Tapping er processen med bearbejdning af et hul eller en stang i en del, der bruger et specialtrådværktøj til at fremstille en ekstern eller intern spiralformet gevind bestående af fremspring og skiftende spiralriller.
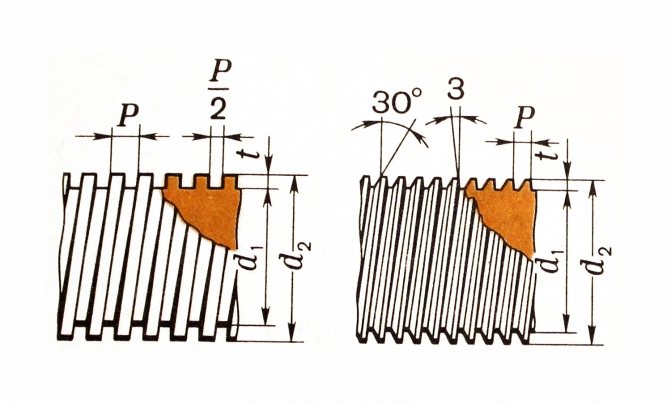
Skæring udføres på bolte, møtrikker og rør, der bruges i split-rørsystemer og andre strukturelle detaljer. Hvis rørledningen installeres manuelt fra rør, hvor der ikke er en tråd, er det vigtigt for dig at forstå, hvordan du kan skære en tråd på et produkt med dine egne hænder. De vigtigste egenskaber ved enhver tråd er dens dybde, stigning, profilvinkel, profil, gennemsnit, ydre og indre diameter.
Nødvendig trådinformation
En trådprofil er et tværsnitsbillede nær en drejning. Afhængig af denne indikator skelnes der trekantet og rektangulært, trapesformet osv. Trekantet bruges udelukkende til installation af et sanitetssystem og dets elementer.
Derudover er tråden adskilt fra retningen af drejninger til højre og venstre hånd.
Afhængig af trådens formål er der fastgørelses- og specielle tråde. Specielle kaldes rektangulære og fastgørelse trekantede. Trekantet fik navnet fastgørelse, fordi det kun er skåret på konstruktionens fastgørelseselementer: møtrikker, skruer, bolte. Trådhældningen er afstanden mellem toppe og bund på tilstødende tråde.
Profilvinklen er den vinkel, der dannes af drejningerne, der skærer hinanden.
Afstanden fra starten til slutningen af tråden kaldes dens dybde.
Den ydre diameter er afstanden mellem punkterne på de to sider af tråden, der ligger overfor hinanden. Den indvendige diameter er afstanden mellem baserne på de modsatte sider. Afstanden mellem toppen og bunden af den modsatte side kaldes den gennemsnitlige diameter.
Ifølge målesystemet er den trekantede trådtype metrisk og tomme. Metriske tråde har form af ligesidede trekanter i spidsen med en vinkel på 60 grader. Denne type bruges i instrumentering og maskinteknik. Sektionens indvendige diameter og skruens ydre størrelse med metriske typer beregnes i millimeter, mens stigningen kan beregnes i millimeter og dens fraktioner.
I profilen ser tommerversionen nøjagtigt den samme som den metriske version, men toppunktvinklen er 55 grader. Det beregnes i inches og adskiller sig fra metrisk visning i et andet trin.
Tommer-sorten bruges ved samling af dele af hygiejne-typen. Det er opdelt i rør og fastgørelse. Disse to typer adskiller sig fra hinanden ved, at befæstelseselementet har en forstørret stigning, hvilket garanterer en pålidelig forbindelse af strukturen og bruges til at skære møtrikker, bolte, stænger og huller. Rørformet bruges ved tilslutning af rør. Det er mindre end fastgørelseselementet, fordi dets dybde er begrænset af tykkelsen på rørvæggen. Rørtrådens tæthed er betydeligt højere end fastgørelsesgevindet på grund af de mange gevind pr. Tomme af produktets længde.
Det vil tage
- Klupp for den krævede rørdiameter.
- Justerbar skruenøgle (gas).
Klupp er et gevindværktøj, såsom en dyse, kun dette er en dyse med styreskørt. Det skal købes i en VVS-butik. Der er ingen mangel på dem, så du finder dem uden problemer, selv i landsbyen.
I dette tilfælde præsenteres den kinesiske version, hvilket er ret godt.
Relateret artikel: Hvilken primer er bedst til vægge under kitt
Der er sådan en ting i regionen på 200-500 rubler. Det hele afhænger af diameteren og margenen. Kører modeller til diametre 1/2, 3/4 inches og inch som i min version.
Du kan bede blikkenslagere om den sovjetiske modstykke, hvis der er en sådan mulighed. Så er det generelt gratis for dig.
Udenfor trådning
Udvendige gevind på stænger, bolte og skruer skæres manuelt med matricer. De er opdelt afhængigt af enheden i runde, prismatiske, faste, glidende. Den prismatiske tråd har et par identiske halvdele, der er fastgjort i en rammeformet matrice med håndtag. På et par ydersider af disse matricer er der prismatiske riller placeret, som er beregnet til prismatiske fremspring af matricen.
Glidende matricer er placeret i matricen, så tallene på dens sektioner er modsat de samme numre på rammen. Ellers vil produktet blive beskadiget. De er fastgjort med stædige skruer. En stålpladeknækker er installeret mellem stopskruen og matricen, så enheden ikke brister, når den trykkes med skruen.
Den runde matrice er fastgjort i letholderen med to og fire stopskruer. Ved hjælp af den glidende type kan du klippe tråde, hvis der er umærkelige afvigelser i stangens diameter, hvilket er uacceptabelt, når du skærer med faste runde matricer. Med en mindre stangdiameter skæres en ufuldstændig tråd og med en større diameter en jævn.

Sådan tappes et rør på et rør: bord, video, tip
Hvordan man klipper en tråd er et presserende spørgsmål, siden dette er den vigtigste metode til at forbinde strukturelle elementer.
Dette kan gøres manuelt ved hjælp af en speciel enhed.
Adskil den udvendige og interne skæring af delen, hvorved tråden kan installeres i et hul af forskellige typer.

Skæremetoden afhænger af typen af materiale, du vil arbejde med.
Processens funktioner samt en beskrivelse af de værktøjer, der er nødvendige til dette, kan findes i artiklen, og videoen hjælper dig med at klare den aktuelle opgave.
Skærehane
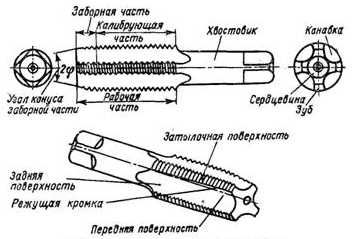
Et hane kaldes en metalbearbejdningsskæreindretning lavet i form af en stang med et skæreelement installeret på det.
Skæreren bruges til at skabe indvendige gevind i forskellige metaldele, rør, og den kan også bruges til at gendanne tidligere beskadigede tråde.
Fræseren har en arbejds- og halesektion. Arbejdsdelen indeholder to sektioner: til skæring og til kalibrering.
Skæreområdet er normalt tilspidset og er ansvarligt for direkte gevindskæring.
Skæretænder er også installeret i dette område, der dækker området omkring hele omkredsen. Størrelsesområdet er ansvarlig for den endelige udformning af delen.
Det ligner en tandcylinder og fortsætter skæreområdet.
Det er længere, og dets arbejdselement er delt med riller, der er nødvendige for at skabe fræsere og fjerne chips.
Antallet af riller afhænger af størrelsen på matricen med en dyse - i enheder, der ikke overstiger 22 mm, er der normalt tre af dem. Der er også specielle vandhaner, hvor der ikke er riller.
I de enheder, hvor de er, kan rillerne være lige eller spiralformede.
Hanens bagside har en cylindrisk form, i slutningen af den er der en firkant, som er nødvendig for at kunne fastgøre den til fastgørelsesværktøjet.
Denne del af hanen er ansvarlig for at fastgøre enheden til værktøjsmaskinens håndholder eller borepatron.
Der er to typer dysehaner: manuel eller maskine. Håndholdte enheder fastgøres til håndholdte holdere og er designet til at skabe interne tråde.
Værktøjsmaskiner er monteret på drejebænkeholdere.
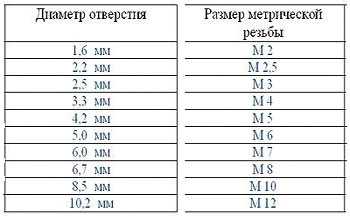
Før du ved, hvordan du klipper en tråd med et tryk, skal du beslutte, hvilken type det er. Trådene, der kan laves, varierer afhængigt af enhedstypen.
Den mest almindelige trådform er metrisk - den er lavet ved hjælp af et metrisk værktøj.
For at skabe tråde på indersiden af vandrøret såvel som i opvarmningsrøret anvendes der specielle rørhaner, de kan også fremstille forstærkede tråde i metaldele og ikke kun i varmeelementer.
For at oprette koniske eller tomme tråde skal du bruge et specielt tomme tryk, der giver dig mulighed for at lave den mindste tråd.
Oftest kan du finde stærke stålindretninger med en matrice - de er de mest effektive, stærke og holdbare.
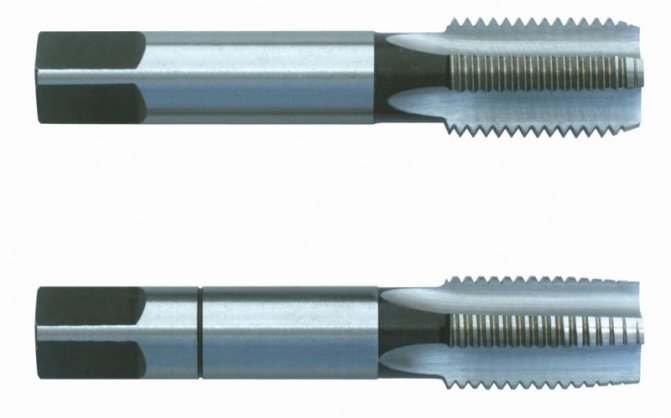
Ud over gevindtypen er vandhaner forskellige i design: de kan være enkelt eller komplette.
Sidstnævnte bruges til at oprette tråde i flere gennemløb. Normalt inkluderer sættet to vandhaner, hvoraf den ene kaldes efterbehandling, og den anden er ru.
I nogle tilfælde tilføjes en mellemhane her. Antallet af dele i sættet er altid angivet på bagsiden, på halen.
Komplette vandhaner er ikke de samme, de har forskellige former for tænder: den grove har formen af en trapesformet tand, den midterste er trekantet, hvis top er afrundet, og den sidste er en standard trekant med en skarp top .
Tapping er at skabe et fremspring i et hul, hvor fremspringets linje har en spiralformet form.
Fremspringet nær væggen i hullet skal matche de angivne parametre, for at tråden kan bruges: den skal have den korrekte stigning, løftevinkel, ydre og indre diameter osv.
En anden vigtig parameter er dybden, der bestemmes ud fra diameteren på gevindene inden i og uden på røret.
Der kan være flere muligheder for, hvordan man klipper tråden korrekt.
Video:
Trådens retning i røret kan være forskellig afhængigt af behovet: det kan rettes mod højre, mens fremspringet udvikler sig med uret eller har en venstre retning, så følger fremspringet mod uret.
Der er to mulige profilformer: rektangulær eller trekantet såvel som specielle yderligere former, men de bruges hovedsageligt i produktionen og næsten aldrig derhjemme.
Intern trådning
Den indvendige tråd skæres uafhængigt af hinanden ved hjælp af vandhaner indsat i driveren. Hanen har en indsugningsdel (dens ende), som er nødvendig for at skære, en måledel (midten), der bruges til styring, når man skærer et hul og dimensionerer, og en hale, der har et firkantet hoved i sektion, til at holde vandhanen i krave ved skæring.
Når du skifter fra underdimensioneret til fuld metrisk eller fastgørelsestommer, bruges et hanesæt, der inkluderer tre vandhaner i forskellige dybder.
Grundlæggende trådplaceringer
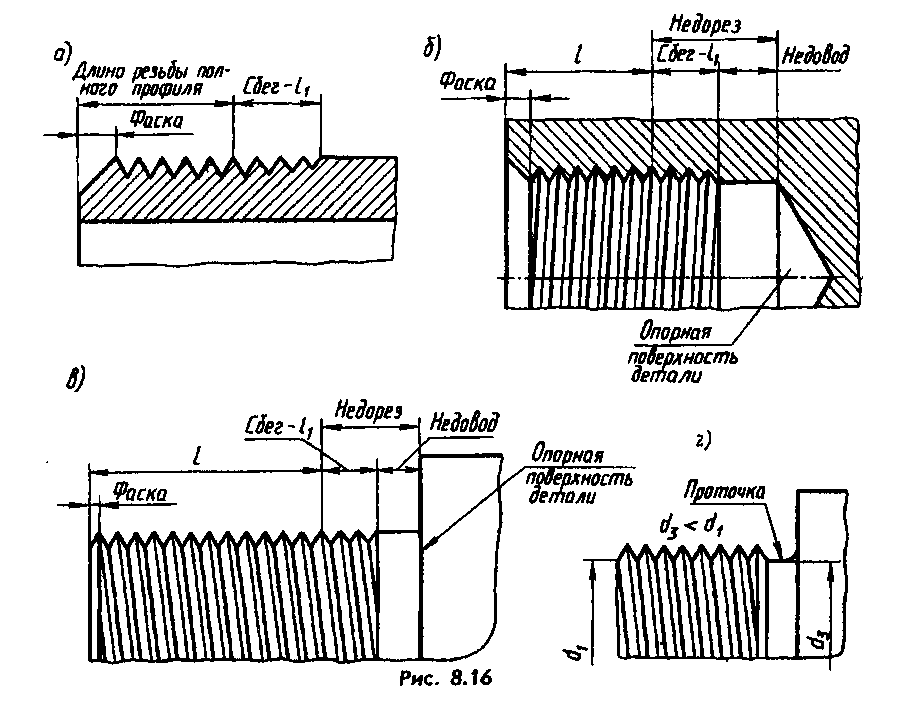
Forbindelsen af rør til tilførsel af gas eller væsker sker på en sådan måde, at rørtråde med cylindrisk form skæres eller rulles i deres ender. Rørenderne er fastgjort til hinanden ved hjælp af forbindelseselementer.
Ved tilslutning af rør til vand eller gas anvendes en kort og lang cylindrisk gevind. De sidste to drejninger kaldes flugt. Den er dannet på grund af matricens design, hvor de første drejninger er forsænket. Takket være flugten kan koblingen sidde fast på røret, hvilket garanterer en pålidelig tætning af forbindelsen med tætningsmaterialet.

Længden af den korte type skal være lidt mindre end halvdelen af ærmet.Derefter skal der være et hul på 2-3 millimeter mellem enderne af de strukturer, der skal forbindes, hvilket får lov til at blokere koblingen undervejs. For ikke-tilslutningsbare forbindelser ved hjælp af fittings anvendes den korte version. En sådan forbindelse kan frakobles på en installeret rørledning udelukkende ved at skære rørprodukterne.
For at adskille de samlede rør uden at skære dem, anvendes en gummiskraber. Det inkluderer en muffe, låsemøtrikker og en lang tråd, der skal dimensioneres, så låsemøtrikkerne og muffen let kan skrues på overfladen, når gummiskraberen forbindes. Dimensionerne på de korte og lange tråde varierer afhængigt af rørstørrelsen.
For ikke at bruge overskydende metal anvendes rør med tynde vægge ofte i varmesystemer og gasforsyningssystemer, da deres ydre sektionsdiameter er næsten den samme som den indre, i modsætning til vandrør rulles et rør normalt på røret, med den maksimalt tilladte vægtykkelse skal sådanne rør ikke være mindre end ved skæring af rørtråde på gas- og vandrør.


Udskæringsværktøj
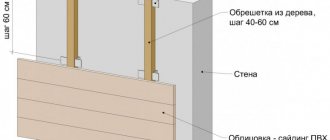
Først og fremmest skal du fylde alle de nødvendige værktøjer. Der er en speciel elektrisk enhed til salg, men når du køber den, skal du tage højde for værktøjets dimensioner. Det er vanskeligt for en enhed med stor størrelse at skære tråde på et rør nær en væg.
Den bedste mulighed er at udføre arbejdet manuelt. For at klippe en tråd på et rør nær væggen skal du bruge følgende værktøjer:
- Die holder;
- To dør;
- Forseglingssmøremidler (fedt, maskinolie);
- Fil eller kværn.
Tråden på røret nær væggen skal være sådan, at møtrikken kan fjernes uden besvær. I nogle tilfælde dækker folk samlesamlingen med en farvestof. Dette anbefales ikke. Især til disse formål er der smøremidler og fum-bånd. Hvad er sæler til? De forhindrer lækager. Med dem vil stramning og fjernelse af møtrikken forekomme uden problemer.

Instruktioner
Der kræves ingen speciel viden for at tråde et rør nær en væg. Alt arbejde udføres i henhold til standardskemaet. I nogle tilfælde er det nødvendigt at udhule væggen let, så du kan klippe trådene uden væsentlig anstrengelse.
Luk stigrøret, inden du begynder at arbejde. Derefter skæres strukturen af og efterlader området til trådning. Vær forsigtig, når du skærer røret. Sørg for, at snittet er glat. Dette gør det hurtigere og lettere at fastgøre pladen. Hvis snittet ikke er meget glat, kan du bruge et slibeskive til at give det den nødvendige tekstur.

For at klippe en tråd på en struktur nær væggen skal du bruge en matrice. Affasningen på snittet hjælper med at gøre den første drejning lettere. Før arbejde anbefales det at belægge matricen og røret nær væggen med fedt. Derefter sættes matricen på strukturen. For at klippe produktet udføres omhyggelige rotationsbevægelser: 2 omdrejninger fremad og 1,5 omdrejninger i den modsatte retning. Prøv at udføre jobbet meget omhyggeligt.

For pålidelig fiksering er det nødvendigt at udføre 7 omdrejninger, som i alt er 10 millimeter. Sørg for, at pladen bevæger sig korrekt. Dens bevægelse skal være jævn, langsom og præcis. Ryst ikke.
At skære en tråd på et rør med en stor diameter, der er placeret nær en mur, er en meget vanskelig opgave, især for en lægmand. I dette tilfælde kan matrisen erstattes med en matrice. I butikker kan du finde hånd- og elværktøj. Den manuelle version er billigere, men det er lettere at arbejde med en elektrisk matrice. Det er dit valg.

Når du udfører arbejde, er det vigtigt at sikre strukturen omhyggeligt. Det er godt, hvis du ikke er alene om at gøre dette.Hvis der er to gummiskraber på strukturen, anbefales det at købe en hane eller et specielt værktøj til drejning i hånden for at dreje.
Relateret artikel: Hvilken lim der skal limes viskestykket på væggen
Det anbefales at belægge svingene med fedt, inden du arbejder med kranen. Svinefedt kan bruges som det. Hvis der ikke er noget forseglingsfedt tilgængeligt, kan fum tape anvendes. Til vandhanen kræves en silikone pakning. Så jobbet er gjort. Dette er dog ikke alt. Det er nødvendigt at kontrollere strukturen for pålidelighed og kvalitet for at gennemføre en inspektion. Efter en visuel inspektion anbefales det at åbne vandet og se, om strukturen lækker. Hvis alt er i orden, er jobbet gjort.
DIY gevindudstyr
På rør med små mængder arbejde kan gør-det-selv udvendige gevind skæres ved hjælp af rørpropper ved hjælp af ikke-glidende eller glidende matricer.

Oprindeligt klemmes røret ind i en klemme, rørets ende renses fra skalaen med en fil, hvorefter den skårne del smøres med sulfofresol eller tørreolie.
Et specielt værktøj er installeret på røret - klupp, der har glidedyse, og med blide slag på frontpladehåndtaget med en hammer eller hammer bringes styremetre tæt på røret, så er alt fastgjort med bolte. Derudover er der baseret på risikoen for frontpladen installeret skæreformer. Derefter begynder værktøjet at dreje med uret, samtidig med at det trykkes på det.
I legemet af rørformen er der på den ene side fire huller til skæreformen, og på den anden side er der tre huller til styrematricen. Skærestyringsformene opdrættes, og frontpladerne bringes sammen, som er fastgjort til kroppen med fastspændingsringe. I de planer, der støder op til kroppen, har frontpladerne spiralformede riller, hvor dysens stifter trænger ind. Hvis du drejer frontpladen, begynder tappene at glide langs spiralrillerne, og matricerne kommer tættere på (hvis du drejer frontpladen til venstre) eller adskiller sig gradvist (hvis du drejer frontpladen til højre). På det tidspunkt, hvor matricerne allerede er monteret i den krævede position, er frontpladen fastgjort med fastspændingsbolte.
Rørstøbningssæt er lavet med et par sæt skæreform: til gevindrør på 20 eller 15 millimeter i størrelse og til skæring af rør med en diameter på 25, 38, 32 og 50 mm.
Til rørformer anvendes radiale dobbeltsidede eller radiale ensidige matricer. Dies produceres i 4 eksemplarer pr. Pakke. Hver har en betegnelse med en størrelse og serienummer fra en til fire. Tilsvarende tal er placeret ved hver plads på klupp-kroppen. Røret har udskiftelige muffer til forskellige rørdiametre, placeret i styreflangen og fastgjort med skruer. Sidstnævnte er fastgjort med skruer til kroppen, hvor de tilsvarende pladenumre er installeret.
Rørkoblinger har fordelen ved den højeste kvalitet af den resulterende gevind på produkterne og strukturel styrke. Ulempen ved dette udstyr er dets store vægt og behovet for seriøs pleje.
Når du skærer et 50 mm gevind, er det nødvendigt at omorganisere styrestrimlerne ved at dreje dem 180 grader og derefter med kortsiden inde i matricen.




Nødvendige værktøjer
Selvgevindende rør kræver forberedelse af følgende konstruktionsværktøjer:
- matricer til skæring af udvendige tråde
- haner til indvendig gevindskæring
- maskinolie, emulsion eller petroleum
- silikone pakninger
- Bulgarsk
- fil
- gasnøgle
- handsker, ansigtsskærm eller beskyttelsesbriller
- klude

Manuel matricen og matricen sæt
Tilbage til indhold
Klupps af Mayevskys teknologi til gevindskæring på rør
Udstyr som Mayevsky's klupp bruges ofte. Denne enhed har todelt splitform.En separat del af matricerne svarer til en bestemt rørstørrelse. Matricerne, afhængigt af det antal, der er angivet i fatningen og på matricerne, monteres i husstikket ved hjælp af skruer i henhold til de risici, der er markeret på matricerne i den ønskede størrelse og på huset. Et vedvarende dæksel fastgjort med skruer placeres på matricerne.

Klupp Mayevsky - udseende
Dette udstyr er produceret i to størrelser: til gevind med en diameter på 15 og 20 millimeter og til gevind med en bredde på 25 og 32 millimeter.
En sådan enhed har følgende fordele: lav vægt, nem konstruktion og vedligeholdelse, evnen til hurtigt at udskifte matricerne.