
Til installation af vandforsyning eller opvarmning af høj kvalitet skal du først og fremmest vælge et værktøj til lodning af polypropylenrør. Brugen af støbejernsrør til disse formål med brug af gevindforbindelser hører fortiden til, og brugen af polypropylenrør erstattes, som er forbundet ved lodning. Dette gøres ved hjælp af et specielt loddejern med dyser. Dette værktøj har fået popularitet ikke kun blandt specialister, men er ganske overkommeligt og blandt hjemmets håndværkere, der er vant til at gøre alt på egen hånd.
Kendetegn og udstyr til loddejern
Loddejern til propylenrør ligner et almindeligt jern i design og funktionsprincip, det adskiller sig kun i form og formål.
Hoveddelene er en termostat og et kraftigt varmeelement samt et ergonomisk håndtag, stativ og udskiftelige dyser til forskellige rørdiametre.
PMoregulatoren sørger for, at en bestemt temperatur opretholdes, da overophedet eller underafkølet polypropylen ikke giver forbindelse af høj kvalitet under loddeprocessen. Et andet formål med termostaten er at beskytte varmeelementet mod overophedning. I henhold til dets design kan varmeelementet være af to typer - runde (dyser er spændt på det) og fladt i form af en jernsål med huller til fastgørelse af dyser. Den anden mulighed er mere populær.
Dyser med forskellige rørdiametre er inkluderet i sættet, og deres antal kan være forskelligt for forskellige sæt, her er det allerede op til dig at vælge. De kan købes separat, hvis det kræves. Tilbehørene har en speciel belægning, der forhindrer PP i at klæbe fast. Nogle sæt har også specielle saks til skæring af propylenrør. Dette er et nødvendigt værktøj til installation, så hvis dit sæt ikke inkluderer dem, skal du helt sikkert købe dem. Som regel sælges et loddejern i et praktisk metalhus til transport og opbevaring af alle dets dele.
Dette værktøj er designet til at fungere på en 220 volt strømforsyning. Opvarmningshastigheden afhænger af loddejernets styrke. For at arbejde med rør med en diameter på 16 til 63 mm er det nok at have et loddejern med en effekt på 850 watt, og hvis du skal arbejde med diametre op til 125 mm, skal du bruge et værktøj med en effekt på op til 1500 watt. Den optimale temperatur til lodning af propylenrør indstilles med termostatknappen til + 260 ° C. Når denne værdi er nået, stopper termostaten yderligere opvarmning, hvilket vil blive signaleret af et lys på sagen.
1pokanalizacii.ru
Udstyr til diffus muffesvejsning af polypropylenrør
For at arbejde skal du bruge:
- Rørskærer. Den mest almindelige mulighed er rørsaks. Imidlertid garanterer en sådan rørskærer ikke et glat snit og kan delvist deformere røret. En jævnere snit opnås med en cirkulær plastrørsskærer. I mangel af en særlig fræser kan du bruge en baufil med en fin tand og en geringsboks.
- Trimmer. Når du bruger rør forstærket med metalfolie i varme- og varmtvandsforsyningssystemer, anbefales det at fjerne det indre folielag op til 2 mm for at forhindre delaminering af rørvæggene under vandhammer ved høje temperaturer.Vendeværktøjet giver dig også mulighed for at få en jævn skråning af snittet og fjerne mulige grater.
- Lineal og blyant. Den anbefalede svejsedybde skal måles og markeres på røret. Hvis normerne for nedgravning af rør i fittings under svejsning ikke overholdes, kan der dannes perler af polypropylen indeni og indsnævre rørets lumen. Også mærker på røret og fittings er nyttige til svejsning af rør i en bestemt relativ position.
- Alkoholservietter. Svejsningsstedet for et polypropylenrør skal fjernes grundigt og affedtes for at forhindre dannelsen af kapillærpassager i tykkelsen af det materiale, der skal svejses.
- Svejsemaskine med udskiftelige tophoveder (dornkoblinger). I de fleste tilfælde er en konventionel og billig svejsemaskine med et xiphoid-varmeelement med en effekt på op til 1 kW egnet. En sådan anordning kan tilvejebringe svejsning af rør med en diameter på op til 63 mm. Professionelle svejsemaskiner er mere kraftfulde, nøjagtige temperaturkontrol. Desuden giver professionelle enheder dig mulighed for samtidig at opvarme to par sokler med forskellige diametre for ikke at spilde tid på at udskifte dem, når du svejser rør med forskellige diametre. Til svejsning af PPR-rør på svært tilgængelige steder findes der svejsemaskiner med et tyndt rundt varmeelement, som kan placeres enten lige eller i en vinkel på 90 grader. Stikkene til sådanne svejsemaskiner er fremstillet integreret med et hul til varmeelementet mellem muffen og dornen. Når du vælger en svejsemaskine, er det vigtigt at være opmærksom på, at klokkerne i sættet er dækket med en Teflon-non-stick-belægning (kaldet PTFE) for at forhindre plastisk vedhæftning til klokkerne. I husholdningsbrug er to varmeindikatorer tilstrækkelige: rød (indikator for drift) og grøn (indikator for at nå den indstillede temperatur). Varme regulatorens håndtag skal have en klar gradering og god fastgørelse i den valgte position. Der er ingen ekstra klemme på svejsemaskinens stativ: det giver dig mulighed for at fastgøre maskinen, så den ikke bevæger sig, når de opvarmede rør frakobles.
Svejsning af polypropylen er en af måderne til at forbinde vandforsyning og kloakkommunikation. I dette tilfælde opnås forseglede samlinger, da produkterne sys på molekylært niveau. Hvis lodning af polypropylenrør udføres korrekt, øges vandforsyningens eller afløbssystemets levetid mange gange.
Loddeværktøjer
For at forbinde de enkelte dele af vandforsyningssystemet er det nødvendigt at anvende temperatureksponeringsteknologier. Lodning eller svejsning af plastrør muliggør diffusion af plastmolekyler, hvilket resulterer i en stærk og tæt forbindelse.

Foto - apparater til lodning af plastkommunikation
Disse arbejder udføres ved hjælp af specielle enheder - en svejseomformer til plastrør eller en pistol:
- Svejseren betragtes som et mere professionelt apparat og bruges hovedsageligt af erfarne blikkenslagere. Dens pris er en størrelsesorden højere end en standard husstandspistol;
- Pistolen er en slags loddejern, der kan pege på en vis måde på individuelle dele af kommunikation med plast eller metal-plast.
Svejsemaskiner kan klassificeres efter strøm. Nu er de mest populære universelle modeller til 1500-1600 watt. De er praktiske til husholdningsbrug, desuden indeholder sættet også et sæt dyser til arbejde med forskellige typer rørledninger.
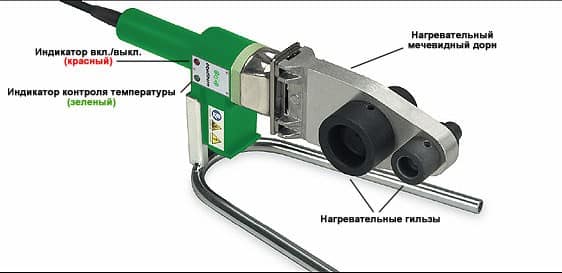
Foto - loddejern design
Det skal bemærkes, at der ud over specielle enheder også er brug for yderligere værktøjer. Dette er især en saks til skæring af VVS-dele. Og også en rullerørskærer, der giver dig mulighed for at give det mest jævne og glatte snit på kommunikationsoverfladen.
Når du arbejder med metalplastik eller folieforstærkede rør, skal du også bruge et rengøringsværktøj - en kværn. Det udjævner skærekanten, som ofte efterlader små uregelmæssigheder efter at have skåret det ønskede område. Hvis du ignorerer denne proces, er forbindelsen muligvis ikke stærk og tæt nok, hvilket påvirker driften af hele kloaksystemet.
Hvis du har brug for at lodde rør lavet af plast med en stor diameter - fra 110 mm, bruges en elektrisk kobling. Det skubbes på leddet og varmer leddet. I processen spiller centreringen af de enkelte sektioner af kommunikation hovedrollen, da det næsten er umuligt at kontrollere processen under svejsning. For at arbejde med en sådan enhed bruges en speciel centreringsmaskine, der giver dig mulighed for at udjævne skærefladen for at opnå den mest tætte søm. Koblingernes styrke er noget forskellig fra kraften i svejsemaskiner og loddepistoler, i de fleste tilfælde kræves der lidt højere værdier - over 1500 watt.
Kold lodning bruges også ofte derhjemme. Teknologien indebærer brug af et aggressivt klæbemiddel, der sikrer diffusion af plastmolekyler uden brug af varmeelementer. Den største fordel ved denne metode er dens enkelhed. Sådan svejsning kan let udføres selv uden erfaring, derudover er køb af yderligere enheder ikke påkrævet. Men på samme tid betragtes en sådan splejsning som kortvarig, det vil sige, det er snarere en presserende foranstaltning end en mulighed for en permanent forbindelse af rør.
Foto - et eksempel på kold lodning af plastkommunikation
Du kan købe et værktøj til lodning af plastrør i næsten enhver VVS-butik, det koster i gennemsnit fra 800 rubler til flere titusinder. For eksempel i Sevastopol varierer prisen for WESTER DWM 1000B fra 1800 rubler til 2000. Prisen afhænger af enhedens angivne effekt, mærke og dets formål.
Video: hvordan man lodder plastrør korrekt
Loddeinstruktioner
Selvsvejsning af plastrørledninger udføres ved hjælp af et spildevandsprojekt og i overensstemmelse med GOSTs. For hvert materiale udføres lodning i overensstemmelse med en bestemt temperatur, nedenstående tabel hjælper dig med at vælge de rigtige værdier:
| Diameter, mm | Opvarmning, sekunder | Svejsning, sekunder | Afkøling, sekunder |
| 16 | 6 | 4 | 3 |
| 20 | 6 | 4 | 4 |
| 25 | 7 | 4 | 4 |
| 32 | 9 | 4 | 4 |
| 40 | 12 | 5 | 4 |
| 50 | 17 | 5 | 5 |
| 63 | 23 | 5 | 5 |
| 75 | 30 | 7 | 7 |
| 90 | 38 | 7 | 8 |
| 110 | 48 | 9 | 10 |
| 160 | 80 | 14 | 14 |
Trin-for-trin instruktioner om, hvordan man lodder plastrør i varmesystemer eller tilslutter et VVS:
- Du skal installere specielle dyser på svejseapparatet, for eksempel fittings til rør på 25 mm. Ved hjælp af bordet bestemmes tidspunktet for deres opvarmning, temperaturen i henhold til standarderne er omkring 260 grader. Dette er den optimale parameter til lodning af konventionelle plastik og forstærkede rør;
- Derefter forberedes andre VVS-værktøjer. Sørg for at kontrollere, at fræseren er slibet, inden du skærer. Til små diametre anbefales skåret ikke i en ret vinkel, men ved 45 grader; Foto - loddesæt
- Nu skal du måle størrelsen på beslaget på røret og tage højde for et hul på 1 mm. Det skal være til stede, når du tilmelder dig. Marker det ved kommunikation. Dette er meget vigtigt, da beslaget ikke kan skubbes helt ind, efter at plasten er opvarmet, vil den ekspandere lidt;
- Et beslag skal placeres på en forvarmet dyse, hvorefter et rør skal indsættes i et andet hul i forbindelsesdelen. Yderligere opvarmes pistolen, og dysen opvarmes igen i hele længden; Foto - varmeelementer
- Det er fortsat forsigtigt at fjerne de opvarmede dele og tilslutte dem. Resultatet bliver en stærk og forseglet montering med et beslag;
- Den næste fase af rørlodning inkluderer genopvarmning af loddekolben, men først nu sættes et stykke med et beslag på dysen, og den frie del af kommunikationen indsættes i et andet hul;
- Efter opvarmning gentages operationen: delene fjernes fra dysen og tilsluttes.
Når arbejdet er afsluttet, skal du vente på det angivne tidspunkt for at afkøle forbindelsen, nogle mestre bruger også en hårtørrer til at fremskynde processen.
Foto - hårtørrer til plastik
Undertiden kan opvarmningsjernet ikke bruges, og det er påkrævet at bruge elektrofusionsmuffer. Deres funktionsprincip svarer meget til det ovenfor beskrevne, den største forskel er, at for sådan rørlodning opvarmes hele apparatet fuldstændigt og ikke dets individuelle dyser.
Inden svejsning påbegyndes, er det bydende nødvendigt at affedt sektionerne samt rengøre dem for støv og snavs. For at gøre dette skal du tørre beslaget og ærmet med alkohol på indersiden og røret på ydersiden. Lodning udføres på samme måde som tidligere nævnt.
VVS-anbefalinger:
- Brug ikke for meget pres, når du forbinder røret til beslaget. Efter lodning bliver plasten mere bøjelig, hvorfor der med for stort tryk kan forekomme rynker inde i røret;
- Lad ikke beslaget løbe frit på røret;
- Vær opmærksom på opvarmningstid og temperatur. Hvis du overskrider eller omvendt reducerer disse indikatorer, vil monteringen vise sig at være skrøbelig;
- Når du arbejder hjemme med vand eller kloakrør, skal du ikke efterlade et hul på højst 1 mm ved fastgørelsesstedet, ellers vil der være lækager i dette område.
www.kanalizaciya-stroy.ru
Enheden og funktionsprincippet for værktøjet til svejsning af polypropylen
I dag er mange indenlandske og udenlandske virksomheder involveret i produktionen af udstyr til tilslutning af plastrør, som forsøger at gøre det så praktisk og effektivt som muligt. Til dette er loddejernene udstyret med yderligere funktioner, deres udseende, placeringen af håndtagene og metoderne til fastgørelse af dyserne ændres. Imidlertid forbliver hovedelementerne og knudepunkterne de samme (fig. 1):
- termostat;
- varmeelement (varmeelement);
- krop med et håndtag;
- dyser.
I henhold til driftsprincippet ligner maskinen til svejsning af polypropylenrør et almindeligt jern. For det første varmer elementet ovnen op. Det afgiver sin varme til dyserne, som opvarmer plasten til en bestemt temperatur og derved opnår den krævede viskositet. Hele processen overvåges af en termostat, ved hjælp af hvilken opvarmningstemperaturen holdes inden for de angivne grænser.
Pålideligheden af polypropylenforbindelsen afhænger direkte af termostatens stabilitet. Normalt er billige loddejern udstyret med termostater af lav kvalitet. Dette fører til, at plasten overophedes eller undervarmes under svejseprocessen. Som et resultat får du en dårlig forbindelse. Derfor bør du ikke spare på at købe et loddejern. Når du vælger et værktøj til lodning af polypropylen, er det nødvendigt at foretrække udstyr med glat temperaturkontrol og nøjagtig kalibrering.
Sådan vælges et jern til svejsning af polypropylenrør
Når du køber et værktøj til lodning af polypropylen, skal du være særlig opmærksom på følgende egenskaber:
- strøm;
- et sæt dyser
- komplet sæt;
- fabrikant.
Effekt er det vigtigste tekniske kendetegn ved loddejernet, hvor den maksimale diameter af de tilsluttede elementer afhænger såvel som tidspunktet for deres opvarmning og følgelig svejsehastigheden. Det skal dog huskes, at når du køber et værktøj, behøver du ikke at jage strøm, da prisen på udstyr også stiger med sin stigning.
Når du vælger en enhed til lodning af polypropylenrør med hensyn til effekt, er det nødvendigt at gange diameteren på de tilsluttede elementer med 10.
Dette giver dig værdien for værktøjets minimale effekt. For eksempel, hvis du skal tilslutte rør med et tværsnit på 40 mm, når du designer et varmesystem, skal du i dette tilfælde købe et loddejern med en kapacitet på mindst 0,4 kW. For at udføre reparationsarbejde i din lejlighed eller dit private hus er en jerneffekt på 0,7 kW tilstrækkelig.Hvis du planlægger at bruge et loddejern til professionelle formål, når rørdiameteren kan nå op på 100 mm, anbefales det at købe en enhed med en effekt på op til 2 kW.
Et sæt dyser. Dyser af høj kvalitet til lodning af polypropylenrør skal opfylde følgende betingelser:
- har god varmeafledning
- har høj mekanisk styrke
- opretholde deres størrelse, når temperaturen falder.
Næsten alt moderne udstyr til rørsvejsning har evnen til at bruge flere dyser med forskellige diametre på samme tid. Dette giver dig mulighed for at reducere tiden til installationsarbejde betydeligt, da det ikke er nødvendigt at vente, indtil dysen er kølet ned for at udskifte den.
Strukturelt består alle dyser af 2 dele: til udvendig (hylster) og intern (dorn) opvarmning af polypropylen (fig. 2). Enhver legering, der opfylder alle ovenstående krav, kan bruges som fremstillingsmateriale. Ved fremstilling af vedhæftede filer for at øge deres styrke og holdbarhed anvendes forskellige belægninger. Ofte er det teflon, som også har en non-stick egenskab, så den opvarmede plast ikke klæber til vedhæftningerne.
Et sæt til svejsning af polypropylenrør kan have følgende konfiguration:
- Komplet. Perfekt til en professionel svejser. Pakken inkluderer en svejsemaskine, en skruenøgle til dyser, et komplet sæt dyser og yderligere værktøjer, der letter installationsarbejdet (fræser, målebånd osv.).
- Gennemsnit. Den inkluderer en svejsemaskine, en skruenøgle og almindeligt anvendte dyser (20, 25, 32 og 40 mm). Hvis du har brug for andre dyser til rørsvejsning, kan de købes separat.
- Minimumet. Kun loddejern til svejsning og en skruenøgle til dyser er inkluderet. Et sådant sæt har en relativt lav pris og er perfekt, hvis du har brug for lodning af rør med samme diameter.
Producentfirma. På markedet for VVS-udstyr findes loddejern til lodning af polypropylenrør fra forskellige producenter. Blandt dem er det første sted med hensyn til byggekvalitet og brugervenlighed besat af tjekkiske og tyske værktøjer. Det skal bemærkes, at det er ret dyrt, så det anbefales kun at købe det til professionelt arbejde.
Tyrkiske og indenlandske modeller af loddejern er billigere end deres tyske og tjekkiske kolleger, men deres tekniske egenskaber er noget dårligere. Til privat brug er sådant udstyr bedst egnet. Kinesisk fremstillede loddejern er de mest overkommelige, men lave omkostninger betyder ofte en kort levetid.
Hvis du har brug for et loddejern til en enkelt reparation, er kinesiske modeller den bedste løsning.
Hvordan vælger jeg et sæt til lodning af polypropylenrør?
At vælge et værktøj er en af de vigtigste faser af professionelt eller husholdningsarbejde. Til tekniske formål er installation af vandforsyningssystemer i et sommerhus nok at købe et enkelt jern til lodning af polypropylenrør. Det er bedre at foretrække ikke kinesiske optioner, men beviste europæiske og japanske mærker af elværktøj.
Inden du køber et værktøj til lodning af polypropylenrør, skal du sørge for, at et sådant køb er tilrådeligt. Det kan være billigere og mere bekvemt at bestille tjenester fra specialister og få en garanti for forbindelser af høj kvalitet.
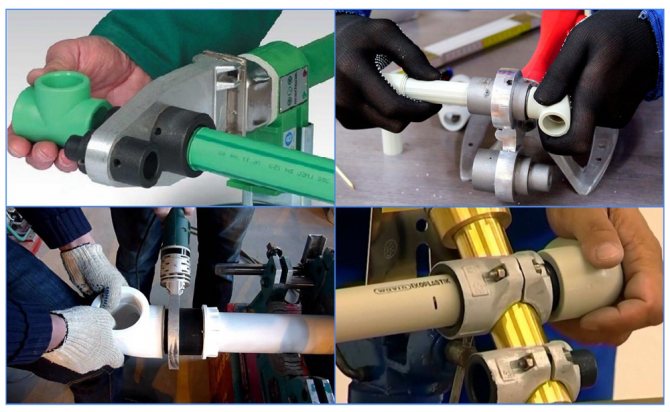
Loddeteknologi til polypropylenrør
Lodning af plastrør er ret simpelt. Det vigtigste er at observere temperaturregimet og materialets opvarmningstid. For det første er loddejernet installeret på et bord eller en anden pålidelig base, hvorefter en dyse af det krævede afsnit er fastgjort til det med en nøgle. Derefter indstilles den krævede temperatur på enheden, som den varmer op i ca. 10 minutter.
Derefter placeres enderne af rørene, der skal forbindes, og forbindelseselementet (vinkel, kobling, MPH, MPV) på dysen. Efter et par sekunder (holdetiden afhænger af loddekolvens kraft og rørernes diameter) fjernes plastprodukterne fra dyserne og forbindes til hinanden.
Der er ikke noget vanskeligt at vælge et loddejern til lodning af polypropylen. Det vigtigste er at vide til hvilket formål du har brug for det. Og hvis du følger alle reglerne for betjening, når du arbejder med værktøjet, kan du være sikker på, at sådant udstyr varer ud over garantiperioden.
expertsvarki.ru
DIY svejsning af polypropylenrør
Til installation af vandrør er plastmateriale velegnet. Tidligere blev der anvendt støbejern, men for nylig er det blevet erstattet af billigere polypropylen. Materialet er let at installere, hvilket gør det muligt at svejse polypropylenrør med egne hænder. Polypropylenprodukter er korrosionsbestandige og har lang levetid.
DIY svejsning af polypropylenrør
Generel information og typer af polypropylenprodukter
Polypropylenmaterialer er lette. De producerer produkter til tre typer arbejde:
- pakninger til varmt vandforsyning;
- arrangement af koldt vandforsyning;
- installation af varmesystemer.
"Vigtig!
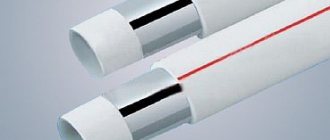
Styrken af produkterne er angivet med markeringen, der har betegnelsen "PN". Det afhænger af det, hvilket tryk polypropylenrøret vil være i stand til at modstå. "
Der er 4 typer rør:
- modstå et tryk på 1 MPa og ikke beregnet til en lejlighedsrørledning
- i stand til at modstå et tryk på 1,7 MPa og en temperatur på 640C;
- modstår temperatur 85 ° C og systemtryk 2 MPa;
- klare et tryk på mere end 2,2 MPa og en temperatur på 940C.
Sidstnævnte type rørmateriale har et folie- eller glasfiberforstærket lag.
Under hensyntagen til formålet anvendes polypropylenrørprodukter til:
- koldt vandforsyning med en tilladt omgivelsestemperatur, der ikke overstiger 440C
- varmt vandforsyning med en tilladt temperatur, der ikke overstiger 840C
- universel brug med et tilladt temperaturområde på 65-740C.
Brugt udstyr til svejsning
Gør-det-selv-svejsning af polypropylenrør til begyndere afhænger af det rigtige valg af udstyr.
For at arbejde kræves udstyr med værktøj:
- svejsemaskine;
- ethanolbaseret affedtningsvæske;
- montering;
- arkiv med en kniv;
- rør af polypropylen;
- hacksav til at skære dem.
Derudover anvendes en barbermaskine. Enheden fjerner det forstærkede lag fra rørprodukter. Brug af barbermaskinen er kun beregnet til metalforstærket polypropylenprodukter.
Der lægges særlig vægt på brugen af svejseaggregatet. Gør-det-selv lodning af polypropylenrør udføres med et loddejern. Enheden er lavet hjemme ved hjælp af:
- computer termisk pasta;
- unødvendigt jern
- øvelser;
- bolt med skive;
- dobbeltsidet dyse;
- bor til metal.
Lodning af polypropylenrør med et hjemmelavet apparat
Enheden er fremstillet i etaper:
- dysen smøres med termisk pasta og skrues fast på strygesålen;
- det anbefales at skære jernets skarpe kant for at gøre det lettere at arbejde videre;
- den resulterende enhed varmes op i 5-9 minutter.
Det er særlig vigtigt for sådant arbejde som temperaturen til svejsning af polypropylenrør med egne hænder. Dens mindste værdi er 260 ° C. Den optimale værdi varierer fra 265 ° C til 280 ° C.
Anvendt teknologi til lodning
Teknologien, der anvendes i praksis til lodning af polypropylenrør, omfatter to hovedmetoder: røv og muffe. Spørgsmålet opstår: hvis svejsning udføres for polypropylenrør, hvilken er der bedre? Den første metode anvendes til fremstilling og anbefales ikke til svejsning derhjemme.Den bedste og enkleste metode betragtes som stiksvejsning. Med det indsættes rørproduktet i fittings, hvilket sikrer en tæt forbindelse mellem delene. Processen finder sted i flere faser og inkluderer:
- skære rør;
- deres forberedelse sammen med fittings;
- klargøring af enheden til svejsning;
- selve svejseprocessen
- samling af dele efter svejsning og afkøling af dem.
Der er muligheder for, hvordan man forbinder polypropylenrør uden lodning. Dette er den såkaldte kolde metode. Det implementeres ved hjælp af kompressionsbeslag. For at gøre dette skæres røret, kalibreres, spændebøsningen installeres på rørkanten, og beslaget indsættes i produktet. I slutningen er det nødvendigt at fastgøre koblingen på produktet med en skruenøgle. I de fleste tilfælde forbliver loddemetoden en pålidelig mulighed.
Skæreproces
Et specielt værktøj bruges til at skære rør. Dette er normalt en hacksav eller en saks. Når polypropylenrør er forstærket med metal, bruges en affasning til at rense enderne. Anvendelsen af en stiksav i sådanne tilfælde er uønsket. Det kan kompromittere rørmaterialets integritet. Hvis du ikke bruger en affasning til forstærkede rør og ikke renser enden, vil hele forbindelsen efterfølgende være løs og lækker.
Rørskæring
Klargøring af rør og fittings
Forberedelse af dele består i deres behandling med en speciel opløsning indeholdende ethylalkohol. Isobutylalkoholbaserede opløsninger anvendes. Det anbefales ikke at rengøre slanger og fittings med acetone. Dens løsning blødgør stærkt plastmaterialer, hvilket reducerer strukturens styrke. Beslagene rengøres indefra, og selve rørene udefra. Affedtning er en obligatorisk procedure inden svejsningsprocesser for polypropylenprodukter.
Forberedelse af enheden til svejsning
Svejseenheden skal være fastgjort til bordet. For at gøre dette skal du bruge en skruestik eller klemmer. Et dårligt fastgjort apparat mister let balancen og falder. Efter fastgørelse af enheden indsættes en kobling med en dorn i den.
Den korrekte temperatur er vigtig. Det afhænger af det, hvilken dybde svejsning af polypropylenrør vil være. Den optimale temperatur til lodning af polypropylenprodukter er 260-2700C.
Efter indstilling af den krævede temperatur er det nødvendigt at installere de dele, der skal svejses på enheden og varme dem grundigt op.
"Bemærk!
Det skal huskes, at når du installerer produktet til opvarmning, er det nødvendigt at trykke på det vinkelret på opvarmningsmekanismen. Vinklet tryk på produktet er ikke tilladt. "
Svejseteknologi og samling af dele
Teknologien til svejsning af produkter fra polypropylen omfatter flere trin:
- et rør af den krævede størrelse tages og rengøres rundt om kanterne med en fil eller et affasningsværktøj, hvis det er forstærket med metal
- et mærke er lavet med en blyant på røret, hvor beslaget skal sættes på;
- beslaget sammen med røret behandles med en affedtningsopløsning;
- svejseenheden er fastgjort på bordet, og dyser indsættes langs kanterne (den ene til montering, den anden til røret)
- den ønskede temperatur indstilles på enhedens vippekontakt;
- efter 3 minutter varmes enheden tilstrækkeligt op, hvilket er angivet med et lys;
- et beslag sættes på den ene opvarmede dyse, og et rør sættes på den anden op til det tidligere markerede mærke;
- tiden til lodning af polypropylenrør beregnes ud fra dataene i en speciel tabel;
- dele fjernes forsigtigt, men hurtigt fra vedhæftede filer;
- de resulterende produkter forbindes hurtigt til hinanden uden unødvendige vendinger;
Efter fjernelse af produkterne fra vedhæftede filer og inden tilslutning, bør det ikke tage meget tid. Der er en risiko for, at delene køler hurtigt ned. Drej ikke produkterne, og tryk ikke på dem, når du tilslutter dem. Processen skal køre problemfrit. En perfekt forbindelse skal opnås, hvis de teknologiske punkter blev observeret.Med alle vanskeligheder ved en sådan proces som lodning af polypropylenrør med egne hænder, hjælper videoen dig med at finde ud af det.
Almindelige fejl
Håndværkere begår ofte fejl ved svejsning af polypropylenrør. Disse inkluderer:
- drejning af de tilsluttede produkter under samleprocessen
- pres på produkterne, når de er forbundet med hinanden
- dårlig rengøring af armaturet og rør fra snavs
- brugen af forskellige kvaliteter af polypropylen, når de svejses i en struktur;
- en lang periode mellem fjernelse af produkter fra enheden og deres forbindelse til en enkelt struktur.
Drejning af produkterne fører til en forbindelse af dårlig kvalitet, som bliver særlig synlig, efter at de er kølet ned. Tryk og for stort tryk reducerer også strukturens kvalitet.
"Vigtig!
Forsømmelse af behandlingen af fittings og rørmaterialer med en affedtningsmiddel fører til udseendet af defekter og manglen på integritet i produkternes samlinger. "
Når man prøver at svejse dele lavet af forskellige typer polypropylen, overtræder hele teknologien. En type materiale kan have en anden tætningstemperatur end en anden. Sådanne fejl ved lodning af polypropylenrør fører til omarbejdning af arbejdet på en ny måde.
Langt om længe
Med en sådan proces som svejsning af plastprodukter, især svejsning af polypropylenrør på svært tilgængelige steder, er det nødvendigt nøje at overholde ovenstående krav og instruktioner, begyndende med at skære rør og slutte med deres forbindelse til en enkelt struktur.
svarkaipayka.ru
Specificitet af lodning af polypropylenrør
Loddeprocessen udføres på grund af materialets udtalt termoplastiske egenskaber. Polypropylen blødgør, når den opvarmes - den får en tilstand, der ligner plasticin.
Generel beskrivelse af teknologi
At bringe materialet tilbage til en normal temperaturbaggrund bidrager til hærdningen af dets struktur til en normal tilstand. Disse egenskaber er blevet den vigtigste lodningsteknologi, som på teknisk sprog kaldes polyfusionssvejsning.
I praksis anvendes to metoder til samling af de dele, der skal svejses:
- Kobling.
- Lige.
Den første svejseteknik viser, hvordan man kan lodde polypropylenrør ved hjælp af et formet stykke - en muffe eller et rør med en større ydre diameter. Normalt loddes plastrør på denne måde, hvis diameter ikke overstiger 63 mm.
Princippet om svejsning af to dele er i dette tilfælde baseret på at smelte en del af røret langs den ydre omkreds og en del af koblingen langs det indre område. Derefter passer begge dele tæt.
Den anden metode - direkte kontakt er baseret på det samme princip at smelte små sektioner af plastrør med deres efterfølgende sammenføjning. Men i denne version fungerer to rør med samme diameter som stødelementer, og de er forbundet med deres endeflader. Denne, ved første øjekast, ukompliceret metode til lodning af polypropylen kræver høj præcision behandling af fugearealerne og nøjagtig installation af to dele langs akserne under deres lodning.
Sammen med de angivne "varme" teknologier praktiseres også teknikken til "kold" lodning. Her anvendes der som en aktiv loddekomponent et specielt opløsningsmiddel, der kan blødgøre strukturen af polypropylen. Denne teknik adskiller sig imidlertid ikke med et højt niveau af popularitet.
Loddemaskiner til rørsvejsning
Både koblingen og den direkte teknik kræver, at plastrørene loddes med specielle svejsemaskiner. Strukturelt er loddeteknikken noget som et elektrisk jern. Grundlaget for enhederne er et massivt metalopvarmningselement, på hvis overflade der er monteret aftagelige dyser - metalemner med forskellige diametre.
Til stødsvejsning har loddesammens design en øget kompleksitet. Normalt inkluderer sådant udstyr ikke kun et varmeelement, men også et system til centrering af de dele, der skal svejses.Direkte svejseudstyr, som selve teknologien, bruges som regel sjældent i hjemmet. Prioriteten for brugen her er den industrielle sektor.
Ud over loddejern har mesteren også brug for:
- saks til polypropylen (rørskærer);
- konstruktion tape;
- låsesmedens firkant;
- barbermaskine (til rør med forstærkning);
- markør (blyant);
- overflade affedtningsmiddel.
Da der udføres arbejde på højtemperaturudstyr, er det bydende nødvendigt at bære stramme arbejdshandsker på dine hænder.
Svejseprocedure af polypropylen
Vigtig advarsel! Svejsearbejde på polymere materialer skal udføres under forhold med god ventilation af rummet. Når polymerer opvarmes og smeltes, frigives giftige stoffer, som i en bestemt koncentration har en alvorlig indvirkning på menneskers sundhed.
Det første trin er at forberede sig på arbejde:
- Installer emner med den ønskede diameter på varmepladen.
- Indstil temperaturregulatoren på loddejernet til 260 ° C.
- Forbered parringsdelene (mærke, affasning, affedtning).
- Tænd loddestationen.
- Vent til driftstemperaturen er nået (den grønne indikator tændes).
Skub samtidig parringsdelene (rørkobling) på loddestationens emner. I dette tilfælde skubbes polypropylenrøret ind i det indre område af en barre og bøsningen (eller muffen på den formede del) på den ydre overflade af en anden barre.
Normalt indsættes enderne af røret langs grænsen til den tidligere markerede linje, og bøsningen skubbes på, indtil den stopper. Når man holder polypropylendele på opvarmede emner, skal man huske en vigtig nuance af teknologien - holdetiden.
Hvis tidsforsinkelsen er utilstrækkelig, er der en risiko for at opnå en lav grad af diffusion af materialet, hvilket vil påvirke krydset kvalitet. Hvis smeltetiden er for lang, fører dette til deformation af konstruktion af delen og garanterer heller ikke lodning af høj kvalitet. Det anbefales at bruge tabellen, som angiver den optimale tidsværdi for rør med forskellige tekniske parametre.
Loddetidsplan for polypropylenrør
Efter at have holdt delene på emnerne i en optimal periode, fjernes de og sammenføjes hurtigt af de opvarmede dele. Forbindelsesproceduren skal udføres nøjagtigt, hurtigt (med hensyn til tid i tabellen) under overholdelse af justeringen af de dele, der skal loddes. Det er tilladt at foretage mindre justeringer langs akserne (inden for 1-2 sekunder), men det er uacceptabelt at dreje delene, den ene i forhold til den anden.
Det skal bemærkes: den angivne tid til lodning af polypropylenrør kan justeres afhængigt af arbejdsforholdene og materialets parametre. For eksempel, hvis installationen udføres ved omgivelsestemperaturer under nul, stiger naturligvis de specificerede hastigheder til 50% af det nominelle. For hver separat taget ikke-standardbetingelse vælges opvarmningstiden ved hjælp af testlodningsmetoden.
Muligheder for tilslutning af polypropylenrør
Hvis vi udelukker metoden til at forbinde rør ved svejsning, er der kun to metoder, som bygherrer kender: koldsvejsning og fittings.
Forbindelse med fittings kræver ikke brug af komplekse konstruktionsværktøjer. I nogle tilfælde har du muligvis brug for en skruenøgle, som findes med beslagene. Denne forbindelsesmetode er ret enkel og kræver ikke specielle færdigheder. Desuden vil en sådan samling være meget hurtigere end lodning af rør.
Den anden mulighed er koldsvejsemetoden, som involverer brugen af aggressiv lim, når du forbinder rør. Skæring og klargøring af materialet er det samme som ved brug af strygejern. Begge dele er belagt med lim, hvorefter de forbindes og presses, mens de fastgøres i denne position i 15 sekunder.
Du kan løbe vand gennem rørene kun en time efter, at systemet er helt samlet.
Lodning af rør med forstærkning
Lad os overveje, hvordan man korrekt lodder forstærkede polypropylenrør. Fjernelse af beskyttelsesmaterialet er obligatorisk her. Tilstedeværelsen af et forstærket lag (aluminiumsfolie) i rørkonstruktionen kræver yderligere opvarmning. Men det er ikke meningen.
Disse produkter har typisk en overdimensioneret diameter og passer ikke til standard loddejernspidser. De skal rengøres inden lodningsprocessen. Undtagelsen er glasfiberarmerede rør. De loddes på en standard måde.
I betragtning af de mange forskellige teknologier til forstærkning af polypropylenrør anvendes forskellige behandlingsmetoder inden lodning. Traditionelt bruges en sever til stripping.
Dette navn har en speciel enhed i form af en metalbøsning med knive. Schweier anbringes på den sidste del af røret, der skal loddes, og det forstærkede lag skrabes af med roterende bevægelser omkring røraksen for at rengøre plast.
Hvis det forstærkede lag er placeret i midten af plastrørets væg, er det her mere rimeligt at bruge et andet værktøj til behandling - en plastrørstrimmer.
Enheden er ikke meget forskellig fra skåret, med undtagelse af placeringen og designet af skæreelementerne. Efter bearbejdning med et vendende værktøj justeres rørets endedel langs enden plus en del af det forstærkede lag skæres til en dybde på 2 mm langs hele omkredsen. Denne behandling gør det muligt at udføre lodning uden fejl.
Hvad er princippet om installation af polypropylenrør baseret på?
Til installation af polypropylenrør anvendes materialets fysiske egenskaber. Ved opvarmning smelter polypropylen, hvorefter det bliver til en flydende tilstand. To dele opvarmes ved samlingerne, indtil de blødgør, men uden at lade dem gå i smeltet tilstand. Derefter forbindes de og presses med ringe anstrengelse. Som et resultat kan du få en forbindelse, der ser ud som en helhed - samlinger, revner og andre defekter bør ikke være synlige med korrekt svejsning af plastrør lavet af polypropylen. Efter afkøling bliver materialet fast igen og bevarer alle sine oprindelige egenskaber.
Selvfølgelig kræves dygtighed og erfaring for en installation i høj kvalitet. Men for at teknologien til svejsning af polypropylenrør kan overholdes fuldt ud, er det nødvendigt at have en svejsemaskine, der giver den krævede temperaturregime.

Svejseteknologi til polypropylenrør
Hvilken slags svejseudstyr, du har brug for, og hvordan man svejser polypropylenrør, vil blive diskuteret yderligere.
Fejlets indvirkning på svejsekvaliteten
Langsomme, nøje overvejede handlinger er en garanti mod fejl, der kan annullere alt arbejdet. Alle de små ting ved lodningsteknologien skal tages i betragtning og ikke et skridt væk fra dem.
Almindelige fejl, der resulterer i defekte noder i det installerede propylen vandforsyningsnetværk:
- Røroverfladen er ikke renset for fedtfilmen.
- Skæringsvinklen på parringsdelene adskiller sig fra værdien 90º.
- Løs pasform af rørenden i montering.
- Utilstrækkelig eller overvurderet opvarmning af de dele, der skal loddes.
- Ufuldstændig fjernelse af det forstærkede lag fra røret.
- Korrigering af placeringen af dele, efter at polymeren er hærdet.
Undertiden på materialer af høj kvalitet giver overdreven opvarmning ikke synlige eksterne fejl. Imidlertid bemærkes indre deformation, når smeltet polypropylen lukker den indre rørpassage. I fremtiden mister en sådan enhed sin præstation - den tilstopper hurtigt og blokerer vandstrømmen.
Hvis endedelenes afskæringsvinkel adskiller sig fra 90º, i det øjeblik, hvor delene forbindes, ligger enderne af rørene i et skråt plan. Der dannes en forkert justering af dele, som bliver mærkbar, når der allerede er monteret en linje på flere meter lang.Ofte af denne grund skal du gentage hele forsamlingen igen. Især hvis rør lægges i riller.
Dårlig affedtning af parringsoverflader bidrager til dannelsen af "afvisningsøer". På sådanne punkter forekommer polyfusionssvejsning slet ikke eller kun delvist. I et stykke tid fungerer rør med en lignende defekt, men når som helst kan der dannes et vindkast. Fejl forbundet med en løs pasning af røret inde i beslaget er også almindelige.
Et lignende resultat er vist for samlinger lavet med ufuldstændig rengøring af armeringslaget. Som regel installeres et rør med forstærkning på højtryksledninger. Resterende aluminiumsfolie skaber et berøringsfrit område i loddeområdet. Dette område bliver ofte en kanal, hvorigennem vand presses ud.
En grov fejl er et forsøg på at rette de elementer, der skal loddes, med at rulle rundt om aksen i forhold til hinanden. Sådanne handlinger reducerer drastisk effekten af polyfusionssvejsning. Ikke desto mindre dannes der på nogle punkter en søm, og der opnås en såkaldt "tack". Med en lille brudkraft holder "tack" forbindelsen. Så snart du sætter forbindelsen under pres, falder spidsen straks fra hinanden.
Konklusioner og nyttig video om emnet
Professionelle har altid meget at lære. Hvordan man arbejder med polypropylen kan ses i følgende video:
Installation af polymerrørledninger ved varm lodning er en bekvem og populær teknik. Det bruges med succes til installation af kommunikation, også på husstandsniveau. Desuden kan folk uden erfaring bruge denne svejsemetode. Det vigtigste er at forstå teknologien korrekt og sikre dens nøjagtige implementering. Og teknologisk udstyr kan købes billigt eller lejes.
sovet-ingenera.com
Loddeværktøj til polypropylenrør
At arbejde kræver:
- Roulette og blyant (markør) til markering af dele, niveau - for at kontrollere strukturen som helhed.
- Rørsaks og et beskæringsværktøj til kanterne af svejsede dele med det fælles navn "stripping". Stripping adskiller sig i formål og type: der er barbermaskiner (kantrensning, affasning) og facers (skærer armeringen til loddedybden) i cylindriske legemer, der er et værktøj med bor til rengøring af rørkanten.
- Loddejern til polypropylenrør.
- PPE: tykke handsker eller handsker.
Derudover skal du bruge et generelt konstruktionsværktøj til installation af rørklemmer på væggene: en stansemaskine, en hammer, en skruetrækker.











Hvordan man vælger et loddejern til polypropylenrør og andet værktøj
- For en lille mængde arbejde (DIY-reparation) kan du købe de billigste loddejern - de er ret nok til 2 ... 3 solgte. Det er bedre at tage teflonpuder af høj kvalitet til opvarmning af dele.
- Til professionel brug fungerer en billig model ikke. Ved store mængder lodning kræves kun en professionel svejsemaskine med et stort sæt puder af høj kvalitet.
- Saks. Professionel saks giver en næsten lige, vinkelret snit, men er dyre. Det er bedre at købe dem til rør med en diameter på 40 mm, hvis lodning kræver maksimal overensstemmelse med dimensionerne og kvaliteten generelt. Enkel billig saks giver næsten aldrig et ideelt plan - når du bruger dem, skæres røret i en vinkel på 10 ° ... 15 ° i forhold til det ideelle snit. For små diametre er dette ikke skræmmende: rør med en lille diameter og en tynd væg opvarmes godt nok, afbøjningen påvirker ikke lodningen.
- Strippeværktøj. En professionel blikkenslager skal have det. En hjemmelavet håndværker, der sælger plastrør med en maksimum på 25 mm i diameter, kan undvære det.
Metoder til sammenføjning af polypropylenrør
Afhængigt af det anvendte udstyr og materialer kan gør-det-selv-svejsning af polypropylenrør udføres på følgende måder:
- Den diffuse sammenføjningsmetode giver dig mulighed for at opnå den mest pålidelige og holdbare svejsesøm. Denne metode er baseret på princippet om materialediffusion, som sker ved opvarmning af kanterne på emnerne til smeltetemperaturen. I dette tilfælde blandes polypropylen fra begge dele af produktet med hinanden, og efter afkøling danner det en forbindelse af høj kvalitet. Et træk ved den diffuse metode er evnen til kun at arbejde med homogene materialer.
- Polyfusionsbinding svarer til diffusionsbinding. Først derefter opvarmes et af de to emner med svejsemaskinens kontakt.
- Sokkelmetoden bruges til at forbinde rør med lille diameter. Diameteren på røret, der forbindes, er lidt større end koblingens indre sektion; efter smeltning og en lille fysisk anstrengelse kommer arbejdsemnet ind i koblingen til en opvarmningsdybde.

- Metoden til at forbinde overfladerne, der skal svejses, anvendes ved svejsning af polypropylenrør af samme diameter og af samme type. Enderne af emnerne skal være strengt koaksiale. Som et resultat af samtidig opvarmning og mekanisk presning af emnet smelter polypropylenet fra de to rør sammen. På grund af behovet for en svejsemaskine med høj præcision til svejsning af polypropylenrør derhjemme anvendes denne metode næsten aldrig.
- I tilfælde af koblingsmetoden anvendes specialudstyr til tilslutning - elektrofitting. To ender af røret, skåret strengt vinkelret, indsættes i muffen. Efter spænding på enheden opvarmes delene til den optimale værdi, og emnerne svejses sammen.
- Den kolde metode anvendes ved installation af VVS til hjemmet med lavt arbejdstryk. Dette udseende ligner mere teknologien til limning af to overflader. Beslagets indvendige kant og kanten af røret smøres med en klæbende opløsning, hvorefter emnerne forbindes og holdes, indtil limen hærder.
Ved svejsning af polypropylenrør med en diameter på 4 cm og mere er det meget vanskeligt at centrere og forbinde dem, derfor bruges der specielle enheder, som er dyre og højteknologisk udstyr, der fungerer i automatisk tilstand.
Installation af polypropylenrør
Inden rørledningen installeres, skal du markere placeringen af dens fastgørelse, installere klemmerne - denne operation udføres inden lodning af polypropylenrørene.
Forbered de dele, der skal loddes:
- Røret skæres altid med en margen til lodning af zoner (se tabel) for et specifikt afsnit. Dele skæres aldrig på én gang. I løbet af arbejdet akkumuleres altid målefejl. Hvis du respekterer dimensionerne, vil du ikke afvige meget fra de planlagte dimensioner, men du kan akkumulere 1 ... 2 ekstra centimeter (både negativt og positivt). Det tilrådes at lave en margen i tilfælde af lokale afvigelser: under lodning kan systemets konfiguration ændre sig, hvilket medfører, at dimensionerne på strukturen, der skal loddes, ændres.
- De forberedte dele rengøres.
- Der påføres mærker på delene: De markerer loddets dybde på røret (hvor langt røret kommer ind i beslaget) og forbindelsesaksen - vandrette mærker på begge elementer, som skal falde sammen under installationen. Marker altid delene - dette forenkler i høj grad arbejdet, især når du installerer komplekse strukturer med mange sving.
Sådan loddes polypropylenrør:
- Tag dine vanter på.
- Begge forbindelseselementer installeres samtidigt på et opvarmet loddejern og opvarmes i en bestemt tid.
- Efter opvarmning fjernes delene fra puderne og forbindes med mærker og sætter den ene ind i den anden. Efter at have fjernet de opvarmede dele fra loddejernet til tilslutning og fiksering, har du 1-2 sekunder. Arbejd trygt og omhyggeligt for ikke at brænde dig selv (se punkt 1).
- Dernæst er det nødvendigt at opretholde forbindelsen, indtil den hærder (tid - se tabel).
- Yderligere lodning med det nysvejste område er mulig, efter at enheden er kølet ned. Hvis du ikke modstår køletiden, er det muligt at deformere de tidligere lodde dele.
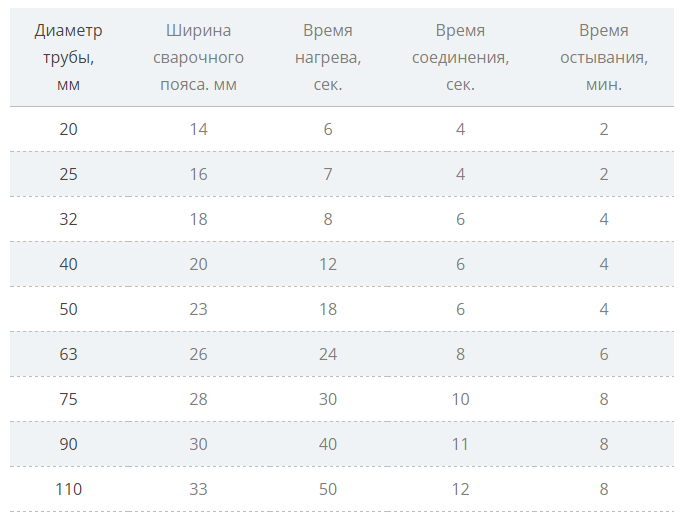
Tabel 1. Tid for opvarmning, opbevaring og afkøling af rør og fittings af polypropylen.
| Udenfor rørdiameter, mm | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Loddezone: afstand fra delens kant (loddeunderlag) til mærket, mm. | 13 | 14 | 15 | 16,5 | 18 | 20 | 24 | 26 | 29 | 32,5 |
| Dele opvarmningstid, s | 5 | 6 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Forbindelse holdetid, s | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 |
| Køletid (til lodning af tilstødende samlinger), min. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 8 | 8 |
VIGTIG! Timingsdataene for forskellige materialer kan variere afhængigt af rørmaterialets renhed, tilstedeværelsen af armering og andre aspekter op til stuetemperaturen. Men disse afvigelser er tydeligt kun synlige på rør med stor diameter. For små dimensioner vil tiden variere med maksimalt 1 ... 1,5 sek. Hvis noget ikke fungerer for dig, eller hvis du gør det for første gang, kan du købe nogle af de enkleste beslag (koblinger), skære nogle rør (flere stykker på 7 ... 10 cm) og kontrollere, hvordan materialet reagerer på opvarmning og tilslutning.
Vi udfører selvsvejsning af polypropylenrør
Generelt er processen med lodning af polypropylenrør ved hjælp af en svejsemaskine som følger:
- Vi opvarmer de dele, der skal tilsluttes, til den ønskede temperatur. Vi tager loddetiden og temperaturen fra specialborde.

Opvarmningstid for polypropylenrør afhængigt af diameteren
- Umiddelbart efter opvarmning er delene forbundet med hinanden og forbliver stationære, indtil der dannes en fuldgyldig svejsning.
Normalt tager svejsningsprocessen af en samling af polypropylenrør ikke mere end fem minutter.

Lodning af polypropylenrør ved hjælp af et gør-det-selv-apparat
Video - Sådan loddes rør uden svejsemaskine
Vi analyserer trin for trin processen med at installere en polypropylenrørledning
- Den første fase i oprettelsen af et vandforsyningssystem baseret på polypropylenrør er forberedelsen af et projekt. For at gøre dette skal du måle de lokaler, hvor installationen skal udføres, og afstanden mellem alle enheder, der bruger vandforsyningssystemet. Du kan lave et projekt på et ark med grafpapir, der angiver forbindelseselementernes dimensioner, afstande og egenskaber.
- Vi forbinder alle de elementer i vandforsyningssystemet, der ikke kræver oprettelse af svejsninger.
- Vi begynder at svejse de enkelte elementer. Vi tager svejsemaskinen ud af transportemballagen og placerer den på en plan overflade.
- Vi skærer rørledningen i færdige sektioner til installation. Skærelinjen skal være nøjagtigt vinkelret. Du kan bruge specielle saks, som også er lette at skære og forstærkede rør.
- Før svejsning affedt og tørr vi grundigt overfladerne, der skal sammenføjes. Den mindste dråbe vand i leddet kan kompromittere dens tæthed.
- Det er bedre at svejse rørledningens elementer og placere dem i vandret plan.
- Hvis det er nødvendigt at udføre svejsearbejde i lodrette sektioner, bruger vi en assistents tjenester, da svejsemaskinen muligvis skal holdes suspenderet.
- Vi tænder svejseenheden ind i netværket og venter på, at den opvarmes til driftstemperatur. Nogle ændringer af enhederne har en reostat, hvorigennem du kan indstille den forudindstillede varmetemperatur.
- Vi anvender mærker på de sektioner, der skal svejses, og markerer svejsedybden eller den relative position af de dele, der skal sammenføjes.
- Vi sætter de dele, der skal tilsluttes, på varmedyserne. Vi overvåger korrespondancen mellem dybden af dysen og de tidligere anvendte markeringer.
- Når overfladerne på de dele, der skal sammenføjes, er opvarmet til den krævede temperatur, fjerner vi dem med dysen og forbinder dem med hinanden. Det er meget vigtigt, at delene er fastgjort i en stationær tilstand under afkøling af sømmen, ellers kan der med deres mindste bevægelse forekomme mikrobrud i svejsningen.For en sikker pasform er det bedst at bruge mekaniske enheder såsom klemmer.
- Du kan bruge de tilsluttede dele, når sømmen er størknet fuldstændigt. Dette tager normalt ikke mere end to minutter.
Vi kontrollerer kvaliteten af svejsede sømme
Den naturlige procedure til kontrol af svejsningenes kvalitet er at fylde den med vand under tryk. For at visuelt bestemme stederne for mulige lækager kan papirservietter placeres under samlingerne. Selv de mindste vanddråber vil være synlige på dem.
For at få en bedre forståelse af processen med at bruge svejsemaskiner til installation af polypropylenrør, se træningsvideovejledningen.
Ufærdig og loddet
Re-melt opstår, når dele overeksponeres på varmepuderne. Som et resultat får vi:
- Reduktion af rørets indre diameter.
- Samledeformation under køling, rørafvigelse fra vandret eller lodret.
- Når du prøver at rette forbindelsen med dine hænder, kan delene rulle (de er meget varme, de køler ned i lang tid, de lodder ikke), og som et resultat kan lodningen vise sig at være af dårlig kvalitet - lækage.
Underophedning opstår, når dele er underophedet. Resultaterne af underdosering er også negative:
- Dele er ikke inkluderet i forbindelsen.
- Genopvarmning kan føre til uønskede deformationer af dele, hvilket kan føre til lækager.
- Med en let undershoot opstår den værste situation: delene kommer ind i leddet, men uden at skabe en forseglet samling. Med en sådan undershoot kommer røret ind i fittingen, men ikke glat, uden at glide, med en let interferens.
Tilslutning af rør på svært tilgængelige steder og svejsning af komplekse strukturer
Sådanne strukturer inkluderer:
- installation af tællere;
- forbindelse til vandvarmeren
- distribution til tilstødende forbrugere
- lodning i lukkede rum.
Flere detaljer:
- Når du lodder rør til måleren, skal du tage højde for dens dimensioner: lejlighedens vandmåler er større i størrelse end røret. Hvis du først accepterer rørene, vil det være svært at installere selve enheden - den har ikke plads nok.
- Vandvarmere har komplekse rørledninger. Under forholdene i små lejligheder skal du være forsigtig, når du beregner rør. Marker altid selv de områder, hvor du ikke kan bruge loddejernet - her skal du lodde forbindelserne "på gulvet" og derefter justere dem langs væggen og enheden.
- Nærliggende enheder skaber mange problemer: lodningen er forsinket i tide, da ophobning af rør forstyrrer processen, øger ventetiden til afkøling af loddede led. Du skal klart tænke på den rækkefølge, hvor du vil forbinde alle dele, så de ikke forstyrrer efter lodning af tilstødende elementer.
- Lodning under trange forhold tager mere tid at finde ud af, hvordan man kommer til samlingen end selve svejseprocessen. Derfor, selvom du har brug for at lodde 2 ... 3 noder, skal du nøje overveje alle mulighederne. Det er ønskeligt at have en assistent, der fodrer eller samler loddejernet.
- Lodning i riller. Ved loddepunkterne skal stroben udvides og uddybes, så du kan indsætte et loddejern i det. Stroben i tilstødende bøjninger og samlinger skal også være bredere, så røret har en kraftreserve, når det fjernes fra loddejernet.
Interessant: hvad er forskellen mellem rørsvejsning og lodning
I essensen af processen adskiller disse operationer sig ikke: delene, der skal sammenføjes, opvarmes til en tilstand, hvor de kan limes sammen og opnå en forseglet forbindelse. Et loddejern kaldes ofte en svejsemaskine - det er også korrekt. Men begrebet "svejsning af polypropylenrør" bruges mere til industriel lodning af rørledninger med stor diameter i offentlige forsyningsvirksomheder (rørsvejsning).
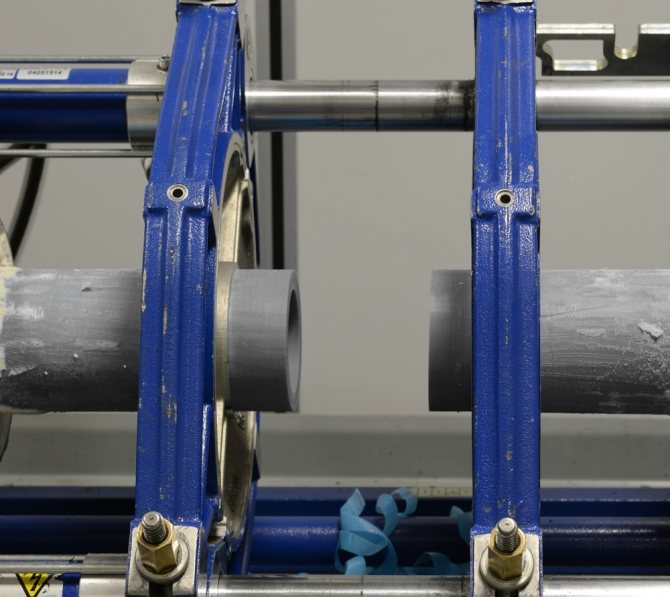
Store loddemaskiner har en lidt anden struktur. Arbejdet foregår som følger:
- Rørene, der skal svejses, placeres i en centreringsanordning (guide), beskyttet af en speciel skive, der sikrer fladhed og parallelitet af de kanter, der skal rengøres.Efter skiven er fjernet, kontrolleres kontaktområdet - rørene skal passe perfekt.
- Der indsættes en varmeskive mellem rørene, dele af rørledningen er fastgjort til den og opvarmet.
- Varmeelementet fjernes, rørene bringes en mod en og svejses sammen til fugen.
- Efter at fugen er afkølet (eksponering er påkrævet) fjernes styrestrukturen.
stroikadialog.ru
Klargøring af emnet til svejsning
Nøjagtig overholdelse af den teknologiske proces, når svejsning af polypropylenrør med egne hænder til begyndere betragtes som halvdelen af succesen med dette arbejde. Derfor er et vigtigt trin at forberede overfladen på de dele, der skal sammenføjes.
Ved at følge flere anbefalinger vil du få et positivt resultat:
- Svejsning af polypropylenrør begynder med mærkning og udskæring på det rigtige sted af god kvalitet.
- På forstærkede emner fjernes det øverste metallag af materialet, ellers vil tilstedeværelsen af folie ikke gøre det muligt at opnå en pålidelig, langsigtet forbindelse. Beskyttelseslaget rengøres med et specielt værktøj. Hvis armeringen udføres med et lag glasfiber, er det ikke nødvendigt at rengøre det.
- Armaturets indvendige del og enderne af røret affedtes med en alkoholopløsning og kontrolleres for forurening eller overfladefejl. Derefter udføres selve svejseprocessen.