Anyagjellemzők
A polietilént etilén polimerizálásával állítják elő. A varrás folyamatában az anyag kémiai összetétele nem változik - ez a technológia jelentősen javítja a polietilén jellemzőit és képességeit, vagyis a késztermék alkalmazhatósága kibővül.
Az ilyen csövek legfontosabb előnyei a következők:
- ellenállás magas hőmérsékletekkel szemben: nyomás nélkül akár 200 ºC-ot is képes elviselni a konfiguráció megváltoztatása nélkül;
- nagy ütésállóság, -50 ° C-ig terjedő hőmérsékletig;
- a rugalmasság és a keménység közötti egyensúly megléte;
- nem félnek az oxidációtól;
- a csövek kiváló simasággal és rugalmassággal rendelkeznek, képesek semlegesíteni a mechanikai rezgéseket és hangokat;
- nincs kitéve vegyi anyagoknak;
- az anyagban nincsenek nehézfémek;
- az anyag képessége, hogy sérülés nélkül könnyen hajlítson;
- kis méret, könnyű súly, hosszú élettartam.

Az ilyen polimer anyagoknak zsugorodási tulajdonsága van, vagyis a nyújtás után egy bizonyos idő elteltével eredeti alakjukat alakíthatják ki. Ezenkívül az XLPE csövek telepítéséhez nincs szükség speciális összetett eszközökre.





Tulajdonságok és népszerűség
A térhálósított polietilén egyedülálló tulajdonságokkal rendelkezik, ami széleskörű használatához vezetett. Közülük a szakértők megjegyzik:
- mechanikai szilárdság - a PEX csövek legfeljebb 20 atmoszférás nyomáson működhetnek;
- szakítószilárdság;
- fáradási szilárdság - az anyag megőrzi mechanikai tulajdonságait még akkor is, ha a maximálisan megengedett hőmérsékletet hosszan kiteszik;
- kopásállóság;
- alak memória hatástaminek következtében az anyag hőzsugorodási tulajdonságokkal rendelkezik, és deformáció után képes helyreállítani alakját;
- a rugalmasság és a rugalmasság kombinációja, amely elégséges a fektetési és szerelési feladatok sikeres megoldásához (barkácsoló műanyag csövek vízellátáshoz);
- korrozióállóság;
- immunitás a hatásokkal szemben a legkeményebb vegyi anyagok és biológiailag lebontható.
A térhálósított polietilén egyik előnye, amelynek köszönhetően alkalmazást talált a fűtési rendszerekben (különösen alacsony hőmérsékletű, például "meleg padló" - itt megtudhatja a csövek közötti távolságot) - jó hőátadás.
Ugyanakkor a csövek nagy része olyan anyagból készül, amely a hőtágulási együttható alacsony értékei miatt nem igényel megerősítést vagy speciális fektetési módszerek alkalmazását.
Tudja a különbséget az öntözési és a szűrési mezők között? Egy hasznos cikk részletesen leírja, hogyan lehet autonóm, helyi rendszert létrehozni a szennyvíz összegyűjtésére és kezelésére.
Ezen a oldalon olvassa el a reverz ozmózis szűrő működésének elvét.
Hálózott polietilén csövek gyártási formája - különböző hosszúságú tekercsek.
Ennek megfelelően az autópályák telepítésekor (a mini szennyvízszivattyú állomásokról itt írják) a csatlakozások száma csak az előírt minimum.
Azonban még ebben az esetben is a kapcsolatok az egyik fő tényező, amelyen a rendszer megbízhatósága függ. A kapcsolatok technológiája e tekintetben meghatározóvá válik.
Polietilén térhálósítási technológia
Varrás szükséges az anyag egyik fő hátrányának - a hőre lágyuló anyag - kiküszöbölésére. Ennek a folyamatnak köszönhetően az XLPE csövek rugalmasak maradnak, és 80 ºC feletti hőmérsékleten sem változtatják meg alakját.
Meg kell jegyezni, hogy az anyag tiszta szénnel telítettsége miatt olvadása csak akkor kezdődik, amikor eléri a 400 ºC-ot.

A termék műszaki jellemzőit a varrási módszer befolyásolja:
- szilán;
- peroxid;
- elektronsugár.
Az első módszer egy szubsztitúciós reakció végrehajtását jelenti. A második esetben a nyersanyagot összekeverjük egy inhibitorral, és magát a térhálósítást nyomás alatt hajtjuk végre. A harmadik módszer a besugárzás elvégzése, amelynek során a kötések a szubsztitúció miatt megváltoznak.
A csőtípusok függése a különböző helyeken történő telepítéstől
A polietilén csövek felszerelésének eszköze kissé eltérhet alkalmazási területüktől függően. Különböző rendszerek esetében - fűtés, hideg vagy meleg víz ellátás, csatornázás - a víz átadásának különböző feltételei vannak, ezért a termékek minden esetben eltérőek lesznek.
Például hideg víz ellátására általában egyrétegű, 16-20 mm keresztmetszetű XLPE csöveket használnak, amelyek akár 95 ° C-ot is kibírnak. Gyakran az ilyen csöveket elektronsugaras módszerrel állítják elő - ezeknek a termékeknek megfizethető áruk van.

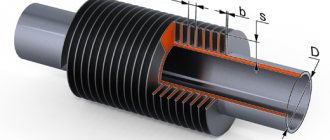
A melegvíz-vezetékekhez többrétegű szerkezetekre van szükség, mivel a hőmérséklet, amelyet el kell viselniük, 110 ℃ -on belül van, vagyis meglehetősen magas. Ebből a célból az ilyen termékekben a peroxidos módszerrel előállított térhálósított polietilén réteget belülről, egy közepére alumínium réteget, a tetejére pedig egy másik polietilén réteget helyeznek.
A központi alumínium réteg jelenléte miatt a cső a kanyarokban elég erőssé válik, hogy megakadályozza az oxigén bejutását. De a polietilén külső rétege képes megvédeni a csövet az ultraibolya sugárzástól és a mechanikai károsodásoktól. Az ilyen csövek keresztmetszete 16-63 mm. Fűtési rendszerek esetén többrétegű termékeket is használhat, amelyek paraméterei 16-20 mm.
XLPE csövek típusai

A csöveket több szempont szerint osztályozzák:
- Cél szerint. Az univerzális termékeket fűtési és padlófűtési rendszerek szervezésére használják. Speciális szakembereket használnak fűtési kommunikációk rendezésére vagy padlófűtési rendszer telepítésére. Bármilyen típusú termék alkalmas vízellátó rendszer telepítésére.
- A firmware útján. A feldolgozási módszertől függően a csőnek megfelelő minőséget rendelnek. A firmware lehet peroxid (PEXa), elektronikus (PEXc), gáz (PEXb) és vegyi (PEXd).
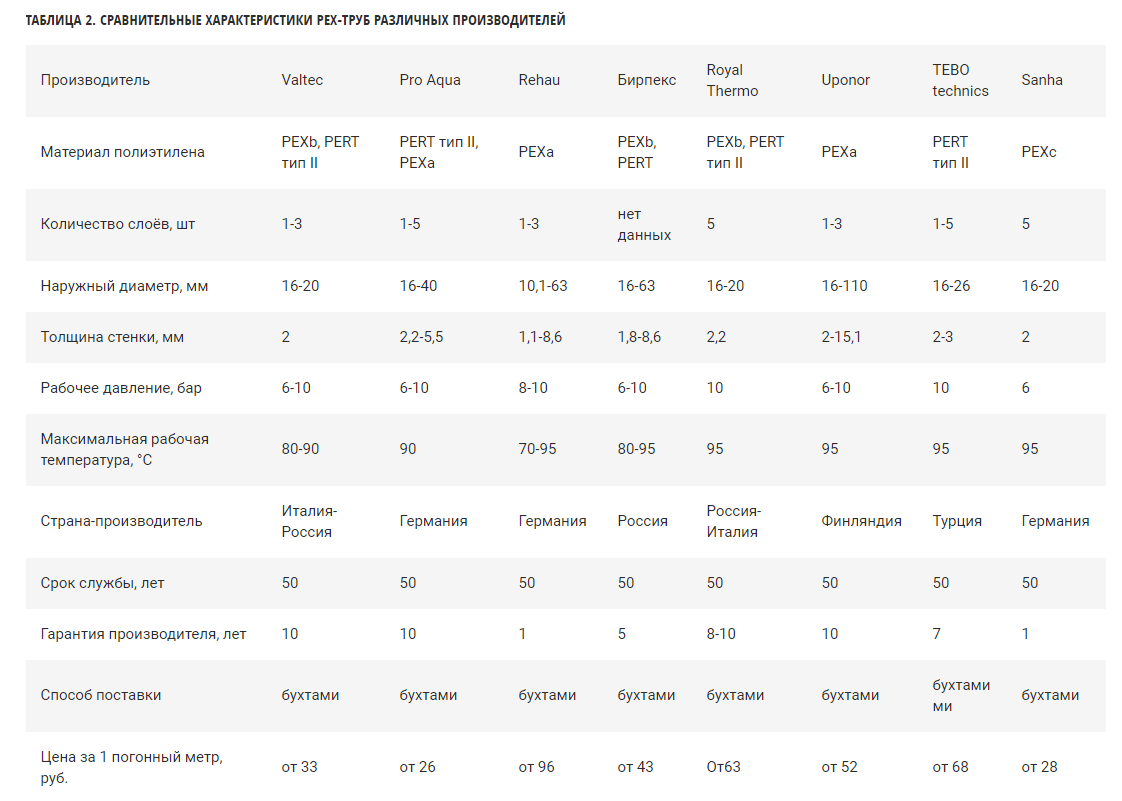
- A gyártó által. A legnépszerűbbek a német RAUTITAN konszern által gyártott termékek. A vevőnek többféle, különböző átmérőjű csövet kínálnak. A finn WIRSBO cég közepes és kis méretű termékeket gyárt. A legszélesebb választékot az izraeli GOLAN gyártó mutatja be. A vállalat 12-500 mm átmérőjű keresztkötésű polietilénből kínál termékeket.
A szerelvények típusai
Nagyon egyszerű a térhálósított polietilénből készült csövek hajlítása - ehhez csak építőipari hajszárítóval kell őket felmelegíteni. A rendszer telepítésekor azonban nemcsak hajlításokra, hanem egyes csődarabok összekapcsolására is szükség lehet - ebben az esetben szerelvényeket használnak.
Az ilyen típusú szerelvények funkcionális céljuk szerint vannak:
- pólók és keresztek;
- sarok részletek;
- tengelykapcsolók;
- csonkok;
- hajt.

Azokon a helyeken, ahol a csővezeték irányának módosítását tervezik, általában sarkokat használnak. Az egyenes szakaszokon tengelykapcsolókat használnak az összekapcsoláshoz. Ha szükséges egy további szakasz kiépítése a kész csővezetékig, akkor gumibetéteket használnak. A pólók és keresztek célja a csővezeték lefektetése, a dugók pedig a végek lezárására szolgálnak.
Ugyanakkor a szerelvények számára többféle anyag létezik:
- polivinil-klorid;
- polietilén;
- polipropilén;
- kombinált anyag.
A leggyakrabban használt sárgaréz szerelvények. Szükséges ugyanannak a szakasznak a csőszakaszait egyenes szerelvényekkel és különböző átmérőjű redukáló szerelvényekkel csatlakoztatni.



Rögzítési technika a kompressziós szerelvényekhez
Az ilyen típusú alkatrészekkel való munkavégzéshez két kulcsra és metszőollóra lesz szükség.
Az XLPE csövek összeszerelését egyetlen csővezetékbe tömörítő szerelvények segítségével több lépésben hajtják végre. Az első lépésben egy nyomóanyát helyeznek a cső végére. Menetének a csatlakozó felé kell néznie. Ezután a hasított gyűrűt rögzítjük, úgy állítva be, hogy a vágott cső és a gyűrű széle közötti távolság 1 mm legyen.

A végén egy keresztkötésű polietilén cső egy szakaszát, amelyre anyát és gyűrűt helyeznek, egészen a szerelvény szerelvényére tolják. Ezt követően csavarokkal erősen húzza meg a krimpelő anyát. Ne feledje, hogy mielőtt a csövet erre a szerelvényre csúsztatná, nem kell szétszerelni vagy letörni. Ezekkel az elemekkel való munkavégzés során az egyetlen óvintézkedés az anyák meghúzási erejének szabályozása, hogy a cső ne deformálódjon.
Csatlakozási módszerek
A telepítés során a csővezeték egyes részeit többféle módon lehet összekapcsolni:
- kompressziós (krimpelő) szerelvények;
- présszerelvények;
- elektrofúziós szerelvények.
Egy adott csatlakozási típus megválasztása a tervezett működési jellemzőktől függ.
A kommunikáció telepítéséhez a következő eszközökre lehet szükség:
- Speciális csővágó olló. A csővágó lehetővé teszi, hogy a csöveket a kívánt méretű részekre vágja anélkül, hogy túlzott erőt alkalmazna. Ebben az esetben a vágás sima lesz, sorja nélkül, 90 fokos szögben. Egy ilyen vágás biztosítja a jövőbeni kötés magas minőségét és megbízhatóságát.
- Hidraulikus nyomás.
- Gyűjtse össze a dörzsölőt a cső átmérőjének növelése előtt, mielőtt behelyezi a szerelvényt.
- Fogó.
- Kulcsok a krimpelő anya meghúzásához.
- Szerelvény.
Elektrofúziós szerelvények használatakor speciális hegesztőgépre van szükség. Bérelhető.
Kompressziós szerelvények
A térhálósított polietilén csövek kompressziós szerelvényekkel történő felszerelését vízellátó vezetéken végzik. Itt minimális szerszámra van szükség - elegendő egy csővágó és egy kulcs vagy egy állítható kulcs.
Javasoljuk, hogy ismerkedjen meg: Fűtött törölközőtartó csatlakoztatásának szerelvényei
A munka algoritmusa a következő:
- A szerelvényt lecsavarják, és egymás után a cső végére nyomóanyát, osztott gyűrűt helyeznek.
- A hasított gyűrű 1 mm-re van a vágás szélétől.
- Az összekötő darab illesztését addig ütközésig helyezzük a csőbe.
- Óvatosan csavarja be a sajtolóanyát a szerelvényre, vigyázva húzza meg, de ne csípje meg.

A polietilén plaszticitása miatt az ilyen csatlakozás nem igényel további tömítést. Szükség esetén gyorsan szétszerelhető.
Présidomok
A présszerelvények használata kizárja a kommunikáció károsodás nélküli szétszerelését. A kapcsolat megbízhatónak bizonyul, de nem összecsukható. a munkavégzéshez szorítóbetét-bővítőre van szükség, nyomja meg a szerelvényt.

A kapcsolat telepítésének folyamata:
- Az előkészített csőszakaszra egy présgyűrűt (préshüvelyt) helyeznek, az éltől elmozdítva.
- A csőbe bővítőt helyeznek, és a szerelvény méretére nyújtják.
- Vegye ki a bővítőt, és helyezze a helyére az összekötő rész szerelvényét.
- Az anyag molekuláris memóriája miatt a cső összenyomódik és szorosan be van tekerve az összekötő szerelvény körül.
- A további rögzítést úgy hajtják végre, hogy a présgyűrűt a cső szélére húzzák, és kézi préssel összenyomják.
Ezzel kapcsolatban a csatlakozási ponton nincs külső nyomás. A minőség és a megbízhatóság maga a térhálósított polietilén különleges tulajdonságainak köszönhető.
Elektromos hegesztés
A polietilén csővezetékeken történő elektromos hegesztést csak speciális szerelvények alkalmazásával végzik.
Munkarend:
- Az előkészített csövekre villamosan hegesztett hüvelyt helyeznek.
- A szerelvény érintkezőihez hegesztőgép van csatlakoztatva.
- A hegesztés akkor következik be, amikor az anyagot 170 fokos hőmérsékletre melegítik.
- A fűtési idő beállítása automatikusan történik, a csővezeték átmérőjétől függően. Ha a hegesztőgép nem rendelkezik ezzel a funkcióval, akkor a hegesztési időt és hőmérsékletet meg kell találni a szerelés dokumentációjában.
- A hegesztési folyamat végén a készüléket kikapcsolják, a csatlakozást hagyják lehűlni.
Ez a csatlakozási módszer a legdrágább, de a legmegbízhatóbb is. A csővezetékek elektromos fúziós szerelvényeken történő üzemeltetéséhez nincsenek korlátozások a hőmérséklet és a nyomás tekintetében. A kapcsolat erősebb, mint maguk a csövek.
Javasoljuk, hogy ismerkedjen meg: Hogyan lehet átállni az öntöttvasról a műanyag csőre
Csövek összekötése krimpelő csatlakozásokkal
A csőszerű termékek rögzítéséhez a présidomokhoz a következő eszközökre van szükség:
- illeszkedő présprés;
- metszőolló vagy olló a cső vágásához;
- tágulási pisztoly fúvókákkal.
Mindenekelőtt a csöveket elvágják. Nagyon fontos, hogy a vágások simaak és egyenletesek legyenek, sorja nélkül - ehhez speciális olló jól jön.
Az előkészített élre egy hüvelyt helyeznek, amelyet később krimpelni fognak. Felhívjuk figyelmét, hogy az él kitágításának megkezdése előtt fel kell vennie a hüvelyt - különben ez már nem illik.

A következő lépés a cső bemenetének néhány milliméteres kiterjesztése lesz a speciális méretű fúvókával ellátott speciális pisztollyal. A kibővített bejárathoz illeszkedő mellbimbót helyeznek, így könnyebben kezelheti a készletben található speciális zsírt.
Az utolsó szakaszban az XLPE csövek hüvelyét speciális sajtóval rögzítik. Itt is ügyelnie kell arra, hogy ne deformálja a dokkoló állomást.