
Det er næsten umuligt at forestille sig boliger til en moderne person uden polymerer. Polyethylen med lav densitet er blevet særlig populær og har taget en betydelig sektor på markedet for VVS-udstyr. I dag produceres de fleste af rørledningerne ud fra den, hvorigennem forskellige medier transporteres, såvel som rørledningsbeslag til dem. HDPE-rør er blevet populære på grund af deres ubestridelige fordele såvel som enkel installation - selv en person uden særlig uddannelse kan udføre det. Men som i enhver virksomhed har den også sine egne særegenheder og nuancer, så det vil ikke skade en nybegynder at først lære at installere HDPE-rør korrekt med sine egne hænder. Læs denne artikel, det er det, det handler om.
- 2 Metoder til tilslutning af rør
2.1 Permanente forbindelser
2.1.1 Rørsvejsning
- 2.1.2 Elektrofusionssvejsning
Installationsfunktioner
Ved lodning af HDPE-rør skal man huske på, at svejsesamlingen er i et stykke. Til fremstilling af en holdbar svejseforbindelse er det nødvendigt at bruge specialudstyr. Oprindeligt er det bedst at forsøge at udføre arbejdet med uslebne dele.
Når du opretter en forbindelse på kompressionsbeslag, er det nødvendigt at vælge muligheden for at adskille de enkelte elementer. En samling, der er lavet på fittings, kan modstå belastningen ved individuel opvarmning af varmt vand, men den er ikke designet til vandhammer eller industrielt tryk. Svejsesømmen er velegnet til sammenføjning af dele med stor diameter.
Opførelse af huse
41 stemmer
+
Stem for!
—
Mod!
Rør lavet af polyethylen bruges mere og mere aktivt. De tekniske egenskaber ved sådanne produkter gør det muligt at bruge dem til industrielle behov og i færd med at bygge rørledninger til husholdningsformål. Høj kvalitet med en relativt lav pris på polyethylenrør skaber en konstant efterspørgsel efter dem. Derudover er de nemme at installere og oprette forbindelse. Overvej hvordan svejsning af polyethylenrør sker derhjemme.
Tilslutning af polyethylenrør
Dem, der beslutter at udskifte den gamle rørledning med en plastik, vil uden tvivl sætte pris på det moderne udvalg af plasttyper. Men på den anden side har et bredt sortiment givet anledning til visse vanskeligheder, fordi hver type kræver en særlig holdning under installationen. Rør lavet af et specielt materiale - den såkaldte tværbundne polyethylen - er særligt modstandsdygtige over for eksterne faktorer og pålidelige.
Rør, der er lavet af polyethylen, kan bruges til konstruktion af tryk- og ikke-trykrørledninger. På hjemmemarkedet bruges sådanne rør ofte til at samle et vandforsyningssystem. For at fuldføre installationen af rørledningen med egne hænder er det vigtigt for hjemmelavede håndværkere at kende parametrene for fugerne af polyethylenrør.

Hovedtyperne af forbindelser til polyethylenrør: tilslutning ved hjælp af yderligere forbindelseselementer kaldet fittings, stump og elektrofusionssvejsning. Med aftagelige forbindelser er som regel alt klart. Det er almindeligt at bruge aftagelige forbindelser, når du installerer rørledningens inderside. At lægge rør med fittings er en så enkel procedure, at enhver, der ikke har den mindste erfaring i denne sag, kan gøre det.
Valget af sådanne forbindelser giver dog mulighed for et begrænset arbejdsområde, så når du installerer et vandforsyningssystem, kan du ikke undvære svejsning af polyethylenrør med egne hænder. Som en type forbindelse vil svejsning bidrage til at opretholde styrken og fleksibiliteten i rørledningen. En anden vigtig fordel er, at installationen af rør kan udføres på jordoverfladen, hvorefter de kan lægges i en grøft; en grøftfri metode er også acceptabel.
Regler for svejsning af rør
Teknologien til svejsemetoder til polyethylenrør er forskellig, men flere grundlæggende principper er kendte. Det er værd at være opmærksom på dem, når der påbegyndes svejsning. Lad os se nærmere på dem:

Polyethylenrør skal have samme vægtykkelse og samme diameter, være fysisk og kemisk kompatible med hinanden (denne information skal kontrolleres hos producenten).
- Enderne af rørene skal rengøres inden arbejdet påbegyndes.
- Ved svejsning af rør anbefales det at minimere påvirkningen af eksterne faktorer og vejrforhold:
- ved for lave temperaturer skal du opvarme rummet som vist i videoen om svejsning af polyethylenrør;
- hvis der er vind og der ikke er vinduer, skal du oprette en barriere af ethvert materiale som et telt;
- i tilfælde af rigeligt sollys skal du beskytte overfladerne, der skal svejses mod direkte stråler for at undgå overophedning af deres individuelle steder.
- Det anbefales at lukke enderne af rør, der ikke er involveret i svejsning med propper, fordi tilstrømningen af kold luft kan sænke temperaturen på de svejste områder under den krævede (undtagen når der udføres koldsvejsning af polyethylenrør).
- Fjern eventuelle mekaniske effekter på disse produkter under selve svejseprocessen og under afkøling af rørene.
Metoder til svejsning af rør
Og du har straks et spørgsmål - hvilken teknologi til svejsning af et polyethylenrør er at foretrække, og hvilken slags rørsvejsning er generelt mulig. Hvis du skal svejse rør med dine egne hænder, skal du grundigt forstå hele proceduren, materialerne og udstyret, der bruges ved svejsning af polyethylenrør. Der er ikke noget kompliceret i teknologien til svejsning af polyethylenrør, fordi moderne svejsemaskiner er forenklet til brug.
Sokkelsvejsning
Svejsesvejsning, eller som det også kaldes "kobling", involverer tilslutning af rør ved hjælp af specielle fittings. Fittings, som selve polyethylenrørene, anbefales at købe med en margen i tilfælde af forkert svejsning, især hvis du skal udføre proceduren for første gang.
Til denne metode til polyethylensvejsning anbefales det at forberede specielt udstyr, som er en svejsemaskine. Manuelle svejsemaskiner er designet til manuel svejsning af rør og fittings med små diametre - op til 50 millimeter. På trods af disse begrænsninger fremstilles håndholdte svejsemaskiner til hele sortimentet af polyethylenrør, der er designet til stiksvejsning med fittings (op til 125 millimeter).
Der er også mekaniske svejsemaskiner, der er designet til mekaniseret svejsning af polyethylenrør med stor diameter - fra 40 millimeter og mere, når justeringskraften for rør og montering er stor. Sådanne anordninger giver hurtigheden og bekvemmeligheden ved at udføre sokkelsvejsning af polyethylenrør og gør det muligt at opnå svejsede samlinger af høj kvalitet.
Forbered følgende tilbehør til stiksvejsning:
- Svejsedyser eller adaptere. De skal udskiftes med jævne mellemrum på grund af slid på Teflon-belægningen. For en bestemt diameter af polyethylenrør kræves et par dyser med den tilsvarende diameter.
- Skæreværktøj.Sådanne ting er nødvendige for at skære rør, når rørledningen lægges, og for at fjerne aluminiumlaget fra forstærkede rør inden svejsning.
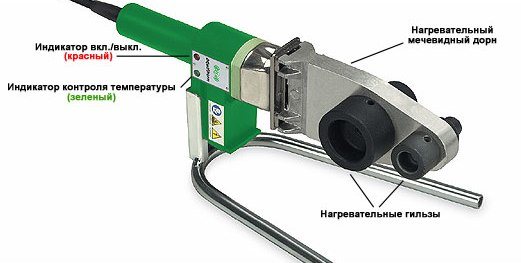
De overflader, der skal svejses, er i dette tilfælde den ydre del af røret og den indvendige del af beslaget. Begge overflader opvarmes ved hjælp af en svejsedyse bestående af følgende komponenter: dorn - halv til opvarmning af beslaget og muffe - halv til opvarmning af rørenden.
Svejsning af polyethylenrør udføres på denne måde. Svejsemaskinen skal opvarmes til den ønskede temperatur. Beslaget sættes på dornen, indtil den stopper, i henhold til instruktionerne til svejsning af polyethylenrør. Denne handling kræver normalt lidt indsats. På samme tid skal du skubbe enden af polyethylenrøret helt på muffen. Udfør disse manipulationer så hurtigt som muligt.
Husk, at manchets ydre diameter er lidt større end rørets indvendige diameter, og armaturets indvendige diameter er lidt mindre end den ydre diameter på dornen. Det overskydende ydre lag af rør under opvarmning smeltes og presses ud i form af en rulle, der kaldes burr. Reduktion af rørdiameteren gør det muligt at komme ind i dysen beregnet til svejsning.
På lignende måde presses perlen også ud på beslaget, så den passer helt med dornen. Dele bevæger sig ind i væggen på varmedysen, indtil de stopper. Du er nødt til at føle dette øjeblik med din hånd, det er meget vigtigt, når det kommer til at stoppe ethvert pres på delene. Desuden skal delene holdes i denne position i den krævede tid.
Efter udløbet af det tildelte interval skal du hurtigt fjerne beslaget, derefter fjerne røret fra dysen og justere de to dele helt sammen. Efter afkøling modtager du en polyethylendel i et stykke. Derefter svejses et andet rør ind i den anden ende af beslaget. Hvis du kun planlægger at bruge en svejsemaskine én gang, er det mere økonomisk set fra et økonomisk synspunkt ikke at købe det, men at leje det. Så du kan reducere omkostningerne ved svejsning af polyethylenrør.

Forbindelsens kvalitet afhænger direkte af rigtigheden af de udførte manipulationer. Ved sokkelsvejsning af polyethylenrør foretages der ofte fejl af følgende art. Den første af dem er, at røret ikke er helt indsat i beslaget under justering, hvorfor der dannes et mellemrum mellem det indre stop og røret. Denne forbindelse ser almindelig ud på ydersiden, men inde i en sektion er der dannet en stor indre diameter af rør og en mindre vægtykkelse.
Når du kombinerer dele, fremkalder unødvendig indsats også problemer forbundet med forbindelsens pålidelighed. Så inde i røret, under pres af monteringsstoppet, dannes der en ekstra burr, som vil skabe en hindring for strømmen af gas eller vand i fremtiden.
Rørsvejs svejsning
Det mest populære er det teknologiske diagram til stødsvejsning af polyethylenrør. Ved at vælge denne svejseteknik kan du reducere dit energiforbrug betydeligt. Derudover kræver stødsvejsning ikke tungt udstyr, hvilket gør installationen lettere.
Denne teknik bruges til at svejse rør med en vægtykkelse på mere end 5 millimeter og en diameter på mere end 50 millimeter. Karakteren af polyethylen af de elementer, der skal svejses sammen, skal være den samme. Derfor er det værd at sortere rør og fittings efter forsendelse inden du udfører stødsvejsning. Det foretrækkes at svejse rør, der produceres i samme batch. Derudover vil det ikke være overflødigt at teste rør for ellipticitet.
Teknologien er baseret på opvarmning af enderøret med et varmeværktøj inden smeltningsprocessen. Når rør forbindes i denne tilstand, forbindes delene på molekylært niveau. Butt svejsning udføres i området fra minus 15 grader til plus 45 grader Celsius.
Ved svejsning af polyethylenrør helt til ende opstår spørgsmålet straks: hvor meget der skal skæres fra rørene. Når alt kommer til alt, vil rørsektionen til sidst falde med svejseafstanden. Se efter dette i instruktionerne til svejsning af polyethylenrør, eller mål pardysen på værktøjet. Denne afstand vil være forskellig for forskellige rørdiametre. For eksempel for et 20 millimeter rør er denne afstand 14,5 millimeter, for et 32 millimeter rør, henholdsvis 18 millimeter.
Yderligere anbefales det at anvende markeringer inden svejsning af hver del af vandforsyningssystemet, så røret ikke måles konstant, og for at øge repeterbarheden af svejsning. Forbindelserne har samme udseende, indsatsen for at påføre og fjerne emnerne fra den opvarmede dyse bliver forudsigelig.
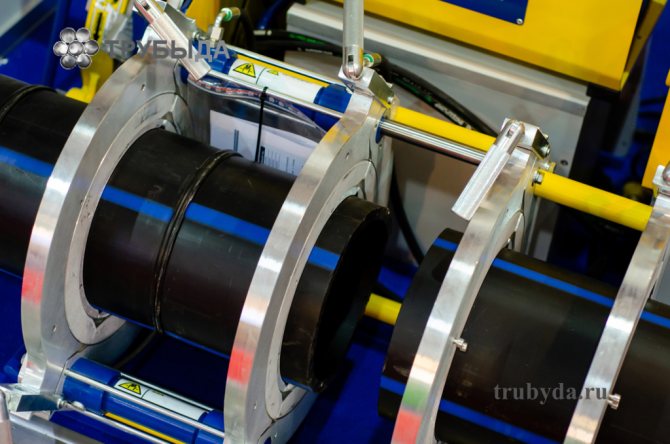
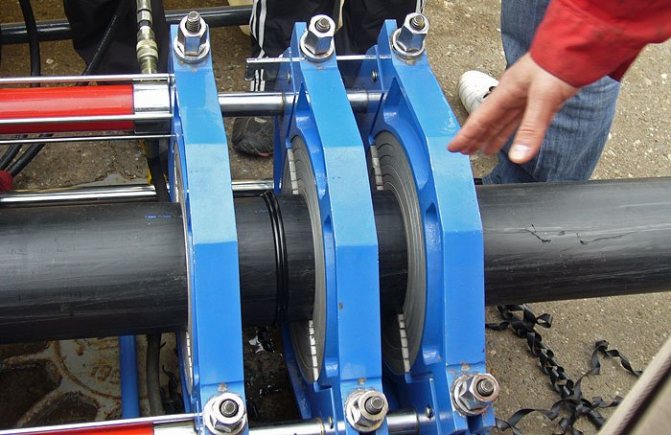
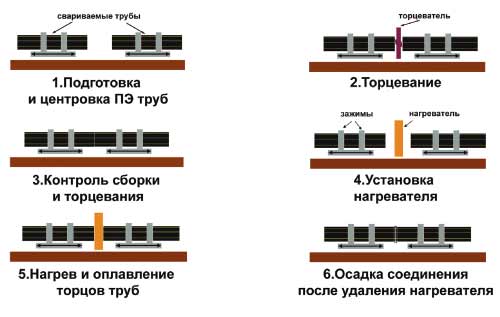
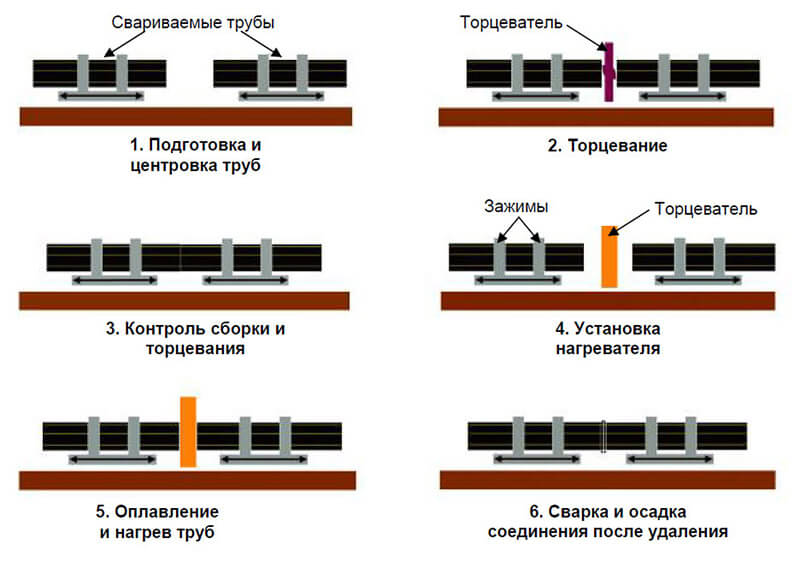
Butt svejsning af et polyethylenrør ligger i opvarmning af enderne af de svejsede elementer til en viskøs strømningstilstand og sammenføjning under tryk. Enderne af rørene skal fastgøres stift i klemmerne på et specielt apparat, en varmeplade er placeret mellem dem. Tryk enderne mod pladen med et vist tryk, og blød, indtil smeltningsprocessen begynder.

Opvarmningstiden afhænger af diameteren af polyethylenrørene og effekten af det anvendte apparat. Når du har nået det krævede opvarmningsniveau, skal du fjerne pladen og forbinde rørstøtten, mens du er nødt til at lægge pres på dem. Nu er der kun tilbage at vente, indtil polymermaterialet er kølet helt ned.
For at stødsvejsning af polyethylenrør skal finde sted så hurtigt og præcist som muligt, er det nødvendigt at bruge enheder med et hydraulisk eller mekanisk drev. De mest avancerede enheder har softwarekontrol.
Brugen af en sådan enhed er kendetegnet ved en hel liste over fordele: automatisk kontrol af processen, som udelukker den menneskelige faktor og evnen til nøjagtigt at beregne den tid, der kræves for at svejse det planlagte antal rør.
Elektrofusionsrørsvejsning
Elektrofusionssvejsning af polyethylenrør bruges til rør med forskellige vægtykkelser og forskellige diametre, når der installeres en ikke-trykrørledning - drænings- og tyngdeafvandingssystemer, indsættelse i en eksisterende rørledning og reparation af eksisterende rørledninger.
Fremgangsmåden til svejsning af rør ved hjælp af en elektrofusionskobling er designet til at opnå svejsede samlinger, der kan modstå tryk op til 16 atmosfærer. Elektrofusionsfuger er de dyreste i sammenligning med stødsvejsning, og omkostningerne ved svejsning af polyethylenrør stiger i dette tilfælde.
For at udføre elektrofusionssvejsning har du brug for specielle fittings, for eksempel elektrofusionsfittings med et indbygget elektrisk varmelegeme, der opvarmer enderne af rørene. Hvis du beslutter dig for at foretage elektrofusionssvejsning af polyethylenrør, skal du følge disse instruktioner. For at komme i gang skal du forberede de nødvendige dele og også rense det sted, hvor du skal arbejde, vælge parametre for svejsning afhængigt af rørets størrelse og indlejrede dele.

Derefter er det nødvendigt at rengøre den indvendige overflade af elektrofusionskoblingen grundigt og overfladerne på rørene, der skal forbindes, fra forurening. Til rengøring og samtidig affedtning af produkter anbefales det at bruge klude, der er imprægneret med en meget flygtig væske, for eksempel alkohol.
Enderne af rørene, der skal svejses, skal skæres omhyggeligt og jævnt for at forhindre, at smeltet polyethylen strømmer ind i røret. Fjern det oxiderede lag fra røroverfladen. Oxider, der dannes under produktionen af rør, kan fjernes mekanisk ved rengøring med specielle skrabere.
Fastgør rørene i positioneren, mens du kontrollerer deres justering. For yderligere at beskytte forbindelserne mod støv er det almindeligt at anvende klæbebåndsindpakning. De åbne ender af rørene lukkes med propper for at forhindre uproduktivt varmetab.Der skal tilføres spænding til terminalerne på den elektriske kobling, hvilket resulterer i, at beslaget opvarmes og svejser rørene.

I løbet af hele tiden med svejsning af polyethylenrør, herunder afkølingstiden, skal stedet for røret med beslagene være stift fastgjort og forblive stationært under svejsning. Glem ikke sikkerhedsforanstaltninger ved svejsning. Især under hensyntagen til den lille erfaring med svejsning af polyethylenrør, selvom du mener, at proceduren er let og enkel.
Kvalitetskontrol af sømme
En obligatorisk del af proceduren til svejsning af polyethylenrør er kvalitetskontrol af de foretagne samlinger. Det er kun muligt at fortsætte med at behandle rør i fremtiden efter inspektion af alle foretagne forbindelser. De udførte sømme skal nøjagtigt overholde de etablerede tekniske krav, kun da kan forbindelsen med sikkerhed anerkendes som af høj kvalitet.
En rørledning, der er sammensat af polyethylenrør med velfremstillede forbindelser, vil vare i flere årtier uden yderligere vedligeholdelse og reparation. Her er de grundlæggende krav og parametre til svejsning af polyethylenrør, der pålægges sømkvaliteten under visuel inspektion:
- Samlingen på røroverfladen skal ikke ligne en nedsænket rille, dvs. den skal ikke være placeret under det generelle niveau for rørledningen.
- Det er vigtigt at opretholde justeringen af rørene. Forskydning af de svejsede produkter i forhold til hinanden er tilladt, men ikke mere end 10% af vægtykkelsen. For eksempel, hvis du svejser rør med vægge, der er 5 millimeter tykke, bør forskydningen ikke overstige 0,5 millimeter.
- Det begrænser også højden på rullerne, der dannes inde i polyethylenrør og udvendigt på deres overflade. Når der svejses rør med en tykkelse på 5 millimeter, bør vulstens højde ikke overstige 2,5 millimeter. Hvis rørvægstykkelsen er 6-20 millimeter, skal rullehøjden begrænses til 5 millimeter.
Således anvendes polyethylenrør i vid udstrækning til samling af rørledninger til forskellige formål. Når du udfører arbejde i et hus eller en lejlighed, er det meget muligt at svejse polyethylenrør med dine egne hænder. Afhængig af størrelsen på rørene og formålet med rørledningen vælges en svejseteknik, og det er ikke svært at beherske teknologien til dette arbejde. Det er nok at studere de teoretiske anbefalinger og begrænsninger i proceduren, hvorefter du sikkert kan begynde at øve!
Svejsemetoder
Teknologien til svejsning af polyethylenrør udføres ved flere metoder. Hver af dem har visse funktioner, kræver brug af forskellige typer værktøjer, forbrugsvarer.
Blussede
Til svejsning af PE-rør efter sokkelmetoden skal der anvendes specielle fittings. Derudover skal du bruge følgende værktøjer:
- kalibrator;
- rørskærer;
- svejsemaskine til polymere materialer;
- affasningsværktøj;
- et sæt dyser til opvarmning.
Trinvise instruktioner til udførelse af arbejde:
- Skær rør til størrelse.
- Brug et affasningsværktøj til at skære kanten, der skal sammenføjes.
- Kalibrer hullet for at få en perfekt cirkel.
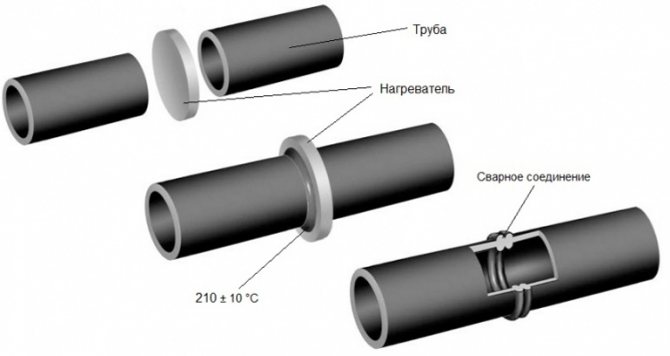
- Tør de tilstødende overflader af støv, affedt.
- Indstil svejsemaskinens opvarmningstemperatur til 210 grader Celsius. Efter opvarmning til denne temperatur vil indikatoren på enheden lyse.
- Installer det klargjorte rør og koblingen på to dyser, der er fastgjort på svejsemaskinen.
- Fjern de to dele efter opvarmning, tilslut dem.
Vent til leddet er afkølet.
Butt
Metoden anvendes til svejsning af produkter med en vægtykkelse på mere end 5 mm. Nødvendigt udstyr, værktøj:
- Mekanismen til behandling af skiver er en facer.
- En enhed til koaksial opretning af to dele i forhold til hinanden - centraliseringsenhed.
- Kontrolsystem til automatiserede processer.
- Svejsemaskine brugt til slutforbindelse.
- Kør for at forbinde individuelle elementer.
- Reducerende indsatser.
Arbejdsproces:
- Fastgør de to ender af rørene til midterstativet.
- Rengør, affas leddene, der skal forbindes.
- Svejsspejlet varmer op på to dele af rørledningen på samme tid.
- Under tryk holdes de to dele, indtil de køler af.
For at skabe en stærk søm skal du gøre dig fortrolig med stødsvejsebordet til polyethylenrør.

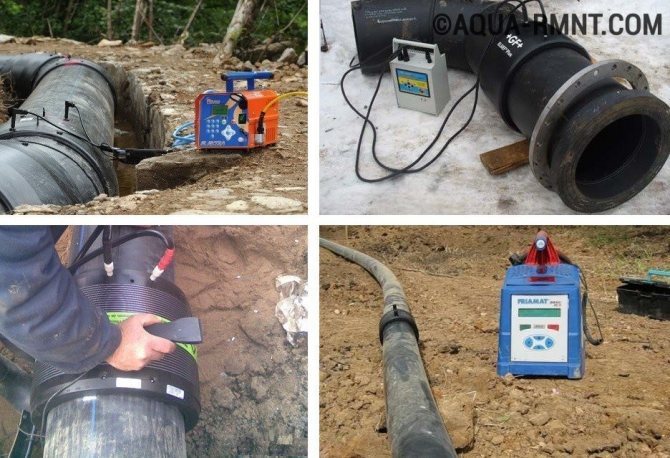
Svejsemaskine til polyethylenrør
Ekstruder
Lodning af HDPE-rør med en ekstruder anvendes i produktionen til fremstilling af rørledninger med komplekse former. Trinvise instruktioner til udførelse af arbejde:
- Skær dele i den ønskede størrelse, rengør dem for grater.
- Rengør skærepunkterne fra snavs, affedt dem.
- Punkt svejsning for at fastgøre delene sammen.
- Svejset sammen med en ekstruder.
For at bringe sømmen til en acceptabel form skal du vente på, at plasten er afkølet, sand det med sandpapir.
Elektrofusionsbeslag
Svejsning af HDPE-rør med elektrofusionskoblinger betragtes som en dyr metode, der kræver køb af visse forbrugsvarer og værktøjer. Elektrofusionsbeslag er plastdele, der har flere varmeelementer monteret indeni. Når du bruger fittings, skal du bruge en speciel svejsemaskine, der ikke har et varmesegment.




Butt svejsning af polyethylenrør

Butt svejsning
Den mest almindelige måde at slutte sig til HDPE er stødsvejsning. Det er virkelig meget økonomisk og let at bruge. Derudover giver den en tilstrækkelig forbindelsesressource. Metoden kræver specialiseret svejseudstyr. Metoden er velegnet til de steder, hvor rørene bevæger sig frit nok, og hvor det er ønskeligt at efterlade denne fleksibilitet.
Metoden kan bruges til åben rørlægning såvel som i skyttegrave.
Procedure for rørsvejsning:
- De to stykker passer i en svejseholder, der styrer emnerne mod hinanden uden forskydning.
- Desuden er enhederne fastgjort i holderen med klemmer.
- Ved hjælp af en alkoholopløsning skal kanterne renses for forskellige forurenende stoffer. Det anbefales at bruge materialer, der ikke efterlader fnug.
- Kanterne bearbejdes også mekanisk ved beskæring. De får den rette form. Behandlingen udføres indtil øjeblikket, indtil chipsene vises med en tykkelse på mindre end 0,5 mm.
- Derefter skal mesteren manuelt kontrollere enderne for parallelitet. Hvis der opstår huller, gentages beskæringsproceduren.
- Varmeelementet varmer samtidigt enderne af de produkter, der skal sammenføjes, op.
- Så snart kanterne er smeltet lidt, stopper opvarmningen, og selve produkterne er tæt forbundet med hinanden. Delene trykkes, indtil forbindelsen har tilstrækkelig styrke. I de fleste tilfælde er 5-10 minutter nok.
- Efter udførelsen af arbejdet er det nødvendigt at inspicere den svejsede søm omhyggeligt og også sørge for, at forbindelsen er stærk.

Afslut bearbejdning
Den endelige kvalitet af lodningen afhænger meget af kvaliteten af det indledende arbejde. Velslibede og forberedte kanter er meget bedre svejset sammen. Således kan der opnås et meget godt resultat.
Vigtig! Butt svejsning skal udføres med en søm. Ellers er forbindelsens styrke og holdbarhed minimal.
Værktøj og udstyr
Udstyr, værktøj til arbejde vælges afhængigt af hvilken svejsemetode der skal anvendes. Sørg for at have brug for en rørskærer, en affasningsmekanisme. For eksempel er der behov for en speciel svejsemaskine og varmedele til elektrofusionssvejsning af polyethylenrør.
Termistorsvejsning af polyethylenrør kræver brug af indlejrede elektriske varmedele. Til stødmetoden skal du bruge en centraliseringsenhed, et hydraulisk drev og et vendende værktøj.
Svejsningsparametre og rækkefølge af operationer
Parametrene ved stødsvejsning inkluderer:
- Graden af pres på enderne.
- Temperaturen, ved hvilken materialet smelter. Afhænger af mærket.
- Den kraft, hvormed enderne presses mod varmeelementet.
- Varighed af processen.
Trykket overvåges ved hjælp af en manometer i et automatisk apparat. Hvis trykket oprettes manuelt, kan trykket overvåges visuelt og tidspunktet for komprimeringsprocessen ved hjælp af et stopur.

Sekvens af operationer:
- Det første trin i svejsning af polyethylenrør er at rengøre enderne af de rør, der skal forbindes.
- Fastgørelse af rørene i centraliseringen af enheden, hvor polyethylen svejses. Skæring af enderne af rørene med en fræser for at sikre aksens vinkelrethed. I dette tilfælde kontrolleres færdige emner, så der ikke er nogen huller.
- Opvarmning af røret slutter med et svejsespejl til en smeltetemperatur på ca. 220 ° C.
- Tryk på enderne af rørene med den krævede kraft.
- Fjernelse af det færdige rør fra enheden.
For at forstå, hvordan plastrør svejses, vil videoen på vores hjemmeside give mere detaljeret information. Således vil du være i stand til at udføre arbejdet selv, hvis du har det nødvendige udstyr.
Mere om dette emne på vores hjemmeside:
- Svejsning af polypropylenrør - video af processen På grund af deres lave omkostninger og lette tilslutning indtager plastrør en førende position inden for installation af varme- og vandforsyningssystemer. Sammenlignet med metalstrukturer, polypropylenrør ...
- Typer af elektroder til svejsning - svejsning med elektroder i videoen Svejseelektroden er en metalstang af forskellige længder, der anvendes til svejsning af dele fra en lang række materialer. Deres hovedformål er at levere elektrisk strøm til ...
- Svejsning til begyndere - videoundervisning Under ordet svejsning accepteres det generelt at forstå en teknologisk proces, hvor der som et resultat af opvarmning etableres en intermolekylær og interatomær binding mellem dele. Således er de direkte materialer forbundet. For det meste…
- Videovejledning til svejsning - visning af inverter-svejseundervisning for nybegyndere - begyndere bør se videovejledninger til svejsning for at undgå almindelige fejl og gøre deres arbejde af høj kvalitet og sikkert. Du skal altid huske det ...
Del et link til dette materiale med dine venner på sociale netværk (klik på ikonerne):
Stadier af arbejde
For at svejse HDPE-rør med dine egne hænder derhjemme, skal du bruge metoden til at forbinde dele til en samling. Stadier af arbejde:
- Beskær elementerne til de krævede dimensioner.
- Affasning, centrer de to dele.
- Fjern grater og snavs fra de dele, der skal tilsluttes. Affedt dem med alkohol.
- Varm de to dele op med en plastsvejser.
- Tryk de to dele sammen med dine hænder.
Vent til sømmen er kølet ned. Slib plastikperlerne med fint emeriepapir. Butt joint-metoden giver rørledningens fleksibilitet i hele sin længde, hvilket betragtes som et plus. Hvis du har brug for at lave en søm et svært tilgængeligt sted, anbefales det at vælge koblingsmetoden. Opdelte samlinger er egnede til fremstilling af midlertidige rør.
Svejsning af polyethylenrør betragtes som en pålidelig metode til fremstilling af plastrørledninger. Der skelnes adskillige arbejdsmetoder, som adskiller sig fra hinanden i det anvendte udstyr i svejsetrinene. Du kan selv skabe en stærk forbindelse.
Elektrofusionsteknologi

På billedet - svejser koblingen
- Polyethylenrør er placeret på samme niveau i forhold til hinanden.Hvis sættet indeholder specielle justerbare styrestande, bruger vi dem, hvis ikke, gør vi det med improviserede midler.
- Vi skærer enderne med en speciel fræser, der giver mulighed for at skære i en vinkel på 90º.
Vigtigt: Skær ikke rør med en kniv eller sav, da dette ikke opnår den optimale kvalitet og jævnhed af snittet.
- Brug en fnugfri klud og en alkoholbaseret affedtningsmiddel til at tørre enderne forsigtigt udefra og indefra.
- På hvert af rørene måler vi fra slutningen en afstand svarende til halvdelen af koblingen og markerer den med en speciel hvid markør.
- Vi fjerner overfladelaget langs hele den målte afstand. Til disse formål bruger vi en speciel skraber, der er inkluderet i svejsemaskinens komplette sæt.
Vigtigt: Du må under ingen omstændigheder udføre sådant arbejde ved hjælp af sandpapir, da individuelle slibekorn i polyethylen vil gøre lodningen utæt.
- Langs den målte kant, hvor koblingen slutter, installerer vi en speciel klemme, som efterfølgende gør det muligt at placere røret.
- Affedt det rensede rørsektion.
- Vi installerer koblingen i begge ender og tænder udstyret til svejsning af HDPE-rør. Lodning tager cirka 4 minutter, mens plasten tager cirka 10 minutter at køle ned.
Nødvendigt udstyr til tilslutning
Hver af sammenføjningsmetoderne kræver et specifikt værktøj:
- Loddekolbe;
- Formede dele med elektriske spiraler.
Når du vælger et loddejern til svejsning, skal det huskes, at de afhænger af arbejdslegemets form er opdelt i:
- Stang;
- Indlysende.
Enheder af den første type bruges normalt til stødsvejsning af rør på steder, der er svære at nå. Uanset hvilken af loddejernene der vælges, skal dens styrke også tages i betragtning. Denne parameter vælges som følger. Rørdiameteren i mm ganges med 10. Hvis du agter at forbinde elementer med en diameter på 50 mm, skal der købes et 500 W loddejern.
Moderne udstyr til svejsning af HDPE-rør er svært at forestille sig uden elektronisk påfyldning. Den fås også i loddejern. De fleste modeller er udstyret med elektronisk regulering, der giver dig mulighed for nøjagtigt at indstille varmetemperaturen.
Til svejsning af HDPE-rør skal du også bruge loddejernedyser. De fås med to typer belægninger:
- Teflonov;
- Metalliseret.
Desuden er sidstnævnte kendetegnet ved de højeste styrkeegenskaber. Når du vælger et værktøj til svejsning af HDPE-rør med egne hænder, skal du huske, at en søm af høj kvalitet kun kan opnås ved hjælp af udstyr af høj kvalitet.
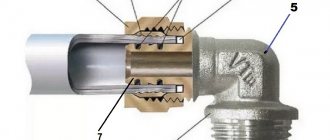
Aftagelig tilslutning og fittings til den
Installation af rør ved hjælp af koblinger er ikke altid meget pålidelig, men det bruges stadig ret ofte.
Denne metode har sine fordele:
- For det første kræves der ikke specielle værktøjer til implementeringen, kun en skruenøgle kan kræves, og selv da, når der arbejdes med rør med stor diameter.
- For det andet kan en aftagelig forbindelse oprettes på steder, hvor svejsning er umulig, for eksempel under vand.
- For det tredje er denne metode designet til hurtig samling af rørledningen.
Til en sådan forbindelse kan messing- eller HDPE-fittings af en svejset kompressionstype, komplet med stik og fleksible tætninger, anvendes. Forberedelsesprocessen er den samme som ved svejsning.
Efter at have skåret røret i stykker med den krævede længde, rengøres enderne for snavs. Den eneste betingelse er, at de skal være strengt vinkelrette på kroppen.
Det næste trin er at forberede tilpasningen. For at gøre dette løsnes koblingsmøtrikken et par omdrejninger, og røret tvinges ind i tætningen. Derefter sættes en spændetang med en elastisk ring på, og møtrikken strammes.
Der er to måder at oprette en aftagelig forbindelse på:
- Bell-type, ved hjælp af gummipakninger;
- Flanger med monteringselementer.
Eksperter anbefaler at bruge den anden metode, da den er mere pålidelig og praktisk talt ikke ringere end svejsning.
Installation af rør med koblinger
Denne metode er meget pålidelig, og derudover er den enkel og kræver ikke store økonomiske omkostninger. HDPE-svejsede koblinger er lavet af polyethylen, derfor har de lave omkostninger, men samtidig er de modstandsdygtige over for mekanisk belastning og ekstreme temperaturer.
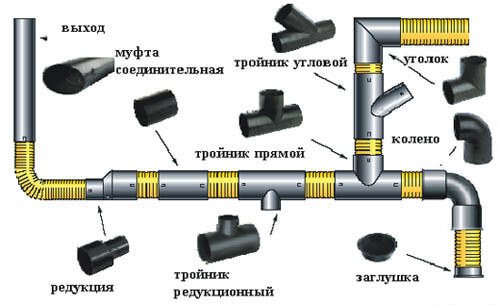
Forskellige tilslutningsordninger og typer fittings
En anden fordel ved at bruge sådanne forbindelseselementer er deres alsidighed. De kan bruges til at samle forskellige rørledninger. Derudover produceres specielle overgangskoblinger til installation af HDPE og metalrør.
Sådan tilsluttes polyethylenrør
Valget af metoden til at forbinde rørledningselementer til et enkelt system er påvirket af driftsforholdene.
Hvis der er konstant tryk i ledningen, vælges stødsvejsning af HDPE-rør til disse formål. Det giver en strammere forbindelse. Det bruges også ofte, da det er i stand til at modstå et godt flydende hoved.
Hvis væsken strømmer gennem systemet ved tyngdekraften, er det bedre at bruge en forbindelse, der vil være aftagelig.
Det følger heraf, at leddene kan være af to typer:
- aftagelig (flange eller stikkontakt);
- et stykke (svejset).
Derfor, før du vælger en forbindelsesmetode, skal du beslutte typen af rørledning og beregne arbejdstrykket.
Tilbage til indholdsfortegnelsen
Grundlæggende om teknologi
Ved stødsvejsning sker fiksering af enderne af polyethylenrør efter blødgøring under indflydelse af svejseapparatets varmeelement. Som et resultat af sådan svejsning af HDPE-rør dannes der en stærk søm, som sammenfalder i tekniske parametre med resten af overfladen af polyethylenrør.
I modsætning til svejsning af HDPE-rør ved hjælp af koblinger kan stødsvejsning af kommunikationselementer bruges til at fastgøre dele fremstillet af polyethylen af samme kvalitet. For at opnå en søm af høj kvalitet under installationen af kommunikation svejses HDPE-rør ved temperaturer fra -15 ° C til +45 ° C, netop efter teknologien.
Permanente samlinger af HDPE-rør
For at skabe en pålidelig samling med dine egne hænder kan du bruge en af de foreslåede metoder nedenfor.
Den første måde: ende-til-ende.
Designet til arbejde med en diameter på 5 cm. Til en sådan forbindelse er der en speciel svejsemaskine, hvori rør indsættes, de varmes op og forbindes på grund af tryk. Da plasten begynder at miste sin faste struktur under påvirkning af høje temperaturer, kombineres det smeltede materiale følgelig. Således opnås en monolitisk søm.
For at skabe en sådan forbindelse er det nødvendigt at fastgøre enderne af elementerne i specielle klemmer. Derefter skal der bringes en speciel varmeplade ind for at varme røret op. Så snart materialet bliver blødere, fjernes varmeelementet, og delene selv presses tæt mod hinanden. I dette tilfælde reguleres trykket. Så snart produktet er afkølet, fjernes det fra clipsene.
Butt-svejsning af HDPE-rør har sine egne egenskaber, som man bør kende, især for dem, der vil støde på denne proces for første gang:
- denne metode fungerer kun med rør med samme diameter eller ved brug af fittings;
- de anvendte elementer skal have en vægtykkelse på mindst 0,5 cm
- denne svejsemetode anvendes, hvis temperaturen varierer mellem 15-45 ° C indendørs eller udendørs, hvor hele processen udføres.
Brug af maskinen er en kæmpe fordel. Selvom maskinen er elektrisk, vil den ikke forbruge for meget strøm under drift.Især når man sammenligner det med en svejsemaskine, der arbejder med støbejernsrør.
Den anden måde: ved hjælp af elektrofusionskoblinger.
I dette tilfælde er det muligt at oprette en rørledning, der kan modstå en belastning på 16 atmosfærer. Men af hensyn til retfærdighed skal det straks siges, at svejsning med elektriske koblinger er meget dyrere end stødsvejsning. Dette skyldes det faktum, at det i dette tilfælde er nødvendigt at bruge specielt udstyr til svejsning - elektriske elektriske koblinger.
Ved sådan svejsning skal enderne af elementerne, der skal svejses, være forberedt, hvortil de rengøres og behandles med affedtningsopløsninger.
Desuden sættes fittings på samlingerne, som er udstyret med indlejrede elektriske varmeapparater. Det er de, der giver den høje temperatur, som gør det muligt for polyethylen at blødgøre. Så snart alle elementerne er på plads, er spændingen tændt.
Således opvarmes rørene, og enderne forbindes. Så snart produktet er afkølet, er det klar til brug. Men der er en lille nuance her. Under køling er det vigtigt at kontrollere, at elementerne er stationære, ellers mister forbindelsen sin pålidelighed.
Svejsning med elektrofusionskoblinger anvendes i de fleste tilfælde, når der skal laves flere samlinger.
Denne metode er praktisk til at oprette en yderligere gren af rørledningen, når der er et færdigt system. Men hvis der er behov for at arbejde med et stort antal samlinger, er det bedre at bruge stødsvejsning, da det er meget mere rentabelt.
Når du vælger en eller anden metode, skal du bestemme, hvad der er vigtigere for dig selv: kvalitet og pålidelighed eller økonomi.
Tilbage til indholdsfortegnelsen
Metoder til sammenføjning af PE-rør
Polyethylenrørledninger installeres på to måder: ved hjælp af fittings og flanger eller flere typer svejsning.
Forbindelsen kræver specielle fittings (koblinger og stikkontakter) og uden dem. For rør med en vægtykkelse på mindre end 4,5 (diametre 50-110 mm) anvendes svejsning ved hjælp af fittings, til større rør med en tykkere væg er stødsvejsning og ekstruder acceptabel.
Diffusion
Diffusionsmetoden består i at opvarme enderne til en viskøs strømningstilstand. De forberedte ender af emnerne samles og let komprimeres. Under påvirkning af tryk bevæger sig mobile polymermolekyler ind i de dele, der skal forbindes, blandes, når de afkøles, størkner i en ny position, danner nye kemiske bindinger og sikrer pålidelig vedhæftning af rørene til hinanden.

Det er forkert at udpege en hvilken som helst svejsemetode som diffusionssvejsning. Faktisk er enhver svejsning af polyethylen baseret på processen med diffusion af opvarmede molekyler.
Bell-metoden
Ikke den mest typiske måde. Der er to varianter af udførelse: ved hjælp af fatningsrør og koblinger. Selve metoden ligner svejsning af polypropylenrørledninger: en sokkel eller koblinger og emner opvarmes ved hjælp af et loddejern med en speciel dyse. Derefter indsættes arbejdsemnet i stikket på et andet rør eller et andet hylster, fastgjort, presset og fastholdt. Svejsetiden er 20 sekunder. Hvis der anvendes koblinger, loddes det andet rør i koblingen på samme måde. Omkostningerne ved koblinger er lave, produkter med en stikkontakt findes sjældent i butikkerne. Forbindelsen er pålidelig og holdbar, små diametre kan svejses.

Butt svejsning
Denne metode kan anvendes på rør med en vægtykkelse på mere end 4,5–5 mm og en diameter på over 50 mm.
Inden du udfører arbejde, skal du skære polyethylenrøret stramt vinkelret og rengøre enderne forsigtigt. Derefter er røret fastgjort i svejsemaskinen og centreret omhyggeligt. Et varmelegeme indføres mellem enderne af rørene til opvarmning, rørene presses mod det og opvarmes, indtil enderne blødgør. Derefter fjernes varmelegemet hurtigt, enderne komprimeres på en sådan måde, at der dannes en lille ringformet perle ved krydset - burr. Afkøl leddet, og fjern derefter maskinen. Værket har sine egne finesser, det kræver to personer.
Ekstrudersvejsning
Ekstrudering - svejsning ved hjælp af et lille apparat, hvorfra smeltet polyethylen presses ud under tryk. Råmaterialer i form af stænger eller pellets lægges i ekstruderen. Ekstrudering anvendes på trykledninger med en vægtykkelse på mere end 6 mm, men det kan også bruges til at lappe rør, der ikke er under tryk, med en tyndere væg. Krydset opvarmes af en strøm af varm luft. Det tilrådes at affase enderne.

Kvaliteten af sømmen er meget høj. Fordelen ved metoden er, at det er muligt at svejse et allerede lagt polyethylenrør uden at demontere rørledningen.
Elektrofusionssvejsning
Dette er den mest pålidelige, bekvemme og alsidige forbindelsesmetode. Den kan bruges selv på svært tilgængelige steder. Men desværre er det også den dyreste - elektrofusionsbeslag er ikke billige, svejsemaskinen koster også meget. Svejsning med termistorkoblinger anvendes fra små til store diametre af polyethylenrørledninger.
Ved termistorsvejsning skæres polyethylenemner strengt vinkelret, rengøres omhyggeligt fra grater og støv, indsættes i bøsningen og centreres ved hjælp af specielle enheder. Der er et varmeelement i muffen. Den er forbundet til en speciel svejsemaskine, strøm leveres, elementet varmer koblingen op og rørenderne, og de er svejset.

I denne type svejsning er det ekstremt vigtigt at holde leddet immobil, indtil det køler helt ned.
Hvilken vej er bedre
Før du vælger den bedste forbindelsesmetode, er det nødvendigt at bestemme, hvilken der kan anvendes i et bestemt tilfælde, afhængigt af rørledningens diameter.
Den mest pålidelige og alsidige metode er svejsning med termistorkoblinger. Men koblinger, især store diametre, er dyre, dyre og en svejsemaskine (men du kan leje den). Derfor er sådan svejsning ikke særlig almindelig, når man arrangerer et privat hus.
Oftere er de stødsvejste eller bruger loddekoblinger. Butt svejsning bruges på polyethylenrør med en stor vægtykkelse, som normalt ikke bruges i private huse. Ekstruderingssvejsning er endnu ikke særlig almindelig, hovedsageligt på grund af metodens lave popularitet.