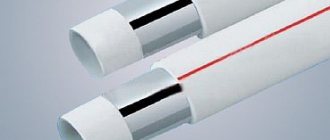
Forrasztás réz csövek
A réz drága fém, de a rézcsövek versenyelőnnyel rendelkeznek a rézrendszerek csúcskeresletben tartása érdekében. A hozzáértő rézből hosszú és problémamentes élettartamot biztosít a vízellátó rendszer a ház teljes élettartama alatt, meghaladva a fél évszázadot. Az ilyen termékek feldolgozásának praktikussága a forrasztási folyamat egyszerűségében rejlik - alacsony hőmérsékletű, könnyen elvégezhető háztartási környezetben gázégő vagy elektromos forrasztópáka jelenlétében.
Szerszámkészlet
A forrasztási eljárás során használt szerszámok, szerelvények és anyagok teljes sora a következő:
- eszközök a csövek kibővítésére, vágására és leválasztására: expander, csővágó vagy daráló a legvékonyabb tárcsával, ferde, csiszolópapír, fémkefe;
- szerszám fémmelegítéshez és forrasztás megolvasztásához: gázlámpa vagy elektromos forrasztópáka 250 W;
- anyagok, amelyekkel a kapcsolat létrejön: fluxus és forrasztás ónötvözet rézből, antimonból, ezüstből vagy más adalékokból;
- segédanyagok - szalvéták a felesleges fluxus eltávolítására, állványok, kesztyűk, mérő és jelölő eszközök.
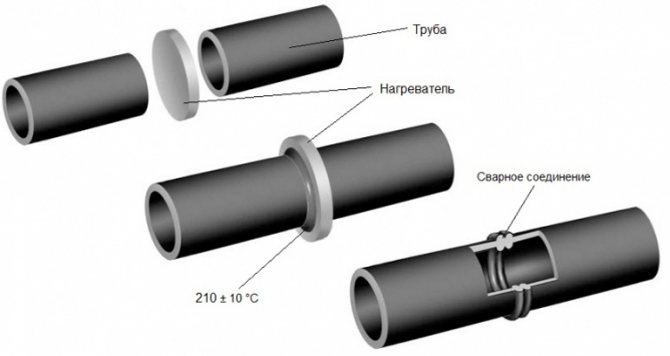
A rézcsöveket szerelvények nélkül fogják összekötni - az egyik szélét csőbővítővel tágítjuk, egy másik darabot helyezünk bele. A kötés felmelegszik, és a varratot olvadt ón forrasztóval öntik - megbízható, lezárt kötést kapunk, amely ellenáll a kellően magas nyomásnak és a magas hőmérsékletnek. Helyesen forraszthatja a rézcsöveket, ha megismeri a folyamat folyamatának elveit:
- miután a forrasztás előtt levágta a csöveket, a végeket gondosan megtisztítják - az összes sorját eltávolítják, és az élét élénk sárga színre csiszolják. Ezt úgy kell megtenni, hogy eltávolítsák a réz oxidjait, amelyek megakadályozzák a forrasztást;
- a sztrippelés után egy speciális vegyülettel fedik le - fluxussal, amely eltávolítja az oxigént, megakadályozva az oxidációt a hegesztés során, elősegíti az olvadt forrasztás mély behatolását az ízületbe;
- a fluxussal bevont részeket egymás tetejére csúsztatjuk, és fáklyával vagy forrasztópáccal melegítjük. Ebben az esetben a forrasztópáka forrasztásának technológiája csak egy nyílt láng hiányában tér el az égővel való munkától;
- a forrasztást a fűtött felületre hozzák a láng alatt - az ónt megolvasztják, behúzzák az illesztésbe, egyenletesen eloszlatva az ízület körét;
- lehűlés után az ónfelesleg önmagában leesik, és a varrat hermetikusan lezárul.
Ha nincsenek speciális képességei az ilyen forrasztásban, akkor jobb, ha szakemberekre bízza.
Tanács. A mindennapi életben szükségessé válik alumínium csövek csatlakoztatása, amelyeket nehezebb feldolgozni, mint a rézet. Ehhez alumínium forrasztásra és alumínium keményforrasztó berendezésre lesz szükség - egy fáklya, amely képes a fémet 400 ° C-ra melegíteni. Az eljárás sajátossága, hogy a fluxust nem használják, és a forrasztást nem a lángba injektálják, hanem az ízületre viszik fel: megolvad a forró fémmel való érintkezésből.




Szükséges eszközök
Mielőtt megtanulná, hogyan kell forrasztani a műanyag csöveket, hogyan kell bevágni egy meglévő rendszerbe, vagy hogyan kell összeszerelni egy újat, meg kell szereznie az összes szükséges felszerelést.

A legfontosabb eszköz egy forrasztópáka. De nem az, amellyel réztermékeket tartanak össze, vagy kondenzátorok vannak rögzítve a táblához.
Itt egy speciális forrasztópáka kell a polipropilén csövekhez.
Ez egy elektromos kéziszerszám, amelynek fűtősínjén egy vagy több ülés található a speciális fúvókák számára.
A fúvókákat általában szintén tartalmazzák - többre van szükségük, minden egyes csőmérethez egy. A készletben a legtöbb esetben vannak fúvókák a 20, 25, 32, 100 mm-es csövekhez. A munkafelületet tapadásmentes teflonréteg borítja - fontos, hogy ne karcolja meg éles hangszerrel, így nem tisztíthatja meg a rögzítést késsel, fémkefével stb.
A forrasztópáka jó modelljei termosztáttal vannak felszerelve, amellyel beállíthatja a kívánt fűtési hőmérsékletet. Az olcsó modelleket néha csak egy hőmérsékletre beállított termomechanikus érzékelővel látják el.
A kereskedelemben kapható modellek ereje, valamint ára nagyon eltérő. Ha kis mennyiségű munka várható, akkor a legolcsóbbat veheti igénybe, vagy akár bérletet is kérhet.
A készülék teljesítménye befolyásolja a bemelegedési sebességet, de a kapcsolat minőségét nem.
A forrasztópáka mellett tanácsos speciális ollót is beszerezni a műanyag csövek vágásához.
Segítségükkel könnyen és gyorsan egyenletes, ügyes vágást kaphat.
Szüksége lesz mérőszalagra, alkoholjelzőre (filctollra), éles építő késre és rongyokra is. Az anyagok közül magukon a csöveken kívül megfelelő méretű csatlakozókra lesz szükség - tengelykapcsolókra, kanyarokra, pólókra (a már lefektetett rendszerekbe történő vágáshoz), adapterekre stb.
Polipropilén PVC csövek forrasztása (műanyag)
A polimer termékeket alacsonyabb hőmérsékleten forrasztják, mint a fémet. Félnek a nyílt lángtól, ezért a hegesztéshez speciális elektromos forrasztópákákat hívnak, hegesztőgépeknek.
Polipropilén termékek hegesztési technológiája (PP) alapvetően különbözik a rézmel való munkától.
A fémszakaszok összekapcsolása magában foglalja az egyik szegmens behelyezését a másikba, majd a varrat lezárását egy lágyabb fémből készült varrat segítségével. A polipropilén esetében mindkét szegmens megolvad, keveredik, teljesen behatol a másikba, és megszilárdulása esetén integrál homogén kapcsolat lép fel. Az ilyen hegesztést diffúznak nevezik a latin diffúzió szóból, ami keverést jelent. A propilén csövek forrasztása három dolgot jelent:
- a szegmensek végeit puhára olvasztjuk;
- felesleges fordulatok nélkül csatlakoztassa egyiket a másikhoz;
- várja meg, amíg lehűl - ennek eredményeként homogén, egy darabból álló szakasz képződik.
Forrasztócsövek otthoni fűtéshez és vízvezetékhez
A barkácsolási eljárás egyszerűsége miatt otthon végzik. Ehhez meg kell vásárolnia:
- elektromos hegesztőgép polipropilén hegesztéséhez;
- mellékletek az eszközhöz (a készülék készletében vannak);
- trimmer;
- szerelvény;
- kiegészítők: jelölő, kés, mérőszalag.
A polipropilén forrasztása sokkal könnyebb, mint a réz
A propilén csövek saját készítésű forrasztása a következő műveletek egymás utáni elvégzéséből áll:
- Vágja le a csöveket előre meghatározott méretekre, szükség esetén készítse elő a szerelvényeket.
- Vágja le a végeket - távolítsa el a védőréteget 1–1,5 mm-rel fentről. Ezt meg lehet tenni trimmerrel vagy csiszolni smirgli papírral.
- Készítse elő a hegesztőgépet - szerelje fel a csövek átmérője mentén fúvókákkal és csatlakoztassa a hálózathoz. A polipropilén 250 ° C-on olvad. A készülék hőmérséklet-kapcsolóval és fűtésjelzővel rendelkezik. A kívánt hőmérséklet elérésekor a készülék hang- vagy fényjelzést ad, hogy készen áll a hegesztési folyamatra.
- Helyezze be a csövet és a csatlakozót a megfelelő fúvókákba, és tartsa be az időt szigorúan az utasításoknak megfelelően, elkerülve a túlmelegedést vagy az alacsony hőmérsékletet.
- Távolítsa el a fűtött részeket a fúvókákból, majd forrasztja úgy, hogy az egyik elemet beilleszti a másikba. Ebben a szakaszban a cselekvéseknek magabiztosnak és egyértelműnek kell lenniük - tilos az elemeket előre-hátra mozgatni, vagy a tengely mentén forgatni.
- Hagyja lehűlni a polipropilént - hagyja a szerkezetet egy ideig mechanikai igénybevétel nélkül.
- Vizuálisan ellenőrizze a csatlakozást, hogy nincs-e benne hiba: ha követik a technológiát, a varrat egyenletes és erős lesz.
HDPE csövek forrasztása polipropilén szerelvényekkel.
Őszintén szólva ellenzem ezt a módszert. Most elmagyarázom, miért:
- A polipropilén és a polietilén olvadáspontja eltérő. A HDPE alig több, mint 100 Celsius-fokon olvad, míg a polipropilén 260 fokon olvad. A hegesztés rossz minőségűnek bizonyul.
- Még akkor is, ha kiderül, hogy létrejön ilyen kapcsolat, még mindig nem világos, hogy milyen nyomásra tervezték, és meddig bírja.
Olvassa el még: Rozsdamentes acél fajsúlya 12x18n10t
Ezért azt tanácsolom, hogy ne pazarolja az időt és a pénzt az ilyen kísérletek során.
A nagy HDPE csövek megfelelő forrasztása normál hőmérsékleten
Kétféle típusúak:
- alacsony szilárdságú - nagy nyomáson készülnek és alacsony sűrűségűek;
- nagy szilárdságú (HDPE) - alacsony nyomás alatt készülnek, de nagy sűrűségűek.
A nagy szilárdságú polietilén csövek másik neve - a HDPE az alacsony nyomású polietilént jelenti. Az elnevezésben az "alacsony nyomás" szavak azt a körülményt jelentik, amelyben a termékeket gyártották, és nem kapcsolódnak az alkalmazási körhöz. Az alacsony nyomású polietilént (HDPE) magas nyomású és hőmérsékleti körülmények között használják - a fő gáz- vagy vízvezetékekben. A polipropilén csövek megfelelő forrasztása nem könnyű feladat.
Mivel a HDPE termékeket sokféle átmérőben (20 mm-től 1 m-ig 20 cm-ig) és falvastagságban gyártják, többféle módszer is van összekapcsolásukhoz, és sokféle berendezés található a polietilén csövek forrasztásához. A polietilén csövek hegesztését a következő módszerek egyikével végezzük:
- fenék (vagy fenék);
- harang alakú;
- elektrofúzió.
Az ilyen forrasztáshoz speciális forrasztógépre van szükség.
A PE csövek fenékhegesztését ipari körülmények között drága és terjedelmes gép hajtja végre mechanikus vagy hidraulikus meghajtással. A készülék készlet tartalmaz vezetőket a központosításhoz, egy trimert az egymás melletti élek sima vágásához, egy fűtőelemet, meghajtókat és időzítőket. Maga a végpontok közötti technológia egyszerű, de a használt berendezés nem olcsó: a HDPE csövek hegesztőgépének ára átlagosan 250 ezer rubel, egy külön fűtőelem pedig körülbelül 50 ezerbe kerül.
Forrasztási séma polietilén csövekhez forrasztópáka nehezen hozzáférhető helyeken
A polietilén csövek forrasztása a következő séma szerint történik:
- a csatlakoztatandó termékeket a csőhegesztő gépbe illesztik, középre vannak állítva;
- egy automatikus szerszámot helyeznek közéjük, amely egyenletesen vágja le a HDPE-t, eltávolítva a chipeket;
- az ellenkező végek összekapcsolódnak, az élek igazítását és feszességét vizuálisan ellenőrizzük;
- a hegesztendő végeket zsírtalanítják, fűtőelemet telepítenek közéjük;
- a végeket egy bizonyos hőmérsékleten egy bizonyos hőmérsékleten melegítik és megolvasztják;
- a fűtőelem eltávolításra kerül, és a csatlakozás az időzítő által beállított időtartamra lehűl;
- erős kapcsolat jön létre anélkül, hogy befolyásolná a csővezeték rugalmasságát.
Otthon ugyanezen elv szerint történik, de egyszerűbb eszközöket használnak - forrasztópáka a polietilén csövekhez. 30 ezer rubelbe kerül, ez egy teflonnal borított hegesztő tükör, amely ellenáll a magas hőmérsékletnek - akár 300 ° C-ig.
A polietilén csövek fenékhegesztésének paraméterei: hőmérséklet, fűtési és hűtési idő - az átmérőtől és a falvastagságtól függenek, ezeket a hegesztők egy speciális táblázat szerint állítják be. A sok eszköz hibájának kiküszöbölése érdekében a paramétereket automatikusan beállítja.
A HDPE csövek elektrofúziós hegesztése az ipari kategóriába tartozik, és abból áll, hogy megolvasztják a csővezeték csatlakozó alatti szakaszát, amelyhez az elektromos áramot táplálják, és a hőmérséklet emelkedik. A polietilén csövek elektrofúziós tengelykapcsolói üzem közben nagy mennyiségű áramot fogyasztanak, és költségesebbnek tekinthetők, de segítenek azokban az esetekben, amikor lehetetlen nagy méretű készüléket használni. Otthon használhatók.
Hogyan készítsünk vízvezetéket polietilén csövekből?
Különféle módon gyűjtheti a vízellátást, de mindig meghatározott sorrendben. Először kidolgoznak egy projektet és megvásárolják az összes szerkezeti elemet. Akkor elkezdheti az építési munkákat.
Előkészítő munka a polietilén csövek telepítése előtt
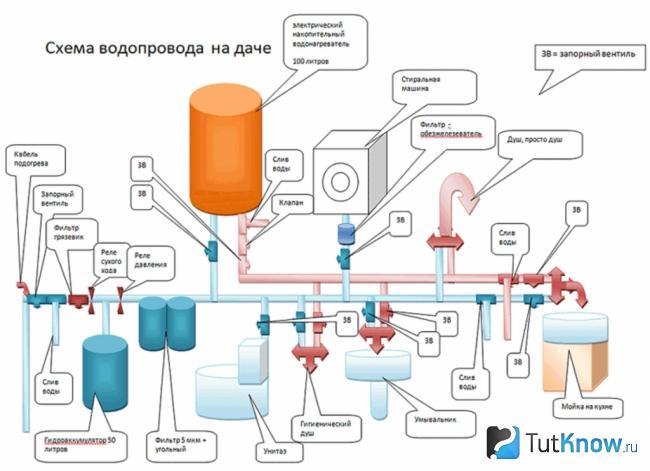
Polietilén csövek vízvezeték-diagramja
A telepítés első szakaszában vízellátási rendszert kell kidolgozni polietilén csövekből. A vázlatban mutassa meg az utat a forrástól a csatlakozási pontokig, megjelölve a fő törzset és az elágazásokat. Az ábrán adja meg a szerkezet lineáris tágulási hézagainak helyét.
A műanyag tágulása miatt rögzítse a csöveket speciális kialakítású kapcsokkal, amelyek lehetővé teszik a vezetékek mozgását melegítéskor.
A pálya speciális tálcákban kinyitható vagy hornyokban zárható. Határozza meg a vízellátáshoz szükséges polietilén csövek méretét, a szerelvények számát és döntse el a vágások csatlakoztatásának módját.
Az építési piac telített a vízellátáshoz szükséges polietilén csövekkel, de minőségi termékeket csak nagy vasáru üzletekben lehet megvásárolni. Gondosan ellenőrizze az árut:
- A munkadarabokon nem lehetnek mechanikai sérülések: forgácsok, repedések, rések.
- Ne vásároljon olcsó terméket, ami rossz minőségű műanyagra utalhat.
- A vízellátáshoz szükséges polietilén csövek összes fő jellemzőjét a felületre alkalmazzák (átmérő, megengedett nyomás, hőmérséklet, rendeltetés).
Ha kétségei vannak a termék minőségével kapcsolatban, kérje meg az eladót, hogy nyújtson be megfelelőségi tanúsítványt.
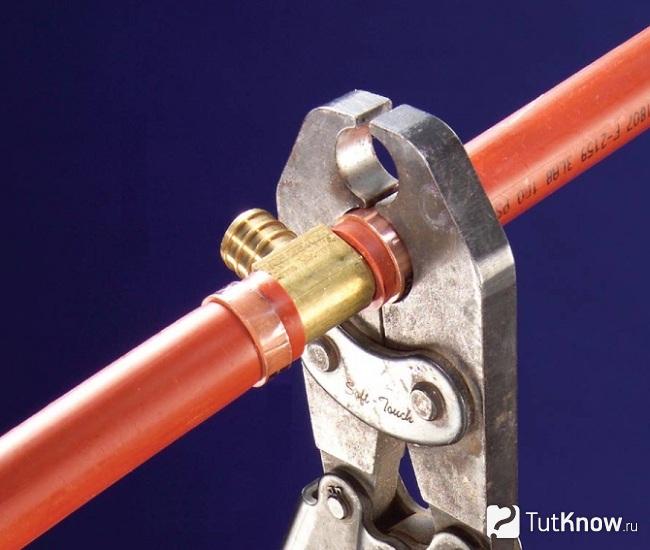
Polietilén csövek szerelése csapos szerelvények segítségével

A fotón a polietilén csövek csatlakozása a vízellátáshoz szerelvényekkel
A polietilén csövek csatlakoztatásához a következő eszközökre lesz szükség:
- Forrasztópáka vágások hegesztéséhez
... Általában különféle átmérőjű tartozékokkal együtt értékesítik. - Ollók az üres darabok vágásához
... Segítségükkel a vágás sima, a végek további feldolgozása nem szükséges.
A vízellátáshoz szükséges polietilén csövek szerelvényei:
- Vágja le a szükséges számú üres részt a vízvezeték-diagram szerint.
- A termékek végén 45 fokos szögben vágja le.
- Helyezzen egy forrasztópákát a fő mellé. Helyezzen rá fúvókákat, amelyek átmérője megegyezik a cső és a szerelvény átmérőjével.
- Csúsztassa a munkadarabokat a fúvókákra.
- Kapcsolja be az eszközt. A polietilén melegítésére az optimális hőmérséklet 270 fok. Ha van szabályozó, akkor manuálisan beállítható. Egyszerűbb eszközöknél a beállítás már gyárilag megtörténik.
- A jelző riasztás után gyorsan távolítsa el a csövet és a csatlakozást a forrasztópáka felől, majd csatlakoztassa őket. Ne érintse meg az ízületet néhány percig, amíg a műanyag meg nem keményedik. Az ízületek erőszakos hűtése nem szükséges, hogy ne csökkenjen az ízület minősége.
- Az útvonal minden elemét hasonló módon rögzítik.
- Csatlakoztassa a vezetéket a vízellátáshoz, és ellenőrizze az egyes csatlakozások szivárgását.
Polietilén csövek elektrofúziós hegesztése vízellátáshoz
A fényképen eszközök polietilén csövek elektrofúziós hegesztéséhez
A vízellátáshoz szükséges polietilén csövek elektrofúziós tengelykapcsolókkal történő felszereléséhez a következő berendezésekre és anyagokra lesz szükség:
- Hegesztőgép
... Feladata a tengelykapcsoló meghatározott időre történő bekapcsolása.A terméket félvezetőkön állítják össze, amelyek nagy hatékonyságot és termelékenységet biztosítanak. A készülék digitális kijelzővel van ellátva a megadott paraméterek vezérléséhez. Néhány modell rendelkezik egy szkenner nyílással, amely lehetővé teszi az illesztési paraméterek bevitelét a készülékbe a csatlakozó vonalkódján keresztül. - Pozicionáló
... Célja a cső ovalitásának kompenzálása, amely a termék nem megfelelő tárolása és szállítása során jelentkezik. - Csővágó
... Segítségével a cső szélei vágás után laposak és aprítás nélkül. Elektrofúziós hegesztéshez nem ajánlott kés vagy fémfűrész használata. - Csőtisztító folyadék
... Eltávolítja a zsírt és más rétegeket a hegesztett felületről. Gyakran szerelvényekkel szállítják. Tilos az alkatrészeket nem polietilénnek szánt termékekkel tisztítani. - Oxid ragasztó eltávolító
... Úgy tervezték, hogy eltávolítsa a műanyag felső rétegét, amelynek vastagsága 0,1 mm, durva felület létrehozása érdekében. A kihúzó cserélhető egy közönséges kaparóval.

A fotón a polietilén csövek elektrofúziós hegesztésének folyamata a vízellátáshoz
A vízellátáshoz szükséges polietilén csöveket elektrofúziós hegesztéssel a következő sorrendben hajtják végre:
- Vágja le a munkadarabokat csővágóval a vízellátási rajzon feltüntetett méreteknek megfelelően.
- Mérje meg a hüvely hosszát.
- Minden munkadarabon jelölje meg jelölővel a hüvely fele és 2 cm távolságra a cső szélétől.
- Távolítsa el a felső réteget, ahol a műanyag oxigénnel reagált.
- A végén ferde, hogy megkönnyítse a cső és a csatlakozó összekapcsolását.
- Győződjön meg arról, hogy a termék nem ovális, különben a hüvelyt nem lehet felhelyezni, különben a monolit forrasztás nem fog működni.
- Helyezzen egy pozicionálót minden csőre, és szorítsa addig, amíg tökéletesen kerek nem lesz.
- Tisztítsa meg az elemek felületét a portól és zsírtalanítsa speciális vegyülettel.
- Helyezze a csövet félig az elektrofúziós szerelvénybe. Általában van egy korlátozó, amely nem engedi tovább. A párosító felületeknek egymástól minimális távolságra kell érniük, vagy azoknak minimális távolságra kell lenniük.
- Csatlakoztassa a második csövet ugyanúgy.
- Csatlakoztassa a hegesztő kapcsokat a speciális csatlakozókhoz.
- Szkenner segítségével olvassa el a vonalkód vonalkódját.
- Csatlakoztassa a feszültséget a spirálhoz. Rövid időn belül a polietilén viszkózus tejföllé válik. Diffúzió történik, és a két rész eggyé válik. Lehűlés után az anyag ismét szilárd lesz.
A megszilárdulás során tilos a vonal konfigurációját megváltoztatni.
Más módszerekhez képest a polietilén csövek elektrofúziós hegesztése a következő előnyökkel jár:
- Csökkenti a hibával rendelkező dokkok készítésének valószínűségét.
- Az eljárás mások számára teljesen biztonságos.
- Rögzített elemeket kapcsol össze.
- A vezeték belső átmérője nem csökken.
- Különböző átmérőjű és falvastagságú munkadarabok összekapcsolásának lehetősége.
- A villamosenergia-fogyasztás minimális.
Polietilén csövek fenékhegesztése vízellátáshoz

A fotón központosító és fenékhegesztő eszköz polietilén csövek fenékhegesztéséhez
50 mm-nél nagyobb átmérőjű polietilén csövek telepítésére szolgál.
Készítse elő a következő felszerelést:
- Központosító
... Két félből áll, amelyek közül az egyik mozgatható. Lehetővé teszik a csövek központosítását. Az ágy manuálisan vagy hidraulikusan vezethető a nyomás létrehozása érdekében. A kézi adagolót legfeljebb 160 mm átmérőjű csövek összeszerelésére használják. A hidraulikus blokk nyomásmérővel van felszerelve, hogy figyelemmel kísérje a készülék által okozott nyomást. - Vágó
... Kis elektromos vágószerszám két fejjel a kiváló minőségű csővégi vágáshoz. - Fűtés
... Egyfajta forrasztópáka a munkadarabok széleinek megolvasztására. A legegyszerűbb eszköz a "hegesztő tükör". A központosító és homlokzat nélküli termékek hegesztésekor szabad áramlású vezetékek telepítéséhez használják.

A fotón a polietilén csövek hegesztésének folyamata a vízellátó rendszerhez
A vízellátáshoz használt polietilén csövek hegesztési folyamata a következő:
- Győződjön meg arról, hogy a cső végén nincs ovalitás.
- Mérje meg a termék vastagságát az illesztésnél, amelynek meg kell egyeznie. A feltétel teljesítése biztosítja a hegesztés utáni kötés maximális szilárdságát.
- Telepítsen egy központosítót a pálya mellé. Helyezze a csöveket abba a helyzetbe, ahol fűtőtestet telepíthet közöttük. Ellenőrizze, hogy igazodnak-e.
- Rögzítse a munkadarabokat bilincsekkel, 2 csőhöz. Először húzza meg a hátsó bilincset. Húzza az elülső részt, amíg az hozzá nem ér, és csavarja fel egy kis erőfeszítéssel, hogy az ovalitás ne jelenjen meg.
- Állítsa a készüléket a forrasztási nyomásra. Ehhez légtelenítse a készülékrendszert, és húzza meg újra a szelepet, amíg a központosító mozogni kezd.
- Állítsa be a forrasztáshoz szükséges nyomást. Általában az értéket a műszerhez mellékelt táblázat tartalmazza.
- Tisztítsa meg a csőcsatlakozásokat a szennyeződéstől, homoktól és egyéb törmeléktől.
- Szerelje be a vágót a termék széle mellé. Kapcsolja be, és mozgassa a munkadarabot az eszközhöz, amely a végétől 2x45-re leélezi. Ismételje meg a műveletet a másik csövön.
- Légezze le a levegőt és mozgassa szét a központosító részeket.
- Mozgassa a készüléket, amíg az hozzá nem ér az elemekhez, és ellenőrizze, hogy azok nincsenek-e beállítva.
- Tisztítsa meg a felületeket alkohollal vagy saját oldószerrel.
- Melegítsük a forrasztópákát 270 fokra.
- Mielőtt csatlakoztatná a polietilén csöveket a vízellátáshoz, állítsa be az eszköz tervezett forrasztásának idejét, amelyet a táblázat határoz meg.
- Helyezze a fűtés hegyét a munkadarabok közé.
- Vigye a csöveket a forrasztópákához, és hagyja, amíg 1 mm vastag gyöngy keletkezik.
- Ideje hegeszteni. Miután lejárt, szerelje le a forrasztópákát.
- Mozgassa a termékeket nagyon gyorsan a központosítóval egymás felé, amíg kapcsolatba nem kerülnek, és nyomás alatt hagyják őket 5 másodpercig.
- Enyhítse a nyomást és a lehűlés idejét. A műanyagnak természetesen, gyorsulás nélkül meg kell keményednie, különben romlik az ízület szilárdsága.
A vízellátó rendszer polietilén csövekből történő telepítésekor kövesse ajánlásainkat:
- Az egész folyamat során figyelje meg a forrasztópáka hőmérsékletét, ellenőrizze az összekapcsolandó alkatrészek felmelegedését, a sorja magasságát és a kötés nyomását.
- Dolgozzon sík felületen.
- Hajtsa végre a dokkolást, ha a csatlakoztatott elemek egymáshoz igazodnak. A tengelyek eltérése - a termékvastagság legfeljebb 10% -a.
- Az eljárás során takarja le a csövek ellentétes végeit, hogy a huzat ne hűtse le az olvadt masszát.
- Helyezze a termékeket a központba úgy, hogy a felületükön lévő jelölések egybe legyenek.
- Az eljárás előtt hajtson végre egy próbaüzemet, amelynek során a mikrorészecskéket eltávolítják a fűtőberendezésből. Használat előtt törölje le a trimmer felületét tiszta ruhával.
XLPE csövek beszerelése vízellátáshoz
A fotón a térhálósított polietilénből készült csövek összekapcsolásának folyamata
Az XLPE szakaszai menetes szerelvényekkel vannak összekötve. A munkához a legegyszerűbb eszközökre lesz szükség - ollóra, villáskulcsra az anyák csavarozásához, mérőszalagra.
A térhálósított polietilénből készült vízellátó rendszer csövének lefektetése a következő:
- Igazítsa a cső végét ollóval.
- A végeket 45 fokos szöget zárja be.
- Távolítsa el az anyát és az O-gyűrűt a szerelvényből.
- Csúsztassa az anyát a csőre, majd a gyűrűre.
- Szélesítse meg a csatlakozón csúszó részt.
- Nedvesítse meg a felületet szappanos vízzel.
- Csúsztassa az o-gyűrűt a szerelvény felé.
- Csúsztassa a csatlakozót a csőre, amíg le nem áll.
- Az egyik kulccsal fogja meg a szerelvényt, a másikkal húzza meg az anyát. Összenyomja a termékek végét.
- A teljes vezeték összeszerelése után ellenőrizze, hogy nincs-e szivárgás az illesztésnél, üzemi nyomás alatti vízellátással.
Keményforrasz megerősített polivinil-klorid csövek
A forrasztás ugyanazzal a géppel végezhető el, amelyet a polipropilén analógok hegesztésére használnak. A PVC termékek falai vastagabbak és merevebbek, ezért ezek összekapcsolásához szerelvényekre van szükség. Olvadáspontjuk alacsonyabb, ezért ezt a típust nem melegvíz-ellátásra használják - a csővezeték falai magas hőmérséklet hatására deformálódnak. A forrasztást fúvókákkal ellátott elektromos hegesztőgéppel végzik, amelyen az összekapcsolandó termékek végei megolvadnak. A PVC-csövek megfelelő forrasztásához több lépést kell végrehajtania:
- tisztítsa meg a széleket;
- távolítsa el az erősítést, ha van ilyen;
- állítsa az olvadás hőmérsékletét legfeljebb 200 ° C-ra.
Az eszközök, felszerelések és a műveletek sorrendje megegyezik a polipropilén mintákkal végzett munkával.
NÉZD MEG A VIDEÓT
A mindennapi életben a polipropilén-, polietilén- vagy PVC-csöveket gyakran egy általános szóval műanyagnak nevezik, és összekapcsolásuk elveiben sok a közös. Nem mindenki tudja megfelelően forrasztani a csöveket, de mindenki tanulhat.
Ma a polimer termékeket életünk és iparunk számos területén használják. De a HDPE - alacsony nyomású polietilén - különösen népszerű. Ez az anyag erős, tartós, könnyen felszerelhető az alacsony fajsúly miatt. A különféle célú csővezetékeket gyakran polietilén csövekből készítik. Az egyes munkadarabok csatlakoztatásához a HDPE termékeket hegesztik. Cikkünkben a HDPE csövek hegesztésének fajtáiról és jellemzőiről fogunk beszélni.
Hegesztő asztal
Különböző hegesztőasztalok állnak rendelkezésre kiegészítő eszközként a helyes, kiváló minőségű HDPE csőcsatlakozás kialakításához. Meghatározzák a hegesztéshez szükséges paramétereket, a hőmérsékleti viszonyokat, a mechanikai tulajdonságokat és a termékek megolvadásának / hűtésének időtartamát.
Mindezeket a szempontokat figyelembe kell venni a munka során, mivel megvalósításuk a hegesztett csővezeték-kommunikáció megbízhatóságától, szilárdsági jellemzőitől függ.
A hegesztési termékek időintervallumainak táblázata nemcsak a munka idejét mutatja, hanem azt is, hogy a termékek milyen átmérőire jellemző.
Kapcsolatok változatai
A polietilén csövek csatlakoztatásához a következő módszereket használhatja:
- Levehető. A HDPE vakok ilyen összekötésének elvégzéséhez acélperemekre lesz szükség. Ennek a dokkolási elvnek a legfőbb jellemzője, hogy a csővezeték üzem közben szétszerelhető.
- Nem leválasztható. Ebben az esetben nem működik a kommunikáció szétszerelése. Az ilyen összeköttetéshez a munkadarabokat hegeszteni kell. Ehhez a következő módszerek egyikét lehet használni:
- polietilén nyersanyagok hegesztése;
- HDPE termékek hegesztése tengelykapcsolókkal.
A csővezetékek nagy átmérőjű elemekből történő összeszereléséhez termikusan ellenálló szerelvényeket vagy fenékhegesztést használnak. Mindkét módszer alkalmazásakor megbízható monolitikus kapcsolat jön létre.
HDPE kapcsolat típusai
A HDPE csövek hegesztése a következő típusú csatlakozásokat foglalja magában:
- Levehető, amely működés közben szétszerelhető. Az ilyen típusú csatlakozásokhoz acélperemeket használnak.
- Egy darabból álló csatlakozások - a hegesztett csővezetékek leszerelése az üzemeltetési időszak alatt nem biztosított.
A második csatlakozási lehetőség kétféle technológiával valósítható meg: polietilén csővezetékek fenékhegesztése, polietilén csövek hegesztése tengelykapcsolókkal.
A nagy átmérőjű csővezetékek fektetését hőre rezisztens szerelvények, fenékhegesztő berendezések segítségével végezzük. Bármelyik opció használatával meglehetősen megbízható monolitikus kapcsolat jön létre.
HDPE termékek tompahegesztése
A HDPE csövek fenékhegesztéséhez hegesztőberendezések használata szükséges.Mivel a hegesztés során nem használnak további alkatrészeket, a telepítési folyamat jelentősen leegyszerűsödik. Ily módon csak HDPE-nyersanyagok hegeszthetők.
Figyelem: a HDPE termékek kiváló minőségű fenékhegesztése csak akkor működik, ha azt egy varrat segítségével hajtják végre. Ennek köszönhetően az összekapcsolandó alkatrészek összekapcsolásának ereje maximalizálódik.
A polietilén csövek hegesztése a leghatékonyabb és legsokoldalúbb technológia, mivel fenntartja az anyag rugalmasságát az egész csővezetéken. Ez a módszer függetlenül alkalmazható a csővezeték telepítésének típusától (árok, árok nélküli vagy nyitott).
A polietilén csövek forrasztását a következő sorrendben végezzük:
- Először az összekapcsolandó munkadarabok végeit be kell szerelni a hegesztőberendezés központosítójába.
- Miután az alkatrészeket összehangolták és rögzítették, pamut szalvéta és alkohol használatával meg kell tisztítani a por, a szennyeződés és a zsír végeit.
- Ezután a hegesztendő végeket egy elülső eszköz segítségével dolgozzák fel. A vágás leáll, ha egyenletes, legfeljebb 0,5 mm vastagságú forgácsok kezdenek kialakulni. A munkadarab most eltávolítható, és a végek párhuzamossága kézzel ellenőrizhető.
- Ha elfogadhatatlan rést találnak a hegesztendő felületek között, meg kell ismételni a vágási műveletet.
- Ezt követően a csöveket forrasztják. Ehhez tapadásgátló bevonattal ellátott fűtőelem segítségével a munkadarabok végeit a kívánt hőmérsékletre melegítik.
- Amikor a végek kellően megolvadtak, szétválasztjuk a hegesztendő termékeket, és a fűtéshez szükséges elemet is eltávolítjuk a hegesztési zónából.
- Ezt követően a hegesztendő végek bezárhatók és a szorító nyomás addig növelhető, amíg el nem éri a kívánt értéket.
- A hegesztést meghatározott ideig nyomás alatt kell tartani.
- Ezt követően ellenőrizzük a hegesztés minőségét. Ehhez értékelik a sorja megjelenését, szélességét és magasságát.
Extruder hegesztés
Kicsit nehezebb kézszárítóval vagy forrasztópáccal dolgozni, mivel nemcsak a bemelegedési időt, hanem a saját mozgásait is ellenőriznie kell. Ha a hegesztést helytelenül hajtják végre, a HDPE csövek integritása sérülhet, vagy a varrás megsérülhet.
Fotó - professzionális inverter
Lépésenkénti utasítások az inverteres hegesztéshez:
- Szükséges egy bizonyos méretre vágni a kommunikációt, feltétlenül tisztítsa meg a végét;
- A HDPE hegesztés hőmérséklete 260 fok, egy forrasztópáka van felszerelve ezen a szinten, a hegesztő fúvókák egyszerre vannak felszerelve és melegítve;
- A munka megkezdése előtt szükségszerűen megmérik és feljegyzik a szükséges beépítési mélységet, annak legalább 2 mm-nek kell lennie; Fotó - szerelés
- A folyamat legnehezebb része az a pillanat, amikor a szerelvényt és a csövet a fúvókába kell központosítani. Egy professzionális gép egy speciális központosító mechanizmust tartalmaz teljes készletében, ha nincs, akkor csak próbáljon meg mindent nagyon pontosan elvégezni;
- A csatlakozás után a jelig (nem az illesztésig) tolják be, és egy bizonyos ideig megtartják;
- A munka végén a készülék kikapcsol, és a csőhegesztési hely rögzítve van a hűtéshez.
Nagyon fontos, hogy ne tegye túlzásba a rögzítőelemet, ha a hegesztés túl szoros, akkor a HDPE nagyon vékony lesz, vagy a belső átmérőre polietilén beáramlik. Ennek a pillanatnak az ellenőrzésére egy speciális táblázatot használnak:
| Külső átmérő, mm | Hegesztett varrat, mm | Fűtés, sec | Csatlakozás, sec | Hűtés, sec |
| 20 | 14 | 6 | 4 | 2 |
| 25 | 16 | 7 | 4 | 2 |
| 32 | 18 | 8 | 6 | 4 |
| 40 | 20 | 12 | 6 | 4 |
| 50 | 23 | 18 | 6 | 4 |
| 63 | 26 | 24 | 8 | 6 |
| 75 | 28 | 30 | 10 | 8 |
| 90 | 30 | 40 | 11 | 8 |
| 110 | 32 | 50 | 12 | 8 |
Videó: HDPE csövek elektrofúziós hegesztése
www.kanalizaciya-stroy.ru
HDPE nyersdarabok hegesztése
A HDPE csövek összekapcsolási módszerrel történő hegesztését egy speciális hegesztőegységgel, forrasztópáka, valamint speciális fúvókák együttesével végzik, amelyek átmérője eltérhet. A fúvóka méretét a hegesztett polietilén csövek átmérője alapján választják meg.
A HDPE csővezetékek párosított forrasztását szerelvények segítségével hajtják végre. Ezeknek a termékeknek a konfigurációja változhat. Szögek, pólók vagy tengelykapcsolók formájában érkeznek. Ezzel a forrasztási módszerrel a munkadarabok és a szerelvények végeit hegesztik.
Fontos: a foglalatos hegesztés legfőbb előnye, hogy nehezen elérhető helyeken hajtható végre, ahol a munkadarabok tengelyirányú elmozdulása nehéz.
A polietilén alkatrészek melegítését a munkadarabnak a hegesztőegység fűtött fém részével való érintkezésén keresztül végezzük. Két gördülő részből áll:
- a tüske felmelegíti a szerelvény belső felületét;
- a fűtőcsövet behelyezik a hüvelybe.
Ennek a fúvókának a forrasztóegység furatába történő behelyezéséhez a hüvelyt és a tüskét össze kell csavarni.
A polietilén csövek forrasztása a kapcsolási módszerrel a következő előkészítő intézkedéseket tartalmazza:
- A munkadarabokat speciális ollóval kell a kívánt méretre vágni. Ebben az esetben biztosítani kell, hogy a vágás szigorúan merőleges legyen a termék hossztengelyére.
- A forrasztás elvégzése előtt meg kell tisztítani az összekapcsolandó munkadarabok végeit.
- A hegesztés során bekövetkező nem kívánt hűtés elkerülése érdekében a jelenleg nem csatlakozó csővégeket dugókkal kell lezárni.
- Ezt követően meg kell tisztítania a hegesztő fúvóka felületét olyan anyagrészecskéktől, amelyek az előző munka után esetleg megmaradtak.
Most elindíthatja magát a hegesztési folyamatot, amelyet a következő sorrendben hajtanak végre:
- Először a fúvókát fel kell melegíteni a hegesztési hőmérsékletre. Amikor az érték eléri a kívánt szintet, a forrasztópáka testén lévő jelző jelet ad.
- Ezt követően a HDPE csövet ütközésig be kell helyezni a hüvelybe. Viszont a szerelvényt is a tüskére tolják, amíg meg nem áll. Mivel az átmérők kissé eltérnek, némi erőfeszítést kell tenni az eljárás befejezéséhez.
- A csövek hegesztési idejét speciális táblázatok szerint választjuk meg, ahol ez az indikátor a különböző átmérőjű termékeknél van feltüntetve.
- A cső alakú elem behelyezése és a szerelvényre történő csúszás során a munkadarabok felületéről felesleges anyag megolvad és kinyomódik. Ennek eredményeként egy gyűrű alakú gyöngy képződik a hegesztendő elemek széle mentén - egy rés
- Az alkatrészek behelyezésekor a nyomást abba kell hagyni, amikor a munkadarab és a szerelvény eléri az ütközőt. Nagyon fontos betartani ezt a feltételt, mivel különben a kapcsolat nem lesz elég erős. Mivel nehéz pontosan meghatározni a munkadarab merülési mélységét, először meg kell mérni ezt az értéket, és jelölést kell tenni a csövön.
- Ezután távolítsa el a hegesztendő munkadarabokat a fúvókáról. Ezt követően helyezze be a csövet a szerelvénybe úgy, hogy szorosan a gyűrű alakú gyöngyhöz támaszkodjon. Hagyja kihűlni a csatlakoztatott elemeket. Ugyanakkor nem szabad csavarni őket, és különféle mechanikai hatásoknak kitenni őket.
Butt hegesztés
A HDPE csövek fenékhegesztését 5 cm-nél nagyobb átmérőjű mintákra szánják.
A termékek hegesztésének elve: a csövek végeit előmelegítik, majd nyomás alatt összekapcsolják őket. Az olvadt műanyag monolitikus kötést képez, amely szilárdsági jellemzői alatt nem alacsonyabb a szilárd terméknél.
A PND csövek tompahegesztése függetlenül végezhető. A hegesztés előtt biztosan rögzíteni kell a termékek végeit az egység rögzítőelemeiben, csak ezután lehet behelyezni a fűtőlapot.
A műanyag elegendő felmelegedése után, vagyis az olvadás hőmérsékletére a csempét eltávolítjuk, és a csöveket bizonyos nyomás alatt préseljük. Amikor a varrat teljesen kihűlt, eltávolíthatja a termékeket a hegesztőberendezés rögzítőelemeiről.
A csatlakozási eljárás jellemzői:
- Ez a fajta hegesztés azonos átmérőjű csövekhez, szerelvényekhez használható.
- A termékek falvastagságának több mint 5 mm-nek kell lennie.
- Diffúz hegesztés csak akkor ajánlott, ha a környezeti levegő hőmérséklete legalább 15 fok és legfeljebb 45 fok plusz.
- A PND csővezeték hegesztését nagyon gazdaságosnak tekintik, mivel az ilyen típusú anyagokhoz használt hegesztőgép sokkal kevesebb áramot fogyaszt, mint a fémcsövek hegesztésére tervezett berendezések.
Elektrofúziós hegesztés
Egy ilyen kapcsolat létrehozásához speciális elektromos tengelykapcsolóra van szükség, amelybe beágyazott fűtőelemek vannak felszerelve. Ha összehasonlítjuk ezt a hegesztést a fenékhegesztéssel, akkor többe kerül, mivel drága elektromos tengelykapcsolókat kell vásárolni.
Ennek a technikának azonban megvannak a maga előnyei:
- Mivel a csövek belső felületén sorja nem képződik, a csővezeték áteresztőképessége nem csökken.
- Ez a hegesztési módszer kényelmesen használható szűk helyen, ahol nem lehet túlméretezett hegesztett egységet telepíteni.
Két munkadarab összekapcsolásához a csővezeték egyenes szakaszához hagyományos elektrofúziós tengelykapcsolókat használnak. Bizonyos esetekben azonban elektrofúziós pólókra és nyeregágakra lehet szükség. A munka befejezéséhez szüksége lesz egy elektrofúziós hegesztő egységre.
A hegesztési eljárást polietilén hegesztett szerelvény segítségével hajtják végre. Ez egy speciális termék, amely beépített spirálokkal rendelkezik, amelyek fűtőelemként működnek. Ebben az esetben a szerelvény anyagának egy része, amely a felmelegített spirál miatt megolvad, a munkadarab polimer anyagával van összekötve, folyamatos monolit csővezetéket képezve. A spirál egyébként örökké a megmaradt varratban marad.
Fontos: az elektrofúziós technológia nagy szilárdságú csatlakozást tesz lehetővé. Ennek a módszernek a magas költségei miatt azonban nyomáskommunikáció telepítésekor használják gáz- és olajtermékek szállítására.
Az elektrofúziós hegesztést a következő sorrendben hajtjuk végre:
- Speciális vágóberendezések segítségével a csöveket a kívánt méretű darabokra vágják.
- Ezután a munkadarabokat meg kell tisztítani a szennyeződéstől és zsírtalanítani kell a hegesztési ponton. Az elektrofúziót ugyanannak a kezelésnek kell alávetni.
- Ezután jelek kerülnek a cső alakú elemekre, amelyek lehetővé teszik a cső behelyezésének mélységének szabályozását a hüvelybe.
- A hegesztés során az elemek nemkívánatos lehűlésének megakadályozása érdekében a szabad csővégeket bedugják.
- Speciális huzalok segítségével a hegesztőegység csatlakozik az elektromos tengelykapcsolóhoz, megnyomják a start gombot.
- Bizonyos idő elteltével az egység magától kikapcsol, ami a hegesztés befejezését jelenti.
- Az így kapott kapcsolatokat csak egy óra múlva lehet működtetni.
Figyelem: a kiváló minőségű varrat megszerzésének fő feltétele az alkatrészek mozdulatlansága a hegesztési és hűtési folyamat során.
A kapott hegesztett kötésekre a következő követelmények vonatkoznak:
- A hegesztés gyűrű alakú gyöngyének át kell fednie a hegesztés előtt a munkadarabon készült jelölést.
- A csőszakaszok egymáshoz viszonyított megengedett elmozdulása nem haladja meg a HDPE elem falvastagságának 10% -át.
- Ha a hegesztendő munkadarab falvastagsága nem haladja meg az 5 mm-t, akkor a jó minőségű hegesztett varrat peremmagasságának körülbelül 2,5 mm-nek kell lennie. 6-20 mm falvastagságú csövek hegesztése esetén a gyöngymagasságnak 5 mm-nél nagyobbnak kell lennie.
A HDPE-vakok hegesztési módjának kiválasztásakor érdemes figyelembe venni a telepített közművek működési körülményeit. Csak ezt a tényezőt figyelembe véve lehet megbízható és jó minőségű csővezetéket építeni, amely a neki kijelölt teljes időszakban hatékonyan fog működni.
Hozzáadás könyvjelzőkhöz
Amikor szükségessé válik a csővezeték cseréje a házban, felmerül a kérdés, hogy saját maga csinálja-e meg, vagy hívjon egy mestert. Nemrégiben a vízvezeték-szerelő javításának hívása a vízvezeték-szerelésre már megszokott és természetes dolog volt. De most, amikor megjelentek olyan műanyag csövek (fém-műanyag, polipropilén, műanyag, HDPE termékek), amelyek alacsony költséggel, meglehetősen jó szilárdsággal és egyszerű telepítési módszerrel rendelkeznek, egyre több önálló telepítési eset található. A polietilén csövek forrasztása jelentősen megmenti a vízellátó rendszer telepítésének folyamatát.
Műanyag csövek típusai: polietilén, polipropilén, fém-műanyag.
De hogyan kell forrasztani magad, és mi szükséges ehhez?










A munka sorrendje
Érdemes az előkészítéssel kezdeni - a vízellátó rendszer projektjének elkészítése, a szükséges kötések számának meghatározása, a csőátmérő kiválasztása stb.
A polipropilén csővezeték-termékek telepítése csak melegen megengedett, a nulla alatti hőmérsékleten történő forrasztás nem hajtható végre.
A mindennapi életben általában 20, 25, 32 mm átmérőjű csöveket használnak, 100 mm nagyon ritka. A megfelelő forrasztáshoz kövesse ezt a sorrendet:
- 1. lépés. A forrasztópáka össze van szerelve, egy állványra van felszerelve, a kívánt méretű fúvókához rögzítve.
- 1. lépés. A forrasztópáka bekapcsol, hogy felmelegedjen, miközben felmelegszik, előkészítheti a csöveket és a szerelvényeket a forrasztáshoz.
- 1. lépés. A cső végét és a rögzítendő szerelvényt egyszerre helyezzük a forrasztópáka-ra.
- 1. lépés. Amikor a műanyag felmelegszik a kívánt hőmérsékletre, az elemeket eltávolítják és dokkolják egymással, csavarás nélkül, ferdítés nélkül, kis erőfeszítéssel.
- 1. lépés. Néhány másodpercig meg kell tartania az új kapcsolatot, majd néhány percre hűlni kell.
- 1. lépés. A fúvóka felületét ronggyal tisztítják a műanyag maradványoktól. Óvatosan kell dolgoznia, nehogy megégesse magát.
- 1. lépés. Folytathatja a következő kötést.
A rögzítendő végeknek tisztáknak és nem sérülteknek kell lenniük.
A munkát gondosan, simán össze kell kötni az elemekkel. Ugyanakkor a kényelem érdekében a csövek és szerelvények oldalán lévő vonalakra összpontosíthat.
Rendkívül fontos az alkatrészek fűtésének, tartásának, hűtésének intervallumainak megfelelő fenntartása is.
Ez a képesség készséggel jár, míg a kezdőket a gyártók által ajánlott, a táblázatban feltüntetett időintervallumok alapján lehet irányítani:
| Csőméret, mm | Az alkatrészek bemelegedési ideje | Dokkolási idő | Hűtési periódus |
| 63 | 22–26 | 8 mp | 6 perc |
| 50 | 16-20 másodperc | 6 mp | 4 percig |
| 40 | 11-13 s | ||
| 32 | 7-8 másodperc | ||
| 25 | 6-7 másodperc | 4 mp | 2 perc |
| 20 | 5-6 s |
Az adatok hozzávetőlegesek, be kell tartani őket, ha a helyiségben a levegő hőmérséklete 20-22 fok. Ha a levegő hidegebb, akkor meg kell hosszabbítani a fűtési időt, és ha melegebb a levegő, akkor csökkenthető.
Tapasztalatlan emberek számára javasoljuk, hogy vegyen be néhány tartalék szerelvényt az oktatásra és a munka meghibásodása esetén.
Ha 100% -ban biztos akar lenni az eredményben, akkor az egyik tesztízületet elvághatja - az illesztésnek monolitnak, varrat nélkülinak kell lennie.
Csak ebben az esetben lehet biztos abban, hogy a hézag nem oszlik el a magas víznyomás miatt.
https://www.youtube.com/watch?v=cKhs8bBxZBk
Milyen típusú termékeket válasszon?
Nem is olyan régen a fémcsövek voltak a legelterjedtebbek és megfizethetőbbek a vízellátás területén, mára azonban különféle műanyag rendszerek jelentek meg. Minden típusnak megvannak a maga előnyei és hátrányai. A műanyag szerkezetek fő általános előnyei a kényelem és a könnyű telepítés, a korrózióval szembeni ellenállás, a jó teljesítmény (például nincs folyóvíz hangja, hosszú élettartam stb.)
Vessünk egy pillantást néhányukra:
- Az erősített műanyag csövek jó hővezető képességgel rendelkeznek, de nem nagyon ellenállnak a mechanikai igénybevételnek.
- A fém-műanyaghoz szerelvényekre és krimpelő szerszámra van szükség, speciális hegesztő eszközre nincs szükség. Bármilyen típusú vízhez használható.
- A polipropilén termékek speciális berendezések használatát igénylik az alkatrészek hegesztéséhez, sokféle alkalmazásuk van, különféle variációk lehetségesek: többrétegű, üvegszálas, egyrétegű, szénszálas.
- A térhálósított polietilénből készült csövek megnövelt teljesítményjellemzők, a telepítés során csak hideg csatlakozási módszereket alkalmaznak, az ilyen elemeket nem kell forrasztani, fűtésre és vízellátásra használják.
- A PVC-szerkezetek a legolcsóbb lehetőség. Az ilyen elemek merev szerkezettel rendelkeznek, lehetővé teszik a csővezeték rejtett és nyitott lefektetését sem, a telepítéshez nincs szükség speciális eszközökre.
- A polietilén csövek vagy a HDPE (alacsony nyomású polietilén rendszerek) jó teljesítményt nyújtanak.
Nemrégiben különböző vállalatok kézművesei kezdték használni őket. Az ilyen típusú jellemzők a kis tömeg, a csőszakaszok és elemek egyszerű és gyors telepítése, a vízzel való kölcsönhatás és a korrózióra való hajlam, alacsony költség és tartósság. Műszaki és ivóvíz elhelyezésére szolgálnak. Az elemek telepítéséhez speciális szerelvényeket használnak, és a polietilén csöveket forrasztják a kétféle módon (csuklós illesztés vagy aljzat). Ha a HDPE rendszerek egyes részeit helyesen forrasztja, akkor a csővezeték tartóssággal, megbízhatósággal és szilárdsággal örvendeztet meg.
Csőszerelés építési folyamata
Érdemes megjegyezni, hogy a kérdést (mind a műanyagot, mind a HDPE-t) inkább fel lehet egyenlíteni egy kérdéssel, mint ezt megtenni, mivel maga a folyamat nagyon egyszerű. Minden szakasz szerelvények segítségével van felszerelve, és forrasztással csatlakozik a csővezetékhez, ezért a legfontosabb egy megfelelő eszköz kiválasztása. De nézzük meg a toldási módszer általános sorrendjét.
Szerszámok és alkatrészek:
- Vas és forrasztópáka. Bármely speciális eszköz boltjában megvásárolható, miközben nem szabad olcsó lehetőségeket üldöznie, mert ez hatással lesz a munka minőségére. Kérjen tanácsot a boltban lévő szakértőktől vagy tanácsadóktól, akik segítenek megtalálni az alkalmazásához legmegfelelőbb forrasztópákát. Minden forrasztópáka hasonló eszközzel rendelkezik, az egyetlen különbség a háztartási vagy a professzionális típusban, valamint az átmérőben van, amelyhez a külső és belső felületekhez / alkatrészekhez a szükséges bitpárot választják ki. , mint egy forrasztópáka, lehetővé válik a cső melegítése és a végek szoros összekapcsolása, ezáltal két csőszakasz "ragasztása" és megbízható és erős kapcsolat kialakítása hosszú évekig.
- Csatlakozók, szerelvények, sarkok, dugók, pólók, kapcsok falra szereléshez, fűtőberendezések. Ne felejtsen el egy egyszerű építőceruzát, mérőszalagot és műanyag ollót.
Gondosan mérlegelje a helyet és rajzoljon rajzot a jövőbeni csővezetékről
Ellenőrizze az összes alkatrészt, vágja le az anyagokat minimális veszteséggel és pontatlansággal. Ha lehetséges, keressen magának egy asszisztenst, aki segít minden munkában, és lehetővé teszi a telepítés pontosabb elvégzését, de ha ez nem lehetséges, akkor egyedül is megteheti.
A széles körben elterjedt módszer a gyors telepítés, amelynek során az alkatrészeket 180 ° C feletti hőmérséklet-tartományban kell forrasztani. Ez a polietilén csövek forrasztási módja lehetővé teszi a csővezeték elég gyors összeszerelését.
Két bitet kell venni: forrasztópáka és nagyobb átmérőjű bitek használatával melegítse fel a csőszegmens külső szélét, és egy kicsit kisebb átmérőjű - a belső élt -, amely után az elemeket felmelegítik. Ezután össze kell kötni a két részt, és szorosan, szorosan össze kell nyomni őket, óvatosan illesztve össze az éleket. Ezután feltétlenül várni kell egy kis időt az összes elem rögzítésére és lehűtésére.
Minden elég egyszerű.A lényeg egy jó forrasztópáka és anyag.
A HDPE polietilénből készült csöveket szinte minden modern kommunikációs rendszerben használják, a vízellátástól kezdve a gázvezetékeken és a kábelcsatornákig. Erősek, rugalmasak és tartósak. A polietilén csővezetékrendszer megfelelő telepítése biztosítja a megbízhatóságát még a csőszakaszok illesztésekor is, és ha ismeri, hogyan kell saját kezével csatlakoztatni a HDPE csöveket, akkor pénzt fog megtakarítani a telepítésükön.
Alkalmazott berendezések
A polietilén minták összekapcsolásának elvégzéséhez speciális gépet terveztek a HDPE csövek hegesztésére, amelyek különböző módosításokkal lehetnek. A berendezés megválasztása a következő paraméterek alapján történik: falvastagság, a felhasznált csövek átmérője. Ennek eredményeként lehet:
- kézi hegesztő eszköz;
- speciális hegesztőgép nagy átmérőjű csővezetékekhez;
- további eszközök.
Kéziszerszám
A HDPE csövek kézi hegesztése manuális hegesztő eszközzel, de kis átmérőjű termékekkel lehetséges. Bármely szerszámmodell olyan termékek összekapcsolására szolgál, amelyek átmérője megfelel a gyártó által megállapított tartománynak.
Az ilyen eszközök két fő kategóriába is sorolhatók:
- kézi hegesztőgép nyomás alatti hegesztéshez;
- kézi hegesztő eszköz termékek konnektorba hegesztéséhez.
A csatlakozóaljzathoz csatlakoztatásra tervezett eszközök 2-11 cm átmérőjű mintákhoz készülnek, és speciális tapadásgátló anyaggal vannak bevonva. A felszerelés csomag a következőket tartalmazza:
- összeszerelő szerszám;
- fűtőberendezések, különböző fúvókák;
- bilincs - állvány a készülékhez;
- fémdoboz a készülék alkatrészeinek tárolására.
A fenékmunkára tervezett hegesztőegységeket olyan HDPE-termékekhez használják, amelyek átmérője 2-30 cm tartományban van. Kis súlyúak, meglehetősen kényelmesen használhatók (a fűtőlemezek könnyen és gyorsan cserélhetők).
Nagy átmérőjű csőhegesztő eszköz
A HDPE csövek hegesztésére szolgáló eszközöket, amelyek átmérője 30-40 cm, hegesztőgépeknek nevezzük. Ilyen eszközök segítségével nagy átmérőjű vastag falú polipropilén minták kiváló minőségű összekapcsolása jön létre.
A berendezést a következő hegesztési lehetőségek végrehajtására tervezték:
- csikk;
- elektrofúzió.
- a harangba.
Felosztás a munka elvével:
- hidraulikus hajtással;
- mechanikus hajtással;
- fenékhegesztésre programozva.
A polietilén csövek kisnyomású hegesztőberendezéseinek széles választéka ellenére univerzálisak vannak, amelyek bármilyen átmérőjű csővezetékekre alkalmazhatók. Az ilyen típusú készülékek lehetővé teszik a meglehetősen nagy számú kapcsolat lehető legrövidebb idő alatt történő végrehajtását. A polietilén termékek hegesztő szerszámainak minden modellje megközelítőleg ugyanazokkal a fő alkatrészekkel rendelkezik.
A cső beépítése a rendszerbe
A HDPE csöveket szabványos hosszúságú mért hosszúságban - egyenként 6 és 12 méterben -, valamint tekercsekben vagy hosszú tekercsekben - egyenként 100-500 méteres - gyártják. Egy adott helyiség rendszerbe történő telepítése során a következő műveletekre lesz szükség:
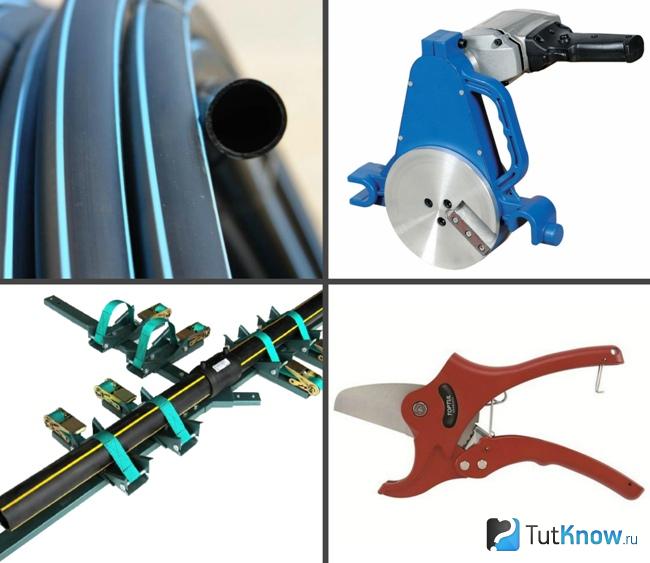
- Polietilén csövek vágása (vágása) forrasztáshoz vagy illesztési csatlakozáshoz. Ezt a műveletet nagyon körültekintően kell elvégezni, hogy a vágás a cső felületére merőlegesen a lehető legegyenletesebb legyen, repedések és sorja nélkül. Egy ilyen bemetszést a következő módszerekkel lehet végrehajtani:
- Kézi vagy elektromos csővágó, amely 15-30 mm átmérőjű csöveket képes kezelni,
- Körvágó 15-160 mm átmérőjű háztartási csövekhez,
- Az úgynevezett "cső guillotine", amelyet a 63-350 mm átmérőjű cső kiváló minőségű vágásának létrehozására használnak,
- Egy szalagfűrész, amely a legdrágább professzionális eszköz, és tiszta és egyenletes csővágásokat képes létrehozni 1600 mm átmérőig.
- A tekercsgyűrűk egyenes szakaszokra történő kiegyenesítése nagy csőfelvétel vásárlásakor szükséges. A nehézség abban rejlik, hogy a cső kiegyenesítése során véletlenül megsérülhet. Itt emlékeznie kell arra, hogy a cső anyaga HDPE, amely egy hőre lágyuló polimer. Ezért enyhe alakváltozáshoz elegendő rövid ideig meleg helyen (fűtött helyiségben, napsütésben) tartani a termékeket, vagy forró vízzel öblíteni. Ezt követően könnyen meghajlanak.
- Szög kialakítása egyenes szakaszok hajlításával. Ebben az esetben egy adott terület több fűtésére lesz szükség, mint az ív kiegyenesítésénél. Ehhez ugyanazzal a forró vízzel, épület hajszárítóval vagy egyszerű gázégővel fűtjen.
FIGYELEM! A HDPE cső meghajlításához nagyon óvatosan kell melegíteni, mivel alacsony fűtés esetén a kanyarban eltörhet, és a túl magas hőmérséklet károsíthatja.
Csatlakozási módszerek
A polietilén csövek csatlakoztatásának módszerei két fő csoportra oszthatók: felszerelés további alkatrészek (tengelykapcsolók és szerelvények) felhasználásával és az ízületek közvetlen hegesztése.
Hegesztés
A hegesztési varratok biztosítják a legerősebb, egyrészes kötést teljes tömítéssel, ellenállnak a szilárd felületekhez hasonló terheléseknek. A keményforrasztást 50 mm-nél nagyobb átmérőjű csövekre alkalmazzák, és ehhez speciális hegesztőgépre van szükség.
A HDPE csőszakaszok hegesztése elvégezhető:
- Csikk. Ebben az esetben a vágások különleges egyenletességére van szükség, és elmozdulásuk egymáshoz viszonyítva a cső falvastagságának legfeljebb 10% -ával. A munka egymás után zajlik:
- A csőszakaszokat megtisztítják az összes szennyeződéstől és zsírtalanítják (például alkohollal vagy más anyagokkal),
- Mindkét végét a polimer viszkozitására melegítjük,
- A csőszakaszok nyomással vannak összekötve, és mozdulatlanul rögzülnek, amíg teljesen kihűlnek. Ebben az esetben meg kell győződnie arról, hogy a varrás egyenletes, mélyedések és kiemelkedések nélkül, megbízhatóságának biztosítása érdekében.
- Elektrofúziós hüvely használatával. Szüksége lesz egy olyan készülékre is, amely az ilyen tengelykapcsolókkal működik, amelyek beépített spirállal rendelkeznek, és felmelegedve gyorsan megolvadhatnak:
- A megtisztított és zsírtalanított csővégeket rögzítik a hüvelyben,
- A készülék csatlakozói a spirál kimeneteihez vannak csatlakoztatva, mielőtt olvadni kezdenek,
- A csövet addig rögzítik, amíg teljesen kihűl.
Nézze meg a videót, hogyan történik ez.
FONTOS! A hegesztett tengelykapcsolókat általában nehezen elérhető helyeken használják, ahol az egyszerű hegesztés nehéz: kötések létrehozásakor vagy a már telepített rendszerek javításakor, kutakban stb.
Telepítés
A közvetlen szerelés leválasztható csatlakozások létrehozását jelenti mindenféle szerelvény felhasználásával: tengelykapcsolók, sarokhajlatok, pólusok, 4 hosszúságra állíthatóak stb. Az ilyen csatlakozásokat általában olyan rendszerekben hajtják végre, ahol nincs szükség a szerelt kötések szupererősségére, vagy olyan területeken, ahol szétszerelésre és rekonstrukcióra lehet szükség (például egy magánházban külső öntözőrendszer csatlakoztatásához a nyári időszakra).
A hegesztés nélküli szerelés a következő módszerekkel hajtható végre:
- A csövek összekapcsolása rajtuk elrendezett, O-gyűrűkkel ellátott aljzatok segítségével, amelyekhez elegendő csak a csövek megfelelő elemeit egymáshoz helyezni és jól megnyomni.
- A kompressziós elemekkel való illesztés több szakaszban történik: szorítóanyát húznak a csővágás fölé;
- a csövet szorosan rá kell helyezni a szerelvény szerelvényére, amíg meg nem áll;
- a szorítóanyát kulcsokkal meghúzza.
Telepítési lehetőségek
Technológiailag lehetőség van HDPE csövek hegesztés nélküli csatlakoztatására vagy speciális hegesztőgép használatával. Mindkét módszernek megvannak a maga előnyei és hátrányai, vegye figyelembe az egyes rögzítési módszerek előnyeit.
A hideghegesztés vagy préselés a legegyszerűbb lehetőség, nagyon olcsó és megfizethető módszer, amelyet speciális tengelykapcsolók segítségével hajtanak végre. Ezt a technológiát főleg nagy átmérőjű - 20 és 300 mm közötti - csővezetékeknél alkalmazzák. A hideghegesztéses kompressziós szerelvények a következők profik:
- Egyszerű használat;
- Méretek nagy választéka;
- Szoros kapcsolat biztosítása magas tömítési arány mellett.
De a préselést elsősorban csak a nem nyomású vízcsatlakozások rögzítésére használják. A műanyag csövek viszonylag alacsony merevségűek, emiatt erős belső nyomás alatt a varrat egyszerűen szétszóródhat, ellentétben a "holtnak" tekintett hegesztési kötőelemekkel.
A HDPE csövek klasszikus hegesztését, vagy ahogy mondani szokták, keményforrasztását elektrofúziós módszerrel végezhetjük, vagy annak megvalósításához egy bizonyos hegesztőgépet használunk. Az elektrofúziós tengelykapcsolók nagyon praktikus módszerek a fém gázvezetékek, valamint a műanyag vízellátó vezetékek összekapcsolására. Az ág szabad szakaszára egy bizonyos átmérőjű tengelykapcsolót helyeznek el, amely után a cső második szakaszát belenyomják. Az ilyen forrasztást fenékforrasztásnak is nevezik, annak a ténynek a következtében, hogy a legtartósabb és legszorosabb rögzítés elérése érdekében a csővezeték egyes részeit nagyon szorosan, minimális hézaggal kell felszerelni.
Fotó - szerelvények
Kényelmes nagy átmérőjű tengelykapcsolókkal dolgozni, de ez nem a legjobb megoldás a mosdókagylókhoz vagy a fűtési kommunikációhoz. Másrészt a HDPE karimás csatlakozásokat szükség esetén eltávolíthatják és sürgősen megjavíthatják.
Fotó - popsi
A csövek kézi forrasztását forrasztópáka segítségével végzik; ehhez speciális berendezésre van szükség a HDPE csatlakozások szervezéséhez. Az ilyen munkához nagyon fontos a fűtőelemek hőmérséklete és a tartási idő. Felhívjuk figyelmét, hogy ezeket a paramétereket a forrasztókészülék műszaki jellemzői, a HDPE vastagsága és a kanyarok átmérője alapján választják meg.
A technika előnyei:
- Ez a legtartósabb és legmegbízhatóbb lehetőség. Az egy darabból álló rögzítés miatt mind a HDN nyomófejhez, mind az elzáró szelepek nem nyomás alatti csatlakozásához használható;
- A karimás csatlakozások mind a külső rendszer rögzítésére, mind a belső főcsövek felszerelésére használhatók;
- Nincs szükség előzetes képzésre. Elég megnézni a videót és elolvasni az SNiP szabványokat, amelyek részletesen jelzik a vágás, telepítés és rögzítés módját.
De a hátrányok közé tartozik, hogy a kapcsolat szükség esetén nem szüntethető meg. Ennek minden előnye ellenére néha szükség van a cső kinyitására és tisztítására.