På denne side finder du færdige sæt udstyr til produktion af blokskum af alle kvaliteter i overensstemmelse med GOST 15588-2014, til produktion af pladeskum, til produktion af permanent forskalling, til produktion af termopaneler, til skummende granulater til møbler og til polystyrenbeton. For at se udstyrets sammensætning - klik bare på det ønskede eksempel. Sættet med udstyr adskiller sig i produktivitet, et sæt ekstra udstyr og graden af automatisering. Hvis ingen af de præsenterede muligheder passer dig, kan du skrive en anmodning til os med de tekniske parametre for den krævede produktion. Vi sammensætter et sæt, der passer til dine opgaver.
Linjer til produktion af blokskum.
Råmaterialer til fremstilling af skum
Granuleret styrofoam bruges til at opnå skum i produktionen. Det opnås som et resultat af to processer:
- Polymerisering af styren.
- Tilføjelse af et specialiseret stof (styrofoam) til det opnåede stof, som er beregnet til at opnå en porøs konfiguration af materialet.
Produktion
Til produktion af skum anvendes specielt udstyr, hvis indstilling og installation udføres individuelt. Hele processen er opdelt i flere faser, som hver især kræver specifikt udstyr. Der er specielt udstyr til flydende skum.
Jeg vil gerne bemærke, at skumproduktionsprocessen praktisk talt er affaldsfri. Defekte produkter bruges til genbrug.
Værkstedets tekniske udstyr til produktion af skum

Skumproduktionslinje
Efter at alle nuancer af teknologi og opskrifter er overvejet, er det nødvendigt at analysere markedet for teknisk udstyr for at købe udstyr til produktion af skum. Der er et bredt udvalg her, og det komplette sæt af linjen afhænger af de planlagte produktionsmængder og tilgængelige økonomi.
En standard skumlinie er udstyret med følgende maskiner og apparater:
- Dispenser.
- Forskum.
- Tørretumbler med blæsere.
- Bloker formularer.
- Skæremaskine.
Dette er hovedudstyret. For at optimere processen anbefaler eksperter at købe en knuser til makulering af affald og en emballeringsmaskine. Det er ret vanskeligt at angive de nøjagtige omkostninger ved hele udstyrssættet - linjens kraft har stor indflydelse på prisen. For eksempel vil det kræve mindst 500.000 rubler at udstyre et værksted med maskiner med en kapacitet på op til 20 m3 / cm. Men mere kraftfuldt udstyr (op til 40 m3 / cm) vil koste iværksætteren mindst 800.000 rubler. En højtydende linje (med en kapacitet på op til 100 m3 / cm) koster mindst 1.400.000 rubler. Men prisen på værktøjsmaskiner bør ikke blive en grundlæggende faktor, når man vælger teknisk udstyr. Her er udstyrets mærke og de betingelser, som leverandøren tilbyder - garantiservice, garantiperiode, meget vigtigere.
Der er ikke mange måder at spare penge på at udstyre værkstedet - medbring udstyr til produktion af skumplast fra Kina eller køb en brugt linje. Og den første mulighed er selvfølgelig bedre, da asiatiske maskiner på trods af deres lave omkostninger er præget af indikatorer af god kvalitet.
Udstyr til produktion af skum
Professionelle værkstedslinjer til produktion af skum.
Alle ved, at det er lettere at starte en lille virksomhed end en stor virksomhed på grund af en mindre opstartsinvestering af finansiering og andre faktorer. Af denne grund anbefales det at starte med at åbne en mini-skumplante. For at gøre dette skal forretningsplanen beregne erhvervelsen af det mest nødvendige udstyr, der kræves, når produktionsprocessen startes. For eksempel for en produktionskapacitet på 50 kvm. meter på 1 arbejdsdag kræves følgende liste over udstyr:
- Foropskummer, automatisk tilførsel og dosering af råmaterialer til den;
- Modtagelse af skidtkasse med et rør
- Blokformularer;
- Styrofoam skæreborde;
- Knusere til affald;
- Dampgeneratorer;
- Fjernbetjening;
- Pneumatisk transport;
- Yderligere oplysninger om installation af udstyr.
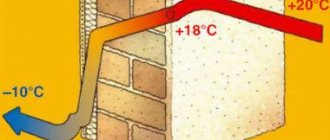
Produktionen af ekspanderet polystyren og gips på den isolerede facade er en rentabel forretning med en gennemsnitlig indgangstærskel. Udvidet polystyren anvendes i vid udstrækning inden for forskellige områder - i byggeri, i fødevareindustrien, i bilindustrien.
Eksponering af ekspanderede polystyrenblokke
Denne artikel vil i detaljer overveje både enheder til fremstilling af konventionelt ekspanderet polystyren og udstyr til produktion af ekstruderet polystyrenskum, du lærer hvilke elementer produktionslinjen består af og de vigtigste aspekter af teknologien til fremstilling af dette materiale.
- Teknologien til produktion af ekspanderet polystyren er ret enkel og kan implementeres selv med det krævede minimum af produktionsudstyr.
- Imidlertid er en vigtig faktor den stærke afhængighed af slutproduktets kvalitet af opfyldelsen af alle teknologikrav, da selv den mindste overtørring af ekspanderet polystyren eller omvendt et forsøg på at skære utilstrækkeligt tørret råmateriale kan forårsage afvisning af hele batchen af produkter (selvom det endda er facadepuds på skum) ...
- Generelt består teknologien til fremstilling af ekspanderet polystyren af flere successive trin.
- I første fase lægges råmaterialerne, hvorfra ekspanderet polystyren (polystyrenskum) fremstilles - ekspanderbart polystyrenkorn (PSV) med egne hænder eller ved hjælp af automatiseret udstyr i beholderen med foropskummeren.
- I forskummere opvarmes granulaterne, hvilket resulterer i, at de pustes op, øges i volumen og bliver til hule kugler fyldt med luft.
Skumdannelse kan udføres enten en eller flere gange. Ved gentagen skumning gentages processen fuldstændigt - råmaterialerne gør det selv (eller automatisk), og fordyb dem igen i præskummet, opvarm og øg. Genopskumning anvendes, når det er nødvendigt at opnå ekspanderet polystyren med en minimal tæthed.
Workshop til produktion af ekspanderet polystyren
Styrkeegenskaber og vægt afhænger af densiteten af ekspanderet polystyren. I nogle tilfælde kræves ekspanderet polystyren med høj densitet til isolering af facader og lignende belastede strukturer, men som regel på grund af de lavere omkostninger er ekspanderet polystyren med lav densitet meget efterspurgt.
Densitetsindekset for materialet måles i kg pr. Kubikmeter. Styrke kaldes undertiden faktisk vægt. Eksempelvis har ekspanderet polystyren, som har en faktisk vægt på 25 kg, en densitet på 25 kg / m³. Dette er meget bedre end at isolere facader med mineraluld.
Polystyrenråmaterialer, hvis skumning udføres en gang, garanterer den endelige tæthed af ekspanderet polystyren i området 12 kg / m³. Jo flere skummende processer der er blevet udført, jo mindre vil produktets faktiske vægt være.
Som regel er det maksimale antal opskumningsprocesser pr. Batch af råmaterialer 2, da multipel opskumning på grund af gentagen opskumning i høj grad forringer slutproduktets styrke.
På det andet produktionstrin kommer det ekspanderede polystyren ind i holdekammeret, hvor det opbevares i 24 timer. Denne proces er nødvendig for at stabilisere trykket inde i de luftfyldte granuler.
Hver gang skumningsprocessen gentages, skal ældningsprocessen gentages. For at skabe ekspanderet polystyren med en densitet på op til 12 kg / m³ udsættes råmaterialet for flere gentagne skumnings- og ældningscyklusser.
Når blokken er dannet, ældes skummet i en dag - dette er nødvendigt, så fugt forlader skummet, da produktets kanter rives og ujævne, når der skæres en rå blok, hvorefter det går til skærelinie, hvor klodserne skæres i plader med den krævede størrelse og tykkelse.
Skumbare polystyrenkorn
Produktionslinjen til produktion af ekspanderet polystyren indeholder følgende elementer:
- Opbevarings- og inspektionsområde for råmaterialer;
- Skummende enhed;
- Aldringsbeholder;
- Enhed til dannelse af blokke;
- Enhed til skæring af polystyrenskum til isolering af fundamentet med ekspanderet polystyren;
- Opbevaringsområde til færdige produkter;
- Genbrugsenhed til affald.
Det er vigtigt, at polystyrenråmaterialerne, der anvendes til produktion af ekspanderet polystyren, overholder alle kvalitetsstandarder, da egenskaberne ved det færdige polystyrenskum afhænger stærkt af det.
Som hovedregel bruger de vigtigste indenlandske og udenlandske producenter råvarer fra følgende virksomheder til produktion af ekspanderet polystyren:
- Xingda (Kina);
- Loyal Chemical Corporation (Kina);
- BASF (Tyskland).
Teknologiske krav muliggør genbrug af affald (genanvendte ekspanderede polystyrenplader). Mængden af genanvendelige materialer bør ikke overstige 10% af vægten af det færdige produkt.
Strukturen af polystyrenskum under et mikroskop
Tasker med polystyren læsses ud med en elbil eller, i tilfælde af lille pakning, med egne hænder. Råvarer bør ikke opbevares i mere end tre måneder efter produktionsdatoen. Temperaturregimet til opbevaring af polystyren til isolering af lejlighedernes facader er fra 10 til 15 grader.
- Denne produktionslinje består af en forskummer (normalt af en cyklisk type), en blok til tørring af ekspanderet polystyrenkorn, en pneumatisk transportør og et kontrolelement.
- Gør-det-selv-polystyren fra poserne aflæsses i forskummeren, hvortil der tilføres varm damp under tryk (med en temperatur på ca. 95-100 grader), under påvirkning af hvilken den primære skumning af råmaterialet opstår .
- Processen styres af computerudstyr, som, når polystyren når et forudbestemt volumen, stopper tilførslen af damp, hvorefter det halvfabrikat kommer ind i blokken til tørring.
Granulerne, hvorfra overskydende fugt er fjernet, transporteres til aldringsbeholderen. Gennem konditionering holdes beholderen konstant ved en given fugtighed og temperatur og luftfugtighed.
Ved temperaturer fra 16 til 25 grader opbevares granulatet i ca. 12 timer. I løbet af denne tid er de hule skumgranulater fyldt med luft.
Genhærdningsteknologien, som udføres i tilfælde af genopskumning, svarer til den ovenfor beskrevne metode og udføres under anvendelse af det samme udstyr.
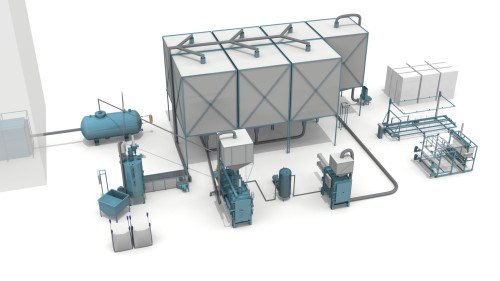
Diagram over en produktionslinje til produktion af ekspanderet polystyren
Det er beholderens volumen, der i højere grad indstiller produktionslinjens nominelle produktivitet, derfor skal antallet og størrelsen af beholderne beregnes nøje ud fra det ønskede produktionsvolumen af ekstruderet polystyrenskum.
Fra hærdebeholderen transporteres de ekspanderede polystyrengranulater pneumatisk til mellemkammeret, som er udstyret med en fyldningssensor.
Når den krævede mængde piller ankommer, transporteres råmaterialet til formningsenheden. Blokformen er en lufttæt beholder, der lukkes efter fyldning med granulat. Varm damp føres ind i blokformen gennem forsyningsventilen.
I processen med varmebehandling under tryk finder sekundær skumning af granulater sted, som ekspanderer, og når en forudbestemt temperatur nås, sintres de til en monolitisk blok af ekspanderet polystyren.
Afkøling af det dannede polystyrenskum sker i den samme enhed ved at pumpe luft fra kammeret med en vakuumpumpe. For at stabilisere det indre lufttryk i ekspanderede polystyrenkorn, holdes blokken ved stuetemperatur i 24 timer.
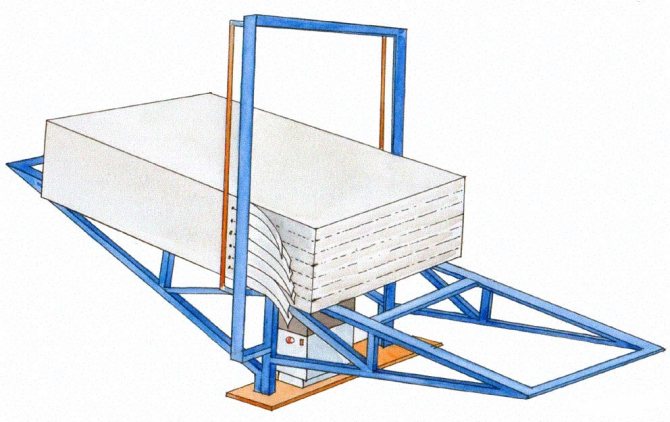
Når den krævede tid er gået, kommer polystyrenskumblokken ind i klippeenheden. Skærelinjen er et komplet udstyr, der er i stand til at skære både vandret og lodret.
Enhed til dannelse af blokke af ekspanderet polystyren
Dette udstyr har to driftsformer - en automatisk tilstand til implementering af et givet program og en selvkontrolleret tilstand. Som regel foregår hele processen automatisk.
Installationens elektroniske styresystem gør det muligt med egne hænder at justere temperaturen på opvarmningen af strengene, hastigheden på deres bevægelse og det færdige produkts størrelse.
Polystyrenskummaterialer, der er beskadiget under produktionsprocessen, bortskaffes ikke, men skal genbruges. Behandlingen af ekspanderet polystyren udføres i en enhed, hvori knusende hamre roterer, som smuldrer skumpladerne i individuelle granulater.
De råmaterialer, der opnås ved bearbejdningsprocessen, tilføres ved pneumatisk transport til opbevaringsbeholderen, hvorfra granulerne kommer ind i blokformen i en mængde, der ikke overstiger 10% af vægten af det primære råmateriale, der anvendes til produktion.
Knuseren til skumaffald
Forskellen i produktionslinjen til produktion af ekstruderet polystyrenskum i sammenligning med den ovenfor beskrevne teknologi til fremstilling af konventionelt polystyrenskum ligger i nærvær af en ekstruder.
Ekstruder - udstyr til produktion af ekstruderet polystyrenskum, der har formningsformer, gennem hvilke polystyrensmeltet skubbes.


Produktionsteknologi af polystyrenskum
Denne teknologi består af flere faser, lad os blive bekendt med hver af dem.
Trin et. Indkøb af råvarer
Råmaterialet i dette tilfælde er ekspanderet polystyrenskum, det vil sige produkterne fra den kemiske industri. Parametrene for det producerede materiale afhænger af, hvor høj kvalitet det er, og hvad dets levetid er. Jo større råmaterialets "alder" er, jo længere det er blevet opbevaret, jo sværere bliver det at skumme dets granulater. Med hensyn til densiteten afhænger denne indikator direkte af dimensionerne på det endelige granulat: jo større de (granulater), jo højere vil indikatoren være. Omvendt kan små granulater bruges til at fremstille produkter med lav densitet.
Bemærk! Hvis skummet, som du planlægger at sælge, vil blive brugt til byggearbejde, er det bydende nødvendigt at tilføje et brandhæmmende middel i produktionen (dette er et stof, der forhindrer antændelse).

Selve fremstillingsprocessen skal begynde med dannelsen af vanddamp, hvis temperatur vil være 115-170 grader og trykket fra 0,8 til 6 atmosfærer. Til dette anvendes udstyr til produktion af skumplast, såsom en dampgenerator. Forresten kan selve dampgeneratoren efter den anvendte energiressource være:
Og for at bruge det maksimale volumen genereret damp er det nødvendigt at bruge en dampakkumulator.
Trin to. Skummende granulatet
Råmaterialer føres ind i skummeren i den mængde, der er nødvendig for at skabe et materiale af et bestemt mærke, hvorefter der tilføres damp. Granulaterne, der er under indflydelse af denne damp, begynder at skumme, hvilket ledsages af deres volumenforøgelse ca. 25-50 gange. For at opnå 1 kubikmeter råmateriale, der allerede er skummet, tager det som regel ca. 15 kg råmateriale.

Selve opskumningsproceduren varer ikke mere end syv minutter. Ved afslutningen af denne procedure tilføres granulatet til en speciel tørreenhed, hvor de slipper for overskydende fugt dannet, når de udsættes for damp.

Trin tre. Tørring
Desuden føres granulerne, som vi netop har bemærket, ind i tørretumbleren, hvori de behandles med opvarmet luft og fratages overskydende fugt, men det oprindelige volumen forbliver det samme. Typisk kommer luften ind nedenfra og blander partiklerne permanent.
Bemærk! Under tørringsprocessen hæves de våde granulater, mens de tørrede, tværtimod, løftes og overføres til modningstragt ved hjælp af en pneumatisk transportrørledning.

Tørringsproceduren i sig selv tager ikke mere end fem til ti minutter.
Trin fire. Modning
I disse siloer stabiliseres granulerne endelig. Varigheden af denne proces afhænger hovedsageligt af miljøforholdene. Antallet af skraldespand afhænger af systemets ydeevne, og deres dimensioner og volumen bestemmes af loftets højde i værkstedet.
Det er værd at bemærke, at forskellige mærker af skum ofte opbevares i separate beholdere. Materialet kan ældes fra 5 til 12 timer, hvorefter de allerede stabiliserede granulater sintres.
Trin fem. Sintring af skum
Ved hjælp af et specielt fyldhul fyldes blokformen med forberedt granulat, og de tilføres her under luftens indvirkning, som tvinges af kompressoren. Desuden sintres granulatet under påvirkning af den samme damp, der kommer fra dampakkumulatoren. Bemærk, at kvaliteten af pelletsbagning afhænger af tre faktorer, såsom:
- dampforsyningstid;
- hans (damp) tryk
- temperatur.

Derefter afkøles det ekspanderede polystyren (til dette anvendes sådant udstyr til produktion af skum som en vakuumenhed) og får den krævede form. Procedurens varighed afhænger af mærket, selvom det i gennemsnit ikke er mere end 10-12 minutter.
Trin seks. Skæring
Den sidste fase af produktionen er at skære. I slutningen af bagningen åbnes døren til enheden, og den ekspanderede polystyrenblok skubbes på et specielt bord under handling af en pneumatisk skubber. Pladerne er anbragt lodret, hvorefter de skal stå i flere dage. Dette er nødvendigt, så de endelig slipper for overskydende fugt og gennemgår stabilisering.

Derefter skæres blokke af en speciel maskine i ark med de krævede dimensioner og tykkelse. Om nødvendigt foretages fremspring og riller (affaldet, som nævnt ovenfor, vil blive genstand for en anden behandling).
Plader pakkes og sælges. Som du kan se, er der i virkeligheden ikke noget kompliceret her, som du kan se, når du ser tematisk videomateriale.