produkto sa isa pa sa pinakamaliit na mukha, ibig sabihin "Poke sa isang puwitan" (tingnan ang Larawan 10). Ang mga Burner 13 ay may butas 17 para sa outlet ng coolant (tingnan ang Larawan 6). Ang mga burner ay naka-install sa pagitan ng mga channel ng gabay, at ang lokasyon ng mga butas 17 ay kasabay ng lokasyon ng mga puwang 11 sa pagitan ng mga gilid ng mga haligi ng hawla 16 na nabuo ng mga ibabaw ng ram ng mga produkto. Ang laki ng mga puwang 11 ay 35 mm. Ang halaga ay dahil, sa isang banda, sa mga teknolohikal na kadahilanan at sapat para sa libreng pagdaan ng mga daloy ng init, sa kabilang banda, ang mga elemento ng clamping 18 ng mekanismo ng pag-aayos 4 ay matatagpuan sa mga puwang 11. Ang mekanismo ng pag-aayos 4 ay ginawa sa anyo ng isang hanay ng mga nababanat na clamp 18, indibidwal para sa bawat haligi ng mga produkto (tingnan. 7), na tumatakbo mula sa isang haydroliko na drive, at hinahawakan na hawakan ang mga haligi ng pag-load ng mga produkto sa panahon ng pag-aalis. Ang rotary table 5 ay nilagyan (tingnan ang Larawan 8) na may mga puwang 19 na matatagpuan sa gilid sa tapat ng axis ng pag-ikot 6 at ginawang may posibilidad na dumaan sa kanila ng mga chain conveyor 7. Ang pamamaraan ng pagpapaputok ng mga produkto sa pugon sa itaas ay ipinatupad tulad ng sumusunod: ng mekanismo 3, ang karga na inihanda para sa pagpapaputok ng mga produkto (sa aming kaso, ito ay mga brick) ay naka-install sa itaas na hilera ng mga haligi 16 ng hawla ng handa nang patakbuhin na hurno ng poste. Ang nagresultang coolant sa pamamagitan ng mga butas 17 ay pinakain isang nakadirekta na daloy sa mga puwang 11 sa pagitan gawin sa pamamagitan ng mga gilid ng mga haligi ng hawla na nabuo ng mga bloke na ibabaw ng mga brick (tingnan. Larawan 6). Dahil sa ang katunayan na ang mga haligi ay spaced hiwalay sa dami ng pugon na may pormasyon ng mga puwang 11 at 12, malayang nilabhan ng coolant ang bawat haligi 16 ng mga produkto, sa gayon tinitiyak ang pare-parehong pag-init ng bawat brick. Ang carrier ng init ay mas malapit hangga't maaari sa mga produktong mai-fired, na nag-aambag sa tindi ng pagpapaputok at pinapayagan, sa pinakamaikling oras, na may kaunting pagkonsumo ng gasolina, upang masunog ang mga produkto nang walang mga depekto na may mataas na mga teknikal na parameter. Ang mga balbula 15, na naglilimita sa pagpapalaganap ng heat carrier ay umaagos patayo pataas at nagdidirekta ng heat carrier na dumadaloy sa pahalang na direksyon sa pagitan ng mga haligi 16 ng mga produkto, na nag-aambag din sa pagkakapareho ng pagpapaputok. Ang basurang usok na nakuha bilang isang resulta ng pagkasunog at ang pinainit na hangin ay nakukuha ng mga tubo 14 at inalis mula sa firing zone. Matapos ang teknolohiyang tinukoy na oras ng pagpapaputok ay lumipas. ang mekanismo ng pag-aayos 4 na clamp ang mga brick ng penultimate, na may kaugnayan sa hindi na -load, hilera sa pamamagitan ng mga indibidwal na elemento ng pag-clamping 18 at humahawak sa haligi 16 ng mga produkto. Ang turntable 5, na may mas mababang hilera ng mga natapos na produkto na 20 na nakalagay dito, ay ibinaba ng isang halaga na katumbas ng taas ng produkto sa haligi ng singil, sa gayon paghihiwalay ng hindi na -load na hilera ng mga brick.Pagkatapos ang talahanayan 5 ay paikutin sa paligid ng pahalang na axis 6, habang ang mga hindi na -load na mga produkto 20 ay direktang nakasalansan sa conveyor 7 (tingnan ang Larawan 9), na dumadaan sa puwang 19 ng talahanayan 5, at pagkatapos ay tinanggal mula sa lugar ng ang mesa, na binibigyan ang huli ng pagkakataong umakyat sa paunang posisyon. Ang susunod na pangkat ng mga hilaw na brick ay na-load. Ang mga haligi ng 16 ay hindi naayos. Ang kulungan ng ladrilyo ay ibinaba ng laki ng ladrilyo kasama ang taas ng haligi ng hawla 16. Pagkatapos ang pag-unload ay nagaganap at inuulit ang pag-ikot.
Pag-angkin
1. Isang pamamaraan ng pagpapaputok ng mga brick sa isang shaft furnace, kasama ang pagkarga ng mga produkto mula sa tuktok ng katawan ng pugon na may pag-install na may bayad, na ginawa sa anyo ng isang hanay ng mga haligi ng produkto na pantay na ipinamamahagi sa dami ng hurno ng hurno, magkasabay na paggalaw ng singil sa kahabaan ng channel ng pagpapaputok, na nagbibigay ng coolant sa mga puwang sa pagitan ng mga haligi at pagdiskarga mula sa ilalim ng mga hurno ng mga natapos na produkto, na nailalarawan sa bawat haligi ng hawla ay nabuo sa pamamagitan ng sunud-sunod na pag-install ng isang produkto sa isa pa upang mabuo ang dalawang magkatapat na mukha ng haligi ng mga ibabaw ng ram ng mga produkto, ang mga haligi ng mga produkto ay inilalagay sa channel ng pagpapaputok na may pagbuo ng mga puwang sa pagitan ng mga haligi ng mga haligi na sapat para sa libreng paggalaw ng coolant, at ang supply ng coolant ay isinasagawa sa ang mga puwang patayo sa mga gilid na nabuo ng mga ibabaw ng ram ng mga produkto. 2. Ang pamamaraan ayon sa pag-angkin 1, na nailalarawan na ang mga artikulo sa haligi ng hawla ay na-pok sa puwit. Ang pamamaraan ayon sa pag-angkin 1, nailalarawan na ang mga produkto sa haligi ng hawla ay inilalagay na may isang kutsara sa isang kutsara. Ang pamamaraan ayon sa pag-angkin ng 2 o 3, na nailalarawan na ang mga puwang sa pagitan ng mga gilid ng mga katabing haligi na nabuo ng mga ibabaw ng ram ng mga produkto ay 10-40 mm, ang mga puwang sa pagitan ng mga gilid na patayo sa mga nasabing 20-80 mm . Ang pamamaraan ayon sa anumang isa sa mga talata. 6. Isang hurno ng baras para sa pagpapaputok ng mga brick, na naglalaman ng isang firing channel, isang aparato ng paglo-load na naka-install sa itaas ng itaas na pagbubukas ng hurno, isang aparato na nagdiskarga na matatagpuan sa ilalim ng mas mababang pagbubukas ng hurno, kabilang ang isang mekanismo sa pag-aayos ng singil at isang mekanismo para sa pagbaba at pag-aalis ng mga produkto, mga mapagkukunan ng thermal energy para sa pagpapaputok na matatagpuan sa firing channel at mga gas exhaust device na nailalarawan na ang pugon ay nilagyan ng mga patayong gabay na naka-mount sa firing channel, na nakaayos sa mga pangkat sa anyo ng isang hanay ng mga paggabay na channel na nakakalayo sa isa't isa, malaya yakapin ang mga haligi mula sa sunud-sunod na pag-install ng isa sa tuktok ng iba pang mga may pagbuo ng mga ibabaw ng ram ng dalawang kabaligtaran na mga mukha ng haligi ng mga produkto, habang malapit sa nabanggit na mga gilid ng mga haligi, ang mga patayong patnubay ng mga katabing channel ng patnubay ay spaced bukod sa isa't isa sa pagbuo ng mga puwang sa pagitan ng mga haligi ng mga produkto na sapat para sa libreng paggalaw ng coolant flow, at mga mapagkukunan ng thermal ang mga enerhiya ay inilalagay sa mga puwang na patayo sa nabanggit. Ang pugon ayon sa inaangkin na 6, na nailalarawan na ang mga puwang sa pagitan ng mga gilid ng mga gabay na channel na naaayon sa mga gilid ng mga haligi ng hawla na nabuo ng mga ibabaw ng ram ng mga produkto ay mula 10 hanggang 40 mm, at ang mga puwang na patayo sa kanila ay mula sa 20 hanggang 80 mm. Ang pugon ayon sa inaangkin na 6 o 7, na nailalarawan na ang mga patayong patnubay ay ginawa sa anyo ng mga patayong rod ng isang haluang lumalaban sa init at pinagsama sa mga pangkat sa pamamagitan ng mga pahalang na braket na sumasakop sa mga tungkod mula sa isang gilid o sa kabilang panig ng ang channel, alternating kasama ang taas ng channel ng mga panig ng lalaki. siyam. Ang oven ayon sa alinman sa mga talata.6-8, na nailalarawan sa na ang mga mapagkukunan ng thermal enerhiya para sa pagpapaputok ay ginawa sa anyo ng mga uri ng diffusion na uri ng pagsabog na naka-install na may pagkakahanay ng lokasyon ng mga butas para sa outlet ng coolant at mga puwang sa pagitan ng mga gilid ng hawla mga haligi na nabuo ng mga ibabaw ng ram ng mga produkto. Ang pugon ayon sa inaangkin na 9, na nailalarawan na ang pugon ay nilagyan ng mga balbula para sa pag-aayos ng mga daloy ng coolant, na matatagpuan pahalang sa mga puwang sa pagitan ng mga gabay na channel sa itaas ng mga mapagkukunan ng thermal energy. Ang oven ayon sa alinman sa mga talata. 6-10, nailalarawan sa na ang mga aparato ng paglabas ng gas ay ginawa sa anyo ng mga tubo na matatagpuan sa mga puwang sa pagitan ng mga gabay na channel na katulad ng mga mapagkukunan ng thermal enerhiya. Ang oven ayon sa alinman sa mga talata. 6-11, nailalarawan sa mekanismo ng pag-aayos ng singil ay ginawa sa anyo ng isang hanay ng mga indibidwal na elemento ng pag-clamping para sa bawat haligi ng produkto. Ang oven ayon sa alinman sa mga talata. 6-12, na nailalarawan sa mekanismo para sa pagbaba at pag-aalis ng mga produkto ay ginawa sa anyo ng isang mesa na naiikot na kaugnay sa pahalang na axis, na naka-install na may posibilidad na gumanti nang patayo. Ang pugon ayon sa inaangkin. 13, na nailalarawan sa rotary table ay binibigyan ng mga puwang na matatagpuan sa gilid sa tapat ng axis ng pag-ikot ng talahanayan, at ginawang may posibilidad na dumaan sa kanila ng mga chain conveyor.
Mga Larawan
,
,
,
,
,
,
,
,
,
Gumagawa kami ng isang pugon para sa pagpapaputok ng mga keramika gamit ang aming sariling mga kamay
Ang uri ng pugon ay napili batay sa bilang ng mga produktong tatanggalin. Kung ang dami ay maliit, gumawa kami ng oven 250-300 litro. Para sa mas malaking trabaho, kakailanganin mo malaking pugon, ang laki ng isang maliit na silid.
Mga Instrumento
Upang bumuo ng isang maliit na hurno, kailangan mo ang mga sumusunod na tool:
- Mga tool sa locksmith - para sa pagtatrabaho sa metal. Welding machine, hanay ng mga wrenches, file, anggulo na gilingan (anggulo na gilingan), drill, martilyo.
- Para sa pagtatrabaho sa mga fireclay brick at keramika - martilyo ng bata, trowel, disc ng brilyante para sa mga grinders ng anggulo.
- Indibidwal na proteksyon ay nangangahulugang. Ang isang respirator, salaming de kolor, guwantes at makapal na damit na koton ay kinakailangan kapag nagtatrabaho kasama ang mga grinders ng anggulo at mineral wool.
Order sa trabaho
Ang pugon ay binubuo ng isang katawan, burner, kisame, insulated na silid, takip.
Pagkakasunud-sunod ng konstruksyon:
- Pabahay. Pumili kami ng isang hugis-parihaba na kahon ng metal kung ang mga fireclay brick o isang metal na bariles ay ginagamit bilang lining, kung insulate namin ng mineral na matigas na lana.
Sa isang cylindrical na istraktura, ang pamamahagi ng init ay mas pantay. Pinagsama namin ang mga binti sa katawan.
- Inilagay namin sa ilalim ng lining ng frame, ilagay apat na ceramic insulator mula sa mga linya ng kuryente o fireclay brick bawat gilid - magsisilbi silang mga overlap na post.
- Pinapahiran namin ang mga dingding at bubong. Mas mahusay na maglagay ng mga brick ng fireclay sa mortar. Gumagamit kami ng high density kaolin o basalt wool. Inikot namin ang silindro mula sa isang sheet ng cotton wool sa maraming mga layer upang maiwasan ang mga tahi - mga tulay ng pagkawala ng init. Mag-fasten sa mga dingding gamit ang isang asbestos cord at mga ceramic button. Ang mga gilid ng tuktok ng pagkakabukod ay nakabalot sa labas, tatatak at ipapainit nito ang mga kasukasuan ng takip at ang katawan.
- Mag-o-overlap kami sa mga post.
Sa pamamagitan ng isang malaking bigat ng mga produkto, gumagamit kami ng dry masonry mula sa fireclay brick hanggang sa magkakapatong, na may isang maliit na timbang - porselana stoneware tile na naaangkop na laki.
- I-install namin ang burner. Maaari itong bilhin sa mga tindahan ng suplay ng gas. Mas mahusay na kunin ang lakas hindi kukulangin sa 2 kilowatt (nakasalalay sa pagkawala ng init at dami ng istraktura).
- Nag-drill kami ng isang butas para sa burner sa ilalim ng katawan at lining. Ang apoy ay hindi dapat hawakan ang mga produkto, ito ang pangunahing prinsipyo ng paglalagay ng nguso ng gripo. Ang paglalagay ng nozel nang pahalang na ginagawang mas madali ang pagsasaayos at pagpapanatili.
- Pinag-insulate namin ang takip ng istraktura. Para sa kaunting pagkawala ng init, insulate namin ang buong istraktura mula sa labas.
- Nag-iiwan kami ng butas sa talukap ng mata para sa paglabas ng mga produkto ng pagkasunog at pagkontrol sa proseso. Nagbibigay kami ng isang balbula para sa kontrol sa temperatura.
- Upang kumuha ng data sa temperatura sa loob ng oven, nag-i-install kami ng isang thermocouple ng isang elektronikong thermometer.
Handa na ang oven. Isinasagawa ang isang pagsubok na takbo. Kung ang pagmamason ay ginamit sa mga brick ng fireclay, pagkatapos ay muna ang pugon ay pinatuyong sa isang banayad na mode.
Paano magpaputok ng mga keramika?
Upang maayos na maputok ang mga keramika, mahalagang obserbahan ang temperatura ng rehimen sa oven. Ang pagputok ay nagaganap sa tatlong yugto:
- Pagsingaw ng kahalumigmigan. Ang mga produkto ay pinainit hanggang sa 250 ° C at tumayo sa temperatura na.
- Kumikinang hanggang 900 ° C sa isang saradong oven. Nagaganap ang pagsasara ng Clay.
- Unti-unting paglamig.
Ang mga hurno ay hindi lamang dapat bumuo ng kinakailangang temperatura, ngunit pinapayagan din itong maiayos. Ang disenyo ay dapat na kasing simple hangga't maaari, pagkarga at pag-aalis ng mga produkto - madali.