Materielle egenskaber
Polyethylen fremstilles ved polymerisering af ethylen. Under syningsprocessen ændres materialets kemiske sammensætning ikke - denne teknologi forbedrer karakteristika og egenskaber ved polyethylen betydeligt, det vil sige anvendeligheden af det færdige produkt udvides.
De vigtigste fordele ved sådanne rør inkluderer:
- modstandsdygtighed over for høje temperaturer: uden tryk tåler op til 200 ºC uden at ændre konfigurationen;
- høj stødmodstand, op til temperaturer ned til -50 ºC;
- tilstedeværelsen af en balance mellem elasticitet og hårdhed;
- er ikke bange for oxidation;
- rør har fremragende glathed og fleksibilitet, der er i stand til at neutralisere mekaniske vibrationer og lyde;
- ikke udsat for kemikalier
- ingen tungmetaller er til stede i materialet;
- materialets evne til let at bøje uden at blive beskadiget
- små dimensioner, lav vægt, lang levetid.

Sådanne polymere materialer har en krympningsegenskab, det vil sige, de kan tage deres oprindelige form efter en bestemt periode efter strækning. Derudover kræves der ikke specielle komplekse værktøjer til installation af XLPE-rør.





Egenskaber og popularitet
Tværbundet polyethylen har et unikt sæt egenskaber, der har ført til dets udbredte anvendelse. Blandt dem bemærker eksperter:
- mekanisk styrke - PEX-rør kan arbejde ved tryk op til 20 atmosfærer;
- trækstyrke;
- træthedsstyrke - materialet bevarer sine mekaniske egenskaber selv under forhold med langvarig eksponering for de maksimalt tilladte temperaturer;
- Modstandsdygtighed;
- form hukommelseseffektpå grund af hvilket, materialet har egenskaberne ved varmekrympning og evnen til at genvinde sin form efter deformation;
- en kombination af fleksibilitet og elasticitet, hvilket er helt nok til en vellykket løsning af opgaverne med lægning og installation (gør-det-selv plastrør til vandforsyning);
- korrosionsbestandighed;
- immunitet over for påvirkninger mest barske kemikalier og biologisk nedbrydelige.
En af fordelene ved tværbundet polyethylen, takket være hvilken det har fundet anvendelse i varmesystemer (især lav temperatur, såsom "varmt gulv" - du finder ud af afstanden mellem rørene her) - god varmeoverførsel.
Samtidig er de fleste rør fremstillet af et materiale, der på grund af de lave værdier af termisk ekspansionskoefficient ikke kræver forstærkning eller anvendelse af specielle lægningsmetoder.
Kender du forskellen mellem kunstvandings- og filtreringsfelter? En nyttig artikel beskriver detaljeret, hvordan man opretter et autonomt, lokalt system til opsamling og behandling af spildevand.
Læs om funktionsprincippet for omvendt osmosefilter på denne side.
Produktionsform for tværbundet polyethylenrør - spoler af forskellige længder.
Følgelig, når der installeres motorveje (om minispildevandspumpestationer, der er skrevet her), er antallet af forbindelser kun det krævede minimum.
Men selv i dette tilfælde er forbindelser en af de vigtigste faktorer, som systemets pålidelighed afhænger af. Forbindelsesteknologien bliver afgørende i denne henseende.
Krydsbindingsteknologi af polyethylen
Syning er nødvendig for at eliminere en af de største ulemper ved materialet - termoplasticitet. Takket være denne proces forbliver XLPE-rør fleksible og ændrer ikke form, selv ved temperaturer over 80 ºC.
Det skal bemærkes, at på grund af materialets mætning med rent kulstof begynder dets smeltning kun, når det når 400 ºC.

Produktets tekniske egenskaber påvirkes af syningsmetoden, som er:
- silan;
- peroxid;
- elektronstråle.
Den første metode involverer udførelse af en substitutionsreaktion. For det andet blandes råmaterialet med en inhibitor, og selve tværbindingen udføres under tryk. Den tredje metode er at gennemføre bestråling, hvor obligationer ændres på grund af substitution.
Afhængighed af rørtyper på installation forskellige steder
Værktøjet til installation af polyethylenrør kan variere lidt afhængigt af deres anvendelsesområde. For forskellige systemer - opvarmning, koldt eller varmt vand, kloakering - der er forskellige betingelser for overførsel af vand, derfor vil produkterne i hvert tilfælde være forskellige.
For eksempel bruges som regel enkeltlags XLPE-rør med et tværsnit på 16-20 mm til at levere koldt vand, som kan tåle op til 95 ° C. Ofte produceres sådanne rør efter elektronstråle-metoden - disse produkter har en overkommelig pris.

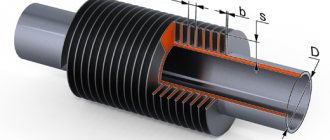
Til varmtvandsrørledninger er der behov for flerlagsstrukturer, da den temperatur, de skal modstå, er inden for 110 ℃, dvs. ganske høj. Til dette formål placeres i sådanne produkter et lag tværbundet polyethylen opnået ved peroxidmetoden indefra, et aluminiumlag anbringes i midten, og et andet lag polyethylen placeres ovenpå.
På grund af tilstedeværelsen af et centralt aluminiumlag bliver røret stærkt nok ved bøjningerne til at forhindre ilt i at trænge ind i det. Men det ydre lag af polyethylen er i stand til at beskytte røret mod ultraviolet stråling og mekanisk beskadigelse. Tværsnittet af sådanne rør er i området 16-63 mm. I tilfælde af varmesystemer kan du også bruge flerlagsprodukter med parametre på 16-20 mm.
Typer af XLPE-rør

Rør er klassificeret efter flere kriterier:
- Efter destination. Universalprodukter bruges til at organisere varme- og gulvvarmesystemer. Specialiserede bruges enten til at arrangere varmekommunikation eller installere et gulvvarmesystem. Enhver type produkt er egnet til installation af et vandforsyningssystem.
- Forresten af firmwaren. Afhængigt af behandlingsmetoden tildeles røret en tilsvarende kvalitet. Firmwaren kan være peroxid (PEXa), elektronisk (PEXc), gas (PEXb) og kemisk (PEXd).
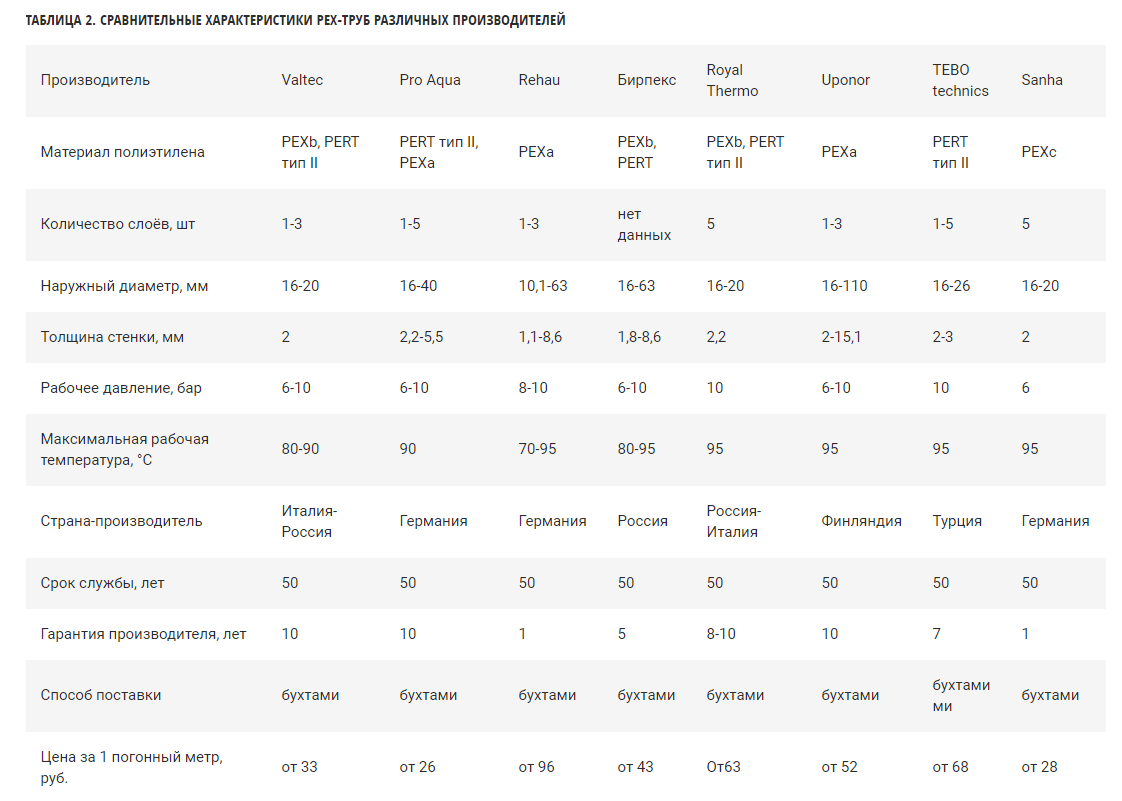
- Af producenten. De mest populære er produkter fremstillet af det tyske koncern RAUTITAN. Køberen tilbydes flere typer rør med forskellige diametre. Det finske firma WIRSBO fremstiller produkter i mellemstore og små størrelser. Det bredeste sortiment præsenteres af den israelske producent GOLAN. Virksomheden tilbyder produkter fra tværbundet polyethylen med en diameter på 12-500 mm.
Typer af beslag
Det er meget nemt at bøje rør lavet af tværbundet polyethylen - til dette behøver de kun at blive opvarmet med en hårtørrer. Når du installerer systemet, har du muligvis ikke kun brug for bøjninger, men også sammenføjning af individuelle rørstykker - i dette tilfælde bruges fittings.
Der er disse typer fittings alt efter deres funktionelle formål:
- tees og kors
- hjørne detaljer;
- koblinger;
- stubbe;
- drev.

De steder, hvor det er planlagt at foretage en ændring i retning af rørledningen, anvendes der normalt hjørner. På lige sektioner anvendes koblinger til samling. Hvis det er nødvendigt at opbygge et ekstra afsnit til den færdige rørledning, anvendes gummiskraber. Formålet med tees og kryds er at lægge rørledningen, og propperne bruges til at lukke enderne.
Samtidig er der flere typer materialer til fittings:
- polyvinylchlorid;
- polyethylen;
- polypropylen;
- kombineret materiale.
De mest anvendte messingbeslag. Det er nødvendigt at forbinde rørsektioner af samme sektion med lige beslag og med reduktionsbeslag med forskellige diametre.



Fastgørelsesteknik til kompressionsbeslag
For at arbejde med denne type dele har du brug for to skruenøgler og en sekatør.
Samlingen af XLPE-rør i en enkelt rørledning ved hjælp af kompressionsbeslag udføres i flere trin. I det første trin placeres en krympemøtrik i slutningen af røret. Dens gevind skal vende mod stikket. Derefter fastgøres splittringen, idet den indstilles således, at afstanden fra røret, der er skåret til kanten af ringen, er 1 mm.

I slutningen skubbes en sektion af et tværbundet polyethylenrør med en møtrik og en ring på, hele vejen på monteringsbeslaget. Brug derefter skruenøgler til at stramme krympemøtrikken tæt. Bemærk, at det ikke behøver at blive adskilt eller affaset, før røret glides over dette armatur. Den eneste forholdsregel, når man arbejder med disse elementer, er at kontrollere møtrikkernes tilspændingskraft, så røret ikke deformeres.
Forbindelsesmetoder
Under installationen kan dele af rørledningen forbindes på flere måder:
- kompression (krympefittings);
- trykbeslag;
- elektrofusionsbeslag.
Valget af en bestemt tilslutningstype afhænger af de planlagte driftsegenskaber.
Følgende værktøjer kan være nødvendige til installation af kommunikation:
- Speciel saks til rørskærer. Rørskæreren giver dig mulighed for at skære rør i sektioner af den ønskede størrelse uden at anvende overdreven kraft. I dette tilfælde vil snittet være glat uden grater i en vinkel på 90 grader. Et sådant snit vil sikre høj kvalitet og pålidelighed af det fremtidige led.
- Hydraulisk presse.
- Spændetanker for at øge rørets diameter, inden montering indsættes.
- Tang.
- Skiftenøgler til at stramme krympemøtrikken.
- Montering.
Ved brug af elektrofusionsbeslag kræves en speciel svejsemaskine. Det kan lejes.
Tilslutning til kompressionstilpasning
Installation af tværbundne polyethylenrør ved hjælp af kompressionsbeslag udføres på vandforsyningsledninger. Her kræves et minimum værktøj - en rørskærer og en skruenøgle eller en skruenøgle er nok.
Vi anbefaler, at du gør dig bekendt med: Beslag til tilslutning af en opvarmet håndklædestang
Arbejdsalgoritmen er som følger:
- Beslaget skrues af og anbringes sekventielt en kompressionsmøtrik, en splitring på enden af røret.
- Opdelingsringen er indstillet 1 mm fra skærets kant.
- Tilslutningsstykkets montering indsættes i røret, indtil det stopper.
- Skru forsigtigt krympemøtrikken fast på beslaget, og pas på, at den strammes, men ikke klemmes.

På grund af plasticiteten af polyethylen kræver en sådan forbindelse ikke yderligere forsegling. Det kan hurtigt skilles ad, hvis det er nødvendigt.
Pressefittings
Brug af pressefittings udelukker adskillelse af kommunikation uden skader. Forbindelsen viser sig at være pålidelig, men ikke sammenklappelig. til arbejde har du brug for en spændeudvidelse, tryk montering.

Procedure for installation af forbindelse:
- En pressering (pressemuffe) anbringes på den forberedte rørdel, der bevæger den fra kanten.
- En ekspander indsættes i røret og strækkes til armaturets størrelse.
- Tag ekspanderen ud og indsæt forbindelsesdelens montering på sin plads.
- På grund af materialets molekylære hukommelse komprimeres røret og tæt vikles omkring forbindelsesbeslaget.
- Yderligere fiksering udføres ved at trække pressringen på kanten af røret og klemme den med en håndpresse.
I denne forbindelse er der ikke noget eksternt tryk på forbindelsespunktet. Kvaliteten og pålideligheden skyldes de særlige egenskaber ved selve det tværbundne polyethylen.
Elektrosvejset forbindelse
Elektrisk svejsning på polyethylenrørledninger udføres kun ved brug af specielle fittings.
Arbejdsordre:
- En elektro-svejset muffe sættes på de forberedte rør.
- En svejsemaskine er forbundet til kontakterne på beslaget.
- Svejsning sker, når materialet opvarmes til en temperatur på 170 grader.
- Opvarmningstiden indstilles automatisk afhængigt af rørledningens diameter. Hvis svejsemaskinen ikke har denne funktion, skal svejsetiden og temperaturen findes i dokumentationen til tilpasningen.
- I slutningen af svejseprocessen slukkes apparatet, forbindelsen får lov til at afkøle.
Denne forbindelsesmetode er den dyreste, men også den mest pålidelige. Til drift af rørledninger på elektrofusionsfittings er der ingen begrænsninger i temperatur og tryk. Forbindelsen er stærkere end selve rørene.
Vi anbefaler, at du gør dig fortrolig med: Sådan overgår du fra støbejern til plastrør
Samling af rør med krympeforbindelser
Fastgørelse af rørformede produkter til pressefittings kræver følgende værktøj:
- montering af prespresse;
- beskæresaks eller saks til skæring af røret;
- ekspansionspistol med et sæt dyser.
Først og fremmest skæres rør. Det er meget vigtigt, at snitene er glatte og jævne uden grater - speciel saks vil være praktisk til dette.
En muffe placeres på den forberedte kant, som derefter krympes. Bemærk, at du skal tage ærmet på, før du udfører arbejde med at udvide kanten - ellers passer den ikke længere.

Det næste trin vil være at udvide rørindgangen med et par millimeter med en speciel pistol med en dyse af den ønskede størrelse. En passende brystvorte indsættes i den udvidede indgang, hvilket gør det lettere for dig selv at arbejde med det specielle fedt, der følger med sættet.
På sidste trin er bøsningen på XLPE-rørene fastgjort med en speciel presse. Også her skal du være forsigtig med ikke at deformere dockingstationen.