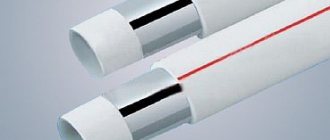
Lodning af kobberrør
Kobber er et dyrt metal, men kobberrør har en konkurrencemæssig fordel for at holde kobbersystemer i høj efterspørgsel. Kompetent fremstillet af kobber giver en lang og problemfri levetid for vandforsyningssystemet gennem hele husets levetid, der overstiger et halvt århundrede. Det praktiske ved behandling af sådanne produkter ligger i loddeprocessens enkelhed - den er ved lav temperatur, let udført i et hjemmemiljø i nærværelse af en gasbrænder eller et elektrisk loddejern.
Sæt med værktøjer
Det komplette sæt værktøjer, inventar og materialer, der anvendes i processen til lodningsproceduren, er som følger:
- organer til udvidelse, skæring og stripping af rør: ekspander, rørskærer eller kværn med den tyndeste skive, affasning, slibepapir, metalbørste;
- værktøj til opvarmning af metal og smeltning af lodde: gasbrænder eller elektrisk loddejern 250 W;
- materialer, hvor forbindelsen finder sted: flux og lodde fra en legering af tin med kobber, antimon, sølv eller andre tilsætningsstoffer;
- hjælpematerialer - servietter til fjernelse af overskydende flux, stativer, handsker, måle- og markeringsværktøj.
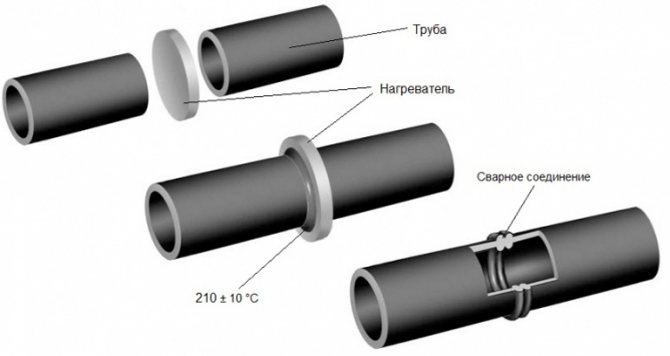
Kobberrør forbindes uden fittings - kanten på den ene udvides med en rørudvidelse, et andet stykke indsættes i den. Samlingen opvarmes, og sømmen hældes med smeltet lodde til tin - der opnås en pålidelig forseglet samling, der kan modstå et tilstrækkeligt højt tryk og høje temperaturer. Du kan lodde kobberrør korrekt ved at forstå processens principper:
- efter skæring af rørene før lodning rengøres enderne grundigt - alle burr fjernes, og kanten slibes til en lysegul farve. Dette skal gøres for at fjerne oxider fra kobber, der forhindrer lodning;
- efter stripping er det dækket af en speciel forbindelse - flux, der fjerner ilt, forhindrer oxidation under svejsning, hjælper det smeltede lodde med at trænge dybt ind i leddet;
- de fluxbelagte sektioner glides oven på hinanden og opvarmes med en fakkel eller loddejern. I dette tilfælde adskiller teknologien til lodning med et loddejern sig fra at arbejde med en brænder kun i fravær af en åben flamme;
- loddet føres til den opvarmede overflade under flammen - tin smeltes, trækkes ind i leddet og spredes jævnt omkring fugens cirkel;
- efter afkøling falder det overskydende tin af sig selv, og sømmen forsegles hermetisk.
Hvis du ikke har særlige færdigheder i sådan lodning, er det bedre at overlade det til fagfolk.
Råd. I hverdagen bliver det nødvendigt at forbinde aluminiumsrør, som er sværere at behandle end kobber. Dette kræver aluminiumslodning og udstyr til lodning af aluminium - en fakkel, der er i stand til at opvarme metallet til 400 ° C. Procedurens specificitet er, at fluxen ikke anvendes, og loddet ikke føres ind i flammen, men påføres leddet: det smelter ved kontakt med det varme metal.




Nødvendige værktøjer
Før du lærer, hvordan man lodder plastrør, hvordan man skærer i et eksisterende system eller samler et nyt, skal du anskaffe alt det nødvendige udstyr.

Det vigtigste værktøj er et loddejern. Men ikke den, hvormed kobberprodukter holdes sammen eller kondensatorer er fastgjort til tavlen.
Her har du brug for et specielt loddejern til polypropylenrør.
Dette er et elværktøj, hvis varmeskinne har et eller flere sæder til specielle dyser.
Dyserne er normalt også inkluderet - du har brug for flere af dem, en til hver rørstørrelse. I sættet er der i de fleste tilfælde dyser til rør 20, 25, 32, 100 mm. Arbejdsfladen er dækket af et non-stick Teflon-lag - det er vigtigt ikke at ridse det med et skarpt instrument, så du ikke kan rengøre redskabet med en kniv, metalbørste osv.
Gode modeller af loddejern er udstyret med en termostat, hvormed du kan indstille den ønskede opvarmningstemperatur. Billige modeller er undertiden udstyret med kun en termomekanisk sensor indstillet til en temperatur.
Effekten af de kommercielt tilgængelige modeller såvel som deres pris varierer meget. Hvis der forventes en lille mængde arbejde, kan du tage den billigste eller endda bede om en leje.
Enhedens effekt påvirker opvarmningshastigheden, men ikke forbindelsens kvalitet.
Ud over et loddejern anbefales det også at anskaffe speciel saks til skæring af plastrør.
Med deres hjælp kan du nemt og hurtigt få et jævnt, pænt snit.
Du skal også bruge et målebånd, en alkoholmarkør (tuschpenne), en skarp konstruktionskniv og klude. Ud over selve rørene kræves der forbindelser af passende størrelse - koblinger, bøjninger, tees (til at skære i allerede lagt systemer), adaptere osv.
Lodning af polypropylen PVC-rør (plast)
Polymerprodukter loddes ved lavere temperaturer end metal. De er bange for åben ild, så specielle elektriske loddejern kaldet svejsemaskiner bruges til svejsning.
Svejseteknologi af polypropylenprodukter (PP) er grundlæggende forskellig fra at arbejde med kobber.
Forbindelse af metalsektioner indebærer indsættelse af et segment i et andet og derefter forsegling af sømmen ved hjælp af en svejsning fra et blødere metal. I tilfælde af polypropylen smelter begge segmenter, blandes, trænges fuldstændigt ind i hinanden, og når de er størknet, opstår der en integreret homogen forbindelse. Sådan svejsning kaldes diffus fra det latinske ord diffusion, hvilket betyder blanding. Lodning af propylenrør betyder at gøre tre ting:
- smelte enderne af segmenterne, indtil de er bløde;
- forbinde den ene til den anden uden unødvendige drejninger;
- vent indtil det køler ned - som et resultat dannes en homogen sektion i ét stykke.
Lodderør til opvarmning og VVS derhjemme
På grund af enkelheden i gør-det-selv-proceduren udføres den derhjemme. For at gøre dette skal du købe:
- elektrisk svejsemaskine til svejsning af polypropylen;
- vedhæftede filer til enheden (inkluderet i sæt til enheden);
- trimmer;
- montering;
- tilbehør: markør, kniv, målebånd.
Lodning af polypropylen er meget lettere end kobber
Gør-det-selv lodning af propylenrør består i rækkefølge af følgende operationer:
- Skær rør til forudbestemte dimensioner, forbered beslag om nødvendigt.
- Trim enderne - fjern 1-1,5 mm af beskyttelseslaget ovenfra. Dette kan gøres med en trimmer eller slibning med emeriepapir.
- Forbered svejsemaskinen - udstyr den med dyser til rørdiameteren og tilslut den til netværket. Polypropylen smelter ved 250 ° C. Enheden har en temperaturkontakt og en varmeindikator. Når den ønskede temperatur er nået, afgiver enheden et lyd- eller lyssignal, at den er klar til svejseprocessen.
- Indsæt røret og tilpasningen i de tilsvarende dyser, og hold tiden nøje i overensstemmelse med instruktionerne, undgå overophedning eller underophedning.
- Fjern de opvarmede dele fra dyserne, og lod dem derefter ved at indsætte det ene element i det andet. På dette tidspunkt skal handlingerne være sikre og klare - det er forbudt at bevæge elementerne frem og tilbage eller rotere langs aksen.
- Lad polypropylen køle af - lad strukturen være uden mekanisk belastning i et stykke tid.
- Kontroller forbindelsen visuelt for mangler: hvis teknologien følges, viser sømmen at være ensartet og stærk.
Lodning af HDPE-rør ved hjælp af fittings af polypropylen.
Ærligt talt er jeg imod denne metode. Nu vil jeg forklare hvorfor:
- Polypropylen og polyethylen har forskellige smeltepunkter. HDPE smelter ved lidt over 100 grader Celsius, mens polypropylen smelter ved 260 grader. Svejsningen viser sig at være af dårlig kvalitet.
- Selvom det viser sig at skabe sådan en forbindelse, er det stadig ikke klart, hvilket tryk det er designet til, og hvor længe det kan holde det.
Læs også: Vægtfylde af rustfrit stål 12x18n10t
Derfor råder jeg dig til ikke at spilde tid og penge på sådanne eksperimenter.
Korrekt lodning af store HDPE-rør ved normal temperatur
De er af to typer:
- lav styrke - de er lavet under højt tryk og får en lav densitet;
- højstyrke (HDPE) - er lavet under lavt tryk, men får en høj densitet.
Et andet navn for højstyrke polyethylenrør - HDPE står for lavtryks polyethylen. Ordene "lavt tryk" i navnet betyder de betingelser, hvorunder produkterne blev fremstillet og er ikke relateret til anvendelsesområdet. Lavtrykspolyethylen (HDPE) anvendes under højtryks- og temperaturforhold - i hovedgas- eller vandrørledninger. Lodning af polypropylenrør korrekt er ikke en let opgave.
Da HDPE-produkter produceres i en bred vifte af diametre (20 mm til 1 m 20 cm) og vægtykkelser, er der mere end en metode til sammenføjning af dem og mange typer udstyr til lodning af polyethylenrør. Svejsning af polyethylenrør udføres ved hjælp af en af følgende metoder:
- røv (eller røv)
- klokkeformet;
- elektrofusion.
Til en sådan lodning har du brug for en speciel loddemaskine.
Butt svejsning af PE-rør under industrielle forhold udføres af en dyr og voluminøs maskine med et mekanisk eller hydraulisk drev. Sættet på enheden inkluderer guider til centrering, en trimmer til glat skæring af tilstødende kanter, et varmeelement, drev og timere. Selve end-to-end-teknologien er enkel, men det anvendte udstyr er ikke billigt: prisen på en svejsemaskine til HDPE-rør er i gennemsnit 250 tusind rubler, og et separat varmeelement koster ca. 50 tusind.
Loddeskema for polyethylenrør med loddejern på svært tilgængelige steder
Lodning af polyethylenrør finder sted i henhold til følgende skema:
- de produkter, der skal tilsluttes, indsættes i rørsvejsemaskinen, er centreret;
- der indsættes et automatisk modstående værktøj mellem dem, som jævnt skærer HDPE og fjerner chips;
- modsatte ender er forbundet, visuel kontrol af tilpasningen og tætheden af kanterne udføres;
- enderne, der skal svejses, affedtes, et varmeelement er installeret mellem dem;
- enderne opvarmes og smeltes ved en given temperatur i et bestemt tidsrum;
- varmeelementet fjernes, og forbindelsen afkøles i en periode, der er indstillet af timeren;
- der opnås en stærk forbindelse uden at påvirke rørledningens fleksibilitet.
Derhjemme sker det efter samme princip, men der bruges enklere enheder - et loddejern til polyethylenrør. Det koster fra 30 tusind rubler, det er et svejsespejl dækket af teflon og kan modstå høje temperaturer - op til 300 ° C.
Parametrene for stødsvejsning af polyethylenrør: temperatur, opvarmning og afkølingstid - afhænger af diameteren og vægtykkelsen, de indstilles af svejserne i henhold til et specielt bord. For at eliminere fejl i mange enheder indstilles parametrene automatisk.
Elektrofusionssvejsning af HDPE-rør hører til den industrielle kategori og består i at smelte den del af rørledningen under koblingen, hvortil den elektriske strøm leveres, og temperaturen stiger. Elektrofusionskoblinger til polyethylenrør bruger en stor mængde elektricitet under drift og betragtes som dyrere, men de hjælper i tilfælde, hvor det er umuligt at bruge en enhed med store dimensioner. De kan bruges derhjemme.
Hvordan laver man et VVS af polyethylenrør?
Du kan samle vandforsyningen på forskellige måder, men altid i en bestemt rækkefølge. For det første udvikles et projekt, og alle strukturelle komponenter købes. Derefter kan du starte byggearbejde.
Forberedende arbejde inden installation af polyethylenrør
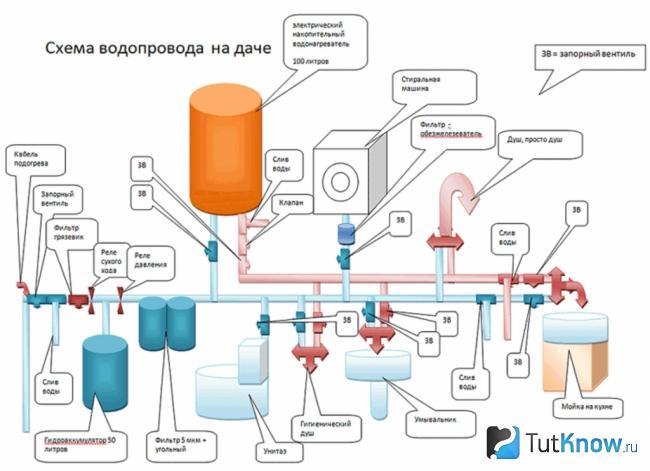
VVS-diagram over polyethylenrør
I det første trin af installationen er det nødvendigt at udvikle en vandforsyningsplan fra polyethylenrør. På skitsen viser ruten fra kilden til forbindelsespunkterne med hovedstammen og grene. I diagrammet skal du angive placeringen af strukturens lineære ekspansionsfuger.
På grund af udvidelsen af plastik skal du fastgøre rørene med clips med et specielt design, der gør det muligt for linjerne at bevæge sig, når de opvarmes.
Sporet kan trækkes åbent i specielle bakker eller lukkes i riller. Bestem størrelsen på polyethylenrørene til vandforsyningen, antallet af fittings, og beslut hvordan du skal forbinde snitene.
Byggemarkedet er mættet med polyethylenrør til vandforsyning, men kvalitetsprodukter kan kun købes i store isenkræmmere. Kontroller varerne omhyggeligt:
- Der må ikke være mekaniske skader på emnerne: spåner, revner, hak.
- Køb ikke et billigt produkt, hvilket kan indikere plastik af dårlig kvalitet.
- Alle de vigtigste egenskaber ved polyethylenrør til vandforsyning påføres overfladen (diameter, tilladt tryk, temperatur, formål).
Hvis du er i tvivl om produktets kvalitet, skal du bede sælgeren om at fremlægge et certifikat for dets overensstemmelse.
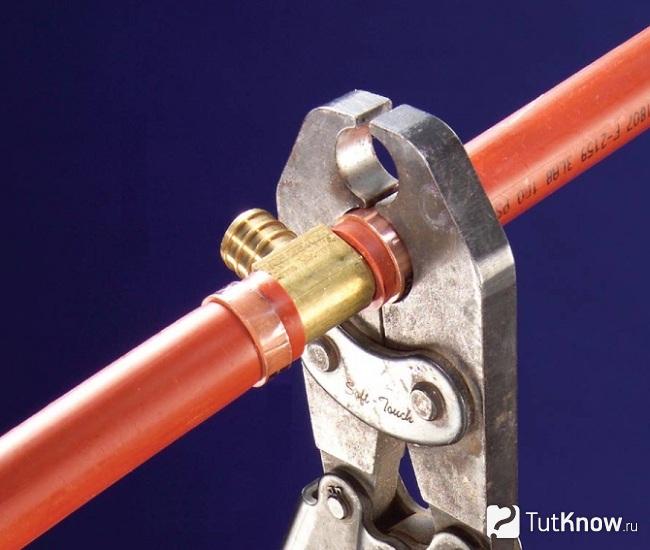
Installation af polyethylenrør ved hjælp af tappebeslag

På billedet forbindelsen af polyethylenrør til vandforsyning med fittings
For at forbinde stykker af polyethylenrør har du brug for følgende værktøjer:
- Loddejern til svejsesnit
... Det sælges normalt komplet med vedhæftede filer i forskellige diametre. - Saks til skæring af emner
... Med deres hjælp er snittet glat, ingen yderligere behandling af enderne er påkrævet.
Sekvensen for installation af polyethylenrør til vandforsyning ved hjælp af fittings:
- Skær det nødvendige antal emner i henhold til VVS-diagrammet.
- I enderne af produkterne affases i en vinkel på 45 grader.
- Anbring et loddejern ved siden af stikkontakten. Installer dyser på den, hvis diameter svarer til rørets diameter og beslag.
- Skub emnerne på dyserne.
- Tænd for enheden. Den optimale temperatur til opvarmning af polyethylen er 270 grader. Hvis der er en regulator, kan den indstilles manuelt. På enklere enheder er indstillingen allerede foretaget fra fabrikken.
- Efter indikatoralarmen fjernes røret og fittingen hurtigt fra loddejernet og forbindes. Rør ikke ved leddet i flere minutter, før plasten hærder. Det er ikke nødvendigt at afkøle leddene for ikke at reducere fugens kvalitet.
- Alle ruteelementer er fastgjort på en lignende måde.
- Forbind ledningen til vandforsyningen, og kontroller, om der er lækage i hver samling.
Elektrofusionssvejsning af polyethylenrør til vandforsyning
På billedet er værktøjer til elektrofusionssvejsning af polyethylenrør
For at installere polyethylenrør til vandforsyning med egne hænder ved hjælp af elektrofusionskoblinger skal du bruge følgende udstyr og materialer:
- Svejsemaskine
... Dens funktion er at aktivere koblingen i et bestemt tidsrum.Produktet er samlet på halvledere, som giver høj effektivitet og produktivitet. Enheden er udstyret med et digitalt display til at kontrollere de indtastede parametre. Nogle modeller har en plads til en scanner, der gør det muligt at indtaste tilpasningsparametre i enheden via en stregkode på stikket. - Positioner
... Dens formål er at kompensere for rørets ovalitet, der vises under forkert opbevaring og transport af produktet. - Rørskærer
... Med sin hjælp er rørets kanter efter skæring flade og uden flisning. Det anbefales ikke at bruge en kniv eller en nedstryger til elektrofusionssvejsning. - Rørrensevæske
... Fjerner fedt og andre lag fra den svejste overflade. Leveres ofte med beslag. Det er forbudt at rengøre delene med produkter, der ikke er beregnet til polyethylen. - Fjernelse af oxidlim
... Designet til at fjerne det øverste lag af plast med en tykkelse på 0,1 mm for at skabe en ru overflade. Trækkeren kan udskiftes med en almindelig skraber.

På billedet er processen med elektrofusionssvejsning af polyethylenrør til vandforsyning
Installation af polyethylenrør til vandforsyning ved elektrofusionssvejsning udføres i følgende rækkefølge:
- Skær emnerne med en rørskærer i henhold til målene angivet på vandforsyningsdiagrammet.
- Mål længden på ærmet.
- På hvert emne skal du markere med en markør i en afstand af halvdelen af ærmet plus 2 cm fra rørets kant.
- Fjern det øverste lag, hvor plasten har reageret med ilt.
- Skråt i slutningen for at lette sammenføjning af røret og forbindelsen.
- Sørg for, at der ikke er produktets ovalitet, ellers kan ærmet ikke sættes på, ellers fungerer et monolitisk lodde ikke.
- Anbring en positioner på hvert rør, og fastspænd det, indtil det er perfekt rundt.
- Rengør overfladerne på elementerne for støv og affedt med en speciel blanding.
- Indsæt røret halvvejs i elektrofusionsbeslaget. Normalt er der en begrænser indeni, der ikke tillader dig at gå længere. Parringsoverflader skal røre ved eller være placeret i mindst mulig afstand fra hinanden.
- Tilslut det andet rør på samme måde.
- Tilslut svejseterminalerne til de specielle stik.
- Brug en scanner til at læse stregkoden på beslaget.
- Tilslut spændingen til spiralen. Inden for en kort periode blødgør polyethylen til en tyktflydende creme fraiche. Diffusion vil forekomme, og de to dele bliver en. Efter afkøling bliver materialet fast igen.
Under størkning er det forbudt at ændre linjens konfiguration.
Sammenlignet med andre metoder har elektrofusionssvejsning af polyethylenrør følgende fordele:
- Reducerer sandsynligheden for at lave dokker med fejl.
- Proceduren er helt sikker for andre.
- Forbinder faste elementer.
- Linjens indre diameter reduceres ikke.
- Mulighed for at samle emner med forskellige diametre og vægtykkelser.
- Elforbruget er minimalt.
Butt svejsning af polyethylenrør til vandforsyning

På billedet en centraliseringsenhed og et stødsvejseværktøj til stødsvejsning af polyethylenrør
Det bruges til installation af polyethylenrør med en diameter på mere end 50 mm.
Forbered følgende udstyr:
- Centralizer
... Består af to halvdele, hvoraf den ene er bevægelig. De gør det muligt at centrere rørene. Sengen kan køres manuelt eller hydraulisk for at skabe tryk. Håndfremføringen bruges til samling af rør med en diameter på op til 160 mm. Den hydrauliske blok er udstyret med en manometer til overvågning af det tryk, der genereres af enheden. - Trimmer
... Lille elektrisk skæreværktøj med to hoveder til højkvalitets rørskæring. - Varmeapparat
... En slags loddejern til at smelte kanterne på emnerne. Den enkleste enhed er "svejsespejlet". Det bruges til svejsning af produkter uden centraliseringsenhed og et modstående værktøj til montering af ikke-trykledninger.

På billedet støtter processen med svejsning af polyethylenrør til et vandforsyningssystem
Stødsvejsningsprocessen af polyethylenrør til vandforsyning er som følger:
- Sørg for, at der ikke er ovalitet i slutningen af røret.
- Mål tykkelsen på produktet ved samlingen, som skal være den samme. Opfyldelsen af betingelsen vil sikre maksimal styrke af leddet efter svejsning.
- Installer en centraliser ved siden af sporet. Placer rørene i det, hvor du kan installere et varmelegeme mellem dem. Sørg for, at de er justeret.
- Fastgør emnerne med klemmer, 2 for hvert rør. Spænd den bageste klemme først. Bring den forreste, indtil den rører ved, og skru den op med en lille indsats, så ovaliteten ikke vises.
- Indstil enheden til hårdlodningstrykket. For at gøre dette skal du udlufte luft fra enhedens system og stramme ventilen igen, indtil centraliseringen begynder at bevæge sig.
- Juster det nødvendige tryk til lodning. Værdien er typisk angivet i tabellen, der følger med instrumentet.
- Rengør rørforbindelserne for snavs, sand og andet snavs.
- Installer trimmeren ved siden af produktets kant. Tænd for det, og flyt emnet til enheden, som affas 2x45 fra slutningen. Gentag operationen på det andet rør.
- Luft luft og spred de centrerende dele fra hinanden.
- Flyt enheden, indtil den berører elementerne, og sørg for, at de ikke er ude af justering.
- Rengør overfladerne med alkohol eller et proprietært opløsningsmiddel.
- Varm loddejernet op til 270 grader.
- Før du tilslutter polyethylenrørene til vandforsyningen, skal du indstille tidspunktet for den planlagte lodning på enheden, bestemt ud fra bordet.
- Placer spidsen af varmelegemet mellem emnerne.
- Flyt rørene til loddejernet, og lad det stå, indtil der dannes en 1 mm tyk perle.
- Tid til at svejse. Demonter loddekolben, når den er udløbet.
- Flyt produkterne meget hurtigt med centraliseringen mod hinanden, indtil de kommer i kontakt, og lad dem være under pres i 5 sekunder.
- Aflast tryk og tid til at køle ned. Plasten skal hærdes naturligt uden acceleration, ellers forringes fugens styrke.
Følg vores anbefalinger, når du installerer et vandforsyningssystem fra polyethylenrør:
- Gennem hele processen skal du observere temperaturen på loddejernet, kontrollere opvarmningen af de dele, der skal sammenføjes, højden på burren og trykket på leddet.
- Arbejd på en plan overflade.
- Udfør dockingen, hvis justeringen af de tilsluttede elementer overholdes. Afvigelse af akserne - ikke mere end 10% af produktets tykkelse.
- Under proceduren skal du dække de modsatte ender af rørene, så træk ikke afkøler den smeltede masse.
- Placer produkterne i centraliseringen, så markeringerne på overfladen er justeret.
- Før proceduren skal du udføre en prøveoperation, hvor mikropartikler fjernes fra varmeren. Tør trimmerens overflade af med en ren klud inden brug.
Installation af XLPE-rør til vandforsyning
På billedet er processen med at forbinde rør lavet af tværbundet polyethylen
Sektioner af XLPE er forbundet med gevindbeslag. Til arbejde har du brug for de enkleste enheder - saks, skruenøgler til skruemøtrikker, et målebånd.
Processen med at lægge rør til et vandforsyningssystem lavet af tværbundet polyethylen er som følger:
- Juster enden af røret med en saks.
- Afrund enderne i en 45 graders vinkel.
- Fjern møtrikken og O-ringen fra beslaget.
- Skub møtrikken på røret og derefter ringen.
- Blænd det afsnit, der glider over stikket.
- Fugt overfladen med sæbevand.
- Skub o-ringen mod beslaget.
- Skub stikket på røret, indtil det stopper.
- Hold beslaget med en skruenøgle, og stram møtrikken med den anden. Hun vil presse enderne af produkterne sammen.
- Efter at have samlet hele ledningen skal du kontrollere, at der ikke er nogen lækage ved samlingen ved at tilføre vand under driftstryk.
Loddeforstærket polyvinylchloridrør
Lodning kan udføres med den samme maskine, der bruges til svejsning af polypropylenanaloger. Vægge på PVC-produkter er tykkere og stivere, så det er nødvendigt med fittings for at forbinde dem. Deres smeltepunkt er lavere, derfor bruges denne type ikke til varmt vandforsyning - rørledningens vægge er deformeret under påvirkning af høje temperaturer. Lodning udføres med en elektrisk svejsemaskine med dyser, hvorpå enderne af de produkter, der skal sammenføjes, smeltes. For korrekt lodning af pvc-rør skal du udføre flere trin:
- rengør kanterne
- fjern eventuelt armeringen
- indstil smeltetemperaturen til højst 200 ° C.
Værktøjer, inventar, handlinger er de samme som ved arbejde med polypropylenprøver.
SE VIDEOEN
I hverdagen omtales polypropylen, polyethylen eller PVC-rør ofte med et generelt ord som plast, og principperne for deres forbindelse har meget til fælles. Ikke alle kan lodde rør korrekt, men alle kan lære.
I dag anvendes polymerprodukter i mange områder af vores liv og industrier. Men HDPE - lavtrykspolyethylen - er især populær. Dette materiale er stærkt, holdbart, let at installere på grund af dets lave specifikke vægt. Rørledninger til forskellige formål er ofte lavet af polyethylenrør. For at forbinde individuelle emner svejses HDPE-produkter. I vores artikel vil vi tale om sorterne og funktionerne ved svejsning af HDPE-rør.
Svejsebord
Forskellige svejseborde er tilgængelige som ekstra værktøj til at lave en korrekt HDPE-rørforbindelse af høj kvalitet. De bestemmer de krævede parametre for produkter til svejsning, temperaturforhold, mekaniske egenskaber og tidsperioden for smeltning / afkøling af produkter.
Alle disse punkter skal tages i betragtning, når der udføres arbejde, da deres implementering vil afhænge af pålideligheden og styrkeegenskaberne ved svejset rørledningskommunikation.
Tabellen over tidsintervaller for svejseprodukter viser ikke kun arbejdstid, men hvilke diametre på produkter det er typisk for.
Forskellige forbindelser
For at forbinde polyethylenrør kan du bruge følgende metoder:
- Aftagelig. For at udføre en sådan samling af HDPE-emner er der behov for stålflanger. Hovedtrækket ved dette dockingsprincip er, at rørledningen kan skilles ad under drift.
- Ikke aftagelig. I dette tilfælde fungerer det ikke at adskille kommunikationen. For at skabe en sådan forbindelse skal emnerne svejses. Til dette kan en af følgende metoder anvendes:
- stødsvejsning af polyethylenemner;
- svejsning af HDPE-produkter ved hjælp af koblinger.
Til samling af rørledninger fra elementer med stor diameter anvendes termoresistive fittings eller stødsvejsning. Ved anvendelse af begge metoder opnås en pålidelig monolitisk forbindelse.
Typer af HDPE-forbindelse
Svejsning af HDPE-rør involverer følgende forbindelsestyper:
- Aftagelig, som kan demonteres under drift. Stålflanger bruges til denne type tilslutning.
- Forbindelser i ét stykke - demontering af svejsede rørledninger i driftsperioden er ikke tilvejebragt.
Den anden tilslutningsmulighed kan udføres ved hjælp af to teknologier: stødsvejsning af polyethylenrørledninger, svejsning af polyethylenrør ved hjælp af koblinger.
Lægning af rørledninger med stor diameter udføres ved hjælp af termoresistive fittings, stødsvejseudstyr. Ved hjælp af begge indstillinger opnås en ret pålidelig monolitisk forbindelse.
Butt svejsning af HDPE produkter
Butt svejsning af HDPE rør kræver brug af svejseudstyr.På grund af det faktum, at der ikke anvendes yderligere dele under svejsning, er installationsprocessen meget forenklet. På denne måde kan kun HDPE-emner svejses.
OBS: Stødsvejsning af HDPE-produkter af høj kvalitet fungerer kun, hvis den udføres med en søm. På grund af dette vil styrken af sammenføjningen af de dele, der skal sammenføjes, maksimeres.
Butt svejsning af polyethylenrør er den mest effektive og alsidige teknologi, da den opretholder materialets fleksibilitet gennem hele rørledningen. Denne metode kan anvendes uanset hvilken type rørledningsinstallation der anvendes (grøft, grøftfri eller åben).
Butt lodning af polyethylenrør udføres i følgende rækkefølge:
- Til at begynde med skal enderne af emnerne, der skal sammenføjes, installeres i centraliseringen af svejseudstyret.
- Når delene er justeret og fastgjort ved hjælp af en bomuldsserviet og alkohol, er det nødvendigt at rengøre enderne af støv, snavs og fedt.
- Derefter behandles enderne, der skal svejses, ved hjælp af en venderudstyr. Trimning stoppes, når ensartede chips med en tykkelse på ikke mere end 0,5 mm begynder at dannes. Emnet kan nu fjernes, og endernes parallelitet kan kontrolleres manuelt.
- Hvis der findes et uacceptabelt mellemrum mellem overfladerne, der skal svejses, skal beskæringen gentages.
- Derefter loddes rørene. For at gøre dette ved hjælp af et varmeelement med en non-stick belægning opvarmes enderne af emnerne til den krævede temperatur.
- Når enderne er tilstrækkeligt smeltet, adskiller vi de produkter, der skal svejses, og fjerner også elementet til opvarmning fra svejsezonen.
- Derefter kan de ender, der skal svejses, lukkes, og fastspændingstrykket kan øges, indtil det når den krævede værdi.
- Svejsningen skal holdes under tryk i en bestemt tidsperiode.
- Derefter kontrolleres svejsningens kvalitet. Til dette vurderes udseendet af graden, bredden og højden.
Ekstrudersvejsning
Det er lidt sværere at arbejde med en håndtørrer eller et loddejern, da du også skal kontrollere ikke kun opvarmningstiden, men også dine egne bevægelser. Hvis svejsning udføres forkert, kan integriteten af HDPE-rørene krænkes eller sømmen beskadiges.
Foto - professionel inverter
Trin-for-trin instruktioner til svejsning med en inverter:
- Det er nødvendigt at skære kommunikationen til en bestemt størrelse, sørg for at rense enden;
- Temperaturen til HDPE-svejsning er 260 grader, et loddejern er installeret på dette niveau, svejsedyserne installeres og opvarmes på samme tid;
- Før arbejdet påbegyndes måles og kræves den nødvendige installationsdybde, den skal være mindst 2 mm; Foto - montering installation
- Den sværeste del af denne proces er det øjeblik, hvor du har brug for at centrere fittingen og røret i dysen. En professionel maskine indeholder en speciel centreringsmekanisme, hvis den ikke er der, så prøv bare at gøre alt meget præcist;
- Efter tilslutning skubbes de ind på mærket (ikke til leddet) og opbevares i en vis tid;
- I slutningen af arbejdet slukkes enheden, og rørsvejsepladsen er fastgjort til køling.
Det er meget vigtigt ikke at overeksponere fastgørelseselementet, hvis svejsningen er for strammet, bliver HDPE meget tynd, eller der vil være en tilstrømning af polyethylen til den indvendige diameter. For at kontrollere dette øjeblik anvendes en speciel tabel:
| Udvendig diameter, mm | Svejset søm, mm | Opvarmning, sek | Forbindelse, sek | Køling, sek |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 32 | 50 | 12 | 8 |
Video: Elektrosvejsning af HDPE-rør
www.kanalizaciya-stroy.ru
Bøsningssvejsning af HDPE emner
Svejsning af HDPE-rør ved koblingsmetoden udføres ved hjælp af en speciel svejseenhed kaldet loddejern samt et sæt specielle dyser, der kan variere i diameter. Dysens størrelse vælges ud fra diameteren på de svejsede polyethylenrør.
Koblingslodning af HDPE-rørledninger udføres ved hjælp af fittings. Konfigurationen af disse produkter kan variere. De kommer i form af vinkler, tees eller koblinger. Med denne loddemetode svejses enderne af emnerne og beslagene.
Vigtigt: den største fordel ved stiksvejsning er, at den kan udføres på svært tilgængelige steder, hvor aksial forskydning af emner er vanskelig.
Opvarmning af polyethylendele udføres ved kontakt mellem arbejdsemnet og svejseenhedens opvarmede metaldel. Den består af to rullende dele:
- dornen opvarmer beslagets indre overflade;
- varmerøret indsættes i muffen.
For at installere denne dyse i hullet i loddeenheden skal bøsningen og dornen drejes sammen.
Lodning af polyethylenrør ved hjælp af koblingsmetoden indebærer følgende forberedende foranstaltninger:
- Arbejdsemnerne skal skæres med en speciel saks til den ønskede størrelse. I dette tilfælde er det nødvendigt at sikre, at snittet er strengt vinkelret på produktets længdeakse.
- Inden lodning udføres, skal enderne på emnerne, der skal sammenføjes, rengøres.
- For at forhindre uønsket afkøling under svejsning forsegles rørender, der ikke er tilsluttet i øjeblikket, med propper.
- Derefter skal du rense svejsedysens overflade for materialepartikler, der kan være tilbage efter det foregående arbejde.
Nu kan du starte selve svejseprocessen, som udføres i følgende rækkefølge:
- Først skal dysen opvarmes til svejsetemperaturen. Når værdien når det krævede niveau, vil indikatoren på loddekroppen give et signal.
- Herefter skal HDPE-røret indsættes i bøsningen, indtil det stopper. Til gengæld skubbes beslaget også på dornen, indtil det stopper. Da diametrene er lidt forskellige, skal der gøres en indsats for at afslutte proceduren.
- Vi vælger rørsvejsetiden i henhold til specielle tabeller, hvor denne indikator er angivet for produkter med forskellige diametre.
- Under processen med at indsætte det rørformede element og glide på beslaget, smeltes overskydende materiale fra overfladen af emnerne og presses ud. Som et resultat dannes en ringformet perle langs kanten af de elementer, der svejses - en gart.
- Trykket ved indsættelse af dele skal stoppes i det øjeblik, hvor arbejdsemnet og beslaget når anlægget. Det er meget vigtigt at overholde denne betingelse, da forbindelsen ellers ikke er stærk nok. Da det er vanskeligt nøjagtigt at bestemme emnets dybdedybde, er det nødvendigt først at måle denne værdi og sætte et mærke på røret.
- Fjern derefter emnerne, der skal svejses, fra dysen. Derefter installeres røret i beslaget, så det hviler tæt mod den ringformede perle. Lad de tilsluttede elementer køle af. I dette tilfælde skal du ikke vride dem og udsætte dem for forskellige mekaniske påvirkninger.
Butt svejsning
Butt svejsning af HDPE rør er beregnet til prøver med en diameter på mere end 5 cm. En speciel svejseenhed er beregnet til dette.
Princippet om svejsningsprodukter: Enderne af rørene forvarmes, hvorefter de forbindes under tryk. Den smeltede plast danner et monolitisk led, der ikke er ringere i styrkeegenskaber end et fast produkt.
Butt butt svejsning af PND-rør kan udføres uafhængigt. Før svejsning er det nødvendigt at fastgøre enderne af produkterne sikkert i enhedens armaturer, først da kan varmepladen bringes ind.
Efter tilstrækkelig opvarmning af plasten, det vil sige til smeltetemperaturen, fjernes flisen, og rørene presses under et bestemt tryk. Når sømmen er helt kølig, kan du fjerne produkterne fra fastgørelsen af svejseudstyret.
Forbindelsesprocedurens funktioner:
- Denne type svejsning kan bruges til rør med samme diameter, fittings.
- Produkternes vægtykkelse skal være mere end 5 mm.
- Diffus svejsning anbefales kun, når den omgivende lufttemperatur ikke er mindre end 15 grader og ikke mere end 45 grader plus.
- Svejsning af en rørledning PND betragtes som meget økonomisk, da svejsemaskinen, der anvendes til denne type materiale, bruger meget mindre elektricitet sammenlignet med udstyr designet til svejsning af metalrør.
Elektrofusionssvejsning
For at skabe en sådan forbindelse er der brug for en speciel elektromagnet, hvori der er monteret indlejrede varmeelementer. Hvis vi sammenligner denne svejsning med stødsvejsning, koster det mere på grund af behovet for at købe dyre elektriske koblinger.
Denne teknik har dog sine fordele:
- Da der ikke dannes en burr på den indre overflade af rørene, falder rørets permeabilitet ikke.
- Denne svejsemetode er praktisk at bruge i et begrænset rum, hvor det ikke er muligt at installere en samlet svejset enhed.
For at forbinde to emner i en lige sektion af rørledningen anvendes konventionelle elektrofusionskoblinger. I nogle tilfælde kan det imidlertid være nødvendigt med elektrofusions-tees og sadelforgreninger. For at fuldføre arbejdet skal du bruge en svejseenhed til elektrofusion.
Svejseproceduren udføres ved hjælp af en polyethylensvejset beslag. Dette er et specielt produkt, der har indbyggede spiraler, der fungerer som varmeelementer. I dette tilfælde er en del af monteringsmaterialet, der smeltes på grund af den opvarmede spiral, forbundet med polymermaterialet i emnet og danner en kontinuerlig monolitisk rørledning. Forresten forbliver spiralen i den resulterende søm for evigt.
Vigtigt: Elektrofusionsteknologi giver dig mulighed for at opnå en højstyrkeforbindelse. På grund af de høje omkostninger ved denne metode bruges den imidlertid til installation af trykkommunikation til transport af gas- og olieprodukter.
Svejsning med elektrofusion udføres i følgende rækkefølge:
- Ved hjælp af specielt skæreudstyr skæres rørene i stykker af den ønskede størrelse.
- Desuden skal emnerne rengøres for snavs og affedtes ved svejsepunktet. Elektrofusionen skal underkastes den samme behandling.
- Derefter markeres der på de rørformede elementer, der giver dig mulighed for at kontrollere dybden af rørets indsættelse i muffen.
- For at forhindre uønsket afkøling af elementerne under svejsning er de frie rørender tilsluttet.
- Ved hjælp af specielle ledninger er svejseenheden tilsluttet den elektriske kobling, startknappen trykkes.
- Efter en bestemt periode slukkes enheden alene, hvilket betyder, at svejsningen er afsluttet.
- Forbindelserne opnået på denne måde kan kun betjenes efter en time.
OBS: Hovedbetingelsen for at opnå en søm af høj kvalitet er delernes immobilitet under svejse- og køleprocessen.
Følgende krav stilles til de opnåede svejsede samlinger:
- Svejsningens ringformede perle skal overlappe mærket på arbejdsemnet inden svejsning.
- Den tilladte forskydning af rørsektioner i forhold til hinanden er ikke mere end 10% af HDPE-elementets vægtykkelse.
- Hvis vægtykkelsen på det emne, der skal svejses, ikke er mere end 5 mm, skal perlehøjden for en svejsning af høj kvalitet være ca. 2,5 mm. I tilfælde af svejserør med en vægtykkelse på 6-20 mm skal vulstens højde være mere end 5 mm.
Når du vælger en metode til svejsning af HDPE-emner, er det værd at overveje driftsforholdene for de installerede værktøjer. Kun under hensyntagen til denne faktor kan der bygges en pålidelig rørledning af høj kvalitet, der fungerer effektivt i hele den tildelte periode.
Føj til bogmærker
Når det bliver nødvendigt at udskifte rørledningen i huset, opstår spørgsmålet, om du skal gøre det selv eller ringe til en mester. For nylig var det en velkendt og naturlig ting at ringe til en blikkenslager for at reparere en VVS. Men nu, når der er opstået plastrør (metalplastik, polypropylen, plastik, HDPE-produkter), som har lave omkostninger, forholdsvis god styrke og en nem installationsmetode, er tilfælde af selvinstallation mere og mere almindelige. Lodning af polyethylenrør sparer betydeligt processen med installation af et vandforsyningssystem.
Typer af plastrør: polyethylen, polypropylen, metalplast.
Men hvordan man lodder dig selv, og hvad er der brug for til dette?










Sekvens af arbejde
Det er værd at starte med forberedelse - udarbejde et projekt til et vandforsyningssystem, bestemme antallet af nødvendige samlinger, vælge rørdiameter osv.
Installation af polypropylenrørprodukter er kun tilladt i varme, lodning ved temperaturer under nul kan ikke udføres.
I hverdagen bruges normalt rør med en diameter på 20, 25, 32 mm, 100 mm er meget sjældne. For at udføre lodning korrekt skal du følge følgende rækkefølge:
- Trin 1. Loddekolben er samlet, installeret på et stativ, fastgjort til den ønskede størrelse af dysen.
- Trin 1. Loddejernet tænder for at varme op, mens det varmes op, kan du forberede rør og fittings til lodning.
- Trin 1. Enden af røret og beslaget, der skal fastgøres, sættes samtidigt på loddejernet.
- Trin 1. Når plastikken varmer op til den ønskede temperatur, fjernes elementerne og forankres med hinanden uden at vride, uden at ske, med en let anstrengelse.
- Trin 1. Du skal holde den nye forbindelse i et par sekunder og derefter afkøle den i et par minutter.
- Trin 1. Dysens overflade rengøres af plastrester med en klud. Du skal arbejde omhyggeligt for ikke at brænde dig selv.
- Trin 1. Du kan gå videre til næste led.
Enderne, der skal fastgøres, skal være rene og ikke beskadigede.
Arbejdet skal udføres omhyggeligt og gnidningsfrit forbinde elementerne. På samme tid kan du for nemheds skyld fokusere på linjerne på siderne af rør og fittings.
Det er også yderst vigtigt at opretholde intervallerne for opvarmning, fastholdelse, køling af dele korrekt.
Denne færdighed kommer med færdigheder, mens begyndere kan styres af de tidsintervaller, der anbefales af producenterne, angivet i tabellen:
| Rørstørrelse, mm | Opvarmningstid for dele | Dockingstid | Køleperiode |
| 63 | 22-26 s | 8 sek | 6 minutter |
| 50 | 16-20 s | 6 sek | 4 minutter |
| 40 | 11-13 s | ||
| 32 | 7-8 s | ||
| 25 | 6-7 s | 4 sek | 2 minutter |
| 20 | 5-6 s |
Dataene er omtrentlige, de skal overholdes, hvis lufttemperaturen er 20-22 grader i det rum, hvor arbejdet udføres. Hvis luften er koldere, skal opvarmningstiden forøges, og hvis luften er varmere, kan den afkortes.
For uerfarne kan du anbefale at tage et par ekstraudstyr til træning og i tilfælde af et ægteskab i arbejde.
Hvis du vil være 100 procent sikker på resultatet, kan du skære en af testleddene sammen - fugen skal se ud som en monolit, ingen søm.
Kun i dette tilfælde kan du være sikker på, at fugen ikke spredes på grund af det høje vandtryk.
https://www.youtube.com/watch?v=cKhs8bBxZBk
Hvilken type produkter skal du vælge?
For ikke så længe siden var metalrør de mest almindelige og overkommelige inden for vandforsyning, men nu har en række plastiksystemer dukket op. Hver type har sine egne fordele og ulemper. De vigtigste generelle fordele ved plastkonstruktioner er bekvemmelighed og nem installation, korrosionsbestandighed, god ydelse (såsom ingen lyd fra strømmende vand, lang levetid osv.).
Lad os overveje nogle af dem:
- Forstærket plastrør har en god varmeledningsevne, men er ikke særlig modstandsdygtige over for mekanisk belastning.
- Til metalplastik er fittings og et krympeværktøj nødvendigt, en speciel svejseenhed er ikke påkrævet. Anvendes til enhver form for vand.
- Polypropylenprodukter kræver brug af specielt udstyr til svejsning af dele, har en bred vifte af applikationer, forskellige variationer er mulige: flerlags, glasfiber, enkeltlags, kulfiber.
- Rør lavet af tværbundet polyethylen har forbedrede ydeevneegenskaber, kun kolde forbindelsesmetoder anvendes under installationen, sådanne elementer er ikke påkrævet at blive loddet, de bruges til opvarmning og vandforsyning.
- PVC-strukturer er den billigste løsning. Sådanne elementer har en stiv struktur, der tillader både skjult og åben lægning af rørledningen, kræver ikke specielle værktøjer til installation.
- Polyethylenrør eller HDPE (lavtrykspolyethylensystemer) har god ydeevne.
For nylig begyndte de at blive brugt af håndværkere fra forskellige virksomheder. Funktionerne i denne type er lav vægt, enkel og hurtig installation af rørledningssektioner og -elementer, ingen interaktion med vand og ikke-modtagelighed for korrosion, lave omkostninger og holdbarhed. De bruges til lægning af teknisk vand og drikkevand. Til installation af elementer anvendes specielle fittings og lodning af polyethylenrør på en af to måder (rørsamling eller i en sokkel). Hvis du lodder dele af HDPE-systemer korrekt, vil rørledningen glæde dig med holdbarhed, pålidelighed og styrke.
Rørinstallation byggeproces
Det er værd at bemærke, at spørgsmålet (både plastik og HDPE) snarere kan sidestilles med et spørgsmål end at gøre dette, da selve processen er meget enkel. Alle sektioner monteres ved hjælp af fittings og er forbundet med rørledningen ved lodning, så det vigtigste er valget af en passende enhed. Men lad os se på den generelle rækkefølge af loddeforbindelsen.
Værktøj og dele:
- Jern og loddejern. Du kan købe det i enhver butik med specialværktøjer, mens du ikke skal jage efter billige muligheder, fordi dette vil påvirke kvaliteten af arbejdet. Bed om råd fra eksperter eller konsulenter i butikken, og de hjælper dig med at finde det bedste loddejern til din applikation. Hvert loddejern har en lignende enhed, den eneste forskel er i husholdningstypen eller den professionelle type såvel som i diameteren, hvor det nødvendige parbit er valgt til udvendige og indvendige overflader / dele. Takket være et velvalgt værktøj som et loddejern vil det være muligt at opvarme røret og forbinde enderne tæt og derved udføre "limning" af to rørsektioner og danne en pålidelig og stærk forbindelse i mange år.
- Koblinger, beslag, hjørner, stik, tees, clips til vægmontering, varmelegemer. Glem ikke en simpel konstruktionsblyant, målebånd og plastsaks.
Overvej nøje placeringen og tegn en tegning af den fremtidige rørledning
Kontroller alle dele, skære materialer med minimale tab og unøjagtigheder. Hvis det er muligt, skal du finde dig en assistent, der hjælper dig med alt arbejdet og giver dig mulighed for at udføre installationen mere præcist, men hvis dette ikke er muligt, kan du gøre det alene.
En udbredt metode er hurtig installation, hvor dele skal loddes i et temperaturområde på over 180 ºС. Denne metode til lodning af polyethylenrør giver dig mulighed for at samle rørledningen hurtigt nok.
Det er nødvendigt at tage to bits: ved hjælp af et loddejern og bits med en større diameter opvarmes den ydre kant af rørsegmentet, og ved hjælp af en smule af en mindre diameter opvarmes den indvendige kant, hvorefter elementerne opvarmes. Derefter skal du forbinde de to dele og trykke dem fast og tæt mod hinanden og forsigtigt forbinde kanterne. Så er det bydende nødvendigt at vente et stykke tid på at rette og afkøle alle elementerne.
Alt er simpelt nok.Det vigtigste er et godt loddejern og materiale.
Rør lavet af HDPE polyethylen bruges i næsten alle moderne kommunikationssystemer, lige fra vandforsyning til gasledninger og kabelkanaler. De er stærke, fleksible og holdbare. Korrekt installation af et polyethylenrørledningssystem vil sikre dets pålidelighed selv ved samlingerne i rørsektioner, og at vide, hvordan man forbinder HDPE-rør med egne hænder, sparer penge på installationen.
Anvendt udstyr
For at udføre forbindelsen af polyethylenprøver er der designet en speciel maskine til svejsning af HDPE-rør, som kan have forskellige ændringer. Valg af udstyr er baseret på følgende parametre: vægtykkelse, diameter på de anvendte rør. Som et resultat kan det være:
- manuelt svejseværktøj;
- specialiserede svejsemaskiner til rørledninger med stor diameter;
- yderligere enheder.
Håndværktøj
Gør-det-selv-svejsning af HDPE-rør er mulig med et manuelt svejseværktøj, men produkter med lille diameter. Enhver værktøjsmodel er beregnet til sammenføjning af produkter, hvis diameter svarer til producentens etablerede rækkevidde.
Sådanne enheder falder også i to hovedkategorier:
- manuel svejsemaskine til stødsvejsning under tryk;
- manuelt svejseværktøj til svejsning af produkter i en sokkel.
Enheder designet til stikforbindelse er lavet til prøver med en diameter på 2-11 cm. De er belagt med en specialiseret non-stick forbindelse. Udstyrspakken inkluderer:
- monteringsværktøj;
- varmelegemer, forskellige dyser;
- klemme - stå for enheden;
- en metalkasse til opbevaring af enhedens komponenter.
Svejseenheder designet til stødarbejde bruges til HDPE-produkter, hvis diameter er i området 2-30 cm. De har en lav vægt, er ganske praktiske at bruge (varmeplader kan udskiftes let og hurtigt).
Rørsvejseværktøj med stor diameter
Værktøjer til svejsning af HDPE-rør, hvis diameter er i området 30-40 cm, kaldes svejsemaskiner. Ved hjælp af sådanne enheder produceres en forbindelse af høj kvalitet af tykvæggede polypropylenprøver med stor diameter.
Udstyret er designet til at udføre følgende svejsemuligheder:
- røv
- elektrofusion.
- ind i klokken.
Opdeling efter arbejdsprincip:
- med hydraulisk drev;
- med et mekanisk drev
- programmeret til stødsvejsning.
På trods af et bredt udvalg af lavtrykssvejseudstyr til polyethylenrør er der universelle blandt dem, som kan anvendes til rørledninger med enhver diameter. Enheder af denne type giver mulighed for at udføre et ret stort antal forbindelser på kortest mulig tid. Alle modeller af svejseværktøjer til polyethylenprodukter har omtrent det samme sæt hoveddele.
Installation af røret i systemet
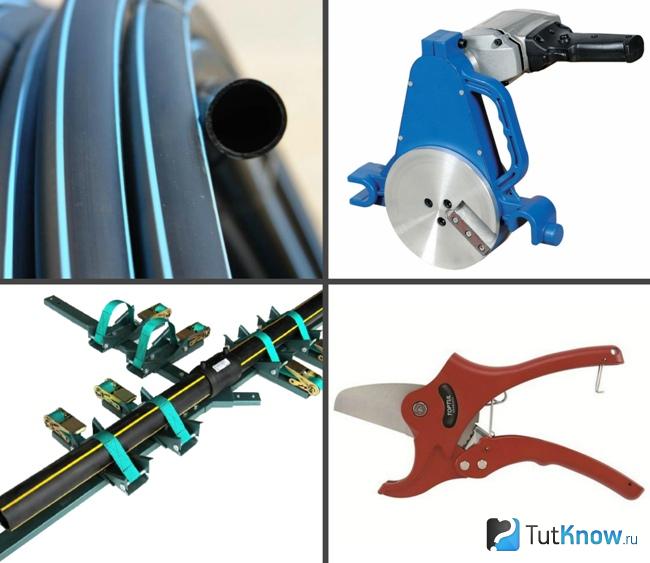
HDPE-rør produceres i standardlængder - 6 og 12 meter hver, såvel som i spoler eller lange spoler - 100-500 meter hver. Under processen med at installere dem i systemet i et bestemt rum, er følgende operationer bestemt nødvendige:
- Skær (skåret) af polyethylenrør til lodning eller tilslutning. Denne operation skal udføres meget omhyggeligt, så snittet er så glat som muligt uden revner og burr, vinkelret på røroverfladen. Et sådant snit kan udføres ved hjælp af:
- Manuel eller elektrisk rørskærer, der kan håndtere rør med en diameter på 15 til 30 mm,
- Cirkulærskærer til husrør med diametre fra 15 til 160 mm,
- Den såkaldte "pipe guillotine" bruges til at skabe et højkvalitets snit af et rør fra 63 til 350 mm i diameter,
- En båndsav, der er det dyreste professionelle værktøj og kan producere rene og jævne snit i rør op til 1600 mm i diameter.
- Det er nødvendigt at rette spoleringene op i lige segmenter, når man køber et stort røroptag. Vanskeligheden ligger i det faktum, at når du retter røret, kan du ved et uheld skade det. Her skal du huske, at rørmaterialet er HDPE, som er en termoplastisk polymer. Derfor er det tilstrækkeligt at holde produkterne i kort tid et varmt sted (i et opvarmet rum, i solen) eller skyl dem med varmt vand for en lille formændring. Derefter bøjer de sig let.
- Danner en vinkel ved at bøje lige linjesegmenter. I dette tilfælde kræves mere opvarmning af et bestemt område end når lysbuen rettes. For at gøre dette skal du bruge opvarmning med det samme varme vand, en hårtørrer i bygningen eller en simpel gasbrænder.
OPMÆRKSOMHED! For at bøje HDPE-røret skal det opvarmes meget forsigtigt, da det ved lav opvarmning kan gå i stykker ved bøjningen, og for høj temperatur kan beskadige det.
Forbindelsesmetoder
Metoder til tilslutning af polyethylenrør kan opdeles i to hovedgrupper: installation ved hjælp af yderligere dele (koblinger og fittings) og direkte svejsning af samlinger.
Svejsning
Svejsesømme giver den stærkeste samling i et stykke med fuld fugetætning, der modstår belastning svarende til faste overflader. Lodning påføres rør med en diameter større end 50 mm og kræver en speciel svejsemaskine.
Svejsning af HDPE-rørsektioner kan udføres:
- Butt. I dette tilfælde kræves der en særlig jævnhed af snitene og forskydning i forhold til hinanden med højst 10% af rørvægstykkelsen. Arbejdet foregår sekventielt:
- Rørsektionerne renses for alle forurenende stoffer og affedtes (f.eks. Med alkohol eller andre stoffer),
- Begge ender opvarmes til polymerens viskositet,
- Rørsektionerne forbindes med tryk og fastgøres bevægelige, indtil de køler helt ned. I dette tilfælde skal du sikre, at sømmen viser sig at være jævn uden fordybninger og fremspring for at sikre dens pålidelighed.
- Ved brug af en elektrofusionsbøsning. Her skal du også bruge et apparat til at arbejde med sådanne koblinger, som har en indbygget spiral og hurtigt kan smelte, når den opvarmes:
- De rensede og affedtede rørender er fastgjort i muffen,
- Enhedens terminaler er forbundet med spiralens udløb, inden den begynder at smelte,
- Røret er fastgjort, indtil det køler helt ned.
Se videoen for, hvordan dette gøres.
VIGTIG! Svejste koblinger bruges normalt på svært tilgængelige steder, hvor enkel svejsning er vanskelig: når der oprettes fastgørelser eller reparation af allerede installerede systemer, i brønde osv.
Installation
Direkte montering betyder oprettelse af aftagelige forbindelser ved hjælp af beslag af alle tilgængelige typer: koblinger, hjørnebøjninger, tees, justerbare til 4 længder osv. Sådanne forbindelser udføres normalt i systemer, hvor superstyrke af de monterede samlinger ikke er påkrævet, eller i områder, hvor demontering og genopbygning kan være påkrævet (for eksempel i et privat hus for at forbinde et eksternt vandingssystem i sommerperioden).
Svejsefri installation kan udføres på følgende måder:
- Forbindelsen af rør ved hjælp af stikkontakter arrangeret på dem udstyret med O-ringe, for hvilke det er nok bare at sætte de tilsvarende elementer i rørene til hinanden og trykke godt.
- Tilslutningsforbindelsen med kompressionselementer finder sted i flere trin: en spændemøtrik trækkes over rørskåret;
- røret sættes tæt på beslaget, indtil det stopper;
- fastspændingsmøtrikken strammes med skruenøgler.
Installationsmuligheder
Teknologisk er det muligt at forbinde HDPE-rør uden svejsning eller ved hjælp af en speciel svejsemaskine. Begge metoder har deres fordele og ulemper, overvej fordelene ved hver fastgørelsesmetode.
Koldsvejsning eller presning er den enkleste mulighed, det er en meget billig og overkommelig metode, der udføres ved hjælp af specielle koblinger. Denne teknologi bruges hovedsageligt til rørledninger med store diametre - fra 20 til 300 mm. Kompressionsbeslag til koldsvejsning har følgende fordele:
- Brugervenlighed;
- Stort udvalg af størrelser;
- Tilvejebringer en tæt forbindelse med høje tætningshastigheder.
Men presning bruges hovedsageligt kun til fastgørelse af vandforbindelser uden tryk. Plastrør har relativt lav stivhed, som kan medføre, at sømmen under stærkt indre tryk simpelthen kan spredes i modsætning til svejsning, der betragtes som "døde".
Klassisk svejsning eller, som de siger, lodning af HDPE-rør kan udføres ved hjælp af elektrofusionsmetoden, eller der anvendes en bestemt svejsemaskine til dens implementering. Elektrofusionskoblinger er en meget praktisk metode til at forbinde metalgasrør samt vandforsyningsledninger af plast. En kobling med en vis diameter er installeret på den frie sektion af grenen, hvorefter den anden sektion af røret skubbes ind i den. Sådan lodning kaldes også stødlodning på grund af det faktum, at for at opnå den mest holdbare og tætte fastgørelse er det nødvendigt at installere dele af rørledningen meget tæt med et minimalt mellemrum.
Foto - fittings
Det er praktisk at arbejde med koblinger med store diametre, men dette er ikke den bedste løsning til håndvaskebøjninger eller varmekommunikation. Men på den anden side kan flange HDPE-forbindelser om nødvendigt fjernes og hurtigst muligt repareres.
Foto - røv
Manuel lodning af rør udføres ved hjælp af et loddejern; det kræver specielt udstyr til organisering af HDPE-forbindelser. For sådant arbejde er temperaturen på varmeelementerne og holdetiden meget vigtig. Vær opmærksom på, at disse parametre er valgt på baggrund af loddeindretningens tekniske egenskaber, HDPE-tykkelsen og bukkens diameter.
Fordele ved teknikken:
- Dette er den mest holdbare og pålidelige løsning. På grund af implementeringen af fastgørelse i ét stykke kan den bruges både til trykhoved HDN og til ikke-trykforbindelser af stopventiler;
- Flangeforbindelser kan bruges både til fastgørelse af det eksterne system og til installation af interne hovedrør;
- Ingen forudgående træning krævet. Det er nok at se videoen og læse SNiP-standarderne, som angiver detaljeret, hvordan man skal trimme, installere og fastgøre.
Men ulemperne inkluderer, at forbindelsen ikke kan fjernes, hvis det er nødvendigt. På trods af alle fordelene ved dette er det undertiden nødvendigt at åbne og rengøre røret.